18134 termo003
212
X - przewodność cieplna materiału |WAn deg],
At-różnica temperatur na przeciwległych stronach materiału [°C].
Formowana płyta odkształca się na skutek różnicy pomiędzy ciśnieniem atmosferycznym i ciśnieniem w formie, którą można określić następująco:
(2)
An feMF(Pa ~~ Po ) *“ viPi Pł vF(1+k)-vs •
gdzie:
k
vF - stosunek objętości akumulatora vA urządzenia próżniowego do objętości formy v*.
v, - objętość powietrza usuniętego 2 formy, pa - ciśnienie atmosferyczne.
Po - ostateczne ciśnienie w akumulatorze próżniowym, pi - ciśnienie formowania.
Siła zaciskająca płytę formowaną musi spełniać zależność (3) dla zapewnienia szczelności połączenia:
(3)
I _°pSD
I--—■
gdzie:
cp- naprężenie w płycie,
8-grubość płyty,
D - średnica zastępcza ramy zaciskowej, (określona Jako obwód ramy dowolnego kształtu, podzielony przez liczbę n),
ł - współczynnik tarcia pomiędzy płytą formowaną 1 ramą zaciskową.
Nacisk na ramę wyniesie:
S,s q b;b , (4)
gdzie:
q - nacisk jednostkowy na płytę (q < tg, gdzie q„ to granica plastyczności materiału w temperaturze formowania.
D - średnica zastępcza ramy zaciskowej, b - szerokość ramy zaciskowej.
Warunek szczelności zamknięcia: S2 > S,.
14.3. Metody formowania próżniowego
Rozróżnia się dwa zasadnicze rodzaje formowania próżniowego: negatywowe i pozytywowe.
A. Formowane negatywowe
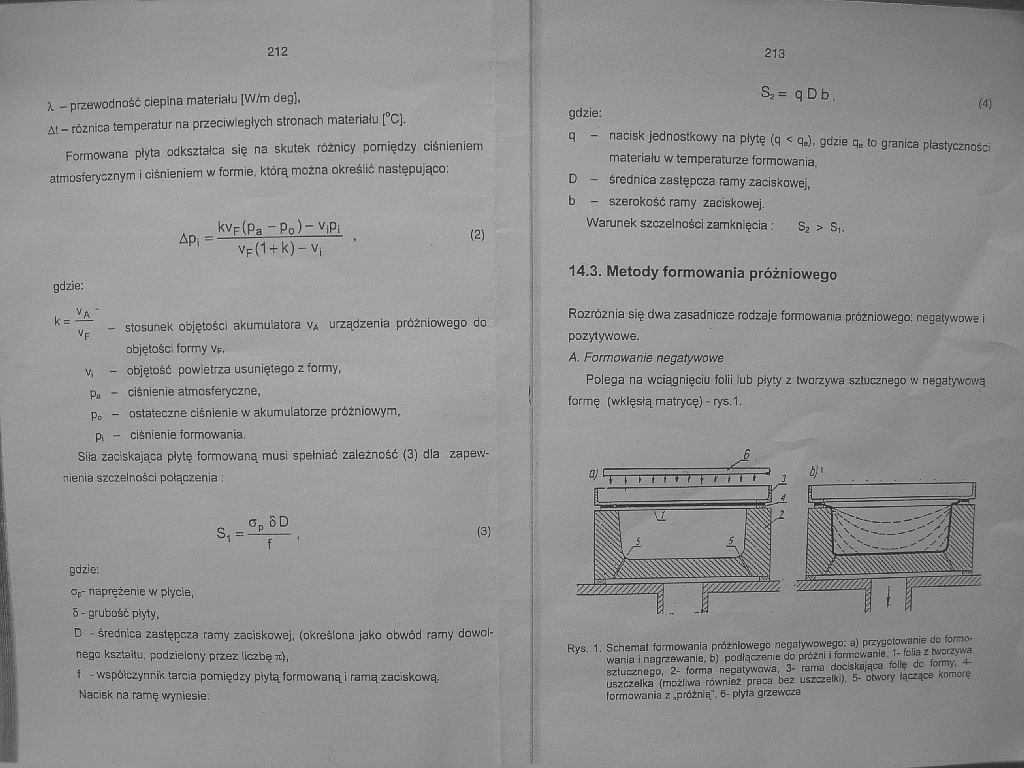
Polega na wciągnięciu folii lub płyty z tworzywa sztucznego w negatywową formę (wklęsłą matrycę) - rys.1.
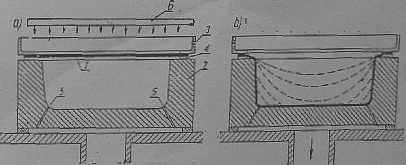
Rys. 1. Schemat formowania próżniowego negatywowego: aj przygotowanie do formo-wanlo I nagrzewanie, b) podłączania do próżni i formowania. J- fcfez tworzywa sZtucznago, 2- forma negatywowa, 3- rama doclakająca folię do formy, 4-uszczelka (możliwa również proco baz uszczelki), 5- otwory łączące, komory formowania z ipróżftlą", &■ piyia grzewczą
Wyszukiwarka
Podobne podstrony:
DSC00050 (27) 212 11§ przewodność cieplna materiału fW/m deg], At - różnica temperatur na przeciwleg
P1090501 X - przewodność .cieplna materiału [W/m deg), At — różnica temperatur na przeciwległych str
P2283548 Tojecie przewodności cieplne] materiału budowlanego jest nle7.be do opisania strat cieplnyc
P3143690 Pojęcie przewodności cieplnej materiału budowlanego jest niezbędna do opisania strat ciepln
X — przewodnictwo cieplne materiału ścianki [W/cm °C] ctj — współczynnik przejmowania ciepła przez
Photo002 gdzie: Xp - przewodność cieplna produktu spożywczego, W/(m • K): (p - ułamek 1 kg wody przy
IMG)34 [slajdy] Współczynnik liniowej rozszerzalności cieplnej różnych materiałów i przewodność
Image1014 Opór cieplny warstwy jednorodnej, przy danym współczynniku przewodzenia ciepła mate
SEMINARIUM XWŁAŚCIWOŚCI CIEPLNE MATERIAŁÓWWymagane wiadomości 1. Przewodnictwo
ScanImage002 (9) Współczynnik przewodzenia ciepła materiałów do izolacji cieplnej. Dużą grupą materi
Podstawy nauki o materiałach Porównanie przewodności cieplnej
P3213733 {WŁASNOŚCI CIEPLNE MATERIAŁÓW -PRZEWODNOŚĆ [CIEPLNA, GĘSTOŚĆ, WILGOTNOŚĆ Materiały budowlan
Współczynnik liniowej rozszerzalności cieplnej i przewodność cieplna różnych materiałów (opracowano
więcej podobnych podstron