IMG00183
183
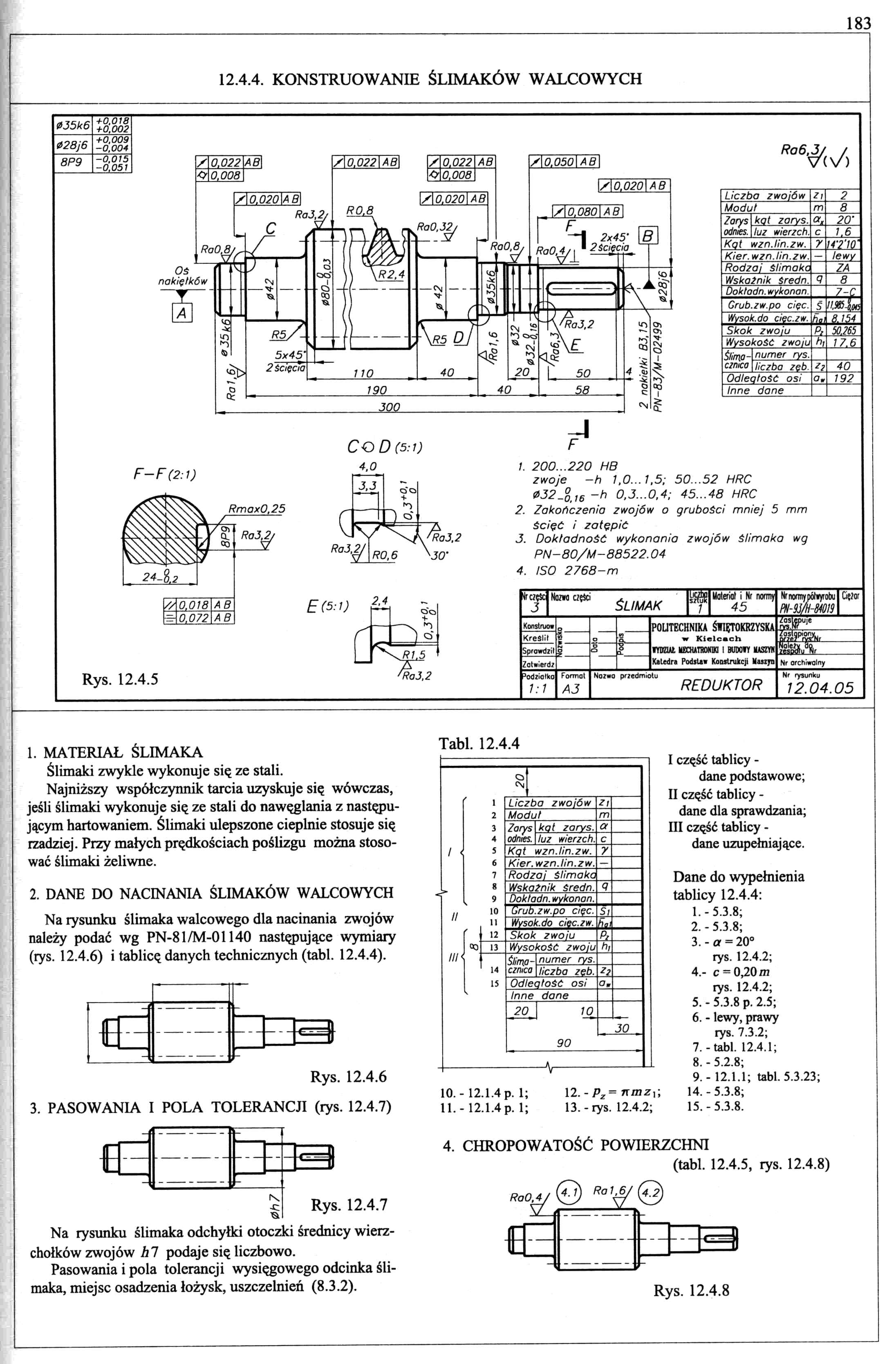
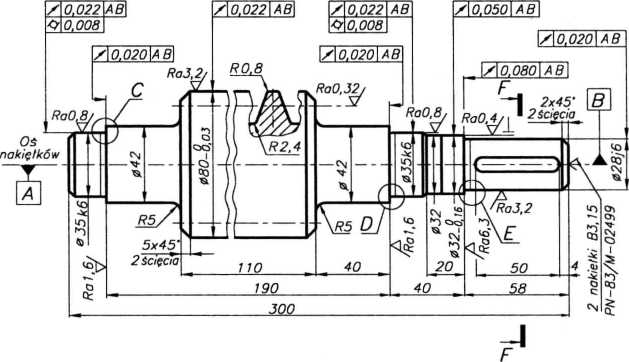
12.4.4. KONSTRUOWANIE ŚLIMAKÓW WALCOWYCH
|
035k6 |
+0.018 +0.002 |
|
028j6 |
+0.009 -0,004 |
|
8P9 |
-0,015 -0,051 |
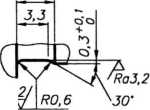
CO D (5:1)
4.0
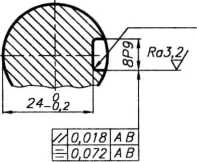
F—F (2:1)
Rmax0,25
Rai.
Ro6,3,
|
Liczba zwojów |
Zł |
2 | |
|
Moduł |
m |
8 | |
|
Zarys odmes. |
kat zarys. |
a, |
20‘ |
|
luz wierzch. |
c |
1.6 | |
|
Kęt wzn.lin.zw. |
7 |
H'Z'W | |
|
Kier. wzn.lin.zw. |
— |
lewy | |
|
Rodzaj Slimakc |
ZA | ||
|
Wskaźnik Sredn. |
8 | ||
|
Dokladn. wykonan. |
7 f | ||
|
Grub.zw.po cięc. |
Ś | ||
|
Wysok.do cięc.zw. |
fia |
8.154 | |
|
Skok zwoju |
P, |
50.265 | |
|
Wysokość zwoju |
h, |
17.6 | |
|
Ślima cznico |
numer rys. | ||
|
liczba zęb. |
z? |
40 | |
|
Odleętość osi |
a w |
192 | |
|
Inne dane | |||
1. 200...220 HB
zwoje -h 1,0...1.5; 50...52 HRC 032_o,l6 -h 0,3...0.4; 45...48 HRC
2. Zakończenia zwojów o grubości mniej 5 mm ścięć i zotępić
3. Dokładność wykonania zwojów Ślimaka wg PN-80/M-88522.04
4. ISO 2768-m
E(5:1)
Ra 3.2
* częsc
3
tam części
ŚLIMAK
Kreśli!
Sprowdzil
Zatwierdź
3odziałko
1:1
Format
A3
Nozwo przedmiotu
REDUKTOR
POLITECHNIKA ŚWIĘTOKRZYSKA
w Kielcach WYDZIAŁ MECHATRONIKI I BUDOWY MASZYN Katedra Podstaw Konstrukcji Maszyn
Nr rysunku
7 2.04.05
Tabl. 12.4.4
o
|
1 |
Liczba zwojów |
Zl | ||
|
2 |
Moduł |
m | ||
|
3 |
Zarys odmes. |
kat zarys. |
a | |
|
4 |
luz wierzch. |
c | ||
|
5 |
Kat |
wzn.lin.zw. |
7 | |
|
6 |
Kier. wzn.lin.zw. |
— | ||
|
7 |
Rodzaj ślimaka | |||
|
8 |
Wskaźnik średn. |
<7 | ||
|
9 |
Dokladn. wykonan. | |||
|
10 |
Grub |
zw.po cięc. |
Si | |
|
11 |
Wysok.do cięc.zw. |
hai | ||
|
12 |
Skok |
zwoju |
P, | |
|
13 |
Wysokość zwoju |
b\ | ||
|
Ślima- |
numer rys. | |||
|
14 |
cznica |
liczba zęb. | ||
|
15 |
Odlep lość osi |
Ow | ||
|
Inne |
dane | |||
|
20 |
10 | |||
|
JO | ||||
|
90 | ||||
-V
1. MATERIAŁ ŚLIMAKA
Ślimaki zwykle wykonuje się ze stali.
Najniższy współczynnik tarcia uzyskuje się wówczas, jeśli ślimaki wykonuje się ze stali do nawęglania z następującym hartowaniem. Ślimaki ulepszone cieplnie stosuje się rzadziej. Przy małych prędkościach poślizgu można stosować ślimaki żeliwne.
2. DANE DO NACINANIA ŚLIMAKÓW WALCOWYCH
Na rysunku ślimaka walcowego dla nacinania zwojów należy podać wg PN-81/M-01140 następujące wymiary (rys. 12.4.6) i tablicę danych technicznych (tabl. 12.4.4).
m
Rys. 12.4.6
3. PASOWANIA I POLA TOLERANCJI (rys. 12.4.7)
|
fi |
r |
Es) | |||
|
-C |
Rys. 12.4.7 | ||||
Na rysunku ślimaka odchyłki otoczki średnicy wierzchołków zwojów hl podaje się liczbowo.
Pasowania i pola tolerancji wysięgowego odcinka ślimaka, miejsc osadzenia łożysk, uszczelnień (8.3.2).
I część tablicy -
dane podstawowe;
II część tablicy -
dane dla sprawdzania;
III część tablicy -
dane uzupełniające.
Dane do wypełnienia tablicy 12.4.4:
1. -5.3.8;
2. -5.3.8;
3. -a = 20° rys. 12.4.2;
4. - c = 0,20 m rys. 12.4.2;
5. -5.3.8 p. 2.5;
6. - lewy, prawy rys. 7.3.2;
7. -tabl. 12.4.1;
8. -5.2.8;
9. -12.1.1; tabl. 5.3.23;
10. - 12.1.4 p. 1; 12. - Pz= 14.-5.3.8;
11. -12.1.4 p. 1; 13. - rys. 12.4.2; 15.-5.3.8.
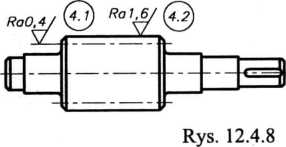
4. CHROPOWATOŚĆ POWIERZCHNI
(tabl. 12.4.5, rys. 12.4.8)
Wyszukiwarka
Podobne podstrony:
56920 Str183 (2) 18312.4.4. KONSTRUOWANIE ŚLIMAKÓW WALCOWYCH 035k6 +0.018 +0,002 028j
IMG00181 181 12.4. KONSTRUOWANIE ŚLIMAKÓW I ŚLIMACZNIC 12.4.1. RODZAJE ŚLIMAKÓW WALCOWYCH, wg [52,54
IMG00194 13.4. KONSTRUKCJE CZĘŚCI KORPUSOWYCH REDUKTORÓW ŚLIMAKOWYCH, wg [15,52] dj d2 dj ■f 1 „
Spis treści 3 tif 5 5 16.2. Informacje pomocnicze do konstruowania ram 295 12.4.3.
70355 Str005 (8) 5 12.4.4. Konstruowanie ślimaków walcowych . 183 16.2.3. Ceowniki 316 12.4.5. Ko
164 I 12.4. KONSTRUOWANIE ŚLIMAKÓW I ŚLIMACZNIC 12.4.1. RODZAJE ŚLIMAKÓW WALCOWYCH, wg [52,54] Tabl.
16612.4.4. KONSTRUOWANIE ŚLIMAKÓW WALCOWYCH 0J5k6 + 0,018 + 0.002 028j 6 + 0,009
Str181 (2) 181 12.4. KONSTRUOWANIE ŚLIMAKÓW I ŚLIMACZNIC 12.4.1. RODZAJE ŚLIMAKÓW WALCOWYCH, wg
IMG00004 4 4 12.4. Konstruowanie ślimaków i ślimacznic ... 181 12.4.1.
IMG00005 5 12.4.4. Konstruowanie ślimaków walcowych . 12.4.5.
IMG00157 15712. KONSTRUOWANIE KÓŁ ZĘBATYCH12.1. DOKŁADNOŚĆ WYKONANIA UZĘBIENIA 12.1.1. KLASY DOKŁADN
IMG00165 16512.2.3. KONSTRUKCJE ZĘBATYCH KÓŁ WALCOWYCH, wg [15] PARAMETRY ZADANE: da - Średnica wier
IMG00176 17612.3.7. KONSTRUOWANIE ZĘBATYCH KÓŁ STOŻKOWYCH 03OH6 +0,013 0 8P9 -0,015 -0,051 Rai
więcej podobnych podstron