w w w . c h o m i k u j . p l / M a r W a g 9 8 7
- 1 -
ODLEWNICTWO
Wykłady
Semestr 5
Odlewnictwo - wykład 1.ppt
w w w . c h o m i k u j . p l / M a r W a g 9 8 7
- 2 -
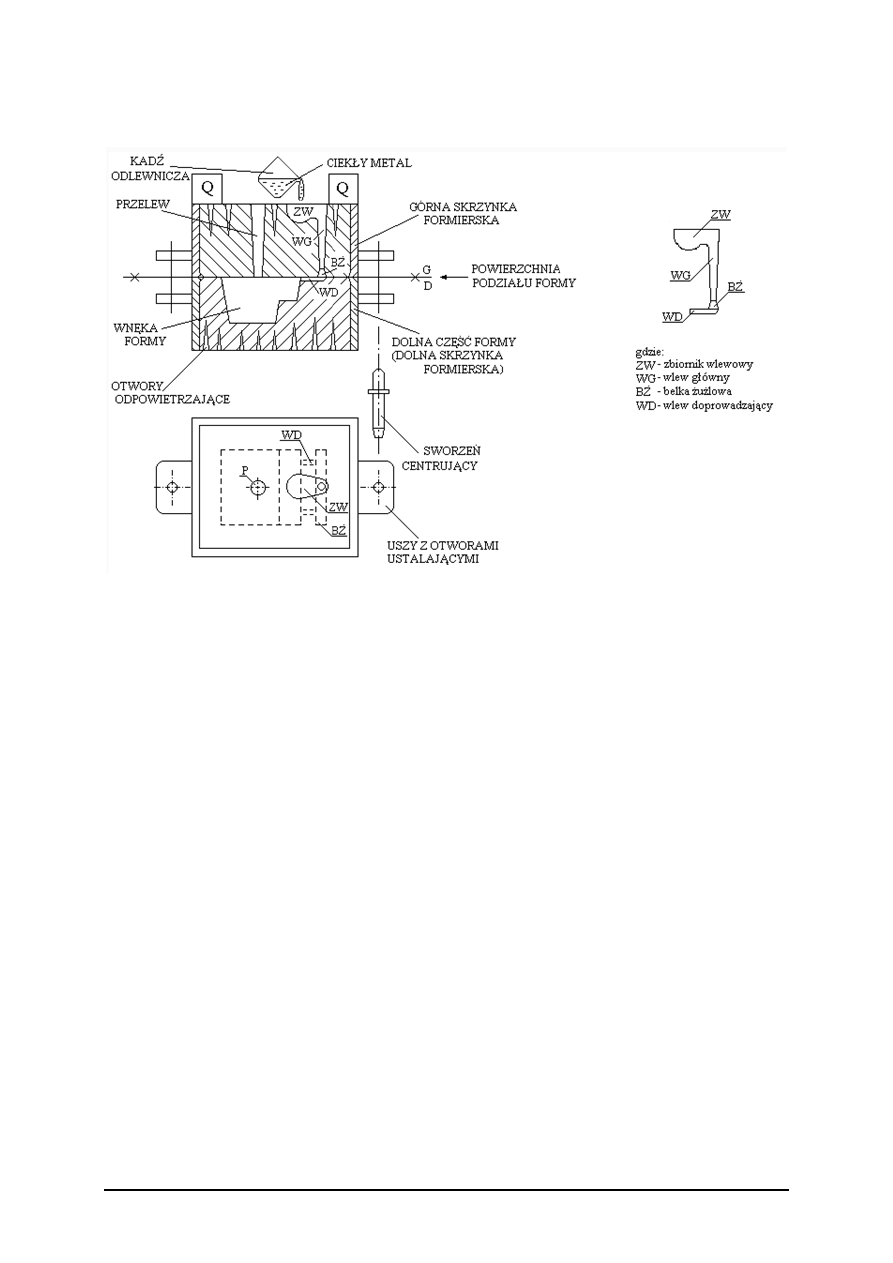
Forma dzielona bez rdzenia
Układ wlewowy
Układ wlewowy może być powiększony o :
podstawę wlewu głównego oraz wlew rozprowadzający.
----------------------------------------------------------------------------------------------------------------
Zespół modelowy składa się z :
•
Odlew
•
Model
•
Rdzennica
•
Rdzeń
Materiały stosowane na rdzenie :
1)
Stopy aluminium
2)
Tworzywa stuczne
3)
drewno
Materiały na osnowe:
1)
piasek kwarcowy
2)
piasek cyrkonowy
3)
piasek dizinowy ?
<<<<<<<<<<<< sprawdzić !!!!
4)
piasek martenzytowy ?
<<<<<<<<<<<< sprawdzić !!!!
5)
piasek glinokrzemianowy
Skład masy formierskiej:
•
osnowa 85 – 99,5 %
•
spoiwa 0,5 – 15 %

w w w . c h o m i k u j . p l / M a r W a g 9 8 7
- 3 -
Mareiały wiążące :
1)
glina kaolinowa
2)
bentonit
3)
cement
4)
gips
Spoiwa:
1)
krzemian sodu
2)
krzemian etylu
Metody wykonywania form i rdzeni:
1)
formowanie skrzyniowe
2)
formowanie wzornikiem
3)
maszynowe wykrawanie form w skrzynkach
Organiczne spoiwa
1)
ż
ywice syntetyczne
2)
fenolowo – formaldehydowa
3)
mocznikowo - formaldechydowa
4)
alkilowa
Cechy modeli odlewniczych:
1)
duża dokładność wymiarowa
2)
stabilność wymiarowa
3)
duża odporność na zużycie
4)
mała chropowatość
5)
dobra obrabialność
6)
niski koszt produkcji
Proces technologiczny wykonania odlewu w formie piaskowej:
1.
Projekt
2.
wykonanie zespołu modelowego
3.
przygotowanie masy formierskiej i rdzeniowej
4.
przygotowanie formy do zalania ciekłym metalem
5.
przygotowanie ciekłego metalu (proces metalurgiczny)
6.
zalewanie formy
7.
wybicie odlewu z formy
8.
kontrola jakości
9.
oczyszczenie odlewu, odcięcie układu wlewowego
10.
kontrola jakości
POWIERZCHNIA PODZIAŁU
•
umożliwia proces formowania (wyjęcie modelu z formy).
•
Powierzchni podziału powinno być jak najmniej (powstaje zalewka, przestawienie).
w w w . c h o m i k u j . p l / M a r W a g 9 8 7
- 4 -
NADDATKI TECHNOLOGICZNE:
•
pochylenia odlewnicze,
•
wypełnienie małych otworów (<15 mm),
•
odpowiednie dla technologii odlewania ukształtowanie połączeń ścianek,
•
ż
ebra skurczowe
•
NADDATKI NA OBRÓBKĘ SKRAWANIEM
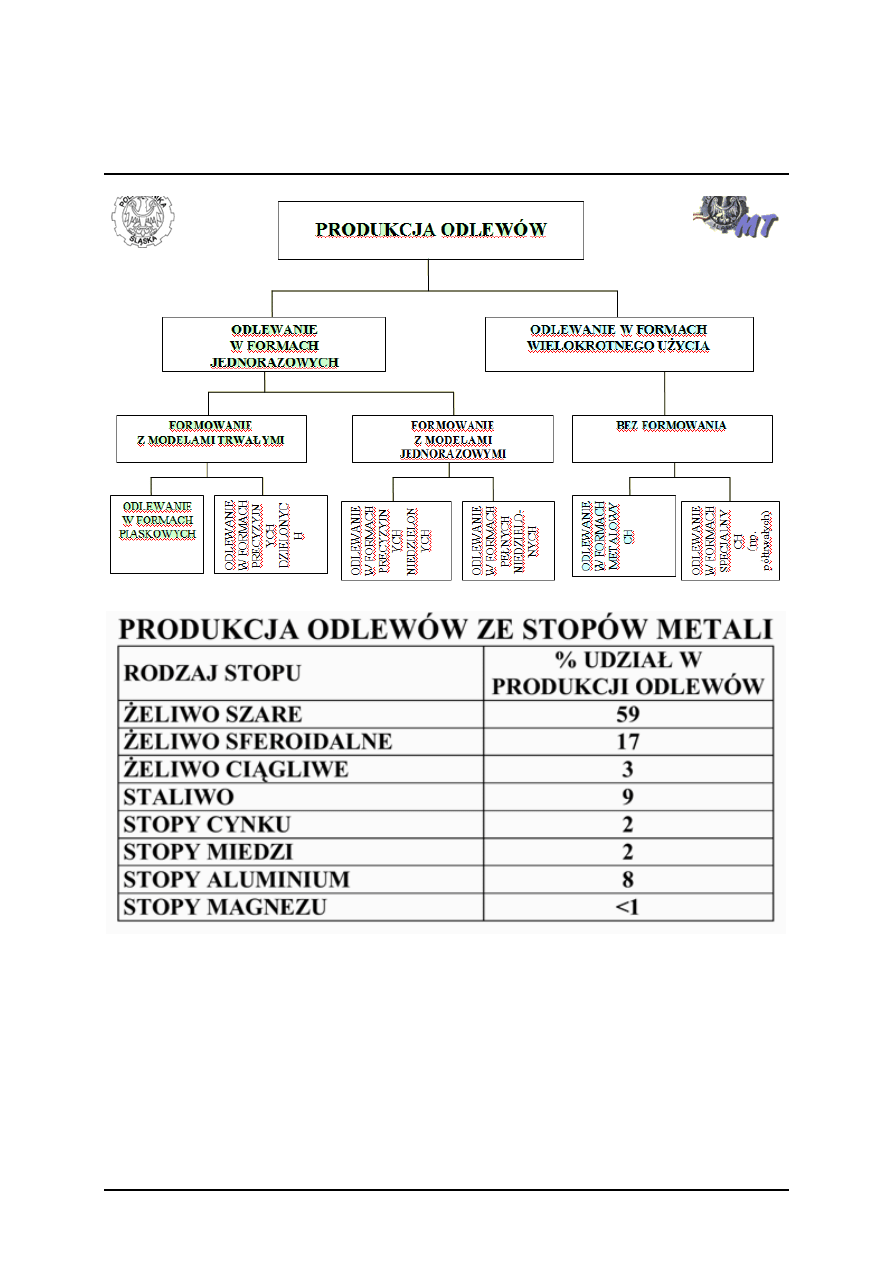
RADZAJE METOD ODLEWANIA :
RODZAJE FORM ODLEWNICZYCH
•
NIETRWAŁE (jednorazowego użytku)
najczęściej tzw formy piaskowe
•
TRWAŁE (wielokrotnego użytku)
formy metalowe (kokile, formy ciśnieniowe)
•
PÓŁTRWAŁE (wykonanie kilku odlewów)
SHCEMAT WYKONANIA FORMY DZIELONEJ Z MEDELEM NIEDZIELONYM
>>
slajd 23 - Odlewnictwo - wykład 1.ppt
>> lub
skrypt strona 47
Skrót / pojęcia :
•
Płyta modelowa
•
Model
•
Skrzynka formierska
•
Puder formierski lub grafit
•
Masa modelowa
•
Masa wypełniająca
•
Ubijak ręczny
•
Nakłuwanie otworów odpowietrzających
•
OBRÓT
•
Wlew główny
•
Górna skrzynka formierska
•
Zbiornik wlewowy
•
Umieszczenie rdzenia, Zalanie, Wyciągnięcie formy
w w w . c h o m i k u j . p l / M a r W a g 9 8 7
- 5 -
Konstrukcja układów wlewowych - wykład 2.ppt
OBLICZANIE UKŁADU WLEWOWEGO zależy od sposobu zalewania formy:
1. Przez dziób kadzi (żeliwo i staliwo)
2. Przez otwór w dnie kadzi (staliwo)
Układy wlewowe
A – górny
B - deszczowy
C - boczny
D – wielopoziomowy (kaskadowy) - UKOŚNY
E - syfonowy
Podstawową zasadą konstruowania układów wlewowych jest wypełnienie wnęki formy
odlewniczej, spokojnie i w określonym czasie. Wszystkie kanały układu wlewowego w
czasie zalewania powinny być całkowicie wypełnione ciekłym metalem.
FWD < FWR < FWG
gdzie:
FWD – suma wlewów doprowadzających,
FWR – powierzchnia przekroju kanału rozprowadzającego,
FWG - powierzchnia przekroju wlewu głównego
w w w . c h o m i k u j . p l / M a r W a g 9 8 7
- 6 -
Krzepnięcie odlewów.ppt
KRZEPNIĘCIE ODLEWÓW MOŻE BYĆ:
•
Ze swobodnym skurczem
•
Z mechanicznym hamowaniem skurczu
•
Z cieplnym hamowaniem skurczu
•
Z mechanicznym i cieplnym hamowaniem skurczu
SKUTKI SKURCZU DLEWNICZEGO W ODLEWACH (WĘZŁACH CIEPLNYCH)
•
JAMY SKURCZOWE (otwarta , ukryta)
•
MAKRORZADZIZNY
•
MIKRORZADZIZNY
!!
Wady skurczowe powstają w wyniku różnicy objętości metalu w stanie ciekłym i stałym
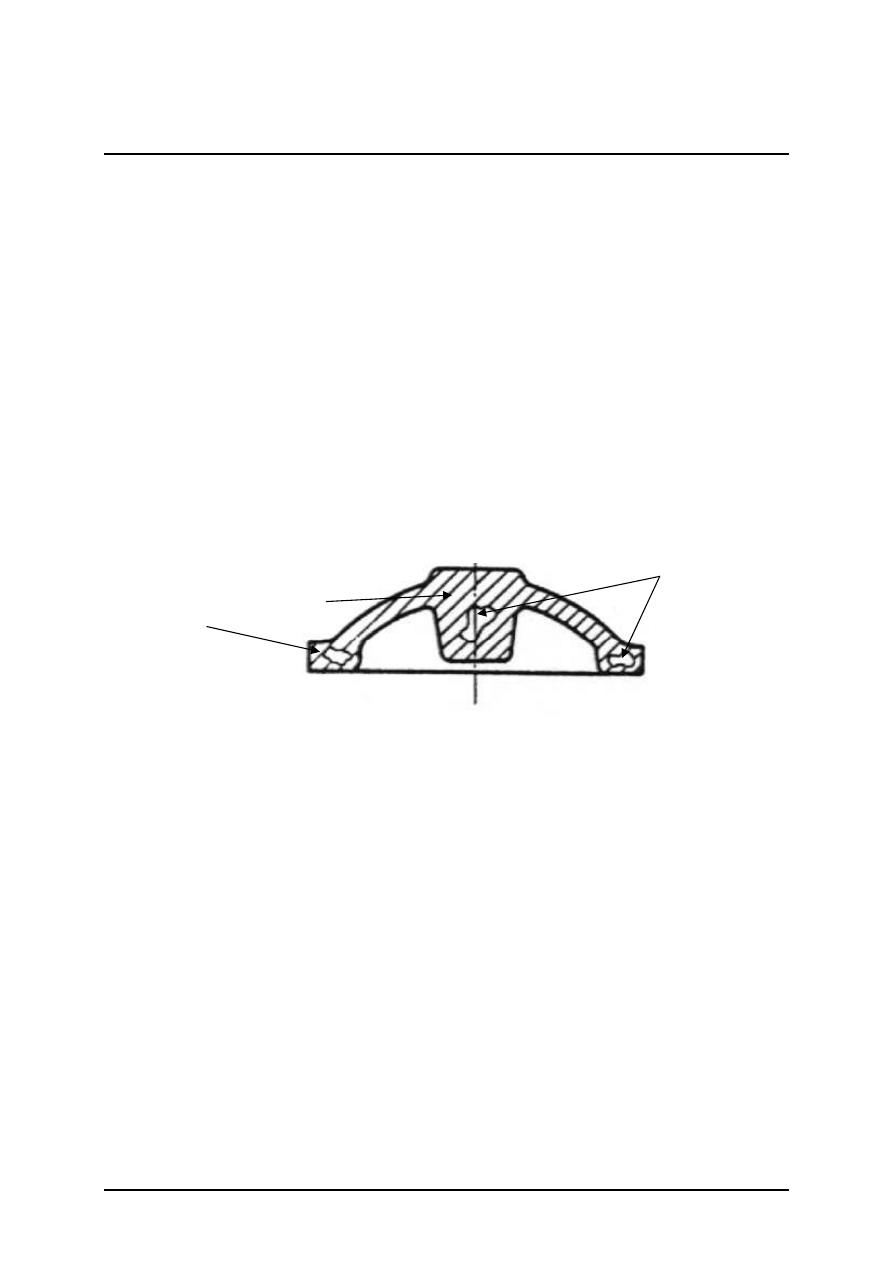
WĘZŁY CIEPLNE
- to miejscowe zgrubienia w odlewach lub połączenia ścianek, które krzepną ostatnie
i w nich mogą występować wady typu skurczowego, np. jamy skurczowe.
RODZAJE WĘZŁÓW CIEPLNYCH
W odlewach mogą występować węzły cieplne typu: „L, V, T, Y, X, Z”
Pojęcie węzła cieplnego w odlewie wiąże się z większą ilością ciepła zakumulowanego
w nim i utrudnionym jego odpływem.
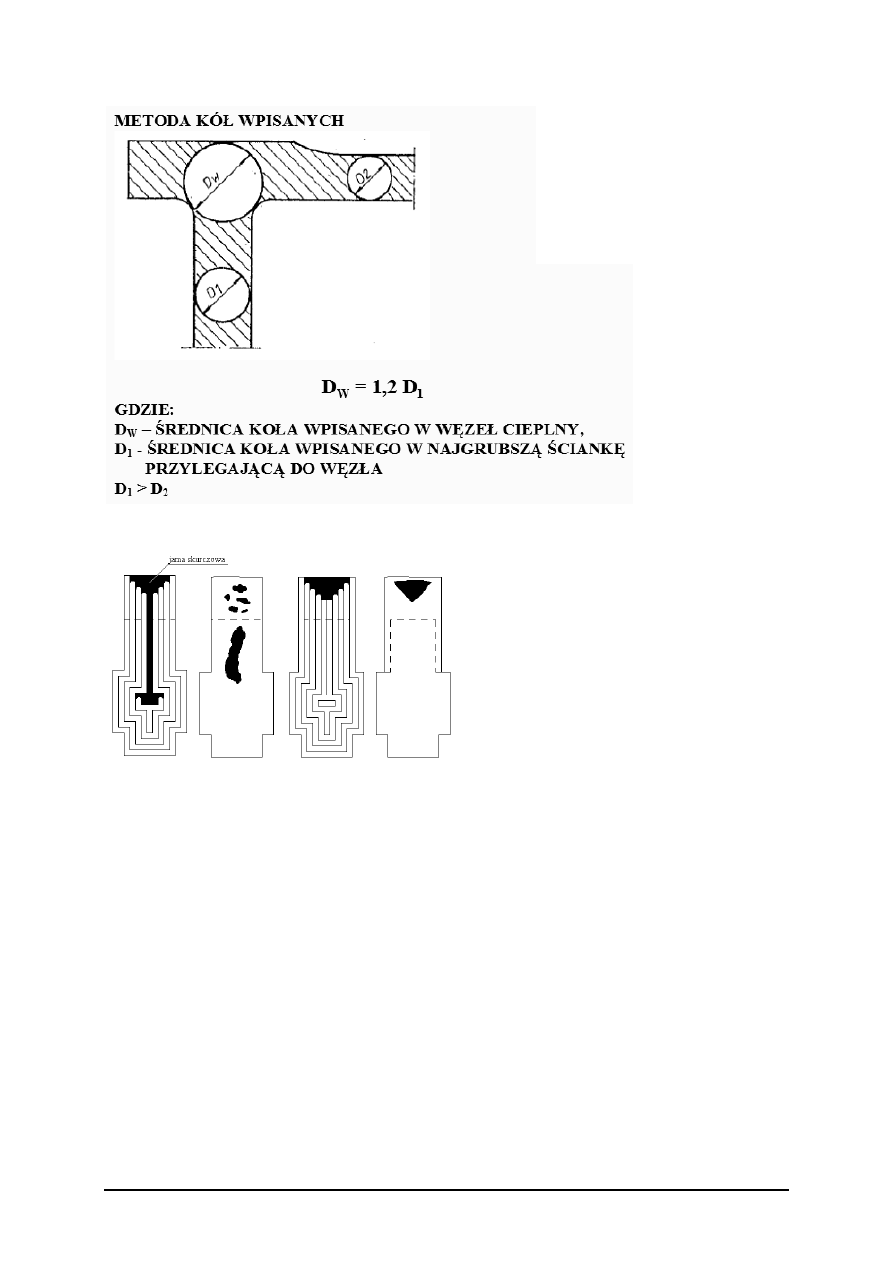
SPOSOBY WYZNACZANIA WĘZŁA CIEPLNEGO
1. Metoda kół wpisanych
2. Metoda izoterm-izosolidusów
3. Metoda modułów
4. Metody komputerowe (symulacja procesu krzepnięcia - laboratorium)
MIEJSCOWE ZGRUBIENIE
Jama
skurczowa
w w w . c h o m i k u j . p l / M a r W a g 9 8 7
- 7 -
•
Metoda izoterm - izosolidusów
•
Metoda modułów
M
odlewu
– moduł odlewu
M
odlewu
= Vo / Fstyg.
M
odlewu
= Powierzchnia przekroju / Obwód przekroju
gdzie: Vo – objętość odlewu
Fstyg. – powierzchnia stygnięcia
Jeżeli:
M
pewnej części odlewu
>= 1,2 M
najgrubszej ścianki przyległej do tego miejsca
to w tej części odlewu występuje węzeł cieplny
w w w . c h o m i k u j . p l / M a r W a g 9 8 7
- 8 -
SPOSOBY ZAPOBIEGANIA WADOM SKURCZOWYM W ODLEWACH
(w węzłach cieplnych)
- to takie kształtowanie odlewu, aby proces krzepnięcia odbywał się:
•
Jednocześnie
lub
•
Kierunkowo
REALIZACJA KRZEPNIĘCIA JEDNOCZESNEGO dotyczy odlewów cienkościennych i
o mało zróżnicowanej grubości ścianki, ze stopów o małym skurczu (żeliwo szare). Ciekły
metal do wnęki formy doprowadza się do najcieńszych ścianek (wlewy doprowadzające) .
Przy krzepnięciu jednoczesnym różnice czasów krzepnięcia poszczególnych części
odlewu nie mogą być większe od 20%.
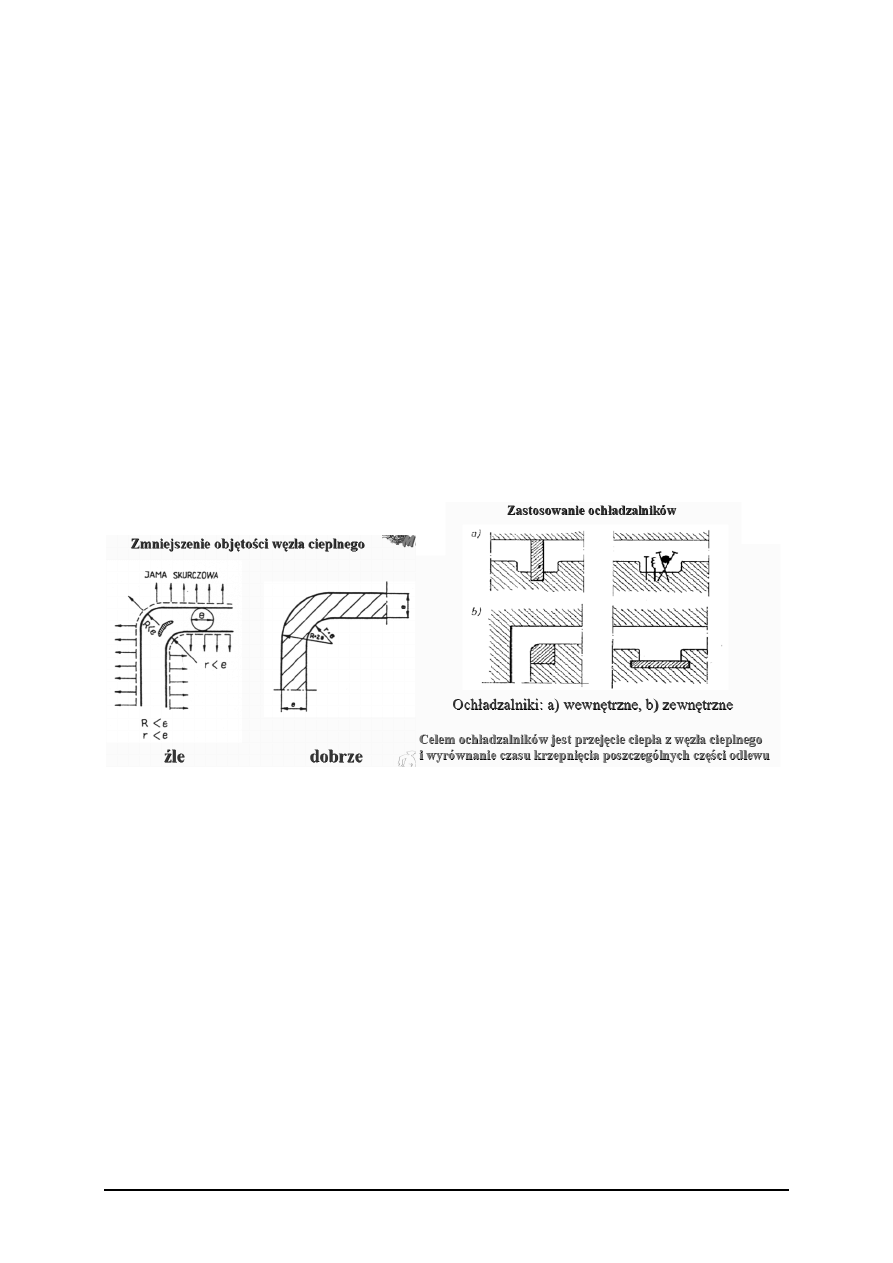
REALIZACJA KRZEPNIĘCIA JEDNOCZESNEGO odbywa się poprzez :
1.
Zmianę kształtu odlewu (zmniejszenie węzła cieplnego)
2.
Stosowanie ochładzalników
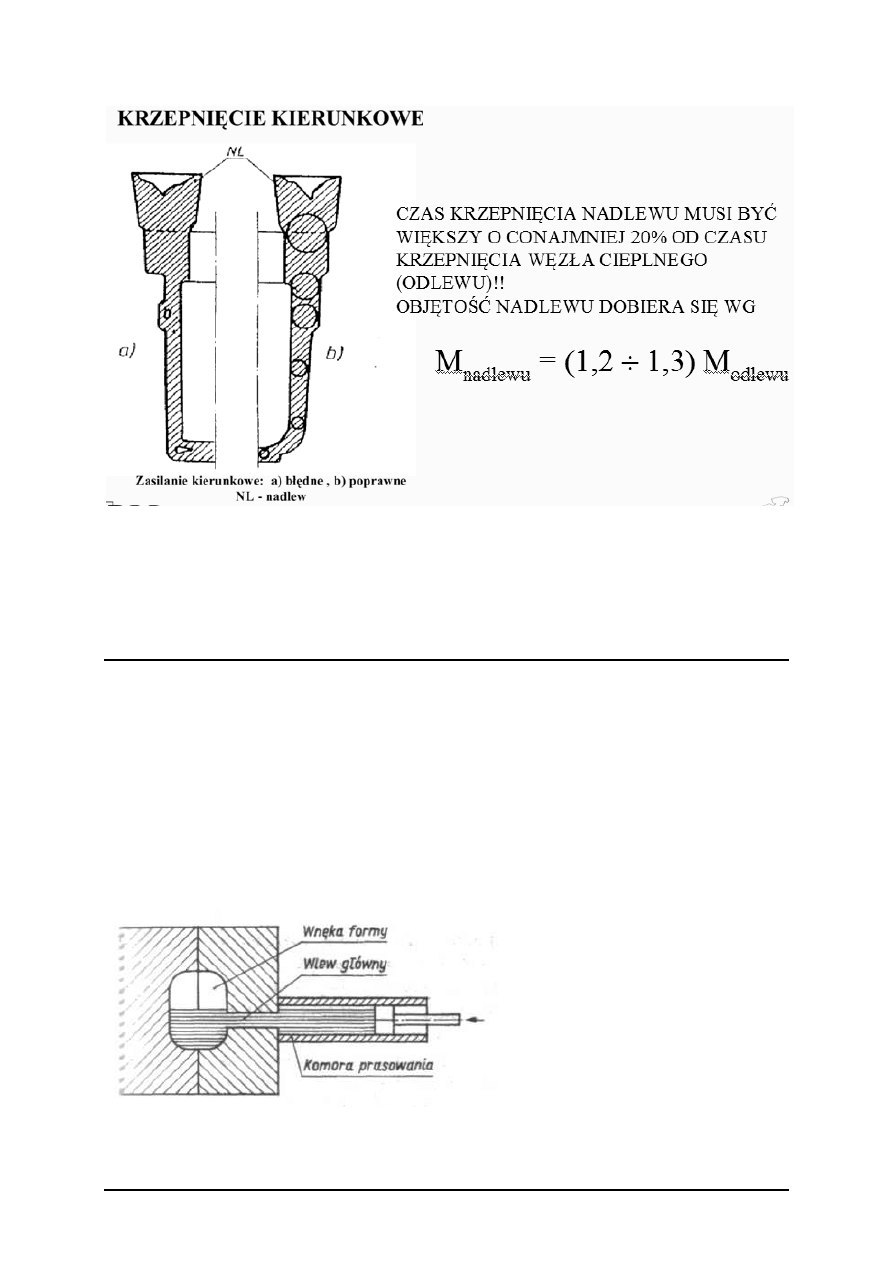
REALIZACJA KRZEPNIĘCIA KIERUNKOWEGO odlew tak kształtujemy, aby
krzepnięcie rozpoczynało się w najcieńszych miejscach i przesuwając się w jednym kierunku,
kończyło w miejscach o największej objętości (najgrubszych), przy których umieszcza się
naddatki technologiczne zwane NADLEWAMI.
Stosuje się w odlewach wykonywanych ze stopów o dużym skurczu (np. staliwo),
grubościennych i o zróżnicowanej grubości ścianki. Ciekły metal doprowadza się do
najgrubszych miejsc.
KRZEPNIĘCIE KIERUNKOWE W ODLEWACH realizowane jest poprzez:
1.
zmianę kształtu odlewu i stosowanie nadlewów
2.
stosowanie nadlewów i ochładzalników
w w w . c h o m i k u j . p l / M a r W a g 9 8 7
- 9 -
Metody wytwarzania odlewów.ppt
Sposoby wypełniania form odlewniczych
Grawitacyjne wypełnianie wnęki formy odlewniczej jest prostym
i najczęściej stosowanym rozwiązaniem, ma ono jednak wiele wad, które doprowadziły do
opracowania innych sposobów zalewania form.
Odlewanie ciśnieniowe polega na wprowadzaniu metalu do
wnęki formy pod wysokim ciśnieniem, o wartościach od kilkudziesięciu do kilkuset MPa.
Ciśnienie to wywierane jest na ciekły metal przez tłok
w cylindrze, zwanym komorą prasowania, jak to pokazano schematycznie na rys. 1.

w w w . c h o m i k u j . p l / M a r W a g 9 8 7
- 10 -
Główne zalety tego procesu polegają na dokładnym i szybkim wypełnieniu wnęki formy, co
prowadzi do uzyskania dużej gładkości i dokładności wymiarowej odlewów oraz wysokiej
wydajności procesu.
Odlewanie pod niskim ciśnieniem różni się od odlewania ciśnieniowego (zwanego czasem
odlewaniem pod wysokim ciśnieniem) nie tylko wartościami stosowanych ciśnień, lecz także
zasadniczo odmiennym sposobem wypełniania formy, innymi zjawiskami z tym związanymi
oraz parametrami
i cechami otrzymywanych odlewów. Podstawowym celem wywierania ciśnienia jest spokojne
(z całkowicie kontrolowaną prędkością) zapełnianie wnęki formy od dołu (w kierunku
przeciwnym do siły ciążenia) metalem pobieranym specjalnym przewodem spod powierzchni
metalu w zbiorniku. Wartości ciśnień niezbędnych do podniesienia poziomu metalu, które
zależą od gęstości odlewanego stopu oraz różnicy wysokości między poziomem metalu w
zbiorniku formie, zwykle zawierają się w granicach 0,01+0,05 MPa.
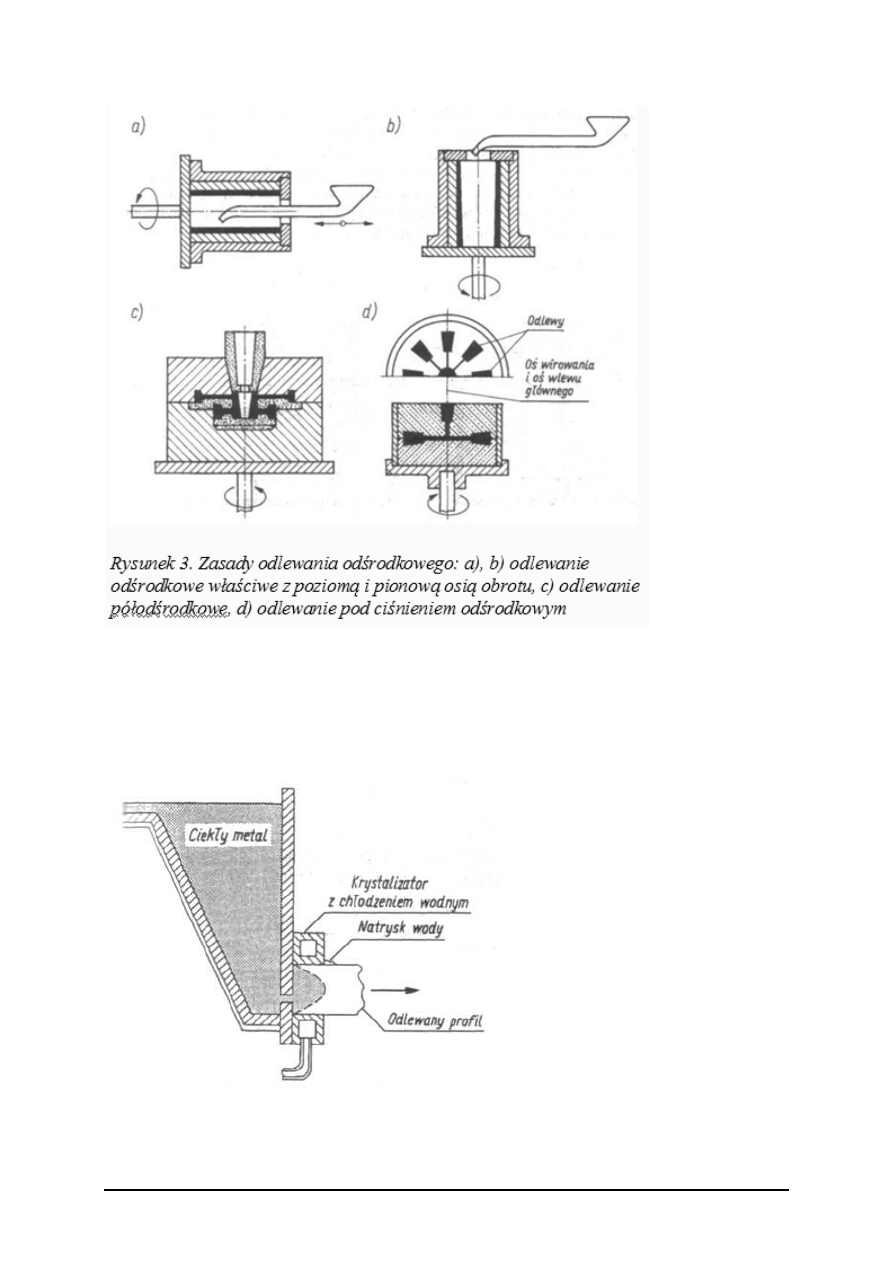
Odlewanie odśrodkowe polega na użyciu siły odśrodkowej do wypełnienia wnęki formy, a w
niektórych odmianach — także do kształtowania jednej z powierzchni odlewu.
odlewanie odśrodkowe właściwe — służące do wykonywania odlewów w kształcie brył
obrotowych typu tulei (rys. 3.a i b). Powierzchnia zewnętrzna takiego odlewu jest
odtwarzana przez wirującą formę, wewnętrzna zaś jest walcową powierzchnią swobodną
kształtowaną przez siłę odśrodkową. Tego typu formy mogą mieć pionową, poziomą lub
skośną oś obrotu. Same formy są wykonywane z metalu, jednak często stosuje się wyłożenie
ich wnęki masą formierską
odlewanie półodśrodkowe — służące do wykonywania odlewów
w kształcie brył obrotowych, w których wewnętrzna powierzchnia jest odtwarzana przez
rdzeń, zwykle piaskowy (rys. 3.c). Tego typu proces umożliwia uzyskiwanie dowolnych
kształtów wewnętrznych odlewu.
odlewanie pod ciśnieniem odśrodkowym — w którym wlew główny jest umieszczony w
pionowej osi wirowania,
a ciśnienie pochodzące od siły odśrodkowej pomaga
w wypełnieniu wnęk formy rozłożonych wokół wlewu głównego (rys. 3.d). Forma może być
wykonana z dowolnego materiału, ale zazwyczaj stosuje się formy jednorazowe.
w w w . c h o m i k u j . p l / M a r W a g 9 8 7
- 11 -
ODLEWANIE CIĄGŁE, którego zasadę pokazano na rys. 4. Proces polega na
nieprzerwanym wlewaniu ciekłego metalu do formy odlewniczej, inaczej zwanej
krystalizatorem, przy jednoczesnym wyciąganiu z niej, ze strony przeciwnej, odlewu.
Uzyskuje się w ten sposób odlew wielokrotnie przewyższający długością formę, o stałym
kształcie przekroju poprzecznego. Odlewany profil może być pełny, typu belki, lub
wydrążony, typu rury.
w w w . c h o m i k u j . p l / M a r W a g 9 8 7
- 12 -
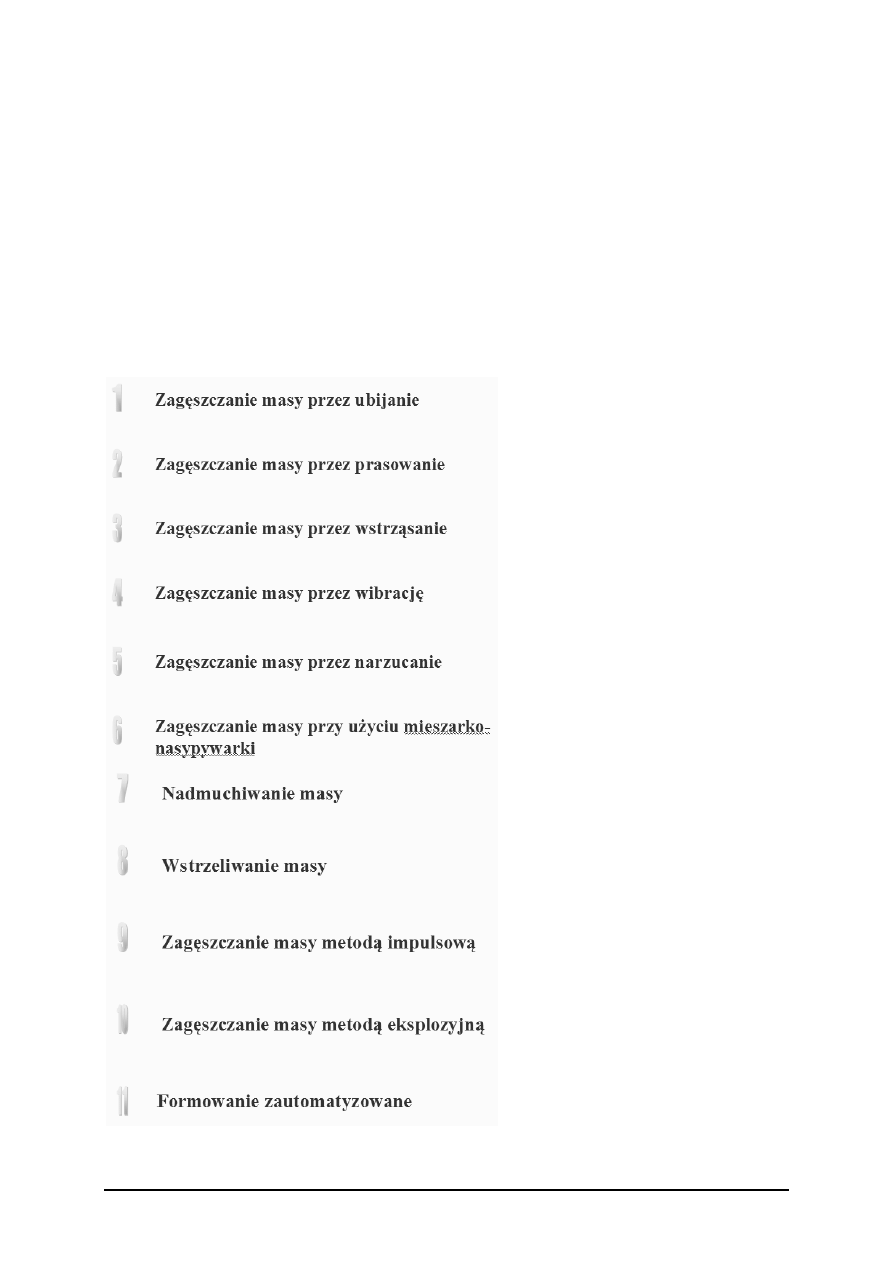
Procesy zagęszczania masy
Zagęszczanie masy formierskiej polega na tym, że pod działaniem sił zewnętrznych
spulchniona masa (o gęstości nasypowej <l,0 g/cm3) ulega w skrzynce (niekiedy w komorze
maszyny w przypadku formowania bezskrzynkowego) przemieszczeniu i zmniejszeniu
objętości związanemu z większym zbliżeniem (upakowaniem) ziaren. Na skutek tego
następuje zwiększenie jej gęstości i polepszenie własności wytrzymałościowych.
Głównym celem zagęszczania masy jest uzyskanie:
•
dokładnego odwzorowania kształtu wnęki formy, odpowiadającego kształtowi modelu,
•
odpowiedniej odporności wnęki formy na parcie ciekłego metalu, przy zachowaniu
możliwie dużej przepuszczalności masy.
Wibracja połączona z prasowaniem nazywa się wibroprasowaniem.

w w w . c h o m i k u j . p l / M a r W a g 9 8 7
- 13 -
Proces pełnej formy (wypalanych modeli)
Proces wytwarzania odlewów metodą pełnej formy rozpoczyna się od wykonania
jednorazowego modelu ze styropianu, który wkłada się do skrzynki, gdzie obsypuje się go
suchym piaskiem pozbawionym lepiszcza. Piasek w celu zagęszczenia i osiągnięcia
pożądanej sztywności poddaje się wibracji, a następnie forma jest zalewana. Podczas
zalewania styropianowy model zostaje stopiony, a następnie zgazowany, metal natomiast
wypełnia wnękę formy, odwzorowując kształt modelu. Schemat procesu przedstawiono na
rys. 17. Jednorazowe modele otrzymuje się analogicznie jak inne elementy ze styropianu (np.
opakowania) przez kształtowanie w specjalnych formach pęczniejącego pod wpływem
temperatury granulowanego polistyrenu.
Odlewanie ciśnieniowe rozwija się od połowy XIX w.
W początkowym okresie tym sposobem odlewano czcionki drukarskie. Odlewanie
ciśnieniowe polega na wprowadzeniu ciekłego stopu do formy pod wysokim ciśnieniem (10-
200 MPa) i z dużą prędkością, która we wlewie doprowadzającym wynosi 20-80 m/s. Forma
jest zawsze zamontowana w maszynie ciśnieniowej, która wykonuje wszystkie czynności
związane z zamykaniem i otwieraniem formy, a w niektórych odmianach także jej
wypełnianiem. Forma jest zawsze dzielona pionowo i składa się z dwóch połówek
zamocowanych do dwóch płyt maszyny, z których jedna jest stała, a druga ruchoma.
Zalety odlewania ciśnieniowego
•
duża dokładność wymiarowo-kształtowa odlewów,
•
drobnoziarnista struktura, szczególnie wierzchniej, szybko krzepnącej warstewki,
•
brak wad powierzchniowych,
•
mała chropowatość,
•
duża wydajność procesu — kilkanaście zapełnień formy na min., zalecane do
wytwarzania odlewów w dużych seriach,
•
małe naddatki na obróbkę (0,3 + 0,5 mm/stronę), co powoduje skrócenie czasu i
zmniejszenie kosztu obróbki skrawaniem.

w w w . c h o m i k u j . p l / M a r W a g 9 8 7
- 14 -
Piece odlewnicze
1)
Piece paliwowe
a)
Szybowe
•
Ż
eliwiaki
⇒
koksowe
⇒
gazowe
b)
płomieniowe
•
trzonowe
•
grafitowe
•
metalowe
•
specjalne
2)
Piece elektryczne
a)
Indukcyjne
•
Bezrdzeniowe
•
Rdzeniowe
b)
Łukowe
•
Z łukiem bezpośrednim
•
Z łukiem pośrednim
c)
Oporowe
•
tyglowy
Proces topnienia:
1)
Ładowanie wsadu
2)
Roztapianie
3)
Wyrobienie kąpieli metalowej
a)
Obniżenie mocy pieca
b)
Ś
ciąganie żużla
c)
Uzupełnienie składu chemicznego
d)
Przegrzanie kąpieli
4)
Zalewanie form
5)
Wybijanie, oczyszczanie, obróbka pozapiecowa
Piec łukowy składa się z:
1)
Pieca właściwego
2)
Elektrod wraz z uchwytami mocującymi
3)
Mechanizmów przechylania pieca i podnoszenia sklepienia
4)
Wyposażenia elektrycznego
5)
Urządzeń załadowczych
Materiały wsadowe :
1)
Surówka
2)
Złom stalowy
3)
Ż
elazostopy
4)
Topniki
5)
Złom własny
Układ procesów duplex

w w w . c h o m i k u j . p l / M a r W a g 9 8 7
- 15 -
Ż
eliwiak – piec indukcyjny kanałowy
Próba klinowa
Dotyczy żeliwa
Topienie:
•
Przetapianie
•
Wytapianie
Ekstrakcja żużlowa – polega na naniesieniu na powierzchnie ciekłego metalu żużla o dużej
zdolności do rozpuszczania w nim zanieczyszczeń znajdujących się w metalu.
Rafinacja próżniowa – polega na przetrzymaniu ciekłego metalu pod zmniejszonym
ciśnieniem ( zakłócenie stanu równowagi między kąpielą a rozpuszczonymi w niej gazami )
Rafinacja żużlowa - polega na wprowadzeniu do żużla substancji która rozpuszcza się w
ciekłym metalu reagując z zanieczyszczeniami tworząc związek nierozpuszczalny w ciekłym
metalu.
Rafinacja gazowa – polega na przedmuchaniu kąpieli metalowej gazem aktywnym
tworzącym związki z zanieczyszczeniami bądź związki aktywne względem zanieczyszczeń.
Sferoidyzacja - dodanie do ciekłego żeliwa sferoidyzatora – substancji wpływającej na
proces krystalizacji profitu w żeliwie w efekcie czego uzyskuje się w żeliwie grafit w postaci
kulkowej (sferoidalnej lub zwartej)
Wyszukiwarka
Podobne podstrony:
Elementy prawa dla pedagog+-w - wyk+éady - magisterka-opracowane, elementy prawa dla pedagogów
wyk ady z etyki 1 5 internet
ZPKB wyk ady AK
fizjo - wyk+éady, Leśnictwo UP POZNAŃ 2013, Fizjologia roślin drzewiastych
OPRACO WYK 13
DI Wyk ady (prof K Marcinek) [2006 2007]
Analiza i przetwarzanie obraz w W.1, !!!Uczelnia, wsti, materialy, III SEM, Wyk ady
potop- moje opracowanie, Szkoła- pomoce naukowe ;P, Ściągi;)
wodociągi moje opracowanie
Zarządzanie moje opracowanie pytań
biochemia moje opracowanie
moje opracowanie
biologia wyk-ady sem 3, Ochrona środowiska, OŚ POLSL, INŻ, SEM. 3, Biologia, Wykłady
Geofizyka opracowanie z wyk, geofizyka
więcej podobnych podstron