1002888968
Produkcja wieź wiatrowych w Stoczni Gdańsk
Produkcja stalowych wież rurowych dla elektrowni wiatrowych ruszyła w Stoczni Gdańskiej w listopadzie 2010 r. W jednej z naw hali kadłubowej, w których wcześniej prefabrykowano sekcje przestrzenne kadłubów statków, teraz produkuje się rurowe sekcje wież wiatrowych.
Każda z budowanych wież składa się z pięciu sekcji, te zaś z kilku pojedynczych zwijek, z czego każde dwie skrajne zakończone są kołnierzami. Podczas montażu na farmie wiatrowej tak przygotowane sekcje są ze sobą skręcane.
Proces technologiczny w Stoczni rozpoczyna się od zwijania blach na zwijarce firmy Davi. Blachy - pocięte na wymiar i odpowiednio zukosowane - dostarczane są przez Hutę Częstochowa. Kołnierze również pochodzą z firmy zewnętrznej. Dostawcą większości urządzeń do produkcji wież w Stoczni Gdańsk S.A. jest firma Esab.
Po zwinięciu zwijki, która może mieć kształt ściętego stożka lub cylindra, następuje jej sczepienie, a następnie jest ona transportowana na stanowisko obok, gdzie - za pomocą dwóch głowic do spawania

PRZEGLĄD SPAWALNICTWA 5/2011
automatycznego łukiem krytym, zainstalowanych na słupowysięgniku - jest wzdłużnie spawana (rys. 1).
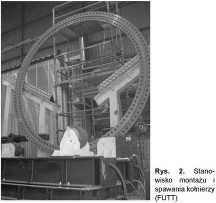
Obok stanowiska, na którym odbywa się proces spawania, znajduje się drugie - do montażu zwijki z kołnierzem (FUTT). Umożliwia ono również wykonanie połączeń spawanych kołnierza ze zwijką (rys. 2).
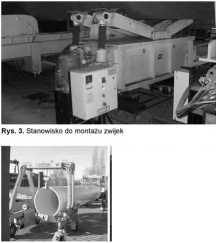
Pospawane zwijki transportowane są do gniazda wyposażonego w dwa równoległe stanowiska do montażu i obwodowego spawania. Tu pojedyncze zwijki są osiowane za pomocą regulowanych hydraulicznie rolek obrotników typu FIT i FIR i dosuwane do siebie na wózku szynowym sekcji napędowej obrotnika (rys. 3).
Po dokładnym ustawieniu elementy są sczepiane ręcznie oraz spawane dwiema głowicami do spawania automatycznego łukiem krytym, zainstalowanymi na słupowysięgniku (na każdym stanowisku do spawania obwodowego znajduje się jeden słupo-wysięgnik). Na dwóch równoległych stanowiskach łączy się zwijkę po zwijce, aż do powstania sekcji. Pospawane sekcje wież są transportowane za pomocą dwóch zsynchronizowanych suwnic kołowych do LKM, gdzie są czyszczone strumieniowo ściernie i malowane, a niektóre obszary również metalizowane, i przygotowane do wysyłki (rys. 4, 5). Gotowe sekcje wież wiatrowych są przesyłane do odbiorcy drogą wodną.
mgr inż. Jacek Skoracki
6
Wyszukiwarka
Podobne podstrony:
Zakładane wskaźniki produktu: Opis Produkt Licencje na oprogramowanie dla serwerów
l6 (2) 142. Architektura sejnera, zupełnie inna niż trawlera, na B-415 ze Stoczni Gdańskiej „starała
Tabela 3. Charakterystyka produktywności w dyscyplinie inżynieria środowiska dla krajów Unii Europej
11 Tabela 6. Charakterystyka produktywności w dyscyplinie ochrona środowiska dla krajów Unii Europej
17 Tabela 12. Charakterystyka produktywności w dyscyplinie technologia wody dla krajów Unii Europejs
4 konsekwencją jest m.in. produktywność złożeń. Równie charakterystyczny dla polszczyzny naszych
Cele produkcji w gospodarstwach rolnych 2002 [Dokument elektroniczny] : województwo opolskie : Narod
28 (9) Przyklej nalepkę ze zdrowym ząbkiem przy produktach^ które są dobre dla zębów. Przy produktac
Controlling w zarządzaniu produkcją - Projekt Założenia upraszczające dla symulacji 1)
LOGSTOR to skandynawski koncern będący światowym liderem w produkcji systemów rur preizolowanyc
DSC00039 (30) 1. kWypro wadzić równanie opisujące bilans składnika A będącego produktem w Hp^eaktorz
więcej podobnych podstron