56920 Str183 (2)

183
12.4.4. KONSTRUOWANIE ŚLIMAKÓW WALCOWYCH
|
035k6 |
+0.018 +0,002 |
|
028j 6 |
+0,009 -0.004 |
|
8P9 |
-0,015 -0,051 |
COD (5:1) 4,0
Ro6,3
|
Liczba zwojów |
Zł |
2 | |
|
Moduł |
m |
8 | |
|
Zarys odnieś. |
kat zarys. |
a, |
20■ |
|
luz wierzch. |
c |
1.6 | |
|
Kęt wzn.lin.zw. |
7 |
14'2'W | |
|
Kier. wzn.lin.zw. |
lewy | ||
|
Rodzaj SI i make |
ZA | ||
|
Wskaźnik Sredn. |
<7 |
8 | |
|
Doktadn. wykonan. |
7-G | ||
|
Grub.zw.po cięc. |
Ś | ||
|
Wy sok. do cięc. z w. |
hjf |
8.154 | |
|
Skok zwoiu |
p, |
50.265 | |
|
Wysokość zwoju |
b, |
17.6 | |
|
Ślimo- czmco |
numer rys. | ||
|
liczba zęb. |
z? |
40 | |
|
Odleętość osi |
aw |
192 | |
|
Inne dane | |||
F-F (2:1)
Ra3.2,
1. 200...220 HB
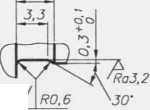
zwoje -h 1,0... 1.5; 50...52 HRC 032_q16 -h 0,3...0,4; 45...48 HRC
2. Zakończenia zwojów o grubości mniej 5 mm ścięć i zotępić
3. Dokładność wykonania zwojów ślimaka wg PN - 80/M -88522.04
4. ISO 2768-m
Rys. 12.4.5
E(5:1)

'irczęSc Nozwo części
3
ŚLIMAK
Moterial i Nr normy
45
Nr normy pólwyrc
PN-9J/H-840
Sprowdzit
3odziolko
1:1
Format
A3
POLITECHNIKA ŚWIĘTOKRZYSKA
w Kielcach 1YDZIAŁ MECHATRONIKI i BUDOWY MASZYN Katedra Podstaw Konstrukcji Maszyn
Nozwo przedmiotu
REDUKTOR
7os
robu
-m
Ciężar
Nr rysunku
12.04.05
Tabl. 12.4.4
O
C\
|
1 |
Liczba zwojów |
Zi | ||
|
2 |
Moduł |
m | ||
|
3 |
Zarys odmes. |
kat zarys. |
a | |
|
4 |
luz wierzch. |
c | ||
|
5 |
Kąt |
wzn.lin.zw. |
y | |
|
6 |
Kier.wzn.lin.zw. |
— | ||
|
7 |
Rodzai ślimaka | |||
|
8 |
Wskaźnik średn. |
Q | ||
|
9 |
Doktadn. wykonan. | |||
|
10 |
Grub |
zw.po cięc. |
Si | |
|
11 |
Wy sok. do ciec.zw. |
hi’ | ||
|
12 |
Skok |
zwoju |
p, | |
|
13 |
Wysokość zwoju |
b, | ||
|
numer rys. | ||||
|
14 |
cznico |
liczba zęb. |
Z? | |
|
15 |
Odleotość osi |
am | ||
|
Inne |
dane | |||
|
20 1 W | ||||
|
30 | ||||
|
90 | ||||
1. MATERIAŁ ŚLIMAKA
Ślimaki zwykle wykonuje się ze stali.
Najniższy współczynnik tarcia uzyskuje się wówczas, jeśli ślimaki wykonuje się ze stali do nawęglania z następującym hartowaniem. Ślimaki ulepszone cieplnie stosuje się rzadziej. Przy małych prędkościach poślizgu można stosować ślimaki żeliwne.
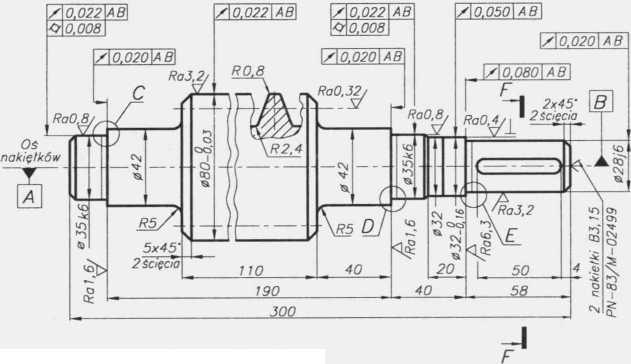
2. DANE DO NACINANIA ŚLIMAKÓW WALCOWYCH
Na rysunku ślimaka walcowego dla nacinania zwojów należy podać wg PN-81/M-01140 następujące wymiary (rys. 12.4.6) i tablicę danych technicznych (tabl. 12.4.4).
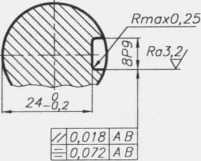
3. PASOWANIA I POLA TOLERANCJI (rys. 12.4.7)

Na rysunku ślimaka odchyłki otoczki średnicy wierzchołków zwojów hl podaje się liczbowo.
Pasowania i pola tolerancji wysięgowego odcinka ślimaka, miejsc osadzenia łożysk, uszczelnień (8.3.2).
I część tablicy -
dane podstawowe;
II część tablicy -
dane dla sprawdzania;
III część tablicy -
dane uzupełniające.
Dane do wypełnienia tablicy 12.4.4:
1. -5.3.8;
2. -5.3.8;
3. - tr = 20° rys. 12.4.2;
4. - c = 0,20 m rys. 12.4.2;
5. -5.3.8 p. 2.5;
6. - lewy, prawy rys. 7.3.2;
7. -tabl. 12.4.1;
8. - 5.2.8;
9. -12.1.1; tabl. 5.3.23;
10. - 12.1.4 p. 1; 12. -Pz= nmzu 14.-5.3.8;
11. - 12.1.4 p. 1; 13. - rys. 12.4.2; 15.-5.3.8.
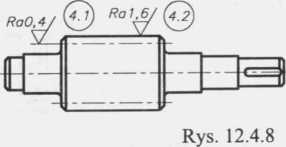
4. CHROPOWATOŚĆ POWIERZCHNI
(tabl. 12.4.5, rys. 12.4.8)
Wyszukiwarka
Podobne podstrony:
16612.4.4. KONSTRUOWANIE ŚLIMAKÓW WALCOWYCH 0J5k6 + 0,018 + 0.002 028j 6 + 0,009
70355 Str005 (8) 5 12.4.4. Konstruowanie ślimaków walcowych . 183 16.2.3. Ceowniki 316 12.4.5. Ko
IMG00005 5 12.4.4. Konstruowanie ślimaków walcowych . 12.4.5.
IMG00183 18312.4.4. KONSTRUOWANIE ŚLIMAKÓW
045m5 +0,020 +0,009 035k6 + 0,018 +0,002 10N9 0 -0,036 (-115) REDUKTOR Rys.
039 4 1.5.3.7.WEWNĘTRZNE ROZPLANOWANIE REDUKTORÓW ŚLIMAKOWO-WALCOWYCH Konstrukcje zębatych kół
164 I 12.4. KONSTRUOWANIE ŚLIMAKÓW I ŚLIMACZNIC 12.4.1. RODZAJE ŚLIMAKÓW WALCOWYCH, wg [52,54] Tabl.
Scan10137 Rys. 9.13. Jednolity nacięty na wale ślimak walcowy o zarysie ewolwentowym Rys. 9.14. Post
Str181 (2) 181 12.4. KONSTRUOWANIE ŚLIMAKÓW I ŚLIMACZNIC 12.4.1. RODZAJE ŚLIMAKÓW WALCOWYCH, wg
IMG00181 181 12.4. KONSTRUOWANIE ŚLIMAKÓW I ŚLIMACZNIC 12.4.1. RODZAJE ŚLIMAKÓW WALCOWYCH, wg [52,54
skanuj0306 (2) Rys. 11.30 Przekładnie ślimakowe: a) walcowa, b) globoidalna [16] kołem czynnym jest
więcej podobnych podstron