2795180305
4-2010 TRIBOLOGIA 37
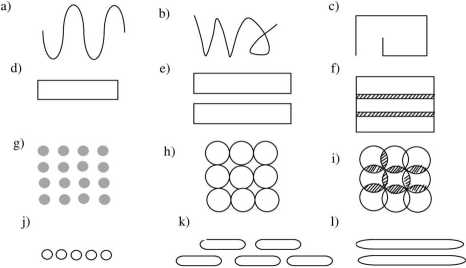
Rys. 2. Schematy typowych wzorów tekstury: a - sekwencyjna; b, c - dowolnie programowana; d-f paskowa; g - punktowa; h, i - kropkowa;/-/ - rzędowa; na rys.f i pokazano przypadek zachodzenia na siebie ścieżek i kropek laserowych (miejsca potencjalnego odpuszczenia materiału)
Fig. 2. The scheme of the typical texture pattern: a - sequencial; b, c - arbitraily pro-grammed; d-f - bar codę; g - punctual: h, i - dotted; j—l - row; on fig./, i was showed the case of drawing ahead on oneself paths and laser dots (the place of the potential tempering of the materiał)
LASEROWE TEKSTUROWANIE UTWARDZAJĄCE BEZPRZETOPIENIOWE
Bezprzetopieniowe teksturowanie utwardzające z wykorzystaniem promieniowania laserowego ma na celu w bardzo krótkim czasie spowodowanie przemian fazowych polegających na nagrzaniu modyfikowanego materiału do odpowiedniej temperatury oraz szybkie lub ultraszybkie samochłodzenie, powodujące najczęściej hartowanie w celu utwardzenia wybranych fragmentów warstw powierzchniowych.
Przykładem tej technologii może być hartowanie bezprzetopieniowe żeliwa szarego niskostopowego (Rys. 3), które realizowane jest przy gęstości mocy q ~ 102-h2104 W/cm2, czasie ekspozycji 10'2-^1 s. Przeważnie szybkość nagrzewania wynosi ok. 106 K/s, a szybkość chłodzenia ok. 104 K/s [L. 10]."
Wyszukiwarka
Podobne podstrony:
1-2010 TRIBOLOGIA 73 Rys. 9. SEM: a) widok obszaru śladu zużycia polietylenu UHMW PE po współpr
4-2010 TRIBOLOGIA 33 Tadeusz BURAKOWSKI*, Wojciech NAPADŁEKRODZAJE TEKSTUROWANIA LASEROWEGO W
4-2010 TRIBOLOGIA 39 Rys. 4. Topografia powierzchni stopu aluminium ENAW-2618A (PA31) po udarow
30 TRIBOLOGIA 6-2012 Rys. 3. Schemat stanowiska badawczego T-01M po modyfikacji Fig. 3. Schemat
6-2009 TRIBOLOGIA 37 Rys. 5. Sygnały DSC kompozytu JJ-0, JJ-10, JJ-20. Temperatura prasowania 1
4-2010 TRIBOLOGIA 35 Logiczne wydaje się być wyodrębnienie (Rys. 1): - tekstu
36 TRIBOLOGIA 4-2010 Jednym z bardzo nowoczesnych źródeł energii w procesie teksturowania jest
1-2010 TRIBOLOGIA 161 Droga tarcia Om 1000 m 2000 m Rys. 1. Obrazy SGP w układzie 2D po różnych
37. OBWODY POMOCNICZE STACJI 604 Rys. 37.10. Schemał synchronizacji międzypolowej rozdzielni S5 —
więcej podobnych podstron