choroszyF4
Dokładność uzębienia kół stożkowych o zębach prostych można poprawić przez szlifowanie lub docieranie zębów. Wskutek małej wydajności szlifowania oraz konieczności użycia kosztownych szlifierek obróbkę wykańczającą takich uzębień wykonuje się jednak głównie za pomocą docierania.
21.8. OBRÓBKA KÓŁ STOŻKOWYCH O ZĘBACH KRZYWOLINIOWYCH
Dzięki możliwości przenoszenia dużych momentów obrotowych i przydatności do pracy z dużymi prędkościami, koła takie stosuje się w bardziej obciążonych i szybkobieżnych przekładniach. Obróbkę ich przeprowadzamy metodą obwiedniowo-podzia-łową lub obwiedniowo-ciągłą. Oprócz obrotowego ruchu skrawającego narzędzie wykonuje tutaj ruch obwiedniowy odpowiadający współpracy wyobrażalnej zębatki pierścieniowej z kołem obrabianym, które obraca się wokół własnej osi.
Ze względu na kształt narzędzia i sposób jego napędu rozróżniamy następujące rodzaje zębów kół stożkowych:
a) kołowo-łukowe, sporządzane metodą obwiedniowo-podziałową na frezarkach Gleasona,
b) spiralno-łukowe, wykonywane metodą obwiedniowo-ciągłą na frezarkach Fiat-Mammano i Oerlikona,
c) ewolwentowo-łukowc obrabiane metodą obwiedniowo-ciągłą na frezarkach Klin-gelnberga.
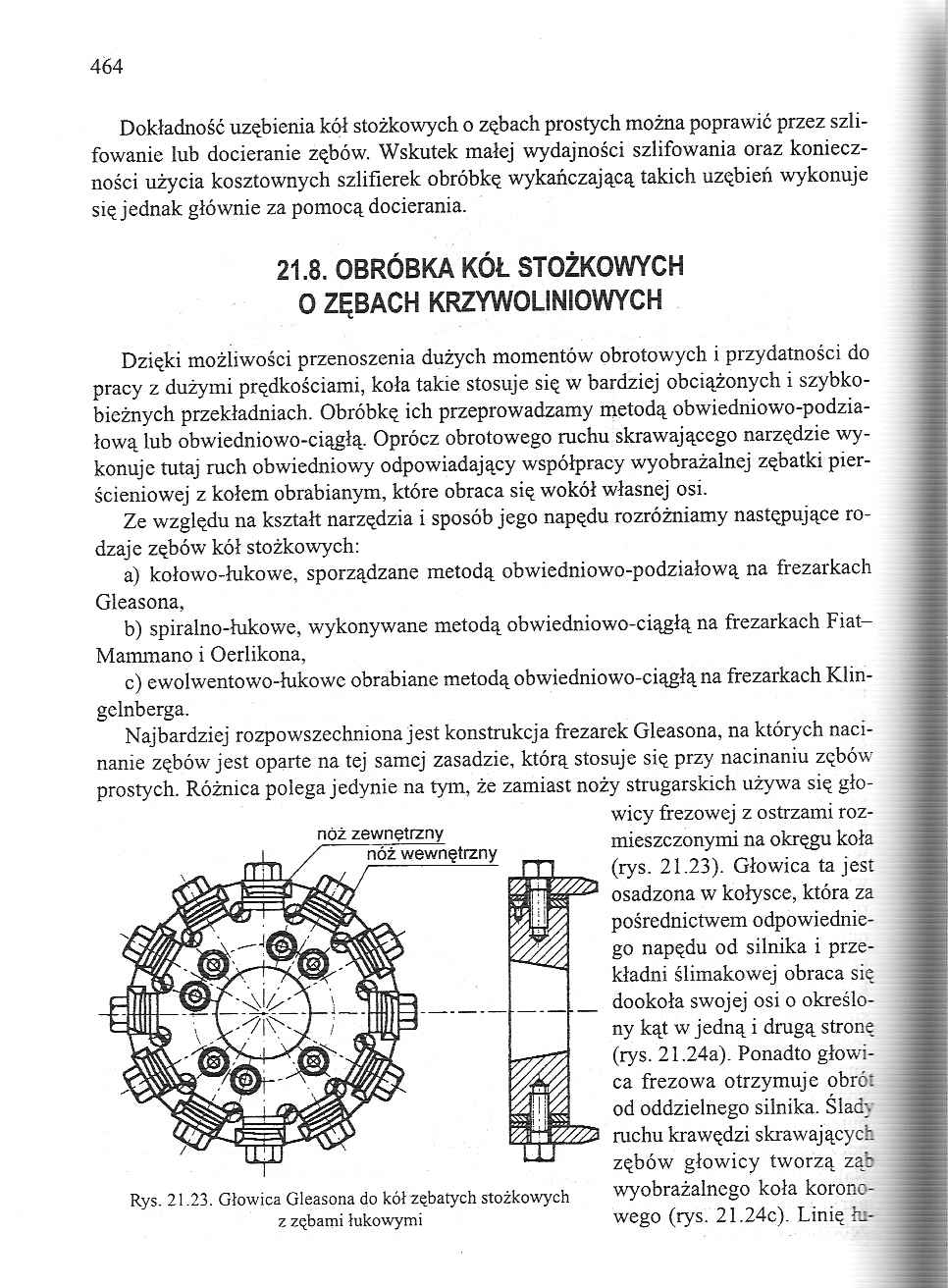
noż zewnętrzny
nóż wewnętrzny
Rys. 21.23. Głowica Gleasona do kół zębatych stożkowych z zębami łukowymi
Najbardziej rozpowszechniona jest konstrukcja frezarek Gleasona. na których nacinanie zębów jest oparte na tej samej zasadzie, którą stosuje się przy nacinaniu zębów prostych. Różnica polega jedynie na tym, że zamiast noży strugarskich używa się głowicy frezowej z ostrzami rozmieszczonymi na okręgu koła (rys. 21.23). Głowica ta jest osadzona w kołysce, która za pośrednictwem odpowiedniego napędu od silnika i przekładni ślimakowej obraca się dookoła swojej osi o określony kąt w jedną i drugą stronę (rys. 21.24a). Ponadto głowica frezowa otrzymuje obrót od oddzielnego silnika. Ślady ruchu krawędzi skrawających zębów głowicy tworzą ząb wyobrażalncgo koła koronowego (rys. 21.24c). Linię łu-
Wyszukiwarka
Podobne podstrony:
choroszy�6 6 21.7. Obróbka kół stożkowych o zębach prostych......................................461
skanuj0004 (529) 11.7. Wytrzymałość uzębień kół walcowych o zębach prostych.......
27052 S6302626 53. Strugarka do kół zębatych stożkowych o zębach prostych (Gleason) 526 rtursktaryst
Obraz0195 19511.6. Obróbka kol zębatych stożkowych Kola zębate stożkowe o zębach prostych mogą być n
S6302627 Rys. 33.1. Rysunek ofertowy strugarki do kół zębatych stożkowych o zębach prostych (Gleason
S6302628 Rys. 33.3. Zasada nacinania kół zębatych stożkowych o zębach prostych Rys. 33 . A . rrj.M-3
choroszyE1 451 Tabela 21.4. Podział metod i sposobów obróbki zgrubnej i średnio dokładnej uzębień kó
IMGc38 (3) Modułu ket zębatych walcowych ewolwoalowych i stożkowych o zębach prostych w zakresie od&
Na rys.3 przedstawiono układ strukturalny frezarki obwiedmowej do frezowania koł walcowych o zębach
więcej podobnych podstron