123770
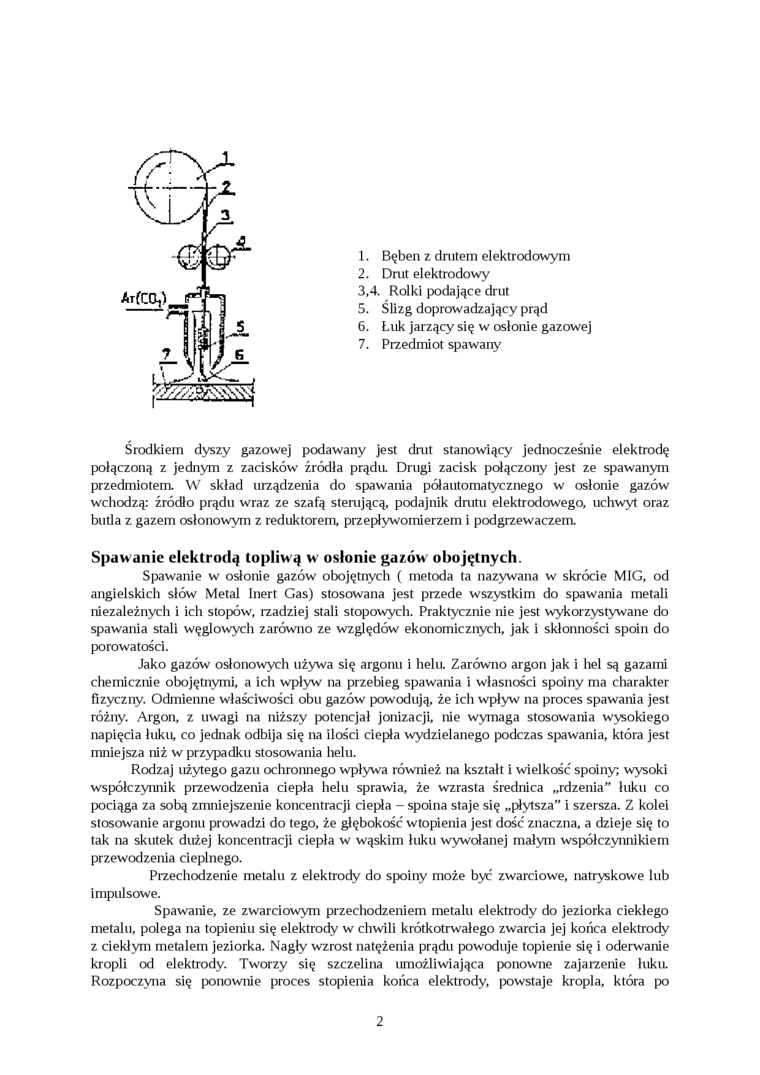
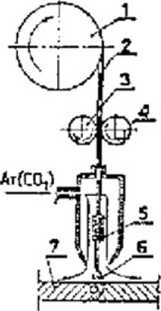
1. Bęben z drutem elektrodowym
2. Drut elektrodowy 3,4. Rolki podające drut
5. Ślizg doprowadzający prąd
6. Łuk jarzący się w osłonie gazowej
7. Przedmiot spawany
Środkiem dyszy gazowej podawany jest drut stanowiący jednocześnie elektrodę połączoną z jednym z zacisków źródła prądu Drugi zacisk połączony jest ze spawanym przedmiotem. W skład urządzenia do spawania półautomatycznego w osłonie gazów wchodzą: źródło prądu wraz ze szafą sterującą, podajnik drutu elektrodowego, uchwyt oraz butla z gazem osłonowym z reduktorem, przepływomierzem i podgrzewaczem
Spawanie elektrodą topliw ą w osłonie gazów obojętnych.
Spawanie w osłonie gazów obojętnych ( metoda ta nazywana w skrócie MIG, od angielskich słów Metal Inert Gas) stosowana jest przede wszystkim do spawania metali niezależnych i ich stopów, rzadziej stali stopowych. Praktycznie nie jest wykorzystywane do spawania stali węglowych zarówno ze względów ekonomicznych, jak i skłonności spoin do porowatości.
Jako gazów osłonowych używa się argonu i helu. Zarówno argon jak i hel są gazami chemicznie obojętnymi, a ich wpływ na przebieg spawania i własności spoiny ma charakter fizyczny. Odmienne właściwości obu gazów powodują, że ich wpływ na proces spawania jest różny. Argon, z uwagi na niższy potencjał jonizacji, nie wymaga stosowania wysokiego napięcia łuku, co jednak odbija się na ilości ciepła wydzielanego podczas spawania, która jest mniejsza niż w przypadku stosowania helu.
Rodzaj użytego gazu ochronnego wpływa również na kształt i wielkość spoiny; wysoki współczynnik przewodzenia ciepła helu sprawia, że wzrasta średnica „rdzenia” łuku co pociąga za sobą zmniejszenie koncentracji ciepła - spoina staje się „płytsza” i szersza. Z kolei stosowanie argonu prowadzi do tego, że głębokość wtopienia jest dość znaczna, a dzieje się to tak na skutek dużej koncentracji ciepła w wąskim łuku wywołanej małym współczynnikiem przewodzenia cieplnego.
Przechodzenie metalu z elektrody do spoiny może być zwarciowe, natryskowe lub impulsowe.
Spawanie, ze zwarciowym przechodzeniem metalu elektrody do jeziorka ciekłego metalu, polega na topieniu się elektrody w chwili krótkotrwałego zwarcia jej końca elektrody z ciekłym metalem jeziorka. Nagły wzrost natężenia prądu powoduje topienie się i oderwanie kropli od elektrody. Tworzy się szczelina umożliwiająca ponowne zajarzenie łuku. Rozpoczyna się ponownie proces stopienia końca elektrody, powstaje kropla, która po
2
Wyszukiwarka
Podobne podstrony:
zgrz10 - 88 - wJŁŁ ijŁji fodkfodJtazrniedńi-elektrody 2 - rolki doctskoflce J * igreemana rura
CCF20090628�010 Zgrzewanie elektrooporowe § Odbywa się przy pomocy kształtek z wtopionym drutem elek
DSC00433 (5) Kor uinacja topnika / drutem elektro dov ym, pomledziowanym rzeznaczo-nyi i do spawania
1 2 3 4 5 Rys. 22. Wyciskanie powłok na drutach lub linach: 1 - bęben z drutem, 2
dwa takie elektromagnesy drutem. I tak na jednym końcu druta zachodziły opisane wyżej zmiany, a na d
porów i tworzą w ten sposób "drut elektryczny w cylindrze" tj. nowy model kondensatora. Po
pkm3 kol1 PKM IIIKI 18.11.2009 Bęben wciągarki linowej jest napędzany silnikiem elektrycznym poprzez
DSC00257 (11) PKM IIIEgzamin, cz.2 04.02.2010 Temmt 1 Bęben wciągarki linowej jest napędzany silniki
druk laser Rolki Elektryzowanie Podgrzewanie
dwa takie elektromagnesy drutem. I tak na jednym końcu druta zachodziły opisane wyżej zmiany, a na d
Spis treści 11.1.4. Druty elektrodowe i kombinacje drut-topnik do spawania lukiem
Kolos u olszyny MiBM. Silnik elektryczny napędza bęben napędowy o średnicy 0^800 mm Masa bębna linow
31371 pkm3 kol1 PKM IIIKI 18.11.2009 Bęben wciągarki linowej jest napędzany silnikiem elektrycznym p
więcej podobnych podstron