61336 skanuj0001 (346)
50
gdzie:
F - przekrój rowka spoiny,
vsp - prędkość spawania,
n - ilość elektrod,
d - średnica elektrody,
vei - prędkość podawania drutu elektrodowego.
Do spawania elektrożużlowego stosuje się specjalne topniki:
a) TU-St-A, do spawania stali, niskowęglowych i niskostopowych, szczególnie przy
grubościach do 50 mm,
b) TU-St-B, do spawania stali niskowęglowych, przy grubościach powyżej 60 mm. Topniki te, w porównaniu z topnikami do spawania lukiem krytym, charakteryzują się zwiększoną zawartością fluorytu CaF2 (15-30%) w celu zwiększenia przewodności elektrycznej żużla i jego rzadkopłynności. Najczęściej stosowanymi drutami są druty zawierające Mn (druty SpG2, SpG4 i SpG4N),
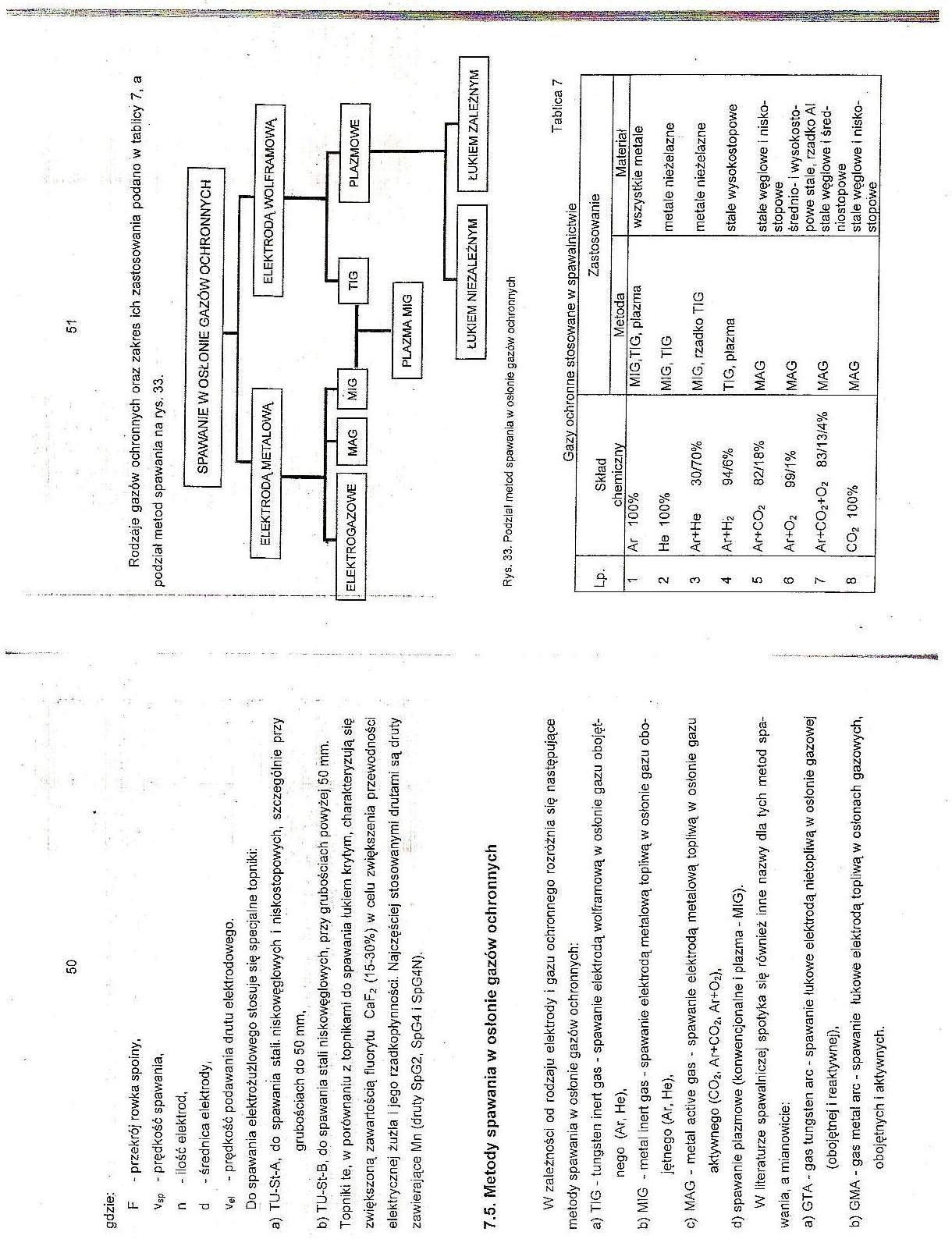
7.5. Metody spawania w osłonie gazów ochronnych
W zależności od rodzaju elektrody i gazu ochronnego rozróżnia się następujące metody spawania w osłonie gazów ochronnych:
a) TIG - tungsten inert gas - spawanie elektrodą wolframową w osłonie gazu obojęt
nego (Ar, He),
b) MIG - metal inert gas - spawanie elektrodą metalową topliwą w osłonie gazu obo
jętnego (Ar, He),
c) MAG - metal active gas - spawanie elektrodą metalową topliwą w osłonie gazu
aktywnego (C02, Ar+C02l Ar+02),
d) spawanie plazmowe (konwencjonalne i plazma - MIG).
W literaturze spawalniczej spotyka się również inne nazwy dla tych metod spawania, a mianowicie:
a) GTA - gas tungsten arc - spawanie łukowe elektrodą nietopliwą w osłonie gazowej
(obojętnej i reaktywnej),
b) GMA - gas metal arc - spawanie łukowe elektrodą topliwą w osłonach gazowych,
obojętnych i aktywnych.
Rodzaje gazów ochronnych oraz zakres ich zastosowania podano w tablicy 7, a
i
i podział metod spawania na rys. 33.
i
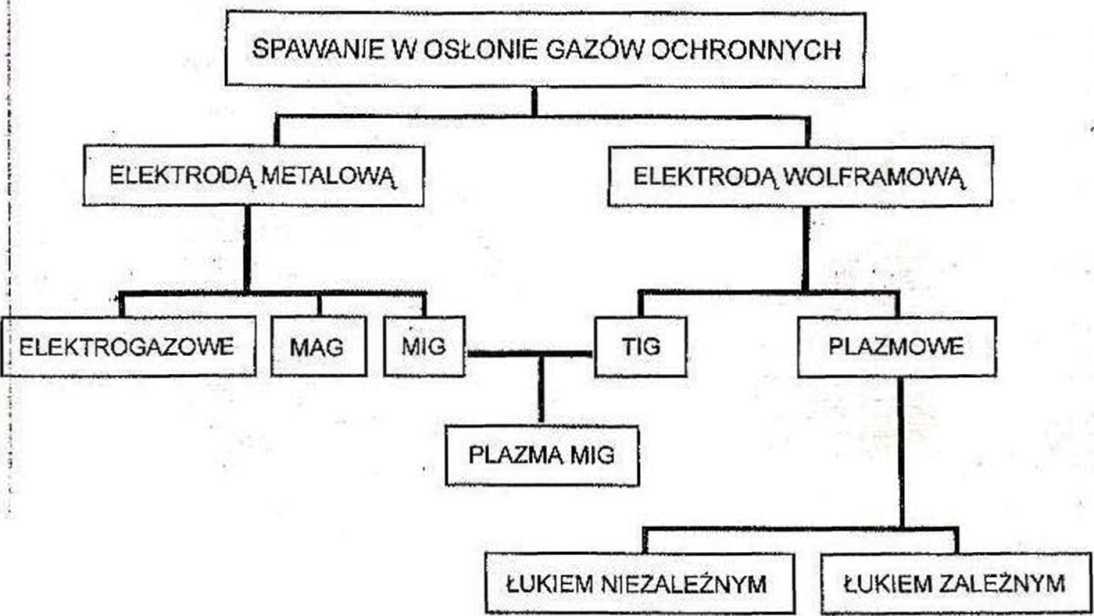
Rys. 33. Podział metod spawania w osłonie gazów ochronnych
Tablica 7
Gazy ochronne stosowane w spawalnictwie_
|
Lp- |
Skład |
Zastosowanie | |
|
chemiczny |
Metoda |
Materiał | |
|
1 |
Ar 100% |
^mTg.TIG, plazma |
wszystkie metale |
|
2 |
He 100% |
MIG, TIG |
metale nieżelazne |
|
3 |
Ar+He 30/70% |
MIG, rzadko TIG |
metale nieżelazne |
|
4 |
Ar+H2 94/6% |
TIG, plazma |
stale wysokostopowe |
|
5 |
Ar+COz 82/18% |
MAG |
stale węglowe i nisko-stopowe |
|
6 |
Ar+02 99/1% |
MAG |
średnio- i wysokostopowe stale, rzadko Al |
|
7 |
Ar+C02+02 83/13/4% |
MAG |
stale węglowe i śred-niostopowe |
|
8 |
C02 100% |
MAG |
stale węglowe i nisko-stopowe |
Wyszukiwarka
Podobne podstrony:
skanuj0034 (50) 18. Przekroje poprzeczne projektowanej trasy drogowej Woj. .warmińsko-mazurskie Gmin
50 STANISŁAW KOŃCZAK (50) gdzie: R = suma opadów, e = parowanie, a = przekrój cieśnin, c = stał
15853 skanuj0034 (50) 18. Przekroje poprzeczne projektowanej trasy drogowej Woj. .warmińsko-mazurski
skanuj0009 (346) gplntp i . 3_ ...... ■
skanuj0010 (55) — 50— ZARYS DZIEJÓW TURYSTYKI i wypoczywać. Wille znajdowały się z
więcej podobnych podstron