IMG899 (2)
3. OBLICZENIA
„ 1000*F
prędkość obrotowa: F^ =-——
7t* d
199°*1 alobr/
7t * 50,5 /s
(zaokrąglamy w górę)
, »*/
czas obrobki: =-
" 60*p*Fair
1*320
-w 7[s]
60*0,12*7
(zaokrąglamy w górę)
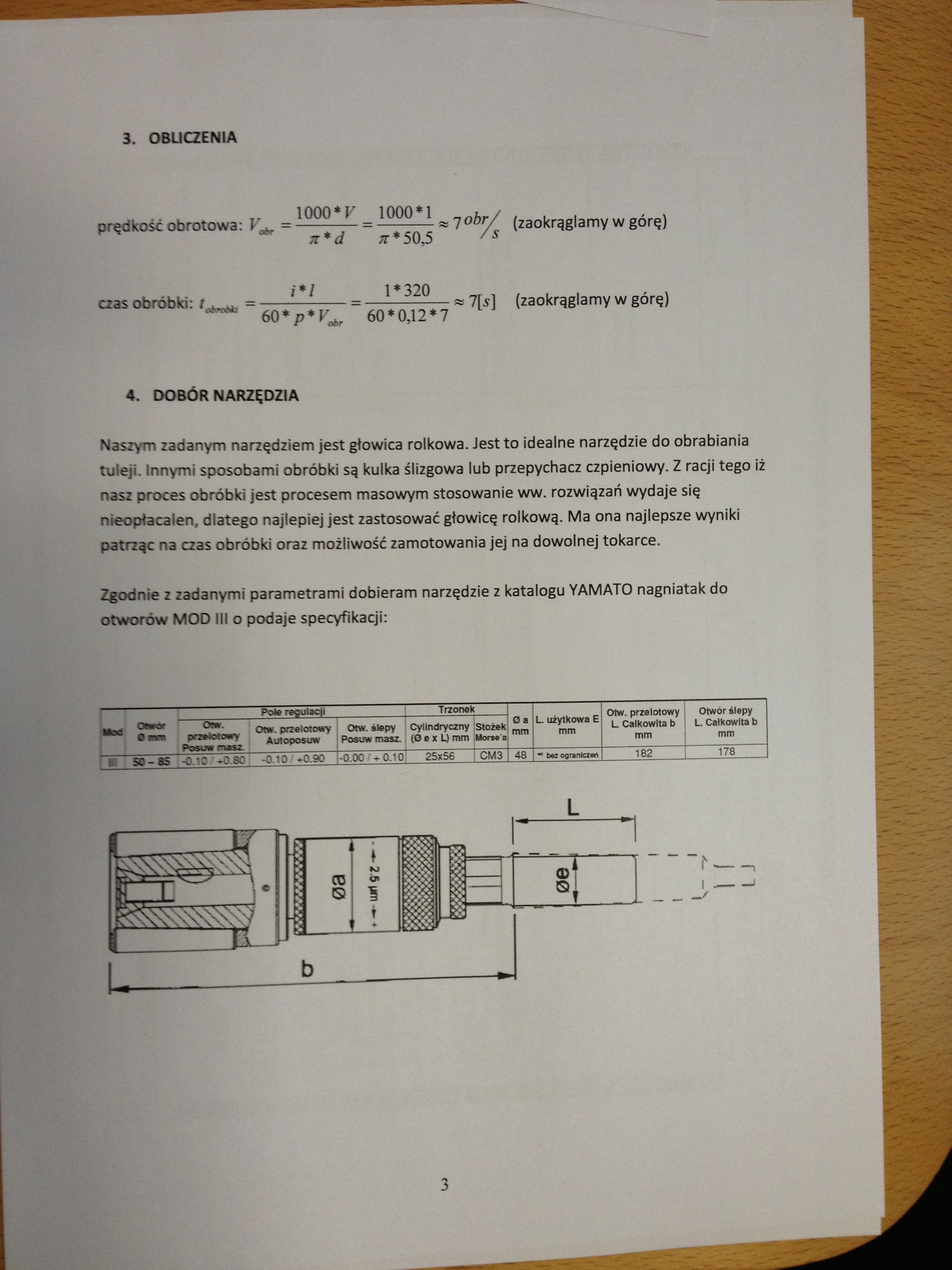
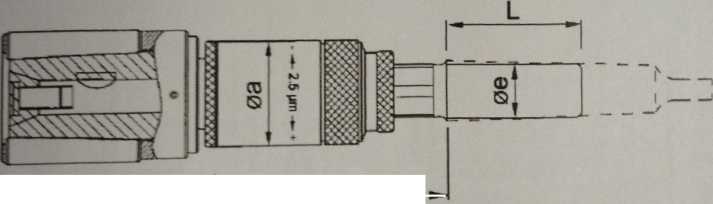
4. DOBÓR NARZĘDZIA
Naszym zadanym narzędziem jest głowica rolkowa. Jest to idealne narzędzie do obrabiania tuleji. Innymi sposobami obróbki są kulka ślizgowa lub przepychacz czpieniowy. Z racji tego iż nasz proces obróbki jest procesem masowym stosowanie ww. rozwiązań wydaje się nieopłacalen, dlatego najlepiej jest zastosować głowicę rolkową. Ma ona najlepsze wyniki patrząc na czas obróbki oraz możliwość zamotowania jej na dowolnej tokarce.
Zgodnie z zadanymi parametrami dobieram narzędzie z katalogu YAMATO nagniatak do otworów MOD III o podaje specyfikacji:
|
Połę regulacji |
Trzonek |
Otw. przelotowy L Całkowita b mm |
Otwór ślepy L Całkowita b mm | ||||||
|
OMor 9 Mm |
Otw. przełomowy Posuw masz. |
Otw. przelotowy Aut oposuw |
Otw. ślepy Posuw masz. |
Cylindryczny (0 e x L) mm |
Stożek Mors«'a |
0 a mm |
L użytkowa E mm | ||
|
fi 50—85 |
-0.10+0.80 |
-0.10/+0.90 |
-0.00 ,' + 0.10 |
25x56 |
CM3 |
48 |
•* bez ograniczeń |
182 |
178 |
Wyszukiwarka
Podobne podstrony:
15 (32) prędkości obrotowej na 1000 obr/min (odczyt na wyświetlaczu sterownika) 6.
16 (30) Próby pod obciążeniem przeprowadzić dla prędkości obrotowych: 500, 1000, 1500, 2000, 2500 or
siatka z poprawka OBLICZENIA KINEMATYCZNE PRZEKŁADNI UIELOBIEGOUEJ SYMBOL REDUKTORA: dz Lp. Prędko
Wykres OBLICZENIA KINEMATYCZNE PRZEKŁADNI UIELOBIEGOUEJ Lp. Prędkości obrotowe lobr/min] Kod
WYNIK0 OBLICZENIA KINEMATYCZNE PRZEKŁADNI UIELOBIEGOUEJ SYMBOL REDUKTORA: lb Lp. Prędkości obrotow
WYNIK0 OBLICZENIA KINEMATYCZNE PRZEKŁADNI UIELOBIEGOUEJ SYMBOL REDUKTORA: bl Lp. Prędkości obrotow
Wynik0 OBLICZENIA KINEMATYCZNE PRZEKŁADNI UIELOBIEGOUEJ Lp. Prędkości obrotowe lobr/min] Kod
WYNIK0 OBLICZENIA KINEMATYCZNE PRZEKŁADNI UIELOBIEGOUEJ Lp. Prędkości obrotowe lobr/min] Kod
Wynik0 OBLICZENIA KINEMATYCZNE PRZEKŁADNI UIELOBIEGOUEJ Lp. Prędkości obrotowe lobr/min] Kod
WYNIK0 OBLICZENIA KINEMATYCZNE PRZEKŁADNI UIELOBIEGOUEJ Lp. Prędkości obrotowe lobr/min] Kod
WYNIK0 OBLICZENIA KINEMATYCZNE PRZEKŁADNI UIELOBIEGOUEJ Lp. Prędkość "o :i obrotowe :
WYNIK0 OBLICZENIA KINEMATYCZNE PRZEKŁADNI UIELOBIEGOUEJ Lp. Prędkości obrotowe lobr/min] Kod
WYNIK0 OBLICZENIA KINEMATYCZNE PRZEKŁADNI UIELOBIEGOUEJ Lp. Prędkość "o :i obrotowe :
WYNIK0 OBLICZENIA KINEMATYCZNE PRZEKŁADNI UIELOBIEGOUEJ Lp. Prędkości obrotowe lobr/min] Kod
Wynik10 OBLICZENIA KINEMATYCZNE PRZEKŁADNI UIELOBIEGOUEJ Lp. Prędkości obrotowe lobr/min] Kod
więcej podobnych podstron