55108 PICT0117 (5)
226
226
|
Wy*sesególnianie |
Okre |
s pla (tyd: |
nist< sień) |
fczn |
y | ||||||
|
Potrzeby brutto |
20 |
40 |
30 |
20 |
10 | ||||||
|
Planowane dostawy |
30 |
30 |
30 |
30 | |||||||
|
Aktualny zapas Potrzeby netto Planowana wielkość zamówień |
15 |
45 30 30 |
4S |
25 30 30 |
15 20 30 |
15 |
15 |
25 |
15 |
15 | |
|
3 |
ELEMENT Al [SZt.] NST-S |
ZBF-O MWD-0 TD-1 WPI |
>-o |
TPD- |
O | ||||||
|
Potrzeby zależne Potrzeby niezależne Potrzeby brutto Planowane dostawy Aktualny zapas Potrzeby netto Planowana wielkość zamówień |
5 |
5 |
5 20 20 |
20 5 25 20 0 40 40 |
40 40 40 0 10 10 |
10 10 10 0 30 30 |
30 30 30 0 20 20 |
20 20 20 0 10 10 |
10 10 10 0 5 5 |
5 5 5 0 | |
|
4 |
ELEMENT A3 NST-10 ZBF-O MHD-0 TD-1 WPD-O TPD-0 |SZfc • J _ - - - — | ||||||||||
|
Potrzeby brutto Planowane dostawy Aktualny zapas Potrzeby netto Planowana wielkość zamówiert |
10 |
10 30 30 |
40 30 0 80 80 |
80 80 0 20 20 |
20 20 0 60 60 |
60 60 0 40 40 |
40 40 0 20 20 |
20 20 0 10 10 |
10 10 0 | ||
|
5 |
ELEMENT A4 [szt.J NST-ŻO ZBF-O MWD-0 TD-2 WPD-0 TPD-0 | ||||||||||
|
Potrzeby brutto Planowane dostawy Aktualny zapas Potrzeby netto Planowana wielkość zamówień |
20 |
20 40 40 |
20 0 10 10 |
40 40 0 30 30 |
10 10 0 20 20 |
30 30 0 10 10 |
20 20 0 5 5 |
10 10 0 |
5 5 0 | ||
|
6 |
MATERIAŁ 1 [kg] NST-50 ZBF-O MWD-50 TD-1 WPD-0 TPD-0 | ||||||||||
|
Potrzeby brutto Planowane dostawy Aktualny zapas Potrzeby netto Planowana wielkość zamówień |
50 100 100 |
150 100 0 400 400 |
400 400 0 100 100 |
100 100 0 300 300 |
300 300 0 200 200 |
200 200 0 100 100 |
100 100 0 50 50 |
50 50 0 | |||
|
7 |
MATERIAŁ 2 [kg] NST-50 ZBF-5 MWD-100 TD-1 WPD-0 TPD-0 | ||||||||||
|
Potrzeby brutto Planowane dostawy Aktualny zapas Potrzeby netto Planowana wielkość zamówień |
50 75 100 |
120 100 30 5 100 |
30 100 100 |
90 10 55 100 |
60 100 50 |
30 20 |
15 5 |
5 |
5 |
5 | |
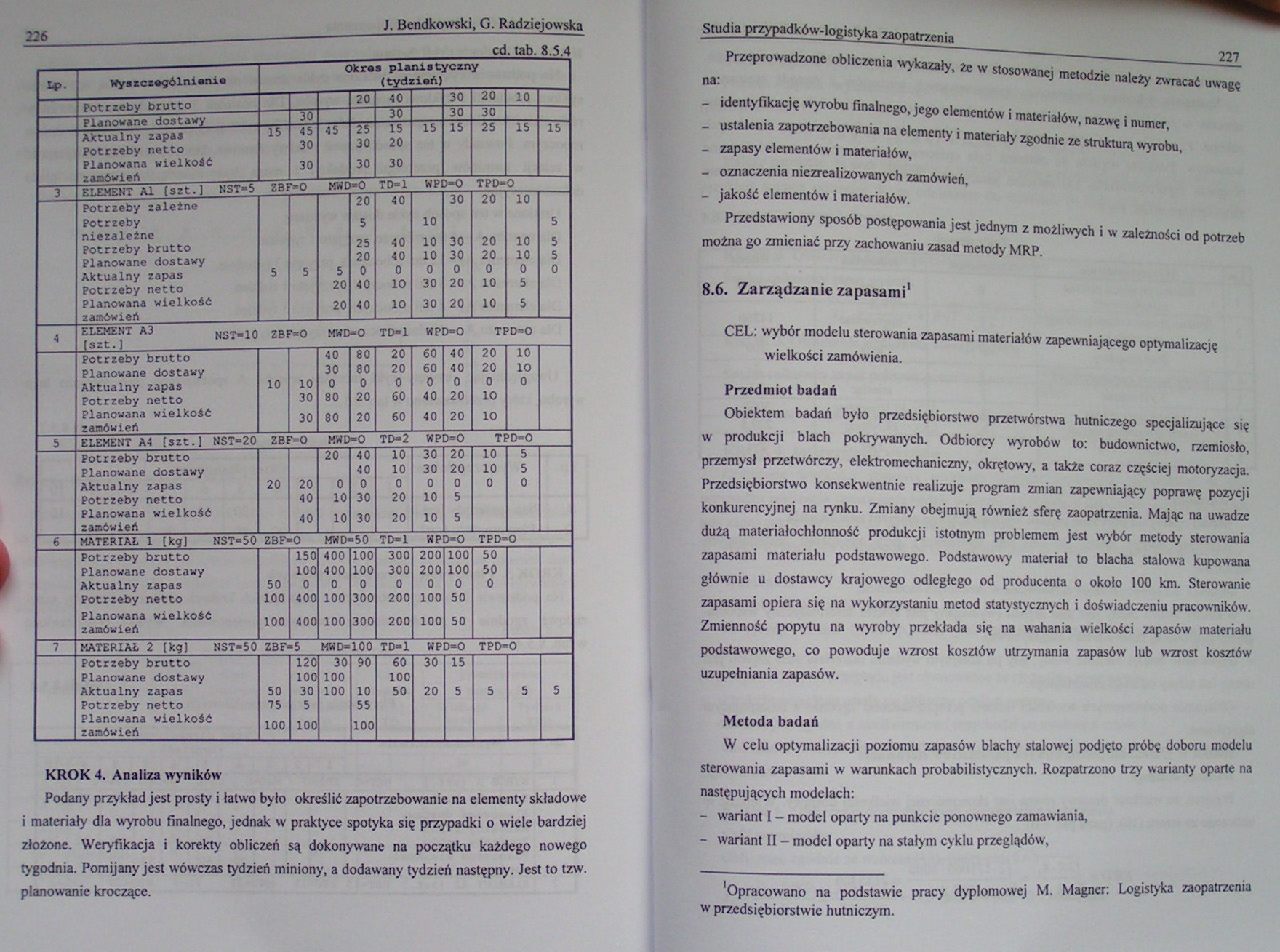
J. Bendkowski, G. Radziejowska _cd. tab. 8.5.4
KROK 4. Analiza wyników
Podany przykład jest prosty i łatwo było określić zapotrzebowanie na elementy składowe i materiały dla wyrobu Analnego, jednak w praktyce spotyka się przypadki o wiele bardziej złożone. WeryAkacja i korekty obliczeń są dokonywane na początku każdego nowego tygodnia. Pomijany jest wówczas tydzień miniony, a dodawany tydzień następny. Jest to tzw. planowanie kroczące.
Studia przypadków-logistyka zaopatrzenia _227
Przeprowadzone obliczenia wykazały. Ze w stosowanej metodzie należy zwracać uwagę na:
- identyfikację wyrobu Analnego, jego elementów i materiałów, nazwę i numer,
- ustalenia zapotrzebowania na elementy i materiały zgodnie ze strukturą wyrobu,
- zapasy elementów i materiałów,
- oznaczenia niezrealizowanych zamówień,
- jakość elementów i materiałów.
Przedstawiony sposób postępowania jest jednym z możliwych i w zależności od potrzeb można go zmieniać przy zachowaniu zasad metody MRP.
8.6. Zarządzanie zapasami1
CEL: wybór modelu sterowania zapasami materiałów zapewniającego optymalizację wielkości zamówienia.
Przedmiot badań
Obiektem badań było przedsiębiorstwo przetwórstwa hutniczego specjalizujące się w produkcji blach pokrywanych. Odbiorcy wyrobów to: budownictwo, rzemiosło, przemysł przetwórczy, elektromechaniczny, okrętowy, a także coraz częściej motoryzacja. Przedsiębiorstwo konsekwentnie realizuje program zmian zapewniający poprawę pozycji konkurencyjnej na rynku. Zmiany obejmują również sferę zaopatrzenia. Mając na uwadze dużą materiałochłonność produkcji istotnym problemem jest wybór metody sterowania zapasami materiału podstawowego. Podstawowy materiał to blacha stalowa kupowana głównie u dostawcy krajowego odległego od producenta o około 100 km. Sterowanie zapasami opiera się na wykorzystaniu metod statystycznych i doświadczeniu pracowników. Zmienność popytu na wyroby przekłada się na wahania wielkości zapasów materiału podstawowego, co powoduje wzrost kosztów utrzymania zapasów lub wzrost kosztów uzupełniania zapasów.
Metoda badań
W celu optymalizacji poziomu zapasów blachy stalowej podjęto próbę doboru modelu sterowania zapasami w warunkach probabilistycznych. Rozpatrzono trzy warianty oparte na następujących modelach:
- wariant I - model oparty na punkcie ponownego zamawiania,
- wariant II - model oparty na stałym cyklu przeglądów,
'Opracowano na podstawie pracy dyplomowej M. Magner: Logistyka zaopatrzenia w przedsiębiorstwie hutniczym.
Wyszukiwarka
Podobne podstrony:
226,227 226 Problematyka narkotyków i narkomanii... wym, są chociażby alkohol i tytoń. Stąd wszelkie
historia sztuki34�01 Wyk onano w Dru k. Zalł. Wy- dawmiczycłi jMl. .Arct, 5p. ,Akc.7 wT W arszawie7
226 Podsta wy elektrokardiografii Ubytek w przegrodzie międzyprzedsionkowej odchylenie osi elektrycz
skanuj0015 (226) L
skanuj0018 (226) 36 Treści kształcenia — rozbieżności między „kodem językowym"
więcej podobnych podstron