352 (25)
W2 B. Wiertarki i wiertarko-frezarki
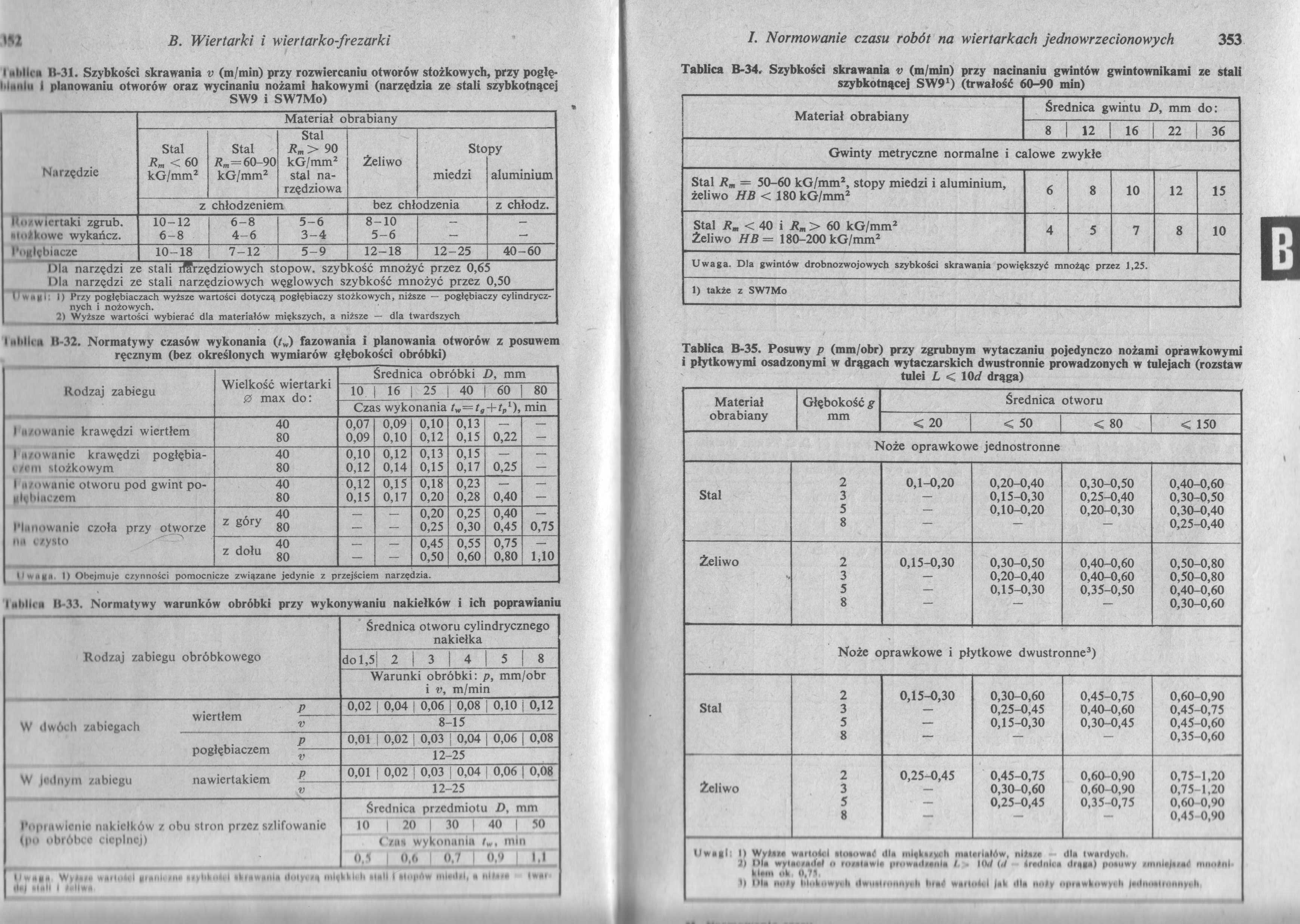
I mIiIIih B-31. Szybkości skrawania v (m/min) przy rozwiercaniu otworów stożkowych, przy pogłębianiu I planowaniu otworów oraz wycinaniu nożami hakowymi (narzędzia ze stali szybkotnącej
SW9 i SW7Mo)
|
Materiał obrabiany | ||||||
|
Stal | ||||||
|
Stal |
Stal |
Rm> 90 |
Żeliwo |
Stopy | ||
|
Narzędzie |
Rm < 60 kG/mm2 |
R„=60-90 kG/mm2 |
kG/mm2 stal narzędziowa |
miedzi |
aluminium | |
|
Z |
chłodzeniem |
bez chłodzenia |
z chłodź. | |||
|
fln/wlertaki zgrub. |
10-12 |
6-8 |
5-6 |
8-10 |
- |
- |
|
«h liliowe wykańcz. |
6-8 |
4-6 |
3-4 |
5-6 |
- |
- |
|
1'oKlębincze |
10-18 |
7-12 |
5-9 |
12-18 |
12-25 |
40-60 |
Dla narzędzi ze stali iffrzędziowych stopow. szybkość mnożyć przez 0,65 Dla narzędzi ze stali narzędziowych węglowych szybkość mnożyć przez 0,50
11 « ••pi I) Przy pogłębiaczach wyższe wartości dotyczą pogłębiaczy stożkowych, niższe — pogłębiaczy cylindrycznych i nożowych.
2) Wyższe wartości wybierać dla materiałów miększych, a niższe — dla twardszych_
i hIiIU u 11-32. Normatywy czasów wykonania (/w) fazowania i planowania otworów z posuwem ręcznym (bez określonych wymiarów głębokości obróbki)
|
Rodzaj zabiegu |
Wielkość wiertarki 0 max do: |
Średnica obróbki D, mm | ||||||
|
10 |
16 |
25 |
40 |
60 |
80 | |||
|
Czas wykonania |
+rp‘), min | |||||||
|
1 H/nwanie krawędzi wiertłem |
40 80 |
0,07 0,09 |
0,09 0,10 |
0,10 0,12 |
0,13 0,15 |
0,22 |
— | |
|
1 i/o wunie krawędzi pogłębia- |
40 |
0,10 |
0,12 |
0,13 |
0,15 |
— | ||
|
t /rni stożkowym |
80 |
0,12 |
0,14 |
0,15 |
0,17 |
0,25 | ||
|
1 ii.-owunie otworu pod gwint po- |
40 |
0,12 |
0,15 |
0,18 |
0,23 |
— | ||
|
aK'blaczem |
80 |
0,15 |
0,17 |
0,20 |
0,28 |
0,40 |
— | |
|
, |
40 |
— |
— |
0,20 |
0,25 |
0,40 |
— | |
|
1’limownnie czoła przy otworze |
z góry |
80 |
— |
- |
0,25 |
0,30 |
0,45 |
0,75 |
|
na c/yito |
40 |
— |
— |
0,45 |
0,55 |
0,75 |
— | |
|
80 |
— |
— |
0,50 |
0,60 |
0,80 |
1,10 | ||
H '• .•mii 1) Obejmuje czynności pomocnicze związane jedynie z przejściem narzędzia.
I mMUh 11-33. Normatywy warunków obróbki przy wykonywaniu nakiełków i ich poprawianiu
|
Średnica otworu cylindrycznego nakiełka | |||
|
Rodzaj zabiegu obróbkowego |
dol,5| 2 | 3 | 4 | 5 | 8 | ||
|
Warunki obróbki: p, mm/obr | |||
|
i v, m/min | |||
|
wiertłem |
p |
0.02 | 0,04 | 0,06 | 0,08 | 0,10 j 0,12 | |
|
W dwóch zabiegach |
V |
8-15 | |
|
pogłębiaczem |
p |
0,01 j 0,02 j 0,03 | 0,04 | 0,06 | 0,08 | |
|
V |
12-25 | ||
|
W jednym zabiegu |
nawiertakiem |
p |
0,01 | 0,02 | 0,03 | 0,04 | 0,06 | 0,08 |
|
V |
12-25 | ||
|
Średnica przedmiotu D, mm | |||
|
l'opiitwicnic nakiełków |
z obu stron przez szlifowanie |
KI 20 10 40 | 50 | |
|
(pO obróbce cieplnej) |
(7ii* wykonania /», min 6,5 [ 0,6 | Ó,fT 0.9 1 1 ,i~ | ||
|
IJ*00h W01* |
lit #tt« • #> Itłntłt i Sfcl«**ittA |
Uolyi itiif |
bkit-h stall 1 atii|<Aw mt»il#ł, a nltif* twa* |
|
<t«j itflii 1 Ifltftft | |||
I. Normowanie czasu robót na wiertarkach jednowrzecionowych
353
Tablica B-34. Szybkości skrawania v (m/min) przy nacinaniu gwintów gwintownikami ze stali szybkotnącej SW91) (trwałość 60-90 min)
|
Materiał obrabiany |
Średnica gwintu D, mm do: | ||||
|
8 | 12 |
16 | 22 | 36 | ||||
|
Gwinty metryczne normalne i calowe zwykłe | |||||
|
Stal R„ = 50-60 kG/mm2, stopy miedzi i aluminium, żeliwo HB < 180 kG/mm2 |
6 |
8 |
10 |
12 |
15 |
|
Stal Rm < 40 i Rm > 60 kG/mm2 Żeliwo HB= 180-200 kG/mm2 |
4 |
5 |
7 |
8 |
10 |
|
Uwaga. Dla gwintów drobnozwojowych szybkości skrawania powiększyć mnożąc przez 1,25. | |||||
|
1) także z SW7Mo | |||||
Tablica B-35. Posuwy p (mm/obr) przy zgrubnym wytaczaniu pojedynczo nożami oprawkowymi i płytkowymi osadzonymi w drągach wytaczarskich dwustronnie prowadzonych w tulejach (rozstaw
tulei L < 10d drąga)
|
Materiał obrabiany |
Głębokość g |
Średnica |
otworu | ||
|
mm |
< 20 |
< 50 |
< 80 |
< 150 | |
|
Noże oprawkowe jednostronne | |||||
|
Stal |
2 |
0,1-0,20 |
0,20-0,40 |
0,30-0,50 |
0,40-0,60 |
|
3 |
— |
0,15-0,30 |
0,25-0,40 |
0,30-0,50 | |
|
5 |
— |
0,10-0,20 |
0,20-0,30 |
0,30-0,40 | |
|
8 |
— |
— |
— |
0,25-0,40 | |
|
Żeliwo |
2 |
0,15-0,30 |
0,30-0,50 |
0,40-0,60 |
0,50-0,80 |
|
3 |
— |
0,20-0,40 |
0,40-0,60 |
0,50-0,80 | |
|
5 |
— |
0,15-0,30 |
0,35-0,50 |
0,40-0,60 | |
|
8 |
— |
— |
0,30-0,60 | ||
|
Noże oprawkowe i płytkowe dwustronne3) | |||||
|
Stal |
2 |
0,15-0,30 |
0,30-0,60 |
0,45-0,75 |
0,60-0,90 |
|
3 |
— |
0,25-0,45 |
0,40-0,60 |
0,45-0,75 | |
|
5 |
— |
0,15-0,30 |
0,30-0,45 |
0,45-0,60 | |
|
8 |
— |
— |
0,35-0,60 | ||
|
Żeliwo |
2 |
0,25-0,45 |
0,45-0,75 |
0,60-0,90 |
0,75-1,20 |
|
3 |
0,30-0,60 |
0,60-0,90 |
0,75-1,20 | ||
|
5 |
— |
0,25-0,45 |
0,35-0,75 |
0,60 0,90 | |
|
8 |
0,45 0,90 | ||||
Uwcgll I) W»Mi* wartości •losować <11* mlfltiaych materiałów, nlM« dla twardych.
1) lila wylanadal o rntalawle prowadrsnla / . MW <1/ tr.dnli* <l>*sa) no.uwy ............. mmilnl
kUm tik 0,79.
1| lila n«*y td«k«wy«h dwu«li«mtyt-lt bteł warlośtd lak <lla noty oprawkowych Intnrilfinm 1
Wyszukiwarka
Podobne podstrony:
348 (33) 148 B. Wiertarki i wiertarko-frezarki I ulilica B-23. Szybkości skrawania v (m/min) przy ro
348 (31) MH B. Wiertarki i wiertarko-frezarki i ulilica B-23. Szybkości skrawania
Wiertarki i frezarki BFS16 BF 25 Super BF 30 Super Wydajnoś
I "wiertarko- 1 FREZARKA ■ i” ;«* :w j
S6302568 [-pS-2TirTS_JS_2r r^WUH ^JL Rys. 19.1. Rysunek ofertowy wiertarko-frezarki WFAa 80 1 - łoże
19204 S6302567 19.Wiertarko-frezarko WFA08O Charoktoryotyko techniczna średnice wrząc łono roboczego
S5006936 resize 14 Przykład określenia błędów położenia dla wiertarko-frezarki wg rysunku 1.3: -
Maszyny do obróbki metalu 2 - 69 Wiertarki 2 9 Wiertarki i frezarki 10 •
Wiertarki i frezarki KF 30 KF 40 KF 45 Częstotliwość obrotów wrzeciona (12) 125 - 2500
Wiertarki i frezarki KF 60 Wydajność wiercenia w odlewach 40 mm Rozmiary stołu UWF80 800x240
Wiertarki i frezarki UWF90 UWF 95 Mocowanie wrzeciona ISO 40 Mocowanie wrzeciona ISO
więcej podobnych podstron