2795180307
4-2010 TRIBOLOGIA 39
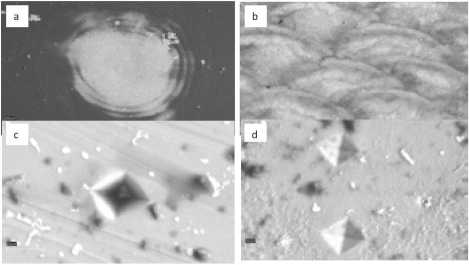
Rys. 4. Topografia powierzchni stopu aluminium ENAW-2618A (PA31) po udarowym umacnianiu laserowym impulsem lasera Nd:YAG: a — powierzchnia próbki polerowana, pokryta grafitem koloidalnym i ograniczona warstwą inercyjną (5 mm słup wody + szkło), b - strefy umocnione w wariancie przykrycia 50%; c, d - widok charakterystycznych odcisków wgłębni-ka po badaniach mikrotwardości (F = 50G) w materiale wyjściowym (c) oraz w materiale umocnionym laserowo LSP w wariancie z rysunku a - pomiar w środkowej strefie umocnienia, gęstości energii ok. 33 J/cm2, czas trwania impulsu 10 ns, jeden impuls laserowy, mikroskopia elektronowa skaningowa (SEM)
Fig. 4. Topography of the surface of the alloy of aluminum PA31 (ENAW-2618A) after percussive strengthening the laser impulse of the laser Nd: YAG: a the surface of the sample polishes, covered the graphite colloidal and limited the inert shell (5. mm the prism of water + the glass), b - zones strengthened in the variant of the lap 50%, c, d - view of characteristic imprints after the investiga-tions of microhardness (F = 50 G) in the materiał output (c) and in the materiał strengthened by laser LSP in the variant from the drawing a - measurement in the central zonę of the consolidation, near the thickness of energy approx. 33 J/cm2, time of duration of the impulse 10 ns, one the laser impulse the electron microscopy scanning (SEM)
LASEROWE TEKSTUROWANIE ODPAROWANIOWE
Realizując procesy technologiczne przy dużych i bardzo dużych gęstościach mocy promieniowania laserowego (np. 107-rl0n W/cm2) oraz przy krótkich czasach ekspozycji (nano- lub pikosekundowe), można realizować laserowe teksturowanie odparowaniowe.
Wyszukiwarka
Podobne podstrony:
1-2010 TRIBOLOGIA 73 Rys. 9. SEM: a) widok obszaru śladu zużycia polietylenu UHMW PE po współpr
-317 MECHANIK NR 8-9/2015 Częstotliwość drgań pojemnika wygładarki Rys. 8 Topografia powierzchni 3D
4-2010 TRIBOLOGIA 37 Rys. 2. Schematy typowych wzorów tekstury: a - sekwencyjna; b, c - dowolni
Rys. 2.10. Struktura stopu aluminium PA33, znak AlCu4SiMg. Duże kryształy roztworu stałego boga
7 7 © Copyright by S. Szewczyk. Lublin University of Technology. 2007 Rys. 9.13. Struktura stopu alu
© Copyright by S. Szewczyk. Lublin University of Technology. 2007 Rys. 9.16. Struktura stopu alumini
16 TRIBOLOGIA 4-2003 Rys. 3. Widok nalepienia Al na powierzchni narzędzia Fig. 3. View of the a
Wykonane przy użyciu mikroskopii sił atomowych AFM widoki topografii powierzchni próbek ze stopu Co-
10 UNIWERSYTET ZIELONOGÓRSKI NR 8 (10)SZKŁO I ALUMINIUM Kubatura - 39.654,0 m3, powierzchnia użytkow
353a) b) Rys.7. Fragment topografii powierzchni oraz charakterystyczna mikrobudowa
4-2010 TRIBOLOGIA 35 Logiczne wydaje się być wyodrębnienie (Rys. 1): - tekstu
1-2010 TRIBOLOGIA 161 Droga tarcia Om 1000 m 2000 m Rys. 1. Obrazy SGP w układzie 2D po różnych
Topografia powierzchniObraz zmian fazowych 4.20 jim 4.47 nm -0 00 nm 4.20 jim 4.20 jim 39.12 st 35.1
więcej podobnych podstron