4307685409
12 Praca zbiorowa Prace IMŻ 1 (2011)
Tablica 13. Wyniki badań właściwości mechanicznych próbki pobranej z ogniwa po finalnej obróbce cieplnej i powierzchnio-Table 13. Results of mechanical property tests for sample taken from link after finał heat and surface treatment
Oznaczenie próbki
Szerokość, mm
3,18
Roa, MPa R,„, MPa Moduł Younga E, MPa
1535 1671 227004
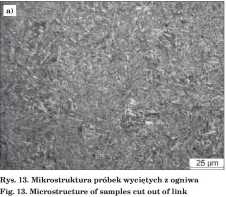
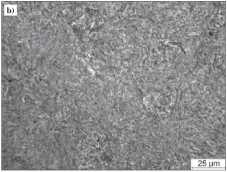
Na rys. 13 zamieszczono przykładową mikrostrukturę badanych ogniw. Stwierdzono równomierną mikrostrukturę martenzytu odpuszczonego we wszystkich badanych próbkach. W obszarach przypowierzchniowych ogniwa występowało nieznaczne odwęglenie niezupełne o głębokości ok. 20 jim (0,02 mm), które nie stanowi wady wyrobu.
Do badań właściwości mechanicznych zastosowano nietypową próbkę wykonaną z ogniwa po finalnej obróbce cieplnej. Wyniki badań właściwości mechanicznych zamieszczono w tablicy 13. Badana próbka charakteryzuje się wysoką wytrzymałością 1671 MPa i dobrą plastycznością - oszacowaną z krzywej rozciągania na poziomie ok. 4%.
9. OBRÓBKA CIEPLNA MODELOWYCH ŁUSEK
Obróbka cieplna łusek obejmująca ulepszanie cieplne płaszcza jest realizowana w celu nadania właściwości mechanicznych w tej części wyrobu. Dodatkowo w obszarze szyjki łusek jest realizowane miejscowe zmiękczanie, które w połączeniu z następującym po nim kształtowaniem na zimno ma zapewnić wymagane w tym miejscu łuski właściwości. Proces hartowania prowadzono z wykorzystaniem metody nagrzewania indukcyjnego strefowego i chłodzenia natryskowego. Polega ona na zastosowaniu wąskiego induktora - wzbudnika, który nagrzewa fragment obracającego się przedmiotu. Nagrzewany przedmiot jest płynnie przesuwany w osi pionowej wzbudnika i po osiągnięciu temperatury przemiany austenitycznej wchodzi w obszar schładzania natryskowego wodnego realizowanego za pomocą odpowiednio ukształtowanego pierścienia. W trakcie nagrzewania i chłodzenia łuska obraca się wokół osi pionowej i jest odwrócona dnem do góry, a pierścienie grzewczy i chłodzący przesuwają się od dołu do góry urządzenia, czyli od szyjki do dna łuski. Fotografia na rys. 14 przedstawia strefowe nagrzewanie indukcyjne i chłodzenie strumieniem wodnym. Przed nagrzewaniem indukcyjnym i chłodzeniem wodnym łuska jest w stanie po zmiękczaniu i pierwszym zawężaniu.

Rys. 14. Hartowanie w strumieniu wodnym po indukcyjnym nagrzaniu strefowym łuski
Fig. 14. Quench hardening in water jet after induction zonę heating of cartridge case
Wykonano pomiary twardości na przekroju poprzecznym pierścieni pobranych z wytłoczek po hartowaniu zgodnie ze schematem przedstawionym na rys. 15. Szerokość pierścieni wynosiła 30 mm. Wyniki pomiarów zamieszczono w tablicy 14. Pomiary twardości na grubości ścianki wykazały poprawną w zakresie wartości i równomierności twardość, świadczącą o występowaniu struktury martenzytu na całej długości wytłoczek.
Wyszukiwarka
Podobne podstrony:
Praca zbiorowa Prace IMŻ 1 (2011) Praca zbiorowa Prace IMŻ 1 (2011) Wytrzymałość n.
Praca zbiorowa Prace IMŻ 1 (2011) Wyniki badań dylatometrycznych dla wytopu laboratoryjnego gatunku
13 Prace IMZ 1 (2011) Technologie kształtowania plastycznego na zimno i obróbki cieplnej ... Rys. 15
Prace IMZ 1 (2011) Technologie kształtowania plastycznego na zimno i obróbki cieplnej ... Tablica 4.
Prace IMZ 1 (2011) Technologie kształtowania plastycznego na zimno i obróbki cieplnej ... Tablica 11
10 Prace IMŻ 1 (2011) Charakterystyki odpuszczania Charakterystyki odpuszczania w postaci zależności
14 Prace IMŻ 1 (2011) 14 Prace IMŻ 1 (2011) Odległość od szyjki łuski, mm Rys. 16. Rozkład twardości
16 Prace IMŻ 1 (2011) róbki plastycznej w zakresie konstrukcji i wytworzenia wyrobów i narzędzi do i
Prace IMZ 1 (2011) Technologie kształtowania plastycznego na zimno i obróbki cieplnej ... lu dodi .
700 Prace IMZ 1 (2011) Technologie kształtowania plastycznego na zimno i obróbki cieplnej ... 600 o
CCF20130611�005 12 Praca zbiorowa pod rod. J. Pancowicza si o O c Z o G * •O Ul * K o- si o c/) -
92 Henryk Dyja, Sebastian Mróz, Anna Kawałek, Piotr Szota, Andrzej Stefanik Prace IMŻ 1 (2012) Tabli
CCF20130611�005 12 Praca zbiorowa pod rod. J. Pancowicza Rys. 1.5. Schematyczne przedstawienie niewy
CCF20130611�005 12 Praca zbiorowa pod rod. J. Pancowicza Rys. 1.5. Schematyczne przedstawienie niewy
PICT0049 (4) 94 J. Bendkowski, G. Radziejowską 12. Praca zbiorowa: Zakup - metody,
CCF20130525�004 (2) 12 12 Praca zbiorowa pod red. J- Pancewicza I 2.2-2. Pomiar kąta pochylenia koła
13 Wyniki badań dotyczące zarówno procesu pracy. Jak 1 sposobów podnoszenia jej wydajności, uzyskane
Prace 10 2/2009 Wpływ obróbki cieplnej na właściwości mechaniczne staliwa
więcej podobnych podstron