4962385163
Nowe technologie lotniczych silników turbinowych 25
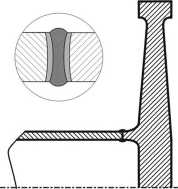
Rys. 1. Przykład łączenia wału z tarczą turbiny metodą obrotowego zgrzewania tarciowego
Proces łączenia części składa się z pięciu etapów: mocowania łączonych części, zadania określonej prędkości obrotowej i siły docisku, utrzymania zadanych warunków do czasu uzyskania niezbędnej temperatury, wyłączenia obrotów i zwiększenia siły docisku, zdjęcia wyrobu ze stanowiska. Cykl zgrzewania tarciowego trwa kilkadziesiąt sekund. W urządzeniach do zgrzewania dużych części (np. średnica wałka 150 mm, średnica rury 400 mm, długość łączonych części 1120 mm) siła docisku łączącego części wynosi 2500 kN.
Obrotowe zgrzewanie tarciowe stosuje się do wykonywania bardzo odpowiedzialnych połączeń, między innymi, do łączenia wałów z tarczami turbin i sprężarek oraz do łączenia tarcz sprężarek, jak również do łączenia mniejszych części, takich jak: zawory, suwaki, dźwignie.
Łączone
(podkładka)
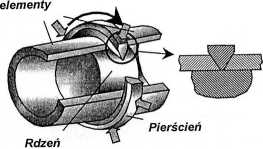
Rys. 2. Schemat promieniowego zgrzewania tarciowego
Promieniowe zgrzewanie tarciowe (rys. 2) jest rozwinięciem spawania obrotowego, przeznaczonym głównie go łączenia rur. Jego podstawową zaletą jest wyeliminowanie obracania łączonych elementów. Połączenie formuje się pod wpływem ciepła wydzielającego się przy tarciu obracającego się pierścienia dociskanego do krawędzi obu końcówek łączonych rur. Pierścień jest wykonany z takiego samego materiału jak łączone rury. Fazowania końców rur i przekrój wewnętrznej powierzchni pierścienia w kształcie litery V zwiększają powierzchnię tarcia Zgrzewanie takie jest stosowane do łączenia przewodów rurowych wykonywanych ze zwykłych i nierdzewnych stali. Zapewnia ono wyższą jakość połączenia niż metody spawania.
Wyszukiwarka
Podobne podstrony:
Nowe technologie lotniczych silników turbinowych 27 Trzpieniowe (ściegowe) zgrzewanie tarciowe (rys.
Nowe technologie lotniczych silników turbinowych 31 Nowe technologie lotniczych silników turbinowych
Nowe technologie lotniczych silników turbinowych 33 porne na ścieranie, współpracujące z pokryciami
Nowe technologie lotniczych silników turbinowych 35 specjalnych stopów wytwarzających samoczynnie na
Nowe technologie lotniczych silników turbinowych 23 Nowe technologie stosowane w produkcji lotniczyc
Nowe technologie lotniczych silników turbinowych 29 Łopatki wirnikowe mają bardziej skomplikowany ks
PRACE INSTYTUTU LOTNICTWA 213, s. 22-36, Warszawa 2011NOWE TECHNOLOGIE LOTNICZYCH SILNIKÓW TURBINOWY
WSPÓŁCZESNE I PRZYSZŁE MATERIAŁY KONSTRUKCYJNE W LOTNICZYCH SILNIKACH TURBINOWYCH Jan
36 Jan Godzimirski Pokrycia termoizolacyjne stosowane są w budowie lotniczych silników turbinowych j
CCF20090512�009 Rys.4.^ Przykłady łączenia rur z żeliwa sferoidałnego z rurami z innych materiałów i
Obraz0043 43 Rys. 3.5. Przykłady łączenia części ostrzowej noża z trzonkiem: a) przez zgrzewanie doc
a) b) Rys. 37. Silnik turbinowy K-15: a) widok [13,25], b) przekrój podłużny [13,25] Pierwszy stopie
Rozwiązanie ^yT]h O a = 25° Rys.42 Z przykładu 18 mamy, że /* = /,=(48) Określenie momentu dewiacji
WYKŁADY NA SESJACH N AUKOWYCHI. NOWE TECHNOLOGIE I PRZYKŁADY ICH ZASTOSOWANIA - Mikromacierze,
więcej podobnych podstron