1650025990
6 Ćwiczenie 1
„Formowanie wtryskowe termoplastycznych tworzyw sztucznych
Jego konstrukcja charakteryzuje się stałym skokiem gwintu „p” i zmienną głębokością rowka śrubowego, malejącą od h do hj. Można w nim wyodrębnić trzy strefy spełniające różne funkcje. Są to: strefa zasilania A, strefa sprężania B i strefa dozowania C.
Obracający się ślimak powoduje wciąganie tworzywa w swoje wręby i intensywne mieszanie granulek zapewniając równomierne ich nagrzanie (od ścianki cylindra). W wyniku ruchu obrotowego ślimaka, tworzywo przemieszczane jest do przedniej części cylindra wypełniając je całkowicie. Dalsze napływające porcje tworzywa, powodując wzrost ciśnienia wywołują samoczynny ruch wsteczny ślimaka do pozycji tylnej (rys. 2a). Tworzywo w czasie uplastyczniania, sprężone w przedniej części cylindra nie może wypłynąć przez dyszę, która jest w tym czasie zamknięta (jest to tzw. dysza samozamykająca). Otwarcie dyszy następuje dopiero wówczas, gdy cylinder zostanie dociśnięty do formy wtryskowej. Sytuację tę przedstawiono na rys. 4.
Wtryskiwanie [n faza]
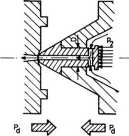
Uplastycznienie [m faza]
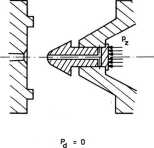
Rys. 4. Samozamykająca dysza wtryskowa
W pewnych przypadkach (szczególnie przy wtryskiwaniu tworzyw o dużej lepkości) nie muszą być stosowane dysze samozamykające. W ich miejsce stosuje się, przestawione na rys. 5 tzw. dysze niezamykane (otwarte), które zapobiegają powstawaniu znacznych oporów przepływu tworzywa w trakcie wtryskiwania oraz są znacznie prostsze w budowie. Należy zaznaczyć, że podczas wtryskiwania te opory przesądzają o dużych stratach ciśnienia wtrysku. W celu wyeliminowania tego niekorzystnego zjawiska konieczne jest znaczne zwiększenie ciśnienia wtryskiwania.
Podstawy Technik Wytwarzania PTW - laboratorium
a U**flPU*Of*«*A
Wyszukiwarka
Podobne podstrony:
18 Ćwiczenie 1 „Formowanie wtryskowe termoplastycznych tworzyw sztucznych a)
4 Ćwiczenie 1 „Formowanie wtryskowe termoplastycznych tworzyw sztucznych Forma wtryskowa jest
11 Ćwiczenie 1 .Formowanie wtryskowe termoplastycznych tworzyw sztucznych” przeciwdziałając tym
10 Ćwiczenie 1 POLITECHNIKI WARSZAWSKIEJ „Formowanie wtryskowe termoplastycznych tworzyw
12 Ćwiczenie 1 POLITECHNIKI WARSZAWSKIEJ „Formowanie wtryskowe termoplastycznych tworzyw
14 Ćwiczenie 1 POLITECHNIKI WARSZAWSKIEJ „Formowanie wtryskowe termoplastycznych tworzyw
2 Ćwiczenie 1 program rozwojowy „Formowanie wtryskowe termoplastycznych tworzyw
20 Ćwiczenie 1 POLITECHNIKI WARSZAWSKIEJ „Formowanie wtryskowe termoplastycznych tworzyw
12 Ćwiczenie 1 POLITECHNIKI WARSZAWSKIEJ „Formowanie wtryskowe termoplastycznych tworzyw
2 Ćwiczenie 1 program rozwojowy „Formowanie wtryskowe termoplastycznych tworzyw
PROGRAM ROZWOJOWY POLITECHNIKI WARSZAWSKIEJ 16 Ćwiczenie 1 „Formowanie wtryskowe termoplastycznych
PROGRAM ROZWOJOWY POLITECHNIKI WARSZAWSKIEJ 8 Ćwiczenie 1 „Formowanie wtryskowe termoplastycznych
więcej podobnych podstron