DSCF2138 (2)
106 )
106 )
T
0
Ul—
kruterium _ stępienia ij'**
U
ciast
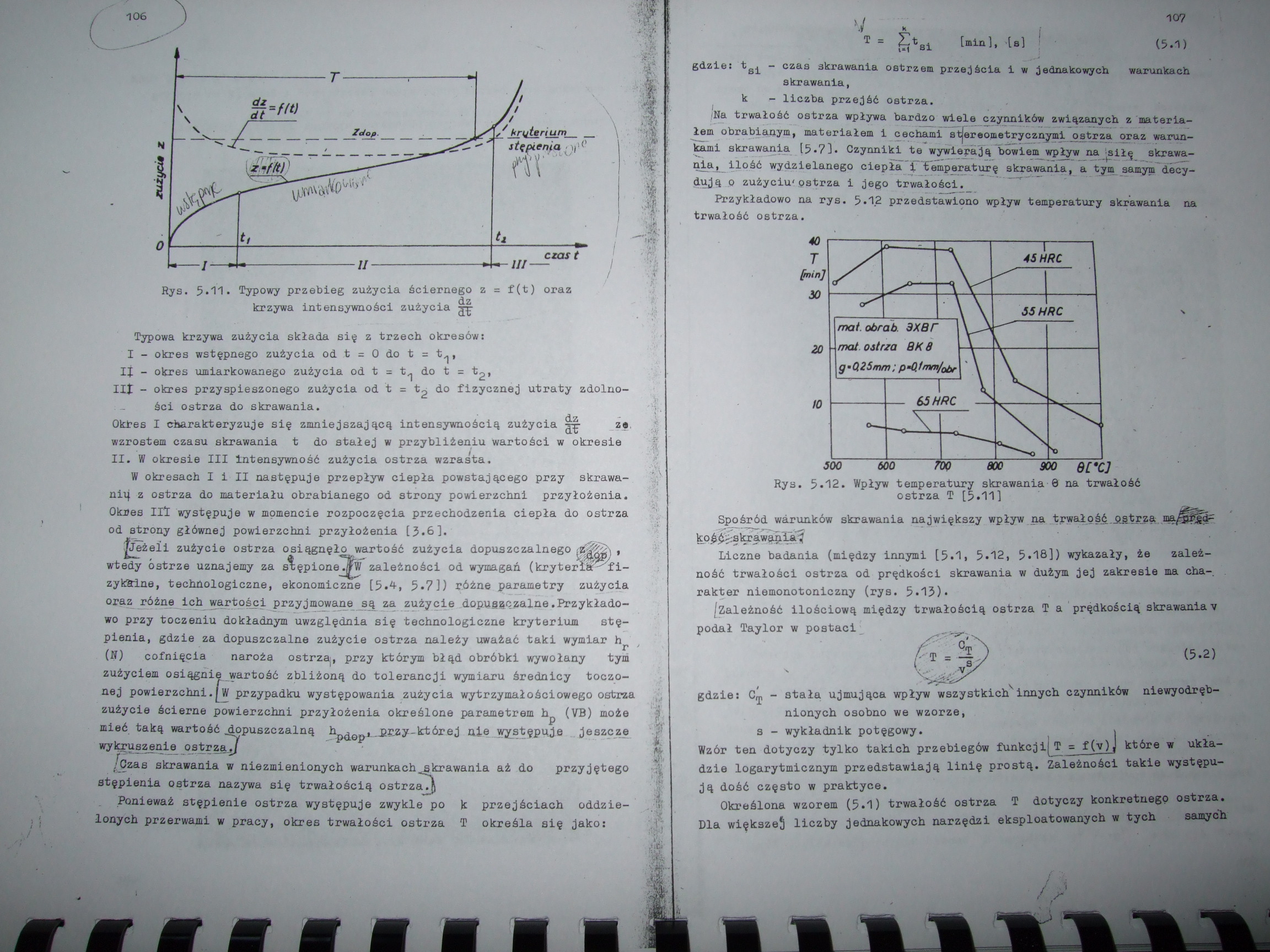
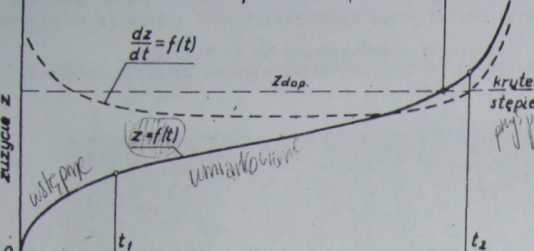
Rys. 5.11. Typowy przebieg zużycia ściernego z = f(t) oraz krzywa intensywności zużycia n>
Typowa krzywa zużycia składa się z trzech okresów:
I - okres wstępnego zużycia od t = O do t = t., ij - okres miarkowanego zużycia od t = t^ do t = tg* lit - okres przyspieszonego zużycia od t = tg do fizycznej utraty zdolności ostrza do skrawania.
Okres I charakteryzuje się zmniejszającą intensywnością zużycia jnr ze wzrostem czasu skrawania t do stałej w przybliżeniu wartości w okresie II. W okresie III intensywność zużycia ostrza wzrasta.
W okresach I i II następuje przepływ ciepła powstającego przy skrawa-niij. z ostrza do materiału obrabianego od strony powierzchni przyłożenia. Okres III występuje w momencie rozpoczęcia przechodzenia ciepła do ostrza od strony głównej powierzchni przyłożenia [3.6].
jeżeli zużycie ostrza osiągnęło wartość zużycia dopuszczalnego $$&)« wtedy ostrze uznajemy za stępioneTm5Tzależności od wymagań (kryterwt^ii-zykkine, technologiczne, ekonomiczne [5-4, 5*71) różne parametry zużycia oraz różne ich wartości przyjmowane są za zużycie .dopuszczalne.Przykładowo przy toczeniu dokładnym uwzględnia się technologiczne kryterium stępienia, gdzie za dopuszczalne zużycie ostrza należy uważać taki wymiar h (N) cofnięcia naroża ostrzaj, przy którym błąd obróbki wywołany tym zużyciem osiągnie wartość zbliżoną do tolerancji wymiaru średnicy toczonej powierzchni.[W przypadku występowania zużycia wytrzymałościowego ostrza zużycie ścierne powierzchni przyłożenia określone parametrem h^ (VB) może mieć taką wartość dopuszczalną kpą0p« PEzy-której alejyystępuje jeszcze wykruszenie ostrzaA
/Ozas skrawania w niezmienionych warunkach okrawania aż do przyjętego stępienia ostrza nazywa się trwałością ostrz:
. Ponieważ stępienie ostrza występuje zwykle po k przejściach oddzielonych przerwami w pracy, okres trwałości ostrza T określa się jako:
4 *
T = £tal [min], Ab] I (5.1)
i*i 81
gdzie: t . - czas skrawania ostrzem przejścia 1 w jednakowych warunkach skrawania,
k r- liczba przejść ostrza.
/Ha trwałość ostrza wpływa bardzo wiele czynników związanych z materiałem obrabianym, materiałem i cechami stjereometrycznymi ostrza oraz warunkami skrawania [5 *7 ] • Czynniki te wywlekają bowiem wpływ na ‘siłę skrawania, ilość wydzielanego ciepła’(Ttemperaturę skrawania, a tym aamym decy-dująjp zużyciu', ostrza 1 jego trwałości.
Przykładowo na rys. 5*1.2 przedstawiono wpływ temperatury skrawania na trwałość ostrza.
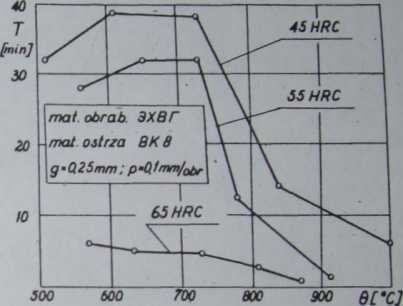
Rys. 5-12. Wpływ temperatury skrawania-6 na trwałość ostrza T [5.11]
Spośród warunków skrawania na jwiększy wpływ ną _trwąiaść^p^trzą^,
Liczne badania (między innymi [5.1, 5.12:, 5*18]) wykazały, że zależność trwałości ostrza od prędkości skrawania w dużym jej zakresie ma cha- . rakter niemonotonlczny (rys. 5*15).
^Zależność ilościową między trwałością ostrza T a prędkością skrawania y podał Taylor w postaci;, •
gdzie: C^, - stałą ujmująca wpływ wszystkich innych czynników niewyodręb-nionych osobno we wzorze, s - wykładnik potęgowy. >
Wzór ten dotyozy tylko takioh przebiegów funkcjijT = f(v)J które w układzie logarytmicznym przedstawiają linię prostą. Zależności takie występują dość często w praktyce.
Określona wzorem (5.1) trwałość ostrza T dotyczy konkretnego ostrza. Dla większej liczby jednakowych narzędzi eksploatowanych w tych samych
Wyszukiwarka
Podobne podstrony:
IMG193 (Kopiowanie) Miwm imam ■ j? --j *1 i * CI B $ 3 f ll f S
WM 109 Ledwoch J PzKpfw II Luchs, Aufklarungspanzer8(t) S^iF w/ 0 w9 i W MtSt 1, ---— — 1
106 tif 3. PODSTAWOWE URZĄDZENIA I APARATY STACJI Rys. 3.21. Zależności współczynników VF, V„, V od
DSC00151 (10) 228- S » s n 0.04 . 6.66 pśr 1.85
Kolendowicz 6 aga -j i i —i -onir Rys. 11-105 Rys. 11-106 w przęśle środkowym. Projektując
MII HSB
ANDRZEJKI?Z WRÓŻENIA bmp W — j a ir /ul i ] r*" ff y ■ >----- In l . i ij ■ c « £ 1—
IMAG0035 (4) o u i Ig i % 8 > łjlli -UL j O1 * P E2 S3« uołlan Rys. 14$. Układ pól tolerancji 0
THEGOAT ic Ul!l$ l iIm .,:/AvkVwł t-bJ &&&L* j ydi Uvi 11
003 gubernii O CO BE HH O <• T O. “----—“—■— - - CX 11 e Ittm u o ij>iXH az11 &nbs
Skrócona lista płac M&Z-KP Poznań ul.Chałupnicza 4 m.24 NIP: 111-111-11-11Lista płac skrócona kw
Oxford Bibliothek Front+Seite rechts LU
więcej podobnych podstron