4307685415
Praca zbiorowa Prace IMŻ 1 (2011)
Praca zbiorowa Prace IMŻ 1 (2011)
Wytrzymałość n. rozciąganie, Rm, MPa
warunkach użytkowania. Odwzorowanie warunków panujących podczas testów poligonowych jest praktycznie niemożliwe w laboratorium [1—5].
Poszczególne etapy technologii wytwarzania elementów stalowych amunicji opracowano na podstawie założeń konstrukcyjnych i materiałowych do wykonania modelowych łusek stalowych i ogniw taśmy rozsypnej. W pierwszej części pracy określono wymagania dla łusek w zakresie właściwości mechanicznych, jakości powierzchni oraz wymiarów. Następnie opracowano dokumentację konstrukcyjną łuski stalowej oraz skład chemiczny stali zapewniający uzyskanie wymaganych właściwości technologicznych półwyrobów i właściwości wyrobu finalnego. Gatunek stali do produkcji łuski został dobrany w ten sposób, aby zapewnić wymagane właściwości wyrobu po obróbce cieplnej oraz odpowiednią podatność do odkształcenia plastycznego na zimno, zapewniającą otrzymanie minimalnej grubości ścianki łuski około 0,70 mm. Dobór gatunku stali uwzględniał jego cenę i dostępność na krajowym rynku producentów wlewków ciągłych. Wytypowana grupa gatunkowa stali do wytwarzania ogniw zapewnia zarówno uzyskanie wymaganych właściwości mechanicznych i użytkowych wyrobu, jak również odpowiednią podatność do odkształcenia plastycznego (gięcia) i właściwości sprężyste. Określono optymalne wymiary materiału wsadowego oraz półwyrobów przeznaczonych do operacji kształtowania plastycznego i obróbki cieplnej.
Opracowane dokumentacje modelowe łuski i ogniwa były podstawą do opracowania technologii wytwarzania, mianowicie kolejnych operacji obróbki plastycznej, obróbki skrawaniem i obróbki cieplnej. Dla poszczególnych operacji obróbki plastycznej wykonano dokumentacje konstrukcyjne narzędzi do wykonania partii modelowych łusek i ogniw.
2. MATERIAŁ DO PRODUKCJI ŁUSEK I OGNIW TAŚMY ROZSYPNEJ
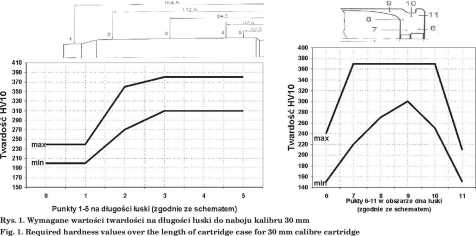
Na rys. 1 w formie diagramów i w tablicy 1 przedstawiono wymagania odbiorcy łusek w zakresie twardości i właściwości mechanicznych. Wymagania te oraz wstępna technologia wytwarzania były podstawą do wytypowania gatunku stali do seryjnej produkcji łusek.
Tablica 1. Wymagane właściwości mechaniczne w różnych miejscach łuski wyznaczone w statycznej próbie rozciaga-
Tabłe 1. Reąuirecl mechanical properties at clifferent po-ints within the cartridge case, determined in static tensiłe
Stal do produkcji łuski powinna zapewnić uzyskanie wymaganych właściwości mechanicznych (zgodnie z tablicą 1) oraz wymaganej twardości, wytrzymałość i wydłużenia w zależności od odległości od dna łusk (zgodnie z diagramem na rys. 1). Założono uzyskanie końcowych właściwości wyrobów po zastosowaniu ulep szania cieplnego. Ze względu na małą grubość ściank oraz technologię produkcji metodą wyciskania, prze tłaczania i wyciągania stal powinna wykazywać duż; podatność do kształtowania plastycznego na zimno Założono zastosowanie do produkcji łuski stali niesto powej w celu optymalizacji kosztów produkcji. Dla te, grupy gatunkowej stali wymagane właściwości wyrobu zapewnia odpowiednia zawartość pierwiastków podsta wowych, głównie C i Mn, natomiast ze względu na po datność do przeróbki plastycznej należy dobrać zakresy dopuszczalnych lub pożądanych zawartości min. Si, S P, N i Al oraz domieszkowych pierwiastków metalicz nych takich jak Cu i Sn. Przy wyborze gatunku stal uwzględniono jego dostępność na rynku krajowych pro ducentów wlewków ciągłych. W zakresie doboru stali określono optymalne wymiary materiału wyjściowego i półwyrobu formowanego na gorąco, będącego wsadem
Wyszukiwarka
Podobne podstrony:
12 Praca zbiorowa Prace IMŻ 1 (2011) Tablica 13. Wyniki badań właściwości mechanicznych próbki
Praca zbiorowa Prace IMŻ 1 (2011) Wyniki badań dylatometrycznych dla wytopu laboratoryjnego gatunku
Prace naukowe Wałbrzyskiej Wyższej Szkoły Zarządzania i Przedsiębiorczości Praca zbiorowa ped
Warunki wynagradzania za pracę i przyznawania innych świadczeń związanych z pracą ustalają układy zb
NAUCZANIE I POPULARYZACJA OCHRONY DZIEDZICTWA praca zbiorowa pod redakcją Bogusława
12. Praca dyplomowa § 57 1. Przez pracę dyplomową rozumie się pracę licencjacką,
31. Praca zbiorowa: Opinia odnośnie bezpiecznego udostępnienia oraz eksploatacji
43. Praca zbiorowa: Scenariusze rozwoju technologicznego przemysłu wydobywczego
55. Praca zbiorowa: Zwalczanie pożarów podziemnych przenośników taśmowych
prace samodzielne. 02- P - choroby psychiczne Przeciwwskazania: • praca w sta
12. Praca dyplomowa § 57 1. Przez pracę dyplomową rozumie się pracę licencjacką,
więcej podobnych podstron