340 (28)
'40 B. Wiertarki i wiertarko-frezarki
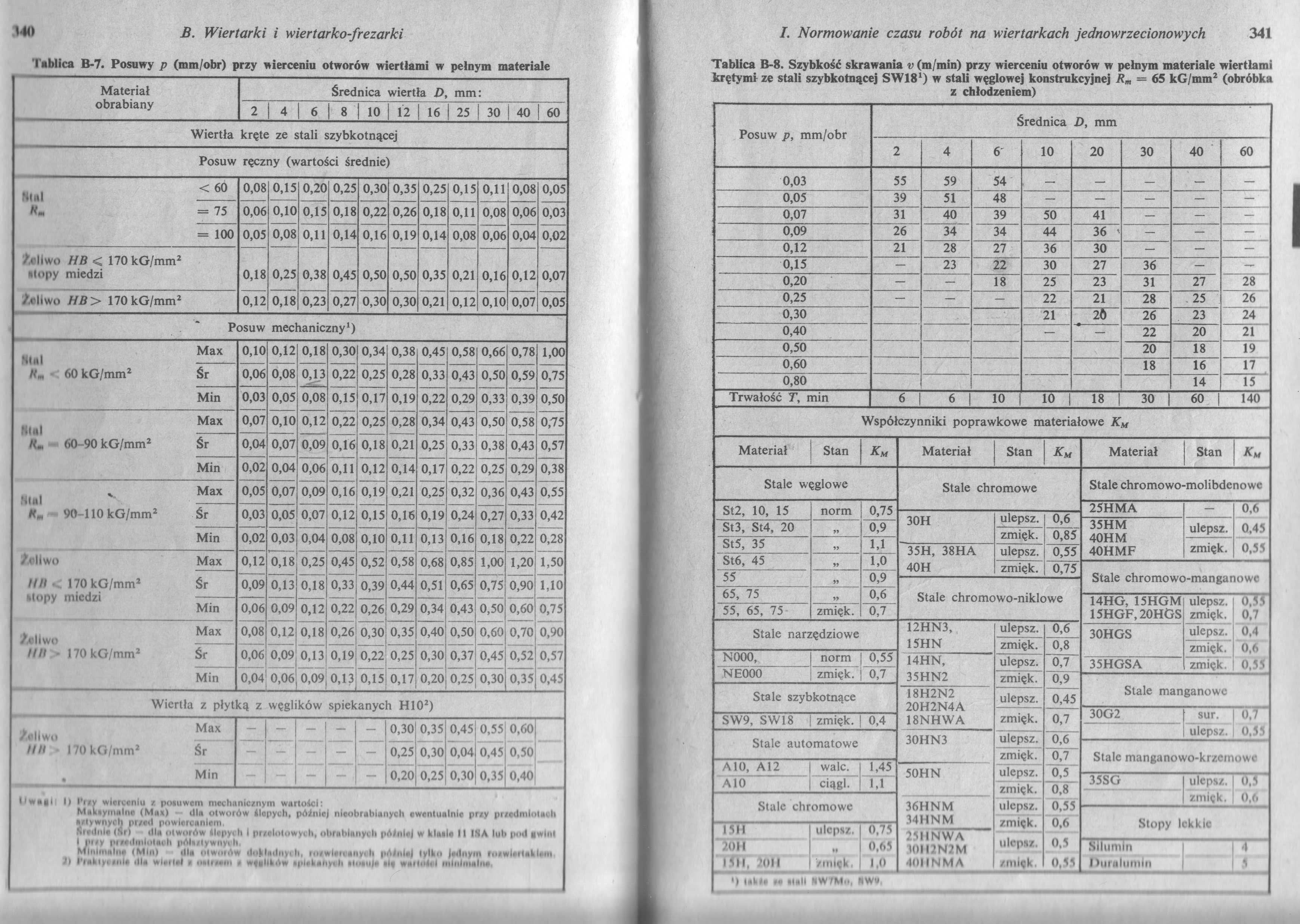
Tablica B-7. Posuwy p (mm/obr) przy wierceniu otworów wiertłami w pełnym materiale
|
Materiał obrabiany |
Średnica wiertła Z), |
mm | ||||||||||
|
2 |
4 |
6 |
8 |
10 |
12 |
16 |
25 |
30 |
40 |
60 | ||
|
Wiertła kręte ze stali szybkotnącej | ||||||||||||
|
Posuw ręczny (wartości średnie) | ||||||||||||
|
Sini |
< 60 |
0,08 |
0,15 |
0,20 |
0,25 |
0,30 |
0,35 |
0,25 |
0,15 |
0,11 |
0,08 |
0,05 |
|
km |
= 75 |
0,06 |
0,10 |
0,15 |
0,18 |
0,22 |
0,26 |
0,18 |
0,11 |
0,08 |
0,06 |
0,03 |
|
= 100 |
0,05 |
0,08 |
0,11 |
0,14 |
0,16 |
0,19 |
0,14 |
0,08 |
0,06 |
0,04 |
0,02 | |
|
/oliwo HB < 170 kG/mm2 •topy miedzi |
0,18 |
0,25 |
0,38 |
0,45 |
0,50 |
0,50 |
0,35 |
0,21 |
0,16 |
0,12 |
0,07 | |
|
/.oliwo HB> 170 kG/mm2 |
0,12 |
0,18 |
0,23 |
0,27 |
0,30 |
0,30 |
0,21 |
0,12 |
0,10 |
0,07 |
0,05 | |
|
Posuw mechaniczny1) | ||||||||||||
|
Ntnl H„ 60 kG/mm2 |
Max |
0,10 |
0,12 |
0,18 |
0,30 |
0,34 |
0,38 |
0,45 |
0,58 |
0,66 |
0,78 |
1,00 |
|
Śr |
0,06 |
0,08 |
0,13 |
0,22 |
0,25 |
0,28 |
0,33 |
0,43 |
0,50 |
0,59 |
0,75 | |
|
Min |
0,03 |
0,05 |
0,08 |
0,15 |
0,17 |
0,19 |
0,22 |
0,29 |
0,33 |
0,39 |
0,50 | |
|
Hlal Bm 60 90 kG/mm2 |
Max |
0,07 |
0,10 |
0,12 |
0,22 |
0,25 |
0,28 |
0,34 |
0,43 |
0,50 |
0^58 |
0,75 |
|
Śr |
0,04 |
0,07 |
0,09 |
0,16 |
0,18 |
0,21 |
0,25 |
0,33 |
0,38 |
0,43 |
0,57 | |
|
Min |
0,02 |
0,04 |
0,06 |
0,11 |
0,12 |
0,14 |
0,17 |
0,22 |
0,25 |
0,29 |
0,38 | |
|
Nlal '• Hm 90-110 kG/mm2 |
Max |
0,05 |
0,07 |
0,09 |
0,16 |
0,19 |
0,21 |
0,25 |
0,32 |
0,36 |
0,43 |
0,55 |
|
Śr |
0,03 |
0,05 |
0,07 |
0,12 |
0,15 |
0,16 |
0,19 |
0,24 |
0,27 |
0,33 |
0,42 | |
|
Min |
0,02 |
0,03 |
0,04 |
0,08 |
0,10 |
0,11 |
0,13 |
0,16 |
0,18 |
0,22 |
0,28 | |
|
/oliwo |
Max |
0,12 |
0,18 |
0,25 |
0,45 |
0,52 |
0,58 |
0,68 |
0,85 |
1,00 |
1,20 |
1,50 |
|
HB- 170 kG/mm2 klopy miedzi |
Śr |
0,09 |
0,13 |
0,18 |
0,33 |
0,39 |
0,44 |
0,51 |
0,65 |
0,75 |
0,90 |
1,10 |
|
Min |
0,06 |
0,09 |
0,12 |
0,22 |
0,26 |
0,29 |
0,34 |
0,43 |
0,50 |
0,60 |
0,75 | |
|
Żeliwo |
Max |
0,08 |
0,12 |
0,18 |
0,26 |
0,30 |
0,35 |
0,40 |
0,50 |
0,60 |
0,70 |
0,90 |
|
llll - 170 kG/mm2 |
Śr |
0,06 |
0,09 |
0,13 |
0,19 |
0,22 |
0,25 |
0,30 |
0,37 |
0,45 |
0,52 |
0,57 |
|
Min |
0,04 0,06 |
0,09 |
0,13 |
0,15 |
0,17 |
0,20 |
0,25 |
0,30 |
0,35 |
0,45 | ||
|
Wiertła z płytką z |
węglików spiekanych HI O2) | |||||||||||
|
Max |
- |
0,30 0,35 |
0,45 |
0,55 |
0,60 | |||||||
|
Uli ■ 170 kG/mm2 |
Śr |
0,25 0,30 |
0,04 |
0,45 |
0,50 | |||||||
|
• |
Min |
0,20| 0,25 |
0,30 |
0,35 |
0,40 | |||||||
|
Uwagi 1) l'i/v wierceniu / posuwem mechanicznym wartości: Maksymalne (Ma*) — dla otworów ślepych, później nłeobrabianych ewentualnie przy przedmiotach sztywnych pr/ed powiercanlem Si pilni* (Sr) dla otworów ślepych 1 przelotowych, obrabianych później w klasie II INA lub pod gwint 1 Przy przedmiotach półsztywnych. Minimalne (Min) dl* otworów dokładnych, tozwlen-anych półniej tylko jednym miwietlaklem )) 1'rakiyiznle dla wierteł p ostrzem z węglików spiekanych stiHiuje elf wartości rnłtiimalne. | ||||||||||||
I. Normowanie czasu robót na wiertarkach jednowrzecionowych
341
Tablica B-8. Szybkość skrawania v (m/min) przy wierceniu otworów w pełnym materiale wiertłami krętymi ze stali szybkotnącej SW181) w stali węglowej konstrukcyjnej R„ = 65 kG/mm2 (obróbka
z chłodzeniem)
|
Posuw p, mm/obr |
Średnica Z), mm | |||||||
|
2 |
4 |
6 |
10 |
20 |
30 |
40 |
60 | |
|
0,03 |
55 |
59 |
54 |
— |
— |
— |
— |
— |
|
0,05 |
39 |
51 |
48 |
- |
— |
— |
— |
- |
|
0,07 |
31 |
40 |
39 |
50 |
41 |
— |
- |
— |
|
0,09 |
26 |
34 |
34 |
44 |
36 • |
— |
— |
- |
|
0,12 |
21 |
28 |
27 |
36 |
30 |
— |
- |
- |
|
0,15 |
— |
23 |
22 |
30 |
27 |
36 |
- |
— |
|
0,20 |
— |
— |
18 |
25 |
23 |
31 |
27 |
28 |
|
0,25 |
— |
— |
— |
22 |
21 |
28 |
25 |
26 |
|
0,30 |
21 |
20 |
26 |
23 |
24 | |||
|
0,40 |
— |
- |
22 |
20 |
21 | |||
|
0,50 |
20 |
18 |
19 | |||||
|
0,60 |
18 |
16 |
17 | |||||
|
0,80 |
14 |
15 | ||||||
|
Trwałość T, min |
6 |
6 |
10 |
10 |
18 |
30 |
60 |
140 |
Współczynniki poprawkowe materiałowe KM
|
Materiał |
Stan |
Materiał |
Stan |
Materiał |
Stan | |||
|
Stale węglowe |
Stale chromowe |
Stale chromowo-molibdenowc | ||||||
|
St2, 10, 15 |
norm j 0,75 |
25HMA |
0,6 | |||||
|
30H |
ulepsz. |
0,6 | ||||||
|
St3, St4, 20 |
0,9 |
35HM |
ulepsz. |
0,45 | ||||
|
>» |
zmięk. |
0,85 |
40HM | |||||
|
St5, 35 |
1,1 |
zmięk. |
0,55 | |||||
|
»» |
35H, 38HA |
ulepsz. |
0,55 |
40HMF | ||||
|
St6, 45 |
1,0 | |||||||
|
40 H |
zmięk. |
0,75 | ||||||
|
55 |
0,9 | |||||||
|
»» | ||||||||
|
65, 75 |
0,6 | |||||||
|
Stale chromowo-mklowe |
14HG, 15HGM |
ulepsz. zmięk. |
o.si 0,7 | |||||
|
55, 65, 75 |
zmięk. |
0,7 |
15HGF, 20HGS | |||||
|
Stale narzędziowe |
12HN3, |
ulepsz. |
0,6 |
30HGS |
ulepsz. |
0.4 | ||
|
15HN |
zmięk. |
0,8 |
zmięk. |
0,6 | ||||
|
N000, |
norm |
0,55 |
14HN, |
ulepsz. |
0,7 |
35HGSA |
zmięk |
0,55 |
|
ŃE0Ó0 |
zmięk. |
0,7 |
35HN2 |
zmięk. |
0,9 | |||
|
Stale szybkotnące |
18H2N2 20H2N4A |
ulepsz. |
0,45 |
Stale manganowe | ||||
|
SW9, SW18 |
zmięk. |
0,4 |
18NHWA |
zmięk. |
0,7 |
30G2 |
sur. |
0.1 |
|
30HN3 |
ulepsz. |
0,6 |
1 ulepsz. |
0,53 | ||||
|
Stale automatowe | ||||||||
|
zmięk. |
0,7 |
Stale manna no wo-krzem | ||||||
|
A10, A12 |
walc. |
1,45 |
S0HN |
ulepsz. zmięk. |
0 5 | |||
|
A10 |
ciągi. |
1,1 |
“o.iT |
35SG |
ulepsz. |
o,4 | ||
|
36HNM |
ulepsz. |
0,55 |
zmięk. |
O.ft | ||||
|
341INM |
zmięk. |
0.6 |
n, i | |||||
|
"7TH |
ulepsz. |
0,75 |
IV6Mk | |||||
|
Tom |
M |
0,65 |
IOII7N7M |
ulepsz. |
0.5 |
Sllumln |
1 | |
|
l<H, 7011 |
/mlek |
l.n |
40| IN MA |
zmięk. |
0.35 |
DuruiiimiM |
5 | |
•) UWt M •Uli IWTMm, mw«
Wyszukiwarka
Podobne podstrony:
96 (137) VA A. Tokarki i „lilii ,i A-10. Posuwy p (mm/obr) przy zgrubnym toczeniu zewnętrznym podłuż
358 (21) 358 B. Wiertarki i wiertarko-frezarki Tablica B-42. Czasy pomocnicze związane z mocowaniem
Wiertarki i frezarki KF 30 KF 40 KF 45 Częstotliwość obrotów wrzeciona (12) 125 - 2500
Wiertarki i frezarki KF 60 Wydajność wiercenia w odlewach 40 mm Rozmiary stołu UWF80 800x240
Wiertarki i frezarki UWF90 UWF 95 Mocowanie wrzeciona ISO 40 Mocowanie wrzeciona ISO
362 (22) 362 B. Wiertarki i wiertarko-frezarki Wiertarka ma jedynie posuwy ręczne. Operacja przewidu
I "wiertarko- 1 FREZARKA ■ i” ;«* :w j
S6302568 [-pS-2TirTS_JS_2r r^WUH ^JL Rys. 19.1. Rysunek ofertowy wiertarko-frezarki WFAa 80 1 - łoże
19204 S6302567 19.Wiertarko-frezarko WFA08O Charoktoryotyko techniczna średnice wrząc łono roboczego
S5006936 resize 14 Przykład określenia błędów położenia dla wiertarko-frezarki wg rysunku 1.3: -
Maszyny do obróbki metalu 2 - 69 Wiertarki 2 9 Wiertarki i frezarki 10 •
Wiertarki i frezarki BFS16 BF 25 Super BF 30 Super Wydajnoś
Wiertarki (12) 75 - 2020 obr.Anin 0.12/0,24/0,40 mm/obr. 540 x 440 mm Max wydajność
więcej podobnych podstron