4307685412
Prace EMZ 1 (2011) Technologie kształtowania plastycznego na zimno i obróbki cieplnej ..
|
Oznaczenie próby |
Boa! MPa |
Rm, MPa |
a5, |
|
2HOZ/1 |
510 |
628 |
8,0 |
|
2HOZ/2 |
508 |
666 |
9,6 |
|
2HOZ/3 |
728 |
1003 |
4,6 |
|
2HOZ/4 |
656 |
1003 |
3,0 |
|
2HOZ/5 |
728 |
999 |
4,0 |
|
2HOZZa/3 |
696 |
995 |
5,0 |
|
2HOZZa/4 |
684 |
1013 |
5,0 |
|
2HOZZa/5 |
684 |
1014 |
5,0 |
nie uzyskano wymaganej wartości wydłużenia. Pozostałe próbki spełniły wszystkie wymagania w zakresie wytrzymałości (Rm > 900 MPa) oraz plastyczności (A5 > 4%). W obszarze szyjki łuski uzyskano wydłużenie As
0 wartościach 8,0 i 9,6%.
Tablica 15. Wyniki badań właściwości mechanicznych wyznaczonych w statycznej próbie rozciągania próbek pobranych z wytloczek po obróbce cieplnej. Próbki 2HOZ/1
1 2IIOZ/2 pobrano ze strefy zmiękczonej w obszarze szyjki łuski, a pozostałe ze środkowej części płaszcza łuski Table 15. Resułts of testing mechanical properties deter-mined in static tensiłe test for sampłes taken from cups after heat treatment. The 2HOZ/1 and 2HOZ/2 sampłes were taken from softened zonę within the cartridge case neck area, while the others - from the middle part of the cartridge case shell
WYNIKI BADAŃ ŁUSEK Z PARTII PRZEDMODELOWEJ PO TESTACH STRZELANIA
Partia łusek przeznaczona do badań w warunkach poligonowych składająca się z 20 sztuk została nazwana u wykonawcy testów strzelania „przedmodelową”. Do badań z tej partii wytypowano łuski po testach strzelania (oznaczone L8 i L10). Zakres badań łusek obejmował pomiary twardości na długości płaszcza oraz wyznaczenie właściwości mechanicznych z wybranych obszarów próbek. Wyniki pomiarów twardości dla badanych łusek przedstawia rys. 19. Łuski spełniły wymagania w odniesieniu do wartości twardości w poszczególnych strefach. Na uwagę zasługuje także fakt dobrej powtarzalności twardości dla badanych próbek. Do badań właściwości wytrzymałościowych w statycznej próbie rozciągania wytypowano po jednej próbce z obszarów szyjki łusek (nr 8-2 i 10-2) i po jednej ze środkowej części płaszczy łusek (nr 8-4 i 10-4). Wynik badań właściwości mechanicznych zamieszczono w ta blicy 16. Uzyskane wartości wytrzymałości oraz wy dłużenia wskazują na poprawność doboru parametrów technologii obróbki cieplnej i prawidłowy przebieg za biegów technologii wytwarzania. W przypadku właści wości mechanicznych na uwagę także zasługuje dobra powtarzalność uzyskanych wyników pomiarów.
PODSUMOWANIE
Celem pracy było opracowanie podstaw technologii seryjnej produkcji elementów stalowych amunicji kalibru 30 mm, tj. łuski oraz ogniwa taśmy rozsypnej. Założenia do technologii opracowano dla seiyjnej produkcji tych wyrobów na podstawie wytworzonych w projekcie partii modelowych. Technologie wytwarzania łusek i ogniw stalowych podzielono na dwa główne etapy. Pierwszy etap dotyczył doboru materiału oraz parametrów obróbki cieplnej na poszczególnych etapach wytwarzania, a drugi etap był związany z technologią ob-
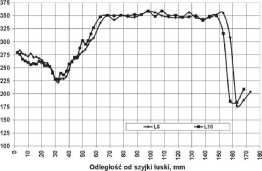
Rys. 19. Rozkłady twardości na długości płaszcza łusek po testach ostrzałem Fig. 19. Distributions of hardness over cartridge case shell length after firing tests
Tablica 16. Wyniki badań właściwości mechanicznych wyznaczonych w próbie statycznego rozciągania próbek pobranych z łusek po testach strzelania
Table 16. Resułts of testing mechanical properties determined in static tensiłe test for sampłes taken from cartridge cases after shooting tests
|
Oznaczenie próbki |
MPa |
R„„ MPa |
a5, |
Grubość ścianki w miejscu pobrania próbki, mm |
Miejsce pobrania |
|
8_2 |
706 |
763 |
9,3 |
0,68 |
Szyjka łuski |
|
8_4 |
804 |
1014 |
8,7 |
1,04 |
Płaszcz łuski |
|
10_2 |
583 |
779 |
12,3 |
0,71 |
Szyjka łuski |
|
10_4 |
700 |
1018 |
8,7 |
1,06 |
Płaszcz łuski |
Wyszukiwarka
Podobne podstrony:
11 Prace EMZ 1 (2011) Technologie kształtowania plastycznego na zimno i obróbki cieplnej ... Rys. 10
17 Prace EMZ 1 (2011) Technologie kształtowania plastycznego na zimno i obróbki cieplnej ... DOBÓR
13 Prace IMZ 1 (2011) Technologie kształtowania plastycznego na zimno i obróbki cieplnej ... Rys. 15
Prace IMZ 1 (2011) Technologie kształtowania plastycznego na zimno i obróbki cieplnej ... lu dodi .
Prace IMZ 1 (2011) Technologie kształtowania plastycznego na zimno i obróbki cieplnej ... Tablica 4.
700 Prace IMZ 1 (2011) Technologie kształtowania plastycznego na zimno i obróbki cieplnej ... 600 o
Prace IMZ 1 (2011) Technologie kształtowania plastycznego na zimno i obróbki cieplnej ... Tablica 11
Istota /.różnicowania metod kształtowania plastycznego na zimno i na gorąco. Podczas odkształcania
2. Stal narzędziowa do pracy na zimno - Obróbka cieplna. Obróbka cieplna ze względu na charakter pra
4-2003 TRIBOLOGIA 15 Poza zużyciem adhezyjnym w przypadku narzędzi do obróbki plastycznej na zi
Tłoczenie Tłoczenie, jest to obróbka plastyczna na zimno lub na gorąco, obejmująca procesy cięcia i
034 6 4.3. Zmiana struktury w wyniku odkształcenia plastycznego na zimno Decydujące znaczenie w proc
CCI20101212�025 264. LITERATURA: 1. Erbel S., Kuczyński K., Marciniak Z., : Obróbk
L. Berkowski litu, co uniemożliwia obróbkę plastyczną na zimno tych materiałów. W grupie stali stopo
Proces rekrystalizacji. Metal odkształcony w czasie obróbki plastycznej na zimno posiada większą
Płatwie z kształtowników giętych na zimno z cienkich blach najczęściej inają przekroje klas 3. lub 4
więcej podobnych podstron