221 (4)
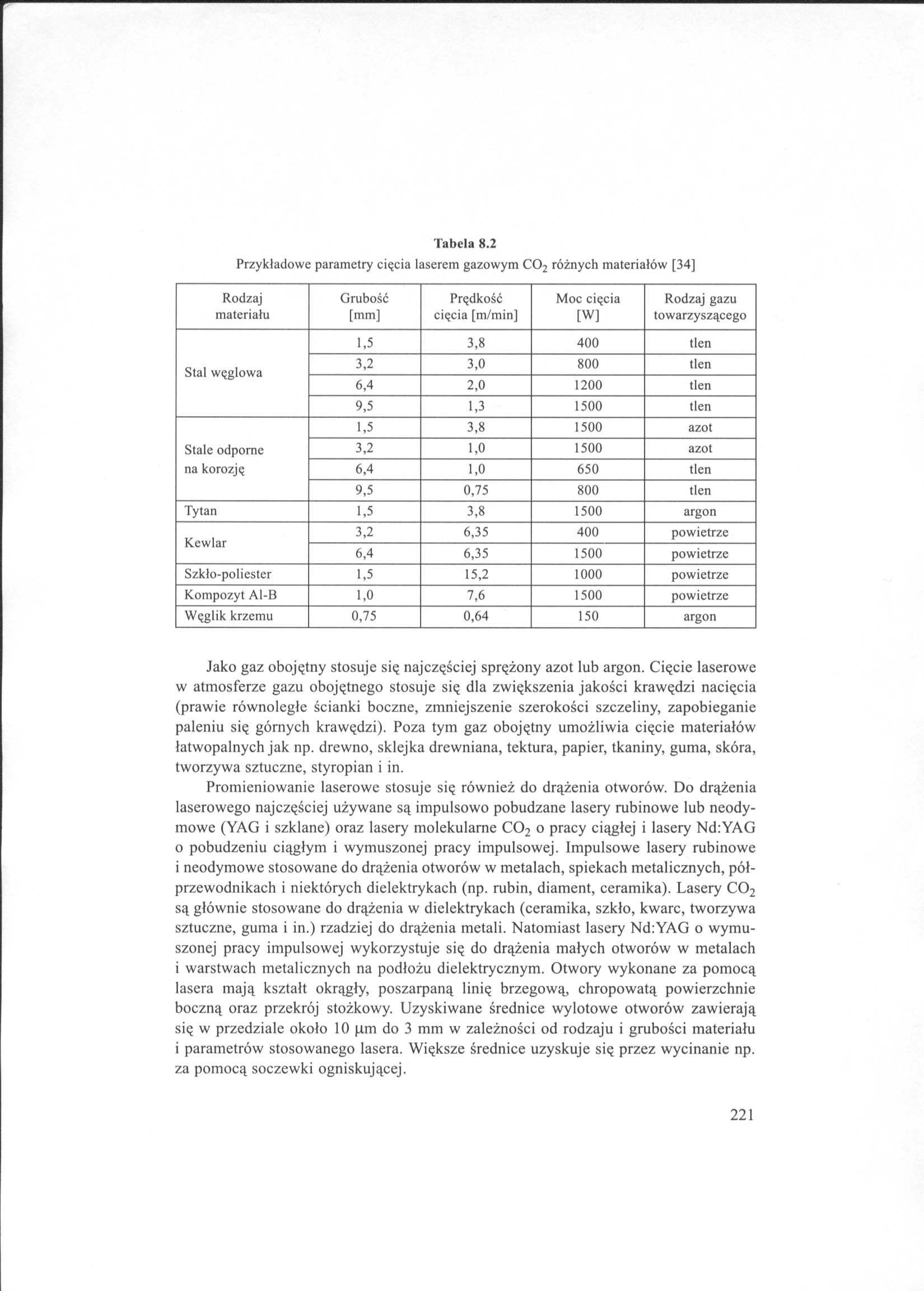
Tabela 8.2
Przykładowe parametry cięcia laserem gazowym C02 różnych materiałów [34]
|
Rodzaj materiału |
Grubość [mm] |
Prędkość cięcia [m/min] |
Moc cięcia [W] |
Rodzaj gazu towarzyszącego |
|
Stal węglowa |
1,5 |
3,8 |
400 |
tlen |
|
3,2 |
3,0 |
800 |
tlen | |
|
6,4 |
2,0 |
1200 |
tlen | |
|
9,5 |
1,3 |
1500 |
tlen | |
|
Stale odporne na korozję |
1,5 |
3,8 |
1500 |
azot |
|
3,2 |
1,0 |
1500 |
azot | |
|
6,4 |
1,0 |
650 |
tlen | |
|
9,5 |
0,75 |
800 |
tlen | |
|
Tytan |
1,5 |
3,8 |
1500 |
argon |
|
Kewlar |
3,2 |
6,35 |
400 |
powietrze |
|
6,4 |
6,35 |
1500 |
powietrze | |
|
Szkło-poliester |
1,5 |
15,2 |
1000 |
powietrze |
|
Kompozyt Al-B |
1,0 |
7,6 |
1500 |
powietrze |
|
Węglik krzemu |
0,75 |
0,64 |
150 |
argon |
Jako gaz obojętny stosuje się najczęściej sprężony azot lub argon. Cięcie laserowe w atmosferze gazu obojętnego stosuje się dla zwiększenia jakości krawędzi nacięcia (prawie równoległe ścianki boczne, zmniejszenie szerokości szczeliny, zapobieganie paleniu się górnych krawędzi). Poza tym gaz obojętny umożliwia cięcie materiałów łatwopalnych jak np. drewno, sklejka drewniana, tektura, papier, tkaniny, guma, skóra, tworzywa sztuczne, styropian i in.
Promieniowanie laserowe stosuje się również do drążenia otworów. Do drążenia laserowego najczęściej używane są impulsowo pobudzane lasery rubinowe lub neodymowe (YAG i szklane) oraz lasery molekularne C02 o pracy ciągłej i lasery Nd:YAG
0 pobudzeniu ciągłym i wymuszonej pracy impulsowej. Impulsowe lasery rubinowe
1 neodymowe stosowane do drążenia otworów w metalach, spiekach metalicznych, półprzewodnikach i niektórych dielektrykach (np. rubin, diament, ceramika). Lasery C02 są głównie stosowane do drążenia w dielektrykach (ceramika, szkło, kwarc, tworzywa sztuczne, guma i in.) rzadziej do drążenia metali. Natomiast lasery Nd:YAG o wymuszonej pracy impulsowej wykorzystuje się do drążenia małych otworów w metalach i warstwach metalicznych na podłożu dielektrycznym. Otwory wykonane za pomocą lasera mają kształt okrągły, poszarpaną linię brzegową, chropowatą powierzchnie boczną oraz przekrój stożkowy. Uzyskiwane średnice wylotowe otworów zawierają się w przedziale około 10 (im do 3 mm w zależności od rodzaju i grubości materiału i parametrów stosowanego lasera. Większe średnice uzyskuje się przez wycinanie np. za pomocą soczewki ogniskującej.
221
Wyszukiwarka
Podobne podstrony:
CCF20110312�000 Tabela 6. Krytyczne wartości ładunku dla przewodów wykonanych z różnych materiałów
56 M. Mokwa Tabela 2. Przykładowe wyniki obliczeń parametrów różnych przepławek Table 2. Sample resu
56 M. Mokwa Tabela 2. Przykładowe wyniki obliczeń parametrów różnych przepławek Table 2. Sample resu
Tabela 5. Przykładowa tabela z parametrami wykonywanego ćwiczenia dla zadania 2. Masa płytki
Tabela 3 Przykłady wartości normalnych podstawowych parametrów hematologicznych różnych kręgowców (w
Francuz5 34 O METODACH BADAŃ PSYCHOLOGICZNYCH Tabela 1.1 Przykład rangowa-nia ilorazów inteligencji
Metodyka analizy systemów zarządzania procesowego_353 Tabela 1. Przykład klasyfikatora procesów
więcej podobnych podstron