50033 Str179 (2)
179
|
062H7 |
+0,030 0 |
|
18JS9 |
±0,022 |
Ra25
JraęSc Nonra częSd
/Ra 12,5
|
Liczba zębów |
z |
39 | |
|
Moduł śr.norm. |
mn |
4 | |
|
Rodzaj zęba |
koło wy | ||
|
Zarys odmes |
kąt zarysu |
a |
20’ |
|
luz wierzchot |
c |
TO | |
|
Kat pochyl.lin.zeb. |
35■ | ||
|
Kier. pochyl, lin. zeb. |
lewy | ||
|
Współ.przes.prom. |
xn |
-0.267 | |
|
Współ.przes.taną. |
xj |
0 | |
|
Średnica ałowicy |
do |
250 | |
|
Dokł. wykonania |
8-8-8-B | ||
|
Crub.zęD.po cięc. |
i |
WTn | |
|
Wysok.do cięciwy |
\ |
■ ■ ”■ | |
|
Zewn.dłuą.twórz. |
R* |
127922 | |
|
Sredn.dłuą.twórz. |
Rrrr |
107.927 | |
|
Kąt stożk.podział. |
6 |
674138' | |
|
Kąt stożka stop |
6, |
632637 | |
|
Zewn. wysok.zęb. |
hr |
12.259 | |
|
Średnio średnica |
dm |
190.441 | |
|
Moduł obw.zew. |
mi+ |
6.069 | |
|
Kąt osi |
Z |
90’ | |
|
Koło wsp.pr. |
numer rys. |
- |
00.0102 |
|
liczba zęb. |
z |
16 | |
|
Inne dane | |||
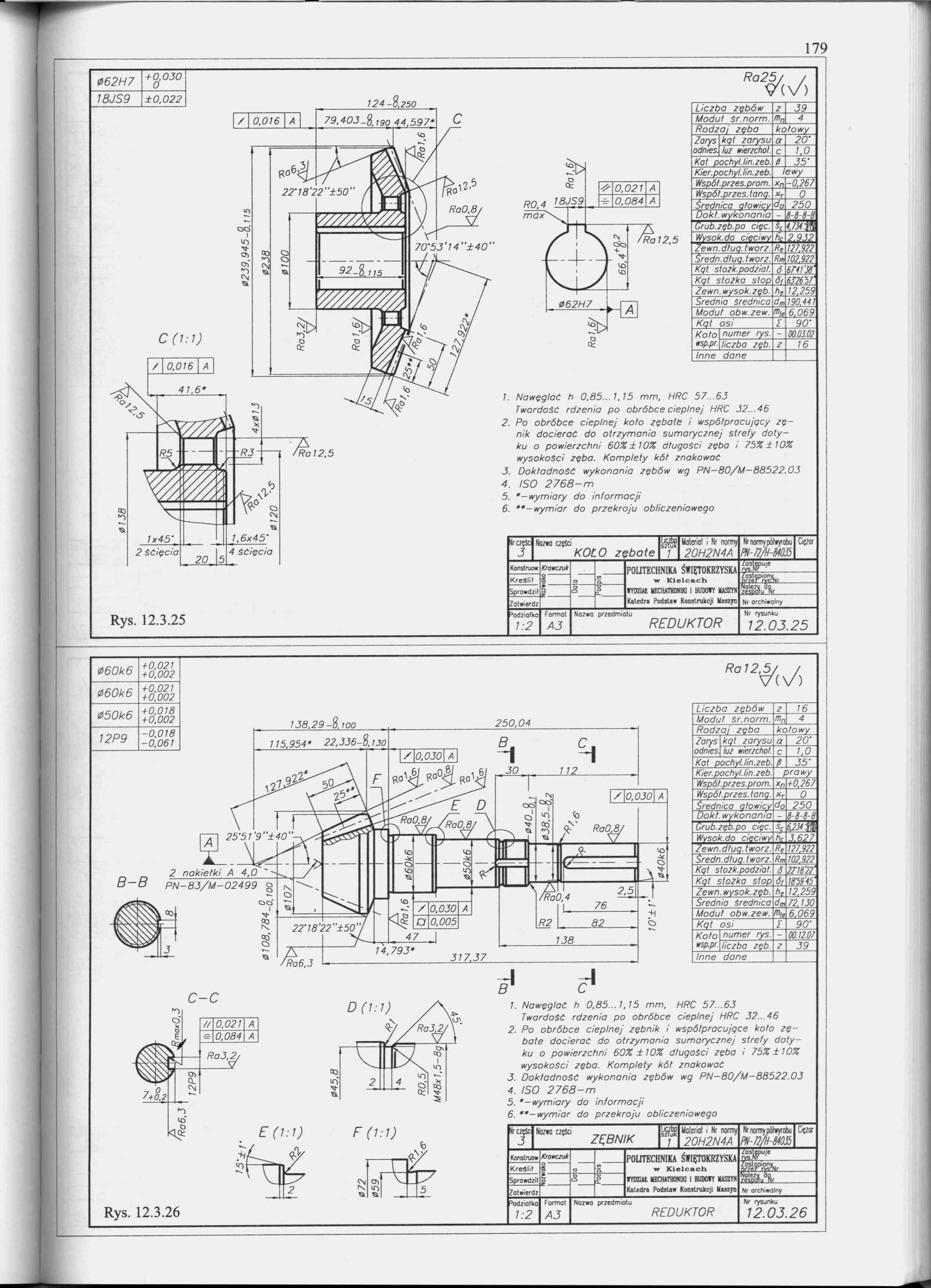
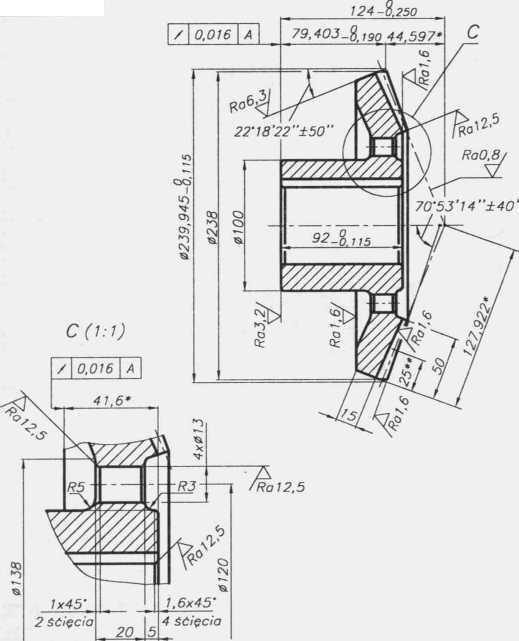
1. Nawęgloć h O,85...1,15 mm, HRC 57...63 Twardość rdzenia po obróbce cieplnej HRC 32...46
2. Po obróbce cieplnej koto zębate i współpracujący zę-nik docierać do otrzymania sumarycznej strefy dotyku o powierzchni 60% ±10% długości zęba i 75% ±10% wysokości zęba. Komplety kół znakować
3. Dokładność wykonania zębów wg PN-80/M-88522.03
4. ISO 2768-m
5. *—wymiary do informacji
6. **- wymiar do przekroju obliczeniowego
KOLO zębate
1
Materiol i Nr normy Nr normy półwyrobu
20H2N4A .....
Cięzor
|
Konstruow |
Krawczuk |
POLITECHNIKA ŚWIĘTOKRZYSKA | |||
|
Kreśli! |
o |
TL |
w Kielcach |
Zastgpjon^|r | |
|
5 |
8 |
8 |
WYDZIAŁ MECHATRONIKI 1 BUDOWY MASZYN | ||
|
Zatwierdź |
Katedra Podstaw Konstrukcji Maszyn |
Nr orchiwolny | |||
|
3odzia!ko 1:2 |
Formot AJ |
Nazwa przedmiotu REDUKTOR |
Nr rysunku 12.03.25 | ||
|
06Ok6 |
+0,021 +0,002 |
|
06Ok6 |
+0,021 +0,002 |
|
05Ok6 |
+0,018 +0.002 |
|
12P9 |
-0,018 -0,061 |
Ra 12,5
B-B

2 nakiełki A 4,0 PN-83/M-02499 § oo
250,04
|
Liczba zębów |
z |
16 | |
|
Moduł śr.norm. |
mn |
4 | |
|
Rodzaj zęba |
kołowy | ||
|
Zarys odmes |
kąt zarysu |
a |
20’ |
|
luz wierzchot. |
c |
1.0 | |
|
Kat pochyl.lin.zeb. |
8 |
35’ | |
|
Kier. pochyl, lin. zeb. |
irowy | ||
|
Współ.przes.prom. |
xn |
+0.267 | |
|
Współ.przes. taną. |
XT |
0 | |
|
Średnica alowicy |
d0 |
250 | |
|
Dokł. wykonania |
8-8-8-B | ||
|
Grub.zęb.po cięc. |
sr |
WE. | |
|
Wysok.do cięciwy |
hfl |
•1 -i' | |
|
Zewn.dłuą.twórz. |
R, |
127,922 | |
|
Sredn.dłuą.twórz. |
Rm |
102.922 | |
|
Kąt stożk.podział. |
6 |
2Z18’22‘ | |
|
Kat stożka stop |
6, |
/«?'«' | |
|
Zewn. wysok.zęb. |
hr |
12.259 | |
|
Średnia średnica |
dm |
72.110 | |
|
Moduł obw.zew. |
6.069 | ||
|
Kąt osi |
i |
90• | |
|
Koło wsp.pr. |
numer rys. |
- |
0012.07 |
|
liczbo zęb. |
Z |
39 | |
|
Inne dane | |||
c-c
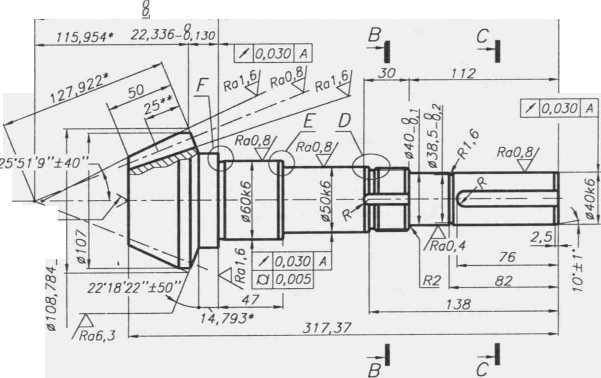
1. Nawęglać h 0,85... 1,15 mm, HRC 57...63 Twardość rdzenia po obróbce cieplnej HRC 32...46
2. Po obróbce cieplnej zębnik i współpracujące koło zębate docierać do otrzymania sumarycznej strefy dotyku o powierzchni 60% ±10% długości zęba i 75% ±10% wysokości zęba. Komplety kół znakować
3. Dokładność wykonania zębów wg PN-80/M-88522.03
4. ISO 2768-m
5. *— wymiary do informacji
6. **— wymiar do przekroju obliczeniowego
łrczęśc
J
|
zębnik |
Iks 1 |
Materiał i Nr normy 20H2N4A |
Nr normy półwyrobu PN-72/H-m |
Ciężar
POLITECHNIKA ŚWIĘTOKRZYSKA
w Kielcach WYDZIAŁ MECHATRONIKI I BUDOWY MASZYN Katedra Podstaw Konstrukcji Maszyn
Zosti
Kreślił
Sprawdził
Zatwierdź
Nr archiwalny
Nazwo przedmiotu
REDUKTOR
Nr rysunku
12.03.26
Wyszukiwarka
Podobne podstrony:
Str179 (2) 179 062H7 +0,030 0 18JS9 ±0,022 Ra25 JraęSc Nonra częSd /Ra 12,5 Liczba
IMG00179 179 062H7 +0,030 0 18JS9 ±0,022 Ra25124-8.2 /�,0I6a 79,403-8),190
062H7 +0.030 0 18JS9 ±0,022 ‘±40’ ♦ c
168 06OH7 + 0,030 0 18JS9 ±0,022 RoWWv/) / JO±0,048 / 0,035
162 062H7 18JS9 ±0,022 124-i. 250 0,016 79,403-8t,9q 44,597* 1x45 2
Str187 (2) 187 0275p6 +0.088 -h 0.056 06OH7 +0,030 0 18JS9 ±0.021 V (/) /. Ogólne tolerancje ISO
IMG00185 185 06OH7 +0,030 0 1BJS9 ±0,022 Ra 12,5V/(v/) B 18JS9Ro3#J7 s Liczba
IMG00187 187 0275p6 +0,088 +0,056 06OH7 +0.030 0 18JS9 ±0.021 V (/)B-BB 7. Ogólne tolerancje
170 0275p 6 + 0.088 + 0,056 06OH7 + 0,0 30 0 18JS9 ±0,021 vV)BB-B[.WOJ [ 18JS9]C (5: 1) Ra
12853 Str185 (2) 185 06OH7 +%0J0 18JS9 ±0,022Ro12^V) tO B 18JS9 Liczba
170 0275p 6 + 0.088 + 0,056 06OH7 + 0,0 30 0 18JS9 ±0,021 vV)BB-B[.WOJ [ 18JS9]C (5: 1) Ra
IMG00205 085H7 + 0,035 0 072H 7 +0,030 0 [160±0.08] </ <V; [11] [157] F
więcej podobnych podstron