54490 Zdjęcie0079
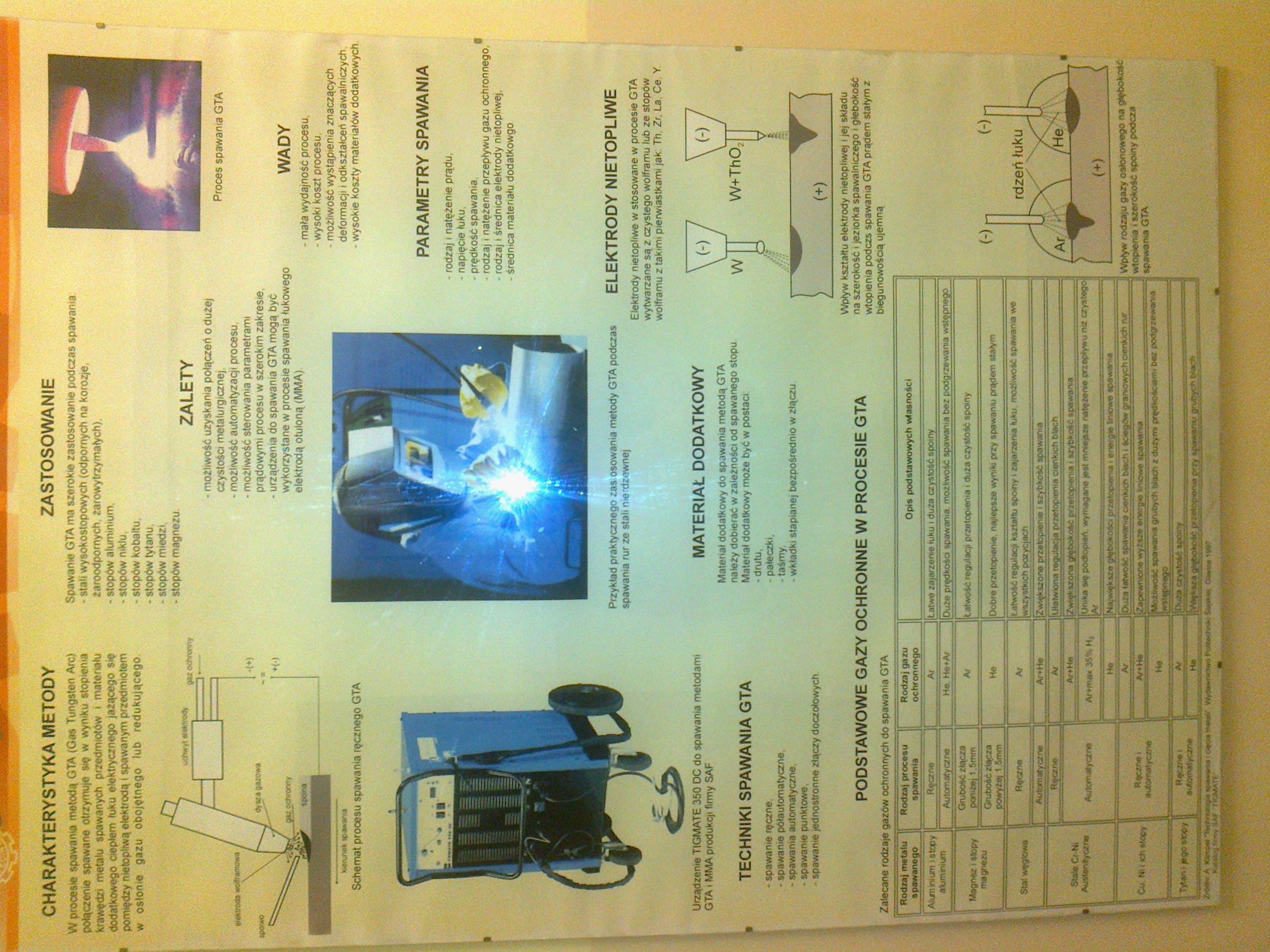
CHARAKTERYSTYKA METODY
W procesie spawanta metodą OTA (Gas Tungsten Arc) połączenie spawana otrzymuje się w wyniku stopienia krawędzi metalu spawanych przedmiotów i materiału dodatkowego ciepłem łuku elektrycznego jazącego się pomiędzy nietopłiwą elektrodą i spawanym przedmiotem w osłonie gazu obojętnego lub redukującego

Kierunek spawania
Schemat procesu spawania ręcznego GTA

ZASTOSOWANIE
Spawanie GTA me szerokie zastosowanie podczas spawania
- stali wysokos top owych (odpornych na korozje,
Żaroodpornych, żarowy trzymałych).
- stopów aluminium,
- stopów niklu,
- stopów kobaltu.
- stopów tytanu.
- stopów miedzi.
- stopów megnezu ZALETY
- możliwość uzyskania połączeń o dużej czystości metalurgicznej.
- możliwość automatyzacji procesu.
- możliwość sterowania parametrami prądowymi procesu w szerokim zakresie.
• urządzenia do spawania GTA mogą być wykorzystane w procesie spawania łukowego elektrodą otuloną (MMA).

Proces spawania GTA
WADY
* mała wydajność procesu,
- wysoki koszt procesu.
• możliwość wystąpienia znaczących deformacji i odkształceń spawalniczych.
■■ wysokie koszty materiałów dodatkowych
PARAMETRY SPAWANIA
- rodzaj i natężenie prądu,
• napięcie łuku,
• prędkość spawania.
rodzaj i natężenie przepływu gazu ochronnego,
• rodzaj i Średnica elektrody nietopliwej,
- Średnica matenału dodatkowgo
Przykład praktycznego zas osowanla metody GTA podczas ELEKTRODY NIETOPLIWE spawania rur ze stali nierdzewnej .
Elektrody nietopkwe w stosowane w procesie GTA wytwarzane są z czystego wolframu lub ze stopów wolframu z takimi pierwiastkami jak; Th, Zr. La. Ce Y.

Urządzenie TIGMATE 350 DC do spawania metodami GTA i MMA produkcji firmy SAF
• TECHNIKI SPAWANIA GTA
- spawanie ręczne.
- spawanie półautomatyczne,
- spawania automatyczne.
- spawanie punktowe,
- spawanie jednostronne złączy doczołowych
MATERIAŁ DODATKOWY
Matenał dodatkowy do spawania metodą GTA należy dobierać w zależności od spawanego stopu Materiał dodatkowy może być w postaci -drutu,
- pałeczki,
- taśmy,
- wkładki stapianej bezpośrednio w złączu
PODSTAWOWE GAZY OCHRONNE W PROCESIE GTA
Zalecane rodzaje gazów ochronnych do spawania GTA
|
i Rodzaj metalu li Rodzaj procesu I | spawanego || spawania |
Rodzaj gazu ochronnego |
Opia podstawowych własności | ||
|
1 Ałuniraum i stopy |
Ręczna |
I |
Ąr |
Łatwa zajarzenie luku i duża czystość spoiny |
|
aluminium |
Automatyczna |
II |
He, He+Ar |
Duże prędkości spawania, możliwość spawania bez podgrzewania wstępnego |
|
| Magnez i stopy |
U GruboSć złącza pon>Zei 1Smm |
Ar |
Łatwość regulacji przetopienie i duża czystość spoiny | |
|
jl magnezu |
|| Grubość złącza U powyżej I.Smm |
1 |
He |
Dobra przetopienie, najlepsze wyniki przy spawaniu prądem stałym |
|
i Stał węglowa |
Ręczne |
II |
Ar |
Łatwość regulacji kształtu sporny i zajarzenia łuku możliwość spawania we wszystkich pozycjach |
|
ii Automatyczna |
AnHe |
Zwiększone przetopienie i szybkość spawania | ||
|
n Ręczne |
.-Ar: • |
Ułotwlona regulacja przetopienia cienkich blach | ||
|
i Staie Cr-Ni I-i Austenityczne |
I |
Ar*He |
Zwiększona głębokość przetopienia i szybkość spawania | |
|
; t : Automatyczne |
Anmai 35% H, |
Unika się podloptert. wymagana jest mniejsze natężenie przepływu niz czystego Ar | ||
|
fc_________ |
L ...... |
|Największe głębokości przekuwane • energie liniowe spawana | ||
|
r — |
lOuża łatwość spawania caenłech blach i ściegów graniowych cienkich rur | |||
|
i ! Cu Nit ich stopy B MSI |
W*He |
|[Zapewnione wyższa energia kołowe spawana | ||
|
IjMozkwosć spawana grubych fcSach z dużym prędkościami bez podgrzewana I Ifwmąpneoo . .............jj | ||||
|
| li; automatyczne M 8»>wm<»mBBi>MS>aWBMWaanarw»wau>na»j |
Huta |
L ■ ■■ » |
liDuża czystość spoiny ........I | |
ĄtOtewTSiM
■ęeiąaeawa i osęt wimf peKedimki a

Wpływ rodzaju gazy ©stanowego na glęboto*ć wtopieni* • szerokość spoiny pocłcza spawania GTA

Wpływ kształtu elektrody nietopliwej i jej składu na szerokość i jeziorka spawalniczego i głębokość wtopienia podczs spawania GTA prądem stałym z biegunowością ujemną
;
Wyszukiwarka
Podobne podstrony:
53723 Zdjęcie0078 CHARAKTERYSTYKA METODY W procesie spawania metodą GTA (Gas Tungsten Arc) połączeni
Zdjęcie0082 CHARAKTERYSTYKA METODYZASTOSOWANIEZALETY METODY W procesie spawania gazowego w celu uzys
IMAG0329 Charakter metody• NMR to metoda: Spck trosk >pia WIR polega na wzbudzaniu spinów jądrowy
4.3. Połączenia spawane4.3.1. Materiał nauczania Procesy spawania klasyfikuje się przede wszystkim z
SCHEMAT SPAWANIA METODĄ GTA (TIG) Spawanie GTAW- Gas Tungsten Arc Welding (TIG- Tungsten Inert Gas)
23 (568) 2.2. CHARAKTERYSTYKA I PODZIAŁ METOD SPAWANIA 23 się m.in. monolitycznością, szczelnością,
P5101358 yuljjując procesy elektrodowe można zauważyć, że poddając elektrolizie 1 mol H,SO( otrzymuj
więcej podobnych podstron