
LASER SURFACE TREATMENT OF THE HIGH
NITROGEN STEEL X30CRMON15 1
M. Heitkemper and A. Fischer
Werkstofftechnik, Universitaet Essen,
Universit¨atsstr. 15,
45147 Essen,
Germany
Ch. Bohne and A. Pyzalla
Institut f¨ur Werkstoffwissenschaften und -technologien,
TU Berlin Sokr.-BH18, Ernst-Reuter-Platz 1,
10587 Berlin,
Germany
Abstract
Martensitic high nitrogen tool steels (MHNS) offer an advantageous combi-
nation of wear-, corrosion- and fatigue-properties. For this reason they are
already applied in components where these applications are required, e.g. for
bearing or gear parts in aviation and space industries as well as for corrosion
resistant bearing rings for chemical industry. In this study it is shown, that it
is possible to further improve these combined properties by a rapid surface
heat treatment.
A laser surface heat treatment leads to newly martensitic hardening of the
surface. This newly formed martensite brings about improved wear resis-
tance and compressive residual stresses which are beneficial for the fatigue
properties as well. Besides the martensitic hardening this rapid heat treatment
brings about a partial dissolution of precipitates like nitrides and, therefore,
increases the amount of Cr, Mo and N within solid solution in order to main-
tain a good corrosion resistance.
This contribution will give a short overview to the laser heat treatment of
MHNS. Afterwards the chemical and mechanical properties will be shown,
which were investigated by dynamic potential curves and cyclic four-point-
935

936
6TH INTERNATIONAL TOOLING CONFERENCE
bending tests in air and artificial sea- water, respectively. Finally the sliding
wear behaviour in air and in artificial seawater will be introduced and dis-
cussed. These were measured by disk-on-pin tests which involve several
overlapping laser tracks, as well as by linear wear tests, where only a single
track is affected.
Keywords:
High-Nitrogen, Toolsteel, Laser-Surface-Treatment, Wear, Fatigue.
INTRODUCTION
Martensitic high nitrogen tool steels offer a superior combination of wear,
corrosion and mechanical properties. For this reason they are applied in an
increasing field of applications, e.g. ball bearings in aerospace and aviation
industry, as well as in new series of corrosion resistant and high precision
ball bearings [1, 2, 3]. Nitrogen leads to finer precipitates and a higher
corrosion resistance compared to conventional tool steels [4]. Like other
tool steels martensitic HNS are used in tempered condition, in order to
gain a sufficient toughness. With respect to corrosion and wear this heat
treated state should be further improved. The intention of a DFG (German
Research Council) sponsored research project is to show that the properties
of these steels can be further improved by a rapid surface heat treatment
using a laser with heating rates above 1000 K/s. The aim is, to improve the
tribological properties without deteriorating the corrosion resistance as well
as the fatigue behaviour. On the basis of a hardened and tempered state the
following laser heat treatment leads to the generation of new martensite and
a partial dissolution of precipitates, especially nitrides. The newly formed
martensite should improve the tribological behaviour as well as the fatigue
behaviour. Chromium and nitrogen, which are dissolved within the solid
solution, should lead to an enhancement of the corrosion behaviour. The
results will be shown and discussed.
MATERIAL AND HEAT TREATMENT
In this work the martensitic high nitrogen steel X30CrMoN15 1 is in-
vestigated, which is also known as Cronidur30, (1.4108, AMS 4898). The
chemical compositions are given in Table 1.
The MHNS was hardened at 1200℃ / 30 min / Oil, deep cooled in liq-
uid nitrogen and afterwards tempered three times at 620℃ / 2h / air. Laser
hardening was done at the Fraunhofer Institut f¨ur Lasertechnik, Aachen,
Laser Surface Treatment of the High Nitrogen Steel X30CrMoN15 1
937
Table 1.
Chemical composition of X30CrMoN15 1
C
Si
Mn
Cr
Mo
Ni
V
Al
Ti
Cu
N
X30CrMoN15 1
0,30
0,64
0,49
15,56 1,02
0,16
0,42
0,003 0,003 0,03
0,42
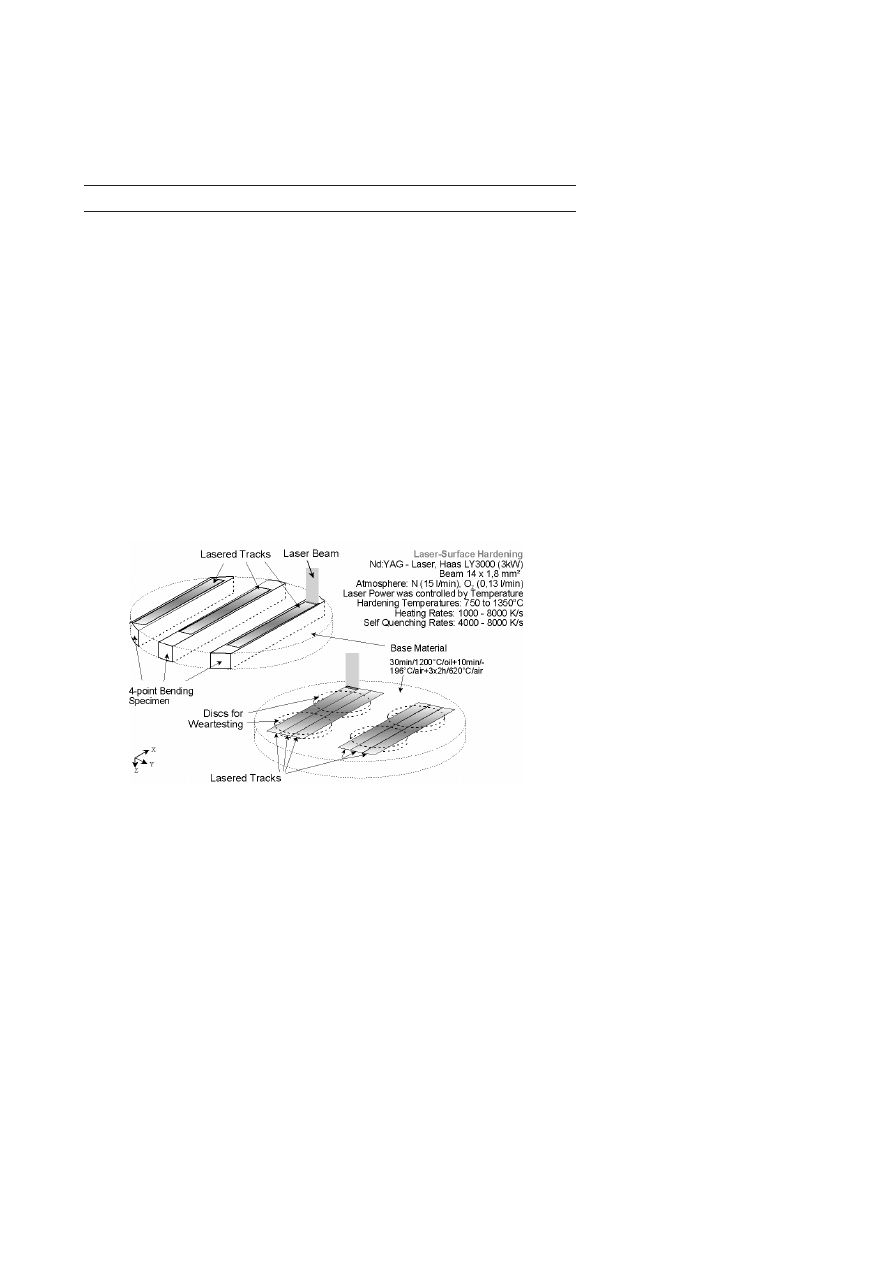
Germany. A 3kW Nd:YAG – Laser equipped in order to control the laser-
power by surface temperature was employed. The beam cross-section was
1.8 mm × 14 mm and this heating-line was moved transversally to the feed-
ing direction (see Fig 1). In order to increase the hardening depth a gas
atmosphere with a mixture of 15 l/ min N
2
and 0.13 l/ min O
2
was used. The
width of the laser track was limited to nominally 14 mm, which was suffi-
cient for corrosion and fatigue testing. For the wear tests with a disc-on-pin
tribometer it was necessary to place three tracks next to another with a cer-
tain overlapping. In order to investigate the influence of the laser treatment
on the wear, fatigue and corrosion behaviour these properties were tested
separately and in superposition for instance by wear tests in artificial sea
water. Fig. 1 shows the position of the specimens tested. Details of the
microstructural investigation as well as on the different test methods were
given in [5, 6, 7].
Figure 1.
Laser Heat Treatment of Specimens.

938
6TH INTERNATIONAL TOOLING CONFERENCE
MICROSTRUCTURE
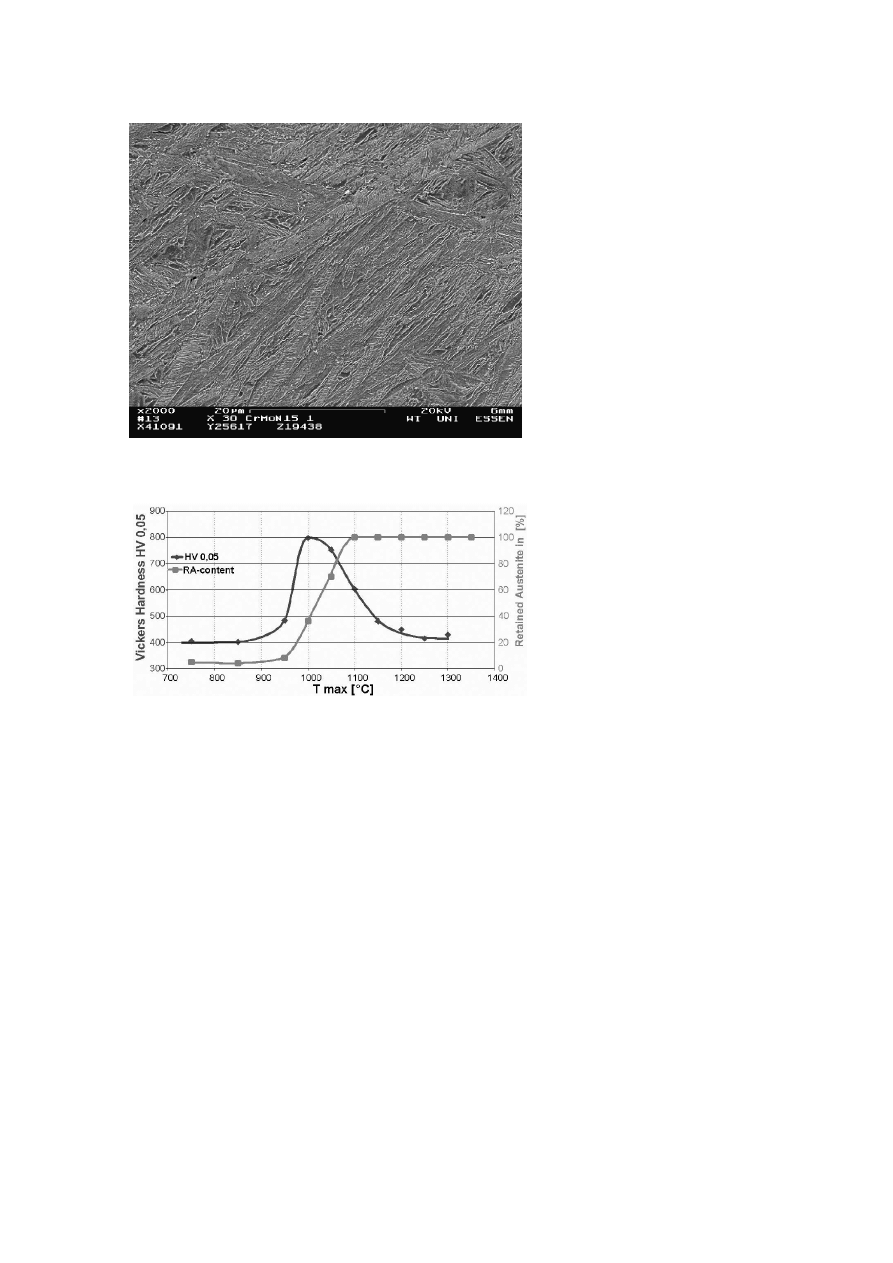
After heat treatment the MHNS shows a highly tempered martensite
(Fig. 2) with precipitated nitrides (∼ 20 nm) and carbides (50–70 nm) [8].
Figure 3 shows the development of hardness and content of retained austenite
close to the surface at different maximum laser heat treatment temperatures
Tmax. The increase of hardness at about 950℃ originates from the newly
generated martensite, while the decrease above 1050℃ can be related to the
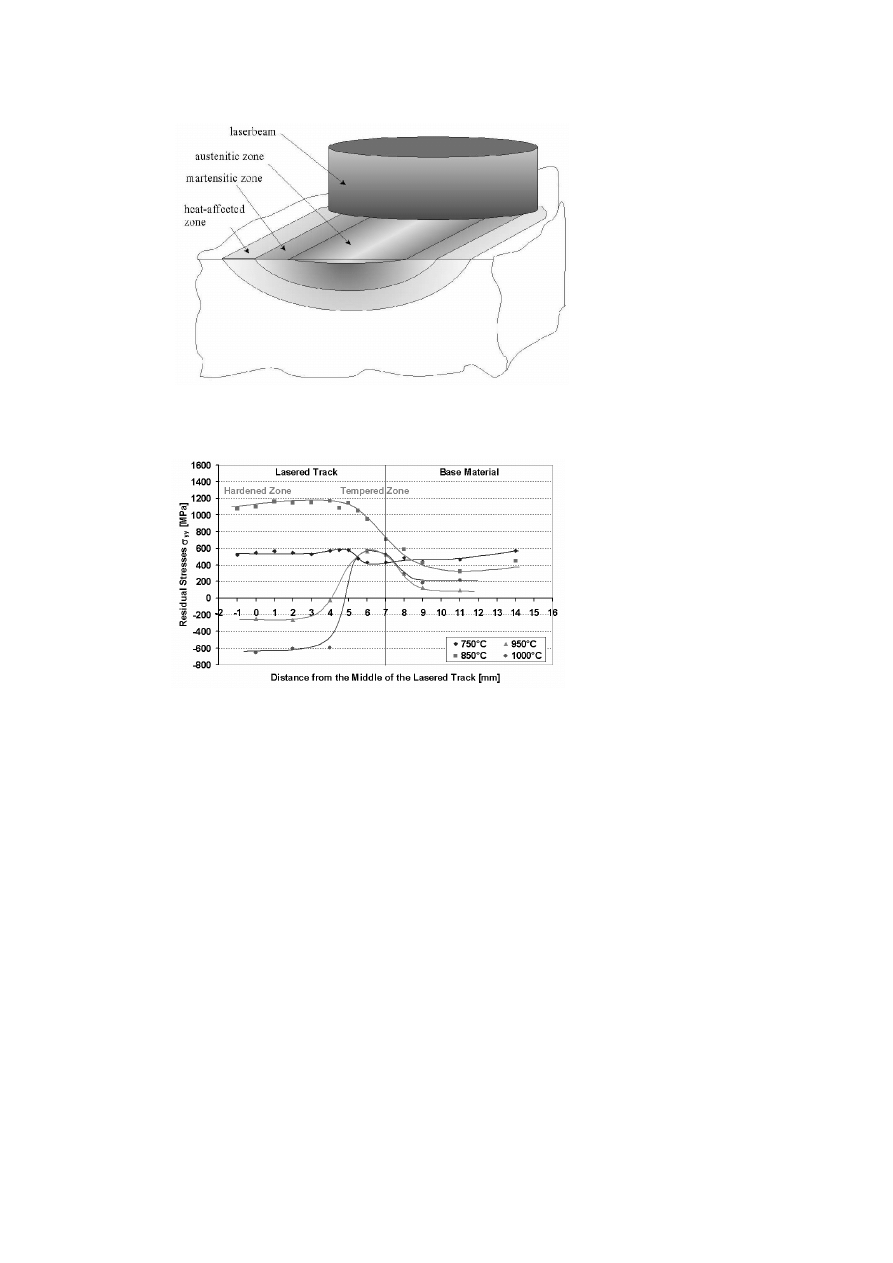
increasing amount of retained austenite. Due to the temperature profile dur-
ing laser hardening the surface in the middle of the lasered track is austenitic
while the adjacent areas on the surface as well as under it transform into new
martensite followed by tempered martensite (Fig. 4). The residual stresses
match with these microstructural findings. New austenite and martensite at
the surface show compressive residual stresses while the tempered marten-
site undergoes tensile ones (Fig. 5). Simultaneously, precipitates coarsen
within the tempered zones while they are dissolved within the transformed
ones depending on the local Tmax [8]. As determined by low-angle neutron
scattering diffraction the carbides do not dissolve as pronouncedly as the
nitrides. Even though nitrides should be much more stable than carbides
this can be attributed to the small size of the nitrides. This effect is desired
because precipitated carbides should be beneficial for the wear behaviour
and dissolved Cr and N for the corrosion resistance.
PITTING POTENTIAL IN ARTIFICIAL SEA WATER
Potentiodynamic tests were performed in a corrosion cell at the HMI
Berlin according to ASTM G5-87 [9] at ambient temperature and a scan-
ning rate of 720 mV/h. The tests were performed in artificial sea water (3%
NaCl, pH = 7, 30 min rinsed with N
2
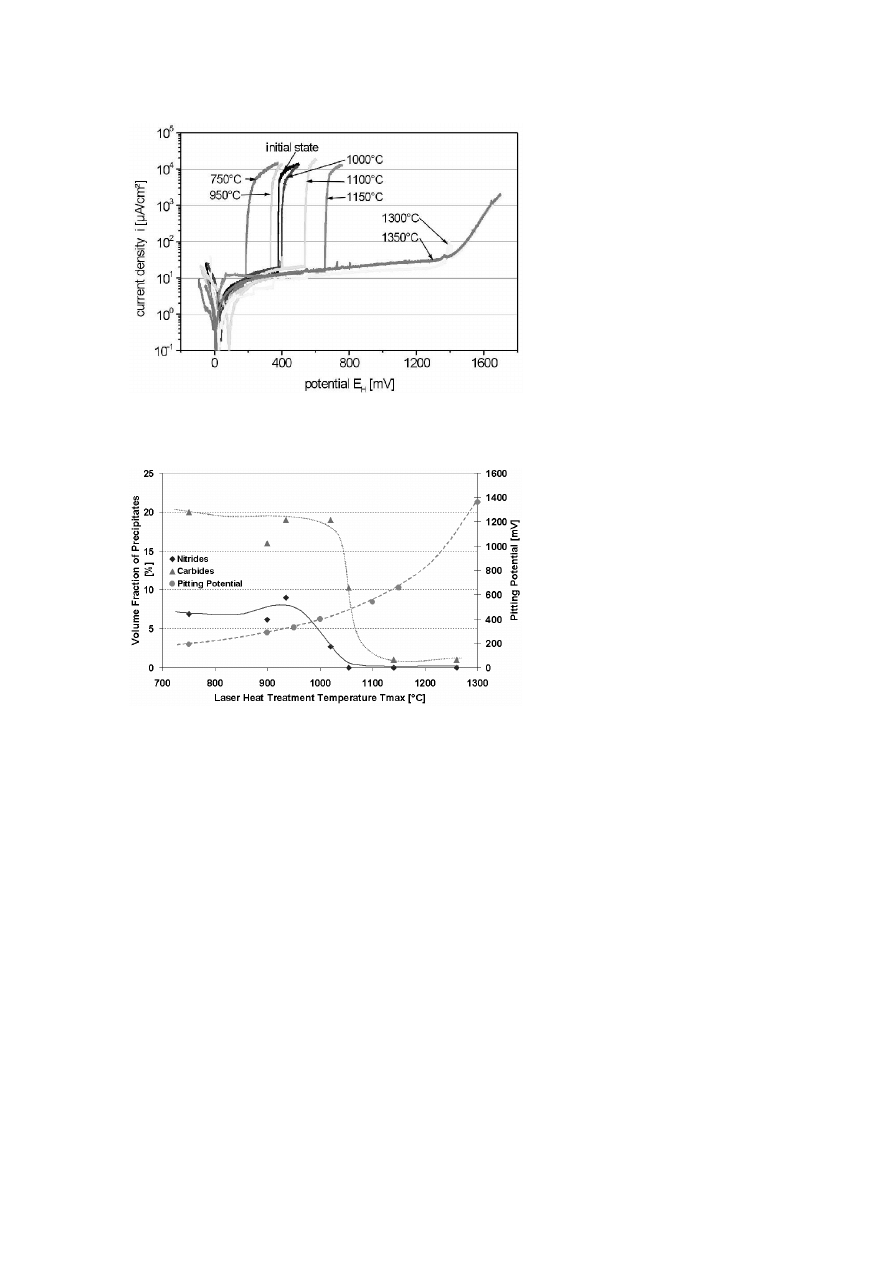
). Figure 6 reveals that at Tmax below
1000℃ the chemical properties deteriorate. At about 1050℃ the corrosion
behaviour is comparable to that of the base material. Above this temperature
the chemical properties are better than those of the base material. Taken the
empirical pitting resistance equivalent [10] into account it is obvious that the
dissolved Cr, Mo and N influence this value, while N is most effective as long
as there is enough dissolved Cr. Thus, the measured pitting potentials corre-
spond with the findings of the small angle neutron scattering (Fig. 7). When
the nitrides are dissolved the corrosion resistance is distinctly improved.
Laser Surface Treatment of the High Nitrogen Steel X30CrMoN15 1
939
Figure 2.
Tempered Martensite of Heat Treated X30CrMoN15 1 with less than 2% Re-
tained Austenite.
Figure 3.
Hardness and Retained Austenite Content after Laser Hardening.
SLIDING WEAR RATES IN AIR AND ARTIFICIAL SEAR
WATER
Wear tests were performed by disc on pin tests, in laboratory air (22℃,
45% rel. humidity) and in artificial seawater. Because of the limited width
940
6TH INTERNATIONAL TOOLING CONFERENCE
Figure 4.
Schematic Drawing of the Different Regions after a Laser Surface Heat-
Treatment.
Figure 5.
Residual Stresses σ
yy
within Martensite at the Surface of a Single Lasered
Track.
of the lasered tracks and the dimensions of the disk, it was necessary to
place three tracks next to another with different overlapping. Thus, one has
to distinguish between hardened zones and tempered zones. For the tests in
air the pins were made of standard ball bearing steel 100Cr6 (AISI 52100)
Laser Surface Treatment of the High Nitrogen Steel X30CrMoN15 1
941
Figure 6.
Polarisation Curves obtained in 3% NaCl in the Laser Track on X30CrMoN15 1
after different Laser Heat Treatment Temperatures.
Figure 7.
Pitting Potentials and Diameter of the Precipitates measured by Small Angle
Neutron Scattering vs. maximum Laser Temperature Tmax.
with a hardness of 58HV10. In artificial sea water the pins were made of
X30CrMoN15-1, which was hardened, deep cooled and tempered in order
to gain a hardness of 49HV10. All pins had a diameter of 6 mm and a ball
942
6TH INTERNATIONAL TOOLING CONFERENCE
sphere tip of 16 mm radius. Similar to [11] the relative sliding speed was
0,1 m/s and a normal force of 70 N was chosen. The results are based on a
test duration of 2 hours, which corresponds to 720 m wear path. The weight
loss turned out being so small that usual weighting of the specimen would
have been inaccurate. Thus, the wear tracks on the discs were scrutinized as
to their geometry by means of a laser- surface profilometer and the maximum
depth of the wear track ∆t was divided by the length of the wear path to
achieve a linear wear rate.
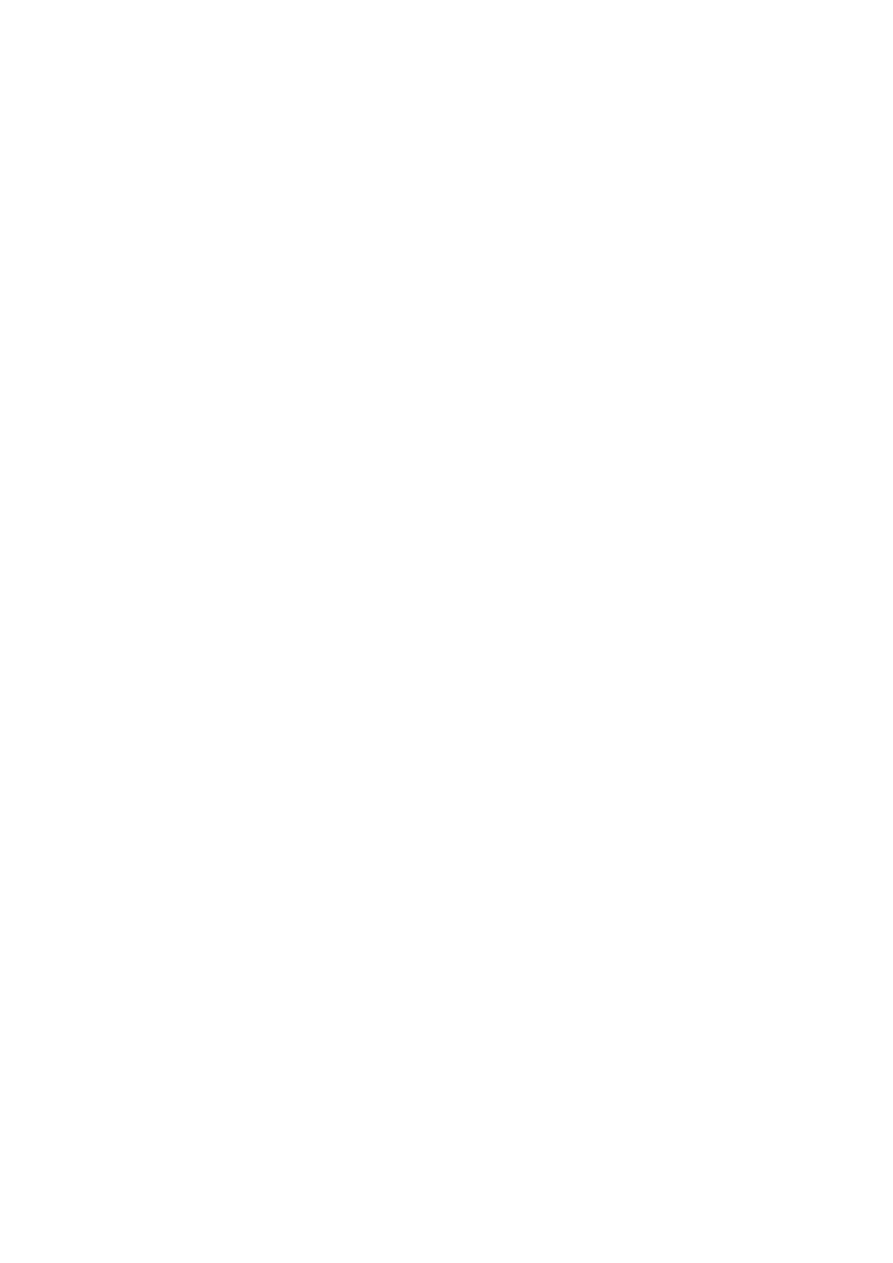
The results of the tests in air are shown in Fig. 8. Obviously, the hard-
ened zones wear much less than the base material and the tempered zones.
SEM investigations reveal that the predominant wear mechanisms within
the hardened zone are tribochemical reactions while within the tempered
zone adhesion prevails [7]. Within the hardened zones the compact tribo-
layers are supported by a substrate, which consists mainly of stress induced
martensite. Beside the high mechanical stability (e.g. by means of hardness)
the stress induced martensite brings about compressive residual stresses up
to 1200 MPa, which balance the contact stresses (Fig. 9). The contact is,
therefore, of a predominantly elastic nature. This brings about an effective
support of the tribochemical reaction layers, which protect the bulk material
from being worn by adhesion. Within the tempered zones the bulk material
was tempered, not hardened, so the mechanical stability of the surfaces is
too low to carry reaction layers sufficiently. This results in higher wear rates.
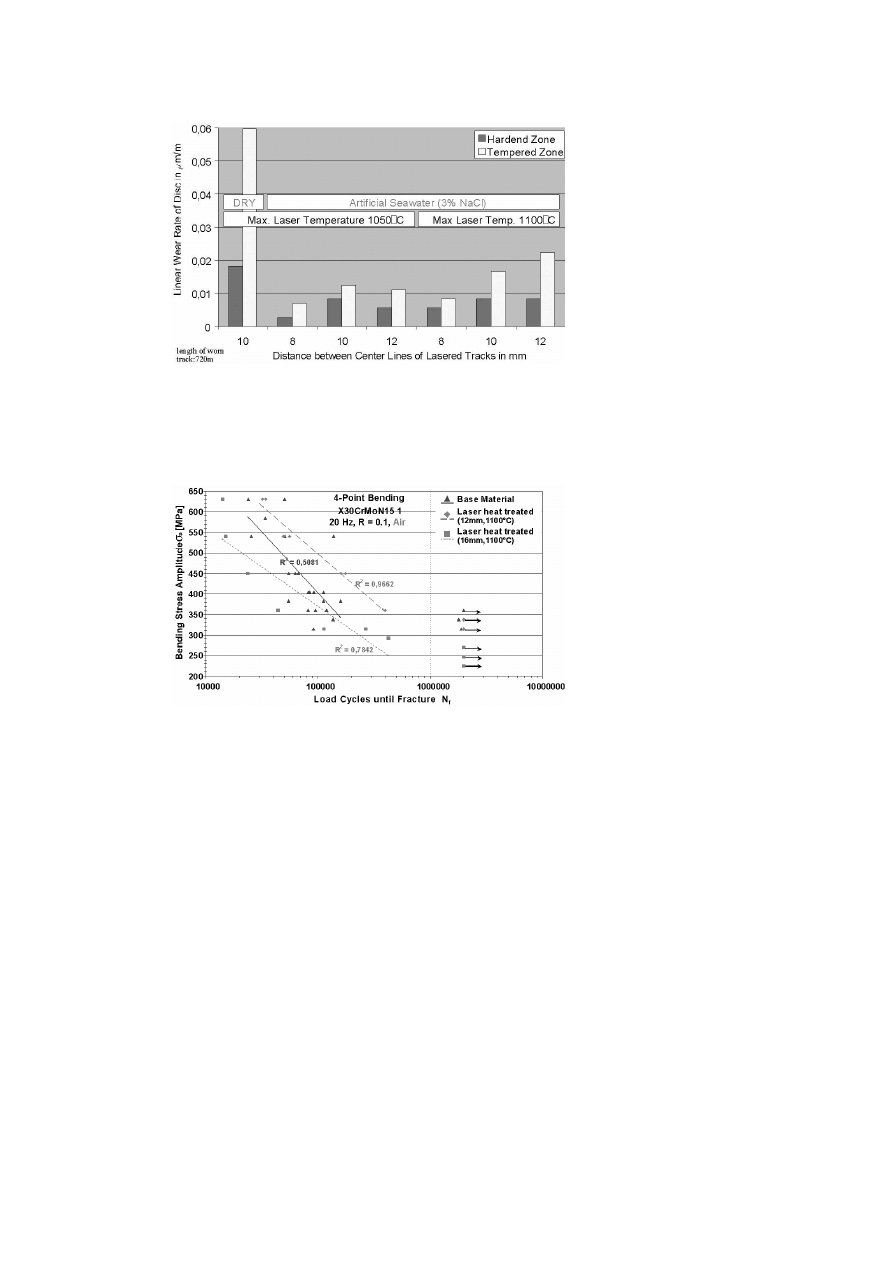
In artificial seawater the wear rates are lower compared to those measured
in air (Fig. 10). The dry test with selfmating discs and pins showed a higher
wear rate, because adhesion is the major wear mechanism. Due to prominent
tribochemical reactions in artificial seawater the wear rates also decrease
within the tempered zones. The nature of the tribochemical reaction layers
were not determined so far, but the MHNS have the ability to generated a
compact and stable passive layer even under steady tribological stresses.
CYCLIC MECHANICAL PROPERTIES
The cyclic mechanical properties were tested in 4-point-bending tests.
Details of the test setup were presented in [6], different widths of specimen
were used: narrow ones (12 mm width) without tensile residual stresses in
the tempered zones and wide ones (16 mm width), which incorporate them.
The influence of these residual stresses is unequivocal as shown in Fig. 11.
Compared to the base material the narrow specimens show a better cyclic
Laser Surface Treatment of the High Nitrogen Steel X30CrMoN15 1
943
Figure 8.
Linear Wear Rates of Hardened and Tempered Zones (X30CrMoN15 1).
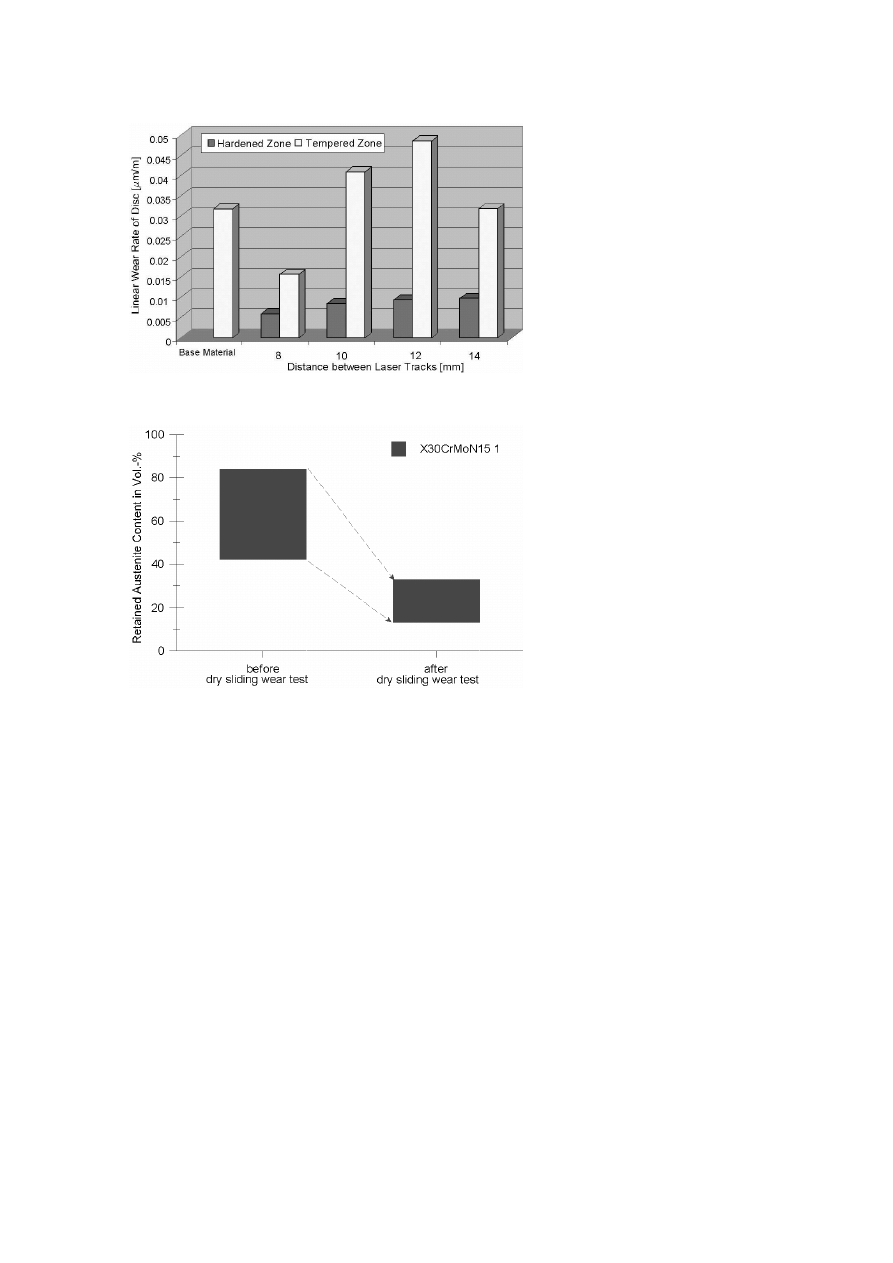
Figure 9.
Content of Retained Austenite before and After Wear Tests.
behaviour because of the compressive residual stresses, while the tensile
residual stresses within the wide specimens are detrimental. Beside this
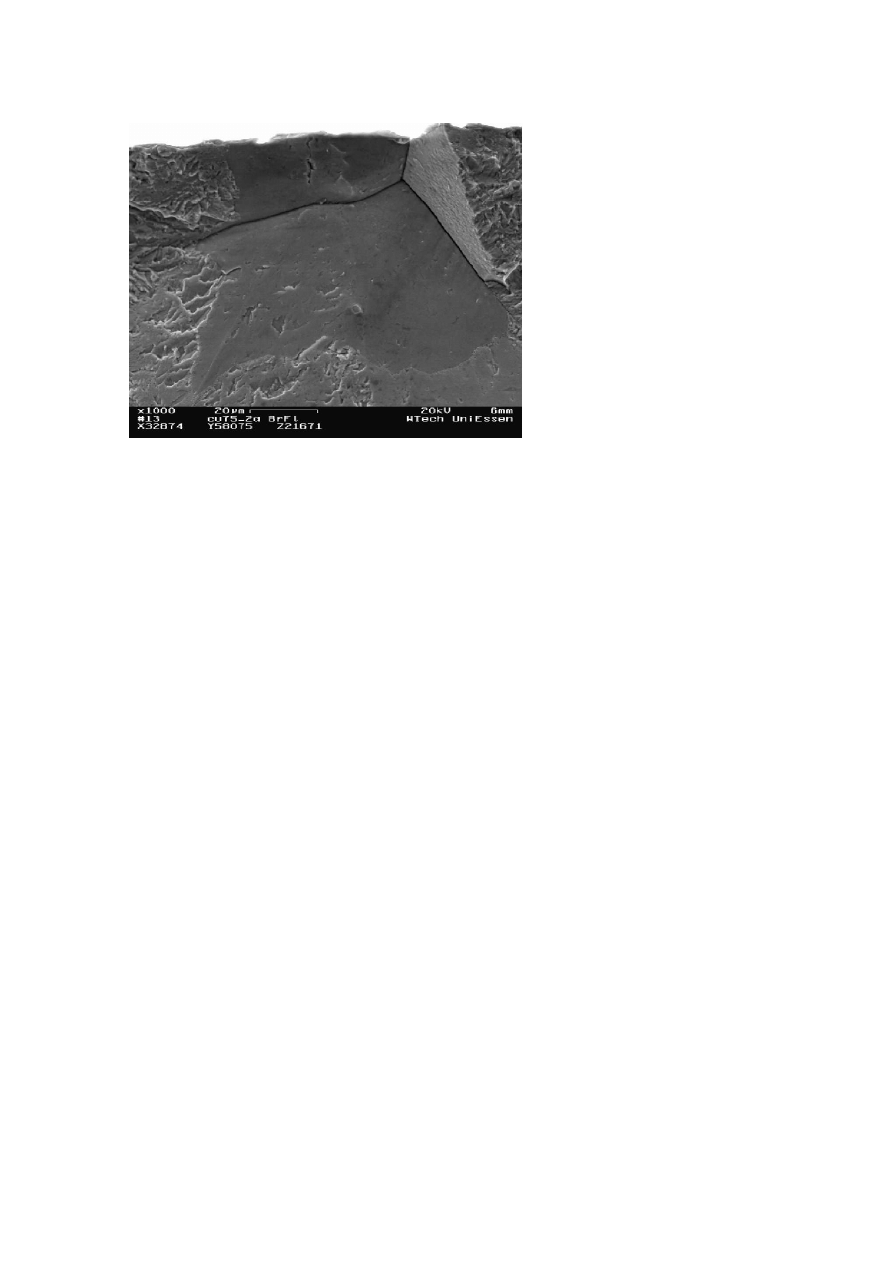
crack initiation governs the fatigue life of tool steels [12, 13]. Calculating
the critical length a0 for stable crack initiation at ∆K
0
[14] gives values
between 8 and 30 µm. Thus, former austenite grain boundaries might already
944
6TH INTERNATIONAL TOOLING CONFERENCE
Figure 10.
Results of Sliding Wear Tests in Artificial Sea Water.
act as sites for crack initiation (Fig. 12). In artificial sea water there was no
difference between narrow and wide specimen.
Figure 11.
σ
a
-N
f
Diagram of 12 and 16 mm wide Specimens in Air.
SUMMARY
Martensitic HNS offer a good combination of tribological, chemical and
fatigue properties. It has been shown, that it is possible to improve the
Laser Surface Treatment of the High Nitrogen Steel X30CrMoN15 1
945
Figure 12.
Crack Initiation at Former Austenite Grain Boundary.
wear resistance by a well aimed laser heat treatment of the surface without
deteriorating corrosion properties. A stable tribochemical reaction layer is
generated leading to low wear rates in dry contact and to even lower wear
rates under artificial seawater. The fatigue properties are mainly influenced
by local residual stresses. This gives an indication for the production of wear
and corrosion resistant parts and tools, in which the tempered zones should
be avoided or placed in areas undergoing no or small fatigue stresses.
ACKNOWLEDGMENTS
The authors would like to thank Prof. Dr.-Ing. H. Berns, Ruhr Univer-
sitaet Bochum, Germany and Prof. Dr. Reimers, TU-Berlin, Germany for
their steady support. The work was sponsored by the Deutsche Forschungs-
gemeinschaft DFG under contracts Fi451/4-1 to -3 and Re688/29-1 to -3.
REFERENCES
[1] H. BERNS and J. LUEG, Stickstofflegierte Werkzeugst¨ahle. Neue H¨utte 36(1) (1990)
p.13.
946
6TH INTERNATIONAL TOOLING CONFERENCE
[2] H. BERNS and G. WANG, Stainless High Nitrogen Steels. (Proc.Conf.) Bando, Y.,
Kosuge, K. (Eds.): 1993 Powder Metallurgy World Congress, Kyoto, Japan, (1993)
p.513.
[3] C. BARTSCH, Der W¨alzlagerstahl der Zukunft. SCOPE, July 1999 (1999) 40.
[4] V. G. GAVRILJUK and H. BERNS, High Nitrogen Steels ( Springer-Verlag, Berlin,
1999)
[5] A. PYZALLA, C. BOHNE, M. HEITKEMPER and A. FISCHER, Influence of a
Laser Rapid Heat Treatment on the Corrosion Resistance of the High Nitrogen Steel
X30CrMoN15 1 +0.3% N, Materials and Corrosion 52 (2001) 99.
[6] M. HEITKEMPER, C. BOHNE, A. PYZALLA and A. FISCHER, (Proc.conf.) Fatigue
and Fracture Behaviour of a Laser Heat Treated Martensitic High-Nitrogen Tool Steel,
10th International Congress on Fracture (ICF 10), 2.-6. Dezember 2001, Honolulu,
Oahu, Hawaii, USA, Advances in Fracture Research, Proceedings of ICF 10, 1 CD-
ROM, K. Ravi-Chandar, B. L. Karihaloo, T. Kishi, R. O. Ritchie, A. T. Yokobori Jr.,
T. Yokobori (Hrsg.), Elsevier Science, 2001, Paper-No. 0249
[7] M. HEITKEMPER, A. FISCHER, C. BOHNE and A. PYZALLA, (Proc.Conf.) Wear
of Materials (WOM) 2001, Vancouver, BC, Canada, D.Rigney et al. (Eds.) Elsevier,
Amsterdam, The Netherlands, s.a. Wear 8808 (2001) p. 477.
[8] C. BOHNE, (2000) Mikrostruktur, Eigenspannungszustand und Korrosions-
best¨andigkeit
des
kurzzeitlaserw¨armebehandelten
hochstickstofflegierten
Werkzeugstahls X30CrMoN15 1, Diss. TU Berlin, see also Berichte des HMI
B572
[9] ASTM G5-87. Annual Book of ASTM-standards. Vol. 03.02 (1991).
[10] K. LORENZ and G. MEDAWAR, Thyssen Forschung 1 (1969) 97.
[11] H. CZICHOS and K.-H. HABIG, Tribologie Handbuch, Reibung und Ver-
schleiß(Vieweg Braunschweig/Wiesbaden, 1992) p.182f.
[12] H. BERNS, J. LUEG and W. TROHJAHN, R. W ¨
AHLING and H. WISSELL, Powder
Met. Int. 19(4) (1987) 22.
[13] A. MELANDER Int. J. of Fatigue 12(3) (1990) 154.
[14] K. H. SCHWALBE, Bruchmechanik metallischer Werkstoffe (Hauser, M¨unchen,
Wien, 1980) p.646.
Wyszukiwarka
Podobne podstrony:
Best Available Techniques for the Surface Treatment of metals and plastics
Presentation 5 Psychological Aspects of Treatment of the S
7 77 93 Heat and Surface Treatment of Hot Works for Optimum Performance
16 Changes in sea surface temperature of the South Baltic Sea (1854 2005)
Laser surface modification of hydroxyapatite and glass
The Speech Of The High One
Stories of the High Priests of Memphis
The Origin of the High Velocity Bipolar Outflows in Protoplanetary Nebulae
Effect of surface finish on the osseointegration of laser
Kinesio taping compared to physical therapy modalities for the treatment of shoulder impingement syn
Introduction to the Magnetic Treatment of Fuel
APA practice guideline for the treatment of patients with Borderline Personality Disorder
Flashback to the 1960s LSD in the treatment of autism
The term therapeutic relates to the treatment of disease or physical disorder
Periacetabular osteotomy for the treatment of dysplastic hip with Perthes like deformities
70 1003 1019 Influence of Surface Engineering on the Performance of Tool Steels for Die Casting
więcej podobnych podstron