4307685422
Prace IMZ 1 (2011) Technologie kształtowania plastycznego na zimno i obróbki cieplnej ...
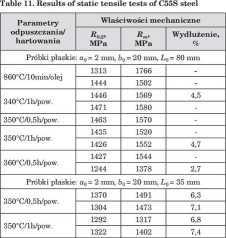
Tablica 11. Wyniki statycznych prób rozciągania stali C55S
ne, a różnią się tym, że wykres dla wytopu S120 jest - zgodnie z oczekiwaniami - przesunięty nieco w prawo. Nawet dla nąjwiększych zastosowanych szybkości chłodzenia nie nastąpiła przemiana całkowicie marten-zytyczna, ale udział innych faz jest bardzo mały. Dla wytopu o wyższej zawartości węgla maksymalna uzyskana twardość wynosi 614 HV10, a dla wytopu o niższej zawartości węgla maksymalna uzyskana twardość (przy większej szybkości chłodzenia) wynosi 602 HV10. Zmierzona temperatura całkowitej przemiany w austenit podczas wolnego nagrzewania (Ae3) dla badanych wytopów wynosi ok. 810”C. Wynika z tego, że w procesach przemysłowych temperatura austenityzowania stali C35 powinna mieścić się w zakresie AC3 + (30*50) °C, czyli od 840 do 860°C.
Harto wność
Badania hartowności wykonano dla gatunków C35L oraz C35E, stosując metodę oziębiania od czoła (próba Jominy’ego). Zastosowano dwie temperatury austenityzowania: 860"C i 930°C. Po hartowaniu z niższej temperatury austenityzowania 860°C otrzymano krzywe twardości wzdłuż próbki Jominy’ego świadczące o tym, że głębokość zahartowania na martenzyt (> 90% martenzytu) dla stali C35 w warunkach jednostronnego chłodzenia wodnego wynosi ok. 3 mm. Podwyższenie temperatury austenityzowania do 930°C zmienia kształt krzywej, ale niewiele zwiększa głębokość zahartowania na martenzyt. Maksymalny poziom twardości, jaki uzyskano przy chłodzonej powierzchni wynosi ok. 600 HV.
Wyżarzanie zmiękczające
Wyżarzanie zmiękczające polegało na wygrzewaniu w temperaturach poniżej temperatury AŁ. Wymagany stopień zmiękczenia, poniżej 140 HB/HV, dla wytopu C35E uzyskano w wyniku wygrzewania w temperaturze 700°C w czasie powyżej 3 godzin. Dla wytopu C35L najniższy poziom twardości dla zastosowanych parametrów wynosił 145 HV po wygrzewaniu w temperaturze 700°C w czasie powyżej 4 godzin. W celu powtarzalnego uzyskiwania twardości niższej od 140 HB/ HV dla różnych wytopów stali C35 należy zastosować temperaturę z zakresu 690*700°C i odpowiednio długi czas wyżarzania dobrany eksperymentalnie. Stosowanie temperatury wyższej niż 700°C nie jest zalecane, gdyż na skutek niedokładności w uzyskaniu rzeczywistej temperatury materiału może nastąpić przekroczenie temperatury AC3 i reaustenityzacja, prowadząca po ochłodzeniu do wzrostu twardości.
Charakterystyki odpuszczania
Zależności twardości od temperatury i czasu odpuszczania opracowano dla wytopów C35E i C35L z zastosowaniem próbek o trzech grubościach: 5,1,5 i 0,7 mm, zahartowanych w wodzie z temperatury 860°C. Stwierdzono, że grubość próbek nie wywiera istotnego wpływu na twardość ulepszonych cieplnie próbek. Z analizy charakterystyk odpuszczania wynika, że wymaganą twardość płaszcza łusek można uzyskać dla całego zakresu grubości 0,7*5,0 mm w wyniku odpuszczania w temperaturze z zakresu 400*450°C w czasie 30*120 minut. Żądaną wartość twardości można uzyskać poprzez dobór parametrów odpuszczania na podstawie opracowanych charakterystyk.
Właściwości mechaniczne w stanie ulepszonym cieplnie
Badanie właściwości mechanicznych w próbie jednoosiowego rozciągania wykonano dla wytopu C35E. Po odpuszczaniu w temperaturach z zakresu 420*430°C, zapewniającym wymaganą twardość, uzyskano wartości granicy plastyczności i wytrzymałość powyżej 1000 MPa i jednocześnie wydłużenie A5 powyżej 12% (na próbkach okrągłych), co ze znacznym nadmiarem spełnia ustalone wymagane wartości.
ANALIZA CHARAKTERYSTYK MATERIAŁOWYCH STALI C55 W ASPEKCIE WYMAGANYCH WŁAŚCIWOŚCI TECHNOLOGICZNYCH I UŻYTKOWYCH
Przemiany fazowe w trakcie ciągłego chłodzenia z zakresu temperaturowego trwałości austenitu
W celu zbadania przemian fazowych zachodzących w trakcie chłodzenia stali C55 z temperaturowego zakresu trwałości austenitu opracowano wykres CTPc-Wykres opracowano dla wytopu S124 - wytop laboratoryjny (gatunek C55L). Całkowicie martenzytyczną strukturę otrzymano dla krytycznej szybkości chłodzenia równej ok. 50°C/s i uzyskano twardość ok. 770 HV10. Zmierzona temperatura całkowitej przemiany w austenit podczas wolnego nagrzewania (Acs) dla wytopu S124 jest równa 779°C. Wynika z tego, że w procesach przemysłowych temperatura austenityzowania stali C55 powinna mieścić się w zakresie AC3 + (30*50) °C, czyli od 810 do 830°C.
Harto wność
Do stosowanej do produkcji ogniw taśmy stalowej o grubości 2 mm, hartowność stali C55 jest wystarczająca ze znacznym nadmiarem i dlatego nie była przedmiotem badań standardowymi metodami. Z obliczeń teoretycznych i z wykresu CTPc wynika, że chłodzenie wyrobów ze stali C55 w oleju powoduje zahartowanie na wskroś do grubości ok. 8 mm, a chłodzenie w wodzie do grubości ok. 12 mm.
Wyszukiwarka
Podobne podstrony:
Prace IMZ 1 (2011) Technologie kształtowania plastycznego na zimno i obróbki cieplnej ... Tablica 4.
13 Prace IMZ 1 (2011) Technologie kształtowania plastycznego na zimno i obróbki cieplnej ... Rys. 15
Prace IMZ 1 (2011) Technologie kształtowania plastycznego na zimno i obróbki cieplnej ... lu dodi .
700 Prace IMZ 1 (2011) Technologie kształtowania plastycznego na zimno i obróbki cieplnej ... 600 o
11 Prace EMZ 1 (2011) Technologie kształtowania plastycznego na zimno i obróbki cieplnej ... Rys. 10
Prace EMZ 1 (2011) Technologie kształtowania plastycznego na zimno i obróbki cieplnej
17 Prace EMZ 1 (2011) Technologie kształtowania plastycznego na zimno i obróbki cieplnej ... DOBÓR
Istota /.różnicowania metod kształtowania plastycznego na zimno i na gorąco. Podczas odkształcania
2. Stal narzędziowa do pracy na zimno - Obróbka cieplna. Obróbka cieplna ze względu na charakter pra
14 Prace IMŻ 1 (2011) 14 Prace IMŻ 1 (2011) Odległość od szyjki łuski, mm Rys. 16. Rozkład twardości
16 Prace IMŻ 1 (2011) róbki plastycznej w zakresie konstrukcji i wytworzenia wyrobów i narzędzi do i
4-2003 TRIBOLOGIA 15 Poza zużyciem adhezyjnym w przypadku narzędzi do obróbki plastycznej na zi
Tłoczenie Tłoczenie, jest to obróbka plastyczna na zimno lub na gorąco, obejmująca procesy cięcia i
034 6 4.3. Zmiana struktury w wyniku odkształcenia plastycznego na zimno Decydujące znaczenie w proc
CCI20101212�025 264. LITERATURA: 1. Erbel S., Kuczyński K., Marciniak Z., : Obróbk
L. Berkowski litu, co uniemożliwia obróbkę plastyczną na zimno tych materiałów. W grupie stali stopo
więcej podobnych podstron