91437
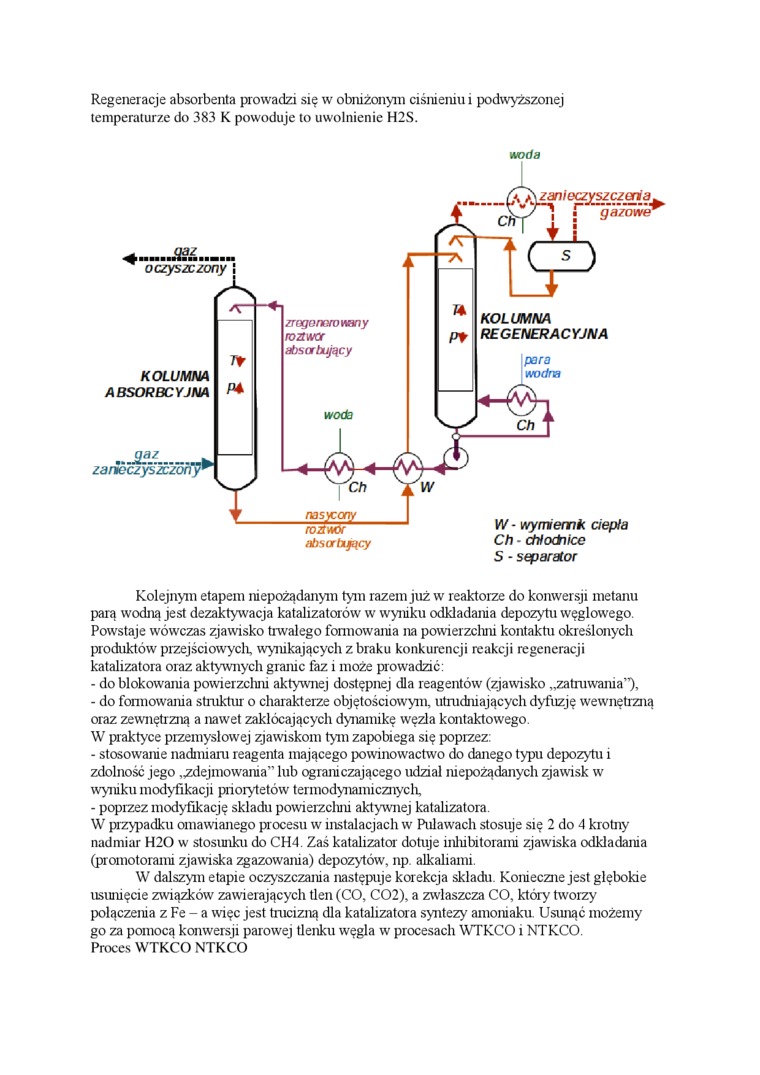
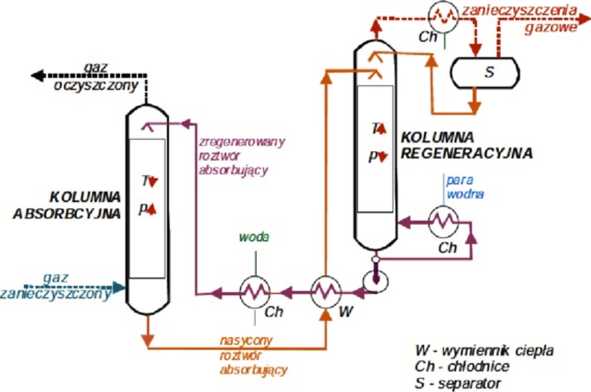
Regeneracje absorbenta prowadzi się w obniżonym ciśnieniu i podwyższonej temperaturze do 383 K powoduje to uwolnienie H2S.
woda
Kolejnym etapem niepożądanym tym razem już w reaktorze do konwersji metanu parą wodną jest dezaktywacja katalizatorów w wyniku odkładania depozytu węglowego. Powstaje wówczas zjawisko trwałego formowania na powierzchni kontaktu określonych produktów przejściowych, wynikających z braku konkurencji reakcji regeneracji katalizatora oraz aktywnych granic faz i może prowadzić:
- do blokowania powierzclmi aktywnej dostępnej dla reagentów (zjawisko „zatruwania”),
- do formowania struktur o charakterze objętościowym, utrudniających dyfuzję wewnętrzną oraz zewnętrzną a nawet zakłócających dynamikę węzła kontaktowego.
W praktyce przemysłowej zjawiskom tym zapobiega się poprzez:
- stosowanie nadmiaru reagenta mającego powinowactwo do danego typu depozytu i zdolność jego „zdejmowania” lub ograniczającego udział niepożądanych zjawisk w wyniku modyfikacji priorytetów termodynamicznych,
- poprzez modyfikację składu powierzclmi aktywnej katalizatora.
W przypadku omawianego procesu w instalacjach w Puławach stosuje się 2 do 4 krotny nadmiar H20 w stosunku do CH4. Zaś katalizator dotuje inhibitorami zjawiska odkładania (promotorami zjawiska zgazowania) depozytów, np. alkaliami.
W dalszym etapie oczyszczania następuje korekcja składu. Konieczne jest głębokie usunięcie związków zawierających tlen (CO, C02), a zwłaszcza CO, który tworzy połączenia z Fe - a więc jest trucizną dla katalizatora syntezy amoniaku Usunąć możemy go za pomocą konwersji parowej tlenku węgla w procesach WTKCO i NTKCO.
Proces WTKCO NTKCO
Wyszukiwarka
Podobne podstrony:
Kopia IMGY12 Toksoplazmoza (toxoplasmosls) Objawy u osób z obniżoną, odpornością: podwyższona temper
REGENERACJA ZŁOŻA Regenerację kationitu prowadzi się za pomocą 5% HC1 przepuszczając roztwór kwasu p
Img00218 222 Wszystkie związki organiczne charakteryzują się wrażliwością na podwyższoną temperaturę
DSC01835 jpi wiyc podwyższeniem temperatury do posadmu przeknic/aj^cego zakres jej dobowych wahań,
W naukach społecznych prowadzi się rozumowanie indukcyjne w rodzaju: jeśli A (hipoteza) jest prawdzi
Na jednej recepcie przepisuje się zawsze jeden lek recepturowy do 4 -X-2014 r. byty to następujące i
Procesje z palmami odbywają się na pamiątkę wjazdu Jezusa do Jerozolimy, kiedy to czekający lud wita
Resize of31 Wskazówka: Ciśnienie powietrza w ogumieniu zmienia się wraz ze zmianą temperatury otocze
66364 SAVE0494 [] 25. Skontrolować ciśnienie otwarcia wtryskiwaczy i dzialąnie końcówek wtryski-wacz
6 (1582) FERMENTACJA CIŚNIENIOWA W PODWYŻSZONEJTEMPERATURZE jest prowadzona w ciśnieniowych fermento
Zadanie 16. Panewki łożyska ślizgowego pracującego w podwyższonej temperaturze wykonuje się A.
więcej podobnych podstron