DSC03546
2
PN-82/M-82054/09
Tablica 2
|
Klasa, własności mechanicznych nakrętek |
Naprężenie pod obciężeniem próbnym S_, MPa | |
|
nominalne |
rzeczywiste | |
|
04 |
400 |
380 |
|
05 |
500 |
500 |
Ł2. Klasy własności mechanicznych nakrętek niskich. W zależności od wielkości nominalnych i rzeczywistych naprężeń pod obciążeniem próbnym ustala się 2 klasy własności mechanicznych nakrętek niskich.
Klasy własności mechanicznych tych nakrętek oznacza się symbolami liczbowymi 04, 05.
Pierwsza liczba symbolu oznacza zmniejszonę w stosunku do nakrętek zwykłych i wysokich zdolność przenoszenia obciężeń, natomiast druga liczba symbolu oznacza 0,01 nominalnej wartości naprężenia pod obciążeniem próbnym.
Symbole klas własności mechanicznych nakrętek niskich, w zależności od wielkości naprężeń pod obciężeniem próbnym, podano w tabl. 2.
3. SKł-AD CHEMICZNY STALI NA NAKRĘTKI
Orientacyjny skład chemiczny stali na nakrętki, w zależności od klas własności mechanicznych, podano w tabl. 3.
4, Wt-ASNOSCI MECHANICZNE
Własności mechaniczne nakrętek badanych w temperatu-o
rze 20 C - wg tabl. 4 na str. 3.
5. SPRAWDZANIE Wł_ASNOSCI MECHANICZNYCH
3, I. Rodzaie badań. W celu sprawdzenia własności me-chanicznych nakrętek Stosuje się następujęce badania:
a) próba obciężenia,
b) próba twardości.
2. Opis badań
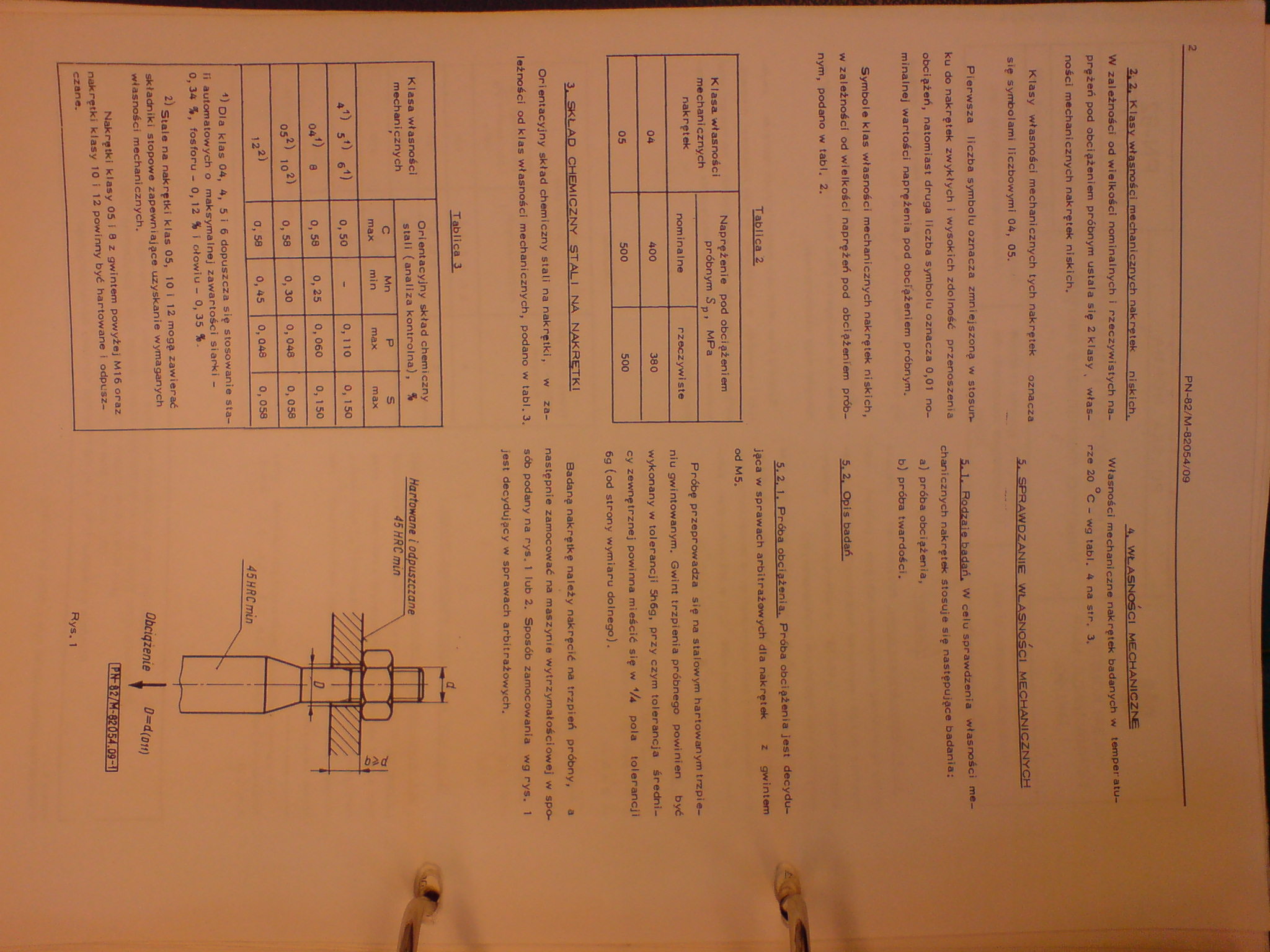
5.2. I. Próba obciążenia. Próba obciężenia jest decydu-jęca w sprawach arbitrażowych dla nakrętek z gwintem od M5.
Próbę przeprowadza się na stalowym hartowanym trzpieniu gwintowanym. Gwint trzpienia próbnego powinien być wykonany w tolerancji 5h6g, przy czym tolerancja średnicy zewnętrznej powinna mieścić się w V* pola tolerancji 6g (od strony wymiaru dolnego).
Badanę nakrętkę należy nakręcić na trzpień próbny, a następnie zamocować na maszynie wytrzymałościowej w sposób podany na rys. 1 lub 2. Sposób zamocowania wg rys. ] jest decydujęcy w sprawach arbitrażowych.
Tablica 3
|
Klasa własności mechanicznych |
Orientacyjny skład chemiczny stall (analiza kontrolna), % | |||
|
Ć max |
Mn min |
P max |
s max | |
|
4^ 5^ 61) |
0,50 |
- |
0,110 |
0, 150 |
|
04^ 8 |
0,58 |
9,25 |
0,060 |
0, 150 |
|
O (II ro O ro w*' |
0,58 |
0,30 |
0,048 |
0,058 |
|
II |
0,58 |
0,45 |
0, 048 |
0,058 |
Ola klas 04, 4, 5 i 6 dopuszcza się stosowanie sta-H automatowych o maksymalnej zawartości siarki -0,34 %, fosforu - 0, 12 % I ołowiu - 0,35 %.
Stale na nakrętki klas 05, 10 112 mogę zawierać składniki stopowe zapewniajęce uzyskanie wymaganych własności mechanicznych.
Nakrętki klasy 05 1 8 z gwintem powyżej M16 oraz nakrętki klasy 10 i 12 powinny być hartowane i odpuszczane.
Ci
|
Hartowane i odpuszczane 45HRCmin \ | |||
|
1 |
i t»i <■* aj | ||
|
m |
m\ | ||
|
D | |||
|
( | |||
|
45HRCmin N. |
V | ||
Wyszukiwarka
Podobne podstrony:
DSC03548 (2) 4 PN-82/M-82054/09 Zamocowany na maazynia wytrzymałościowej trzpleó z nakrętkę należy p
DSC03549 (2) PN-82/M-82054/09 5.2.2. Próba twardości. Próbę twardości należy przeprowadzać sposobem
DSC03547 (2) 04 Tablica 4 Klasa własności mechanicznych 05 Średnica znamionowa gwintu własności
DSC03550 6 Informacje dodatkowe do PN-82/M-820S4/09 6 Informacje dodatkowe do
Wybrane własności mechaniczne śrub i wkrętów badanych w temperaturze 293 K według PN-82/M-82054/03’
75035 P1030809 mm ^/M-82054/19 i PN-82/M-82054/20. Dla nakrę-rk i gwintem powyżej M39 pozostałe wyma
Tablica 27. Własności mechaniczne odlewów z mosiądzów ołowiowych wg PN-91/H-87026 Cecha Sposób
DSC00440 2 4 PN-91/M-02342 M39 powinny odpowiadać Klasie 5.6 lub 8.8 wg PN-82/H-82054/83. Dopuszcza
85230 PN 82 B 02001 strona 4 Tablica Zl-7. Materiały izolacyjne i inne niesyplue 1 Lp 1 Nazwa mate
stale0005 PN-89/H-84030/04 5 cd. tabl. 2 Własności mechaniczne • wytrzymałość na
038(1) 38 Tablica 10 Własności mechaniczne żeliw sferoidalnych niestopowych wg
042(1) 2 42 Tablica 14 Własności mechaniczne staliwa stepowego konstrukcyjnego w stanie obrobionym c
044(1) 44 Tablica 16 Własności mechaniczne i lejność (orientacyjnie) odlewniczych stopów aluminium w
więcej podobnych podstron