
“Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Jadwiga Kuszerska
Prowadzenie nadzoru nad żywnością pochodzenia
zwierzęcego 322[14].Z4.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Krystyna Kwestarz
mgr inż. Ewa Marciniak-Kulka
Opracowanie redakcyjne:
mgr inż. Jadwiga Kuszerska
Konsultacja:
mgr inż. Krystyna Kwestarz
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 322[14].Z4.03
,,Prowadzenie nadzoru nad żywnością pochodzenia zwierzęcego”, zawartego w programie
nauczania dla zawodu technik weterynarii.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
4
3.
Cele kształcenia
5
4.
Materiał nauczania
6
4.1.
Produkcja i przetwórstwo mięsa
6
4.1.1.
Materiał nauczania
6
4.1.2.
Pytania sprawdzające
13
4.1.3.
Ć
wiczenia
14
4.1.4.
Sprawdzian postępów
15
4.2.
Produkcja przetworów z drobiu, ryb, mleka
16
4.2.1.
Materiał nauczania
16
4.2.2.
Pytania sprawdzające
25
4.2.3.
Ć
wiczenia
25
4.2.4.
Sprawdzian postępów
26
4.3.
Normy jakości i normy ISO. System HACCP i monitoring
w zakładach
27
4.3.1.
Materiał nauczania
27
4.3.2.
Pytania sprawdzające
31
4.3.3.
Ć
wiczenia
31
4.3.4.
Sprawdzian postępów
32
5.
Sprawdzian osiągnięć
33
6.
Literatura
38
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1.
WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o prowadzenie nadzoru nad
ż
ywnością pochodzenia zwierzęcego. W poradniku zamieszczono:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
−
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
−
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
−
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian postępów,
−
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
−
literaturę.
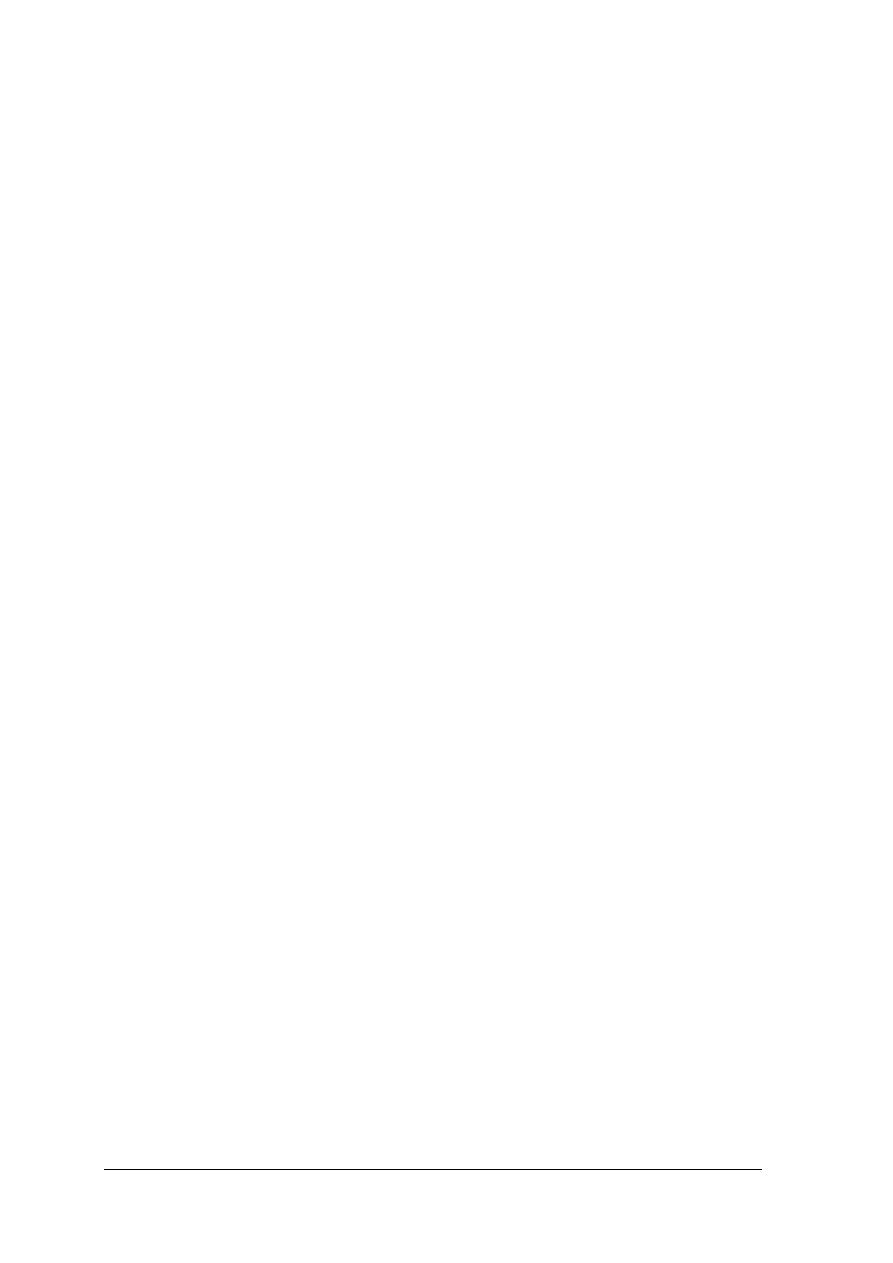
Schemat układu jednostek modułowych
322[14].Z4.01
Określanie wymagań sanitarno–
weterynaryjnych rzeźni oraz systemów
zapewnienia jakości (HACCP)
322[14].Z4.02
Prowadzenie badania przedubojowego
i poubojowego zwierząt rzeźnych
322[14].Z4.03
Prowadzenie nadzoru nad żywnością
pochodzenia zwierzęcego
322[14].Z4
Kontrola weterynaryjna

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
2.
WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
korzystać z różnych źródeł informacji naukowo-technicznej,
–
korzystać z prawa żywnościowego,
–
korzystać z Internetu,
–
określać skutki błędnych rozwiązań i je eliminować,
–
obsługiwać podstawowe programy komputerowe,
–
opracować i prezentować projekt,
–
określać wymagania sanitarno-weterynaryjne dotyczące lokalizacji i wyposażenia
zakładów przetwórczych mięsa, mleczarni i chłodni składowych,
–
objaśniać zagrożenia dla środowiska wynikające z działalności zakładów przetwórstwa
ś
rodków spożywczych pochodzenia zwierzęcego,
–
projektować sposoby dezynfekcji, dezynsekcji i deratyzacji w zakładach przetwórczych,
–
określać zasady nadzoru sanitarno-weterynaryjnego nad przetwórstwem środków
spożywczych pochodzenia zwierzęcego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
3.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
określić wymagania sanitarno-weterynaryjne dotyczące lokalizacji
i wyposażenia
zakładów przetwórczych mięsa, mleczarni i chłodni składowych,
−
określić zagrożenia dla środowiska wynikające z działalności zakładów przetwórstwa
produktów spożywczych pochodzenia zwierzęcego,
−
ocenić warunki mikroklimatyczne pomieszczeń zakładów przetwórczych i chłodni
składowych,
−
ocenić czystość i higienę produkcji produktów spożywczych pochodzenia zwierzęcego,
−
wyznaczyć krytyczne punkty kontroli w procesach technologicznych produkcji
produktów spożywczych pochodzenia zwierzęcego,
−
wyjaśnić zasady monitoringu procesów technologicznych produkcji produktów
spożywczych pochodzenia zwierzęcego,
−
scharakteryzować normy jakości i określić ich znaczenie dla jakości technologicznej
produktów spożywczych pochodzenia zwierzęcego,
−
scharakteryzować artykuły rzeźne zasadnicze i uboczne,
−
rozpoznać mięso różnych gatunków zwierząt,
−
wyjaśnić sposoby przerobu i wykorzystania ubocznych artykułów uboju,
−
scharakteryzować skład chemiczny mięsa i właściwości odżywcze,
−
określić procesy zachodzące w mięsie po uboju,
−
określić warunki mikroklimatyczne pomieszczeń w których dojrzewa mięso,
−
rozpoznać niewłaściwe parametry jakościowe mięsa,
−
zdefiniować i scharakteryzować mięso PSE, DFD, MMG,
−
przeprowadzić klasyfikację jakościową tusz,
−
scharakteryzować rozbiór tusz w zależności od przeznaczenia technologicznego,
−
sklasyfikować wędliny według grup technologicznych,
−
zaplanować procesy produkcji kiełbas, wędzonek i konserw,
−
scharakteryzować rodzaje przetworów rybnych,
−
projektować procesy technologiczne produkcji mleka i przetworów mlecznych,
−
pobrać i zbadać laboratoryjnie próbki produktów spożywczych pochodzenia zwierzęcego,
−
określić sposoby znakowania i terminy przydatności żywności do spożycia,
−
objaśnić zasady przyjmowania i składowania produktów spożywczych w chłodni,
−
określić okresy przetrzymywania produktów spożywczych mrożonych,
−
uczestniczyć w przeprowadzanych przez inspektora weterynaryjnego kontrolach
i audytach zakładów przetwórczych produktów spożywczych pochodzenia zwierzęcego,
−
objaśnić zasady postępowania administracyjnego w przypadku żywności o niewłaściwej
jakości zdrowotnej,
−
poprowadzić dokumentację sanitarno-weterynaryjną,
−
zastosować przepisy bezpieczeństwa i higieny pracy oraz przepisy prawa
weterynaryjnego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
4.
MATERIAŁ NAUCZANIA
4.1.
Produkcja i przetwórstwo mięsa
4.1.1.
Materiał nauczania
Klasyfikacja tusz zwierzęcych po uboju
Zgodnie z przepisami Unii Europejskiej klasyfikacji według systemu EUROP
przeprowadza się na końcu taśmy ubojowej na podstawie wzrokowej oceny półtusz
wiszących. O zakwalifikowaniu tuszy do odpowiedniej klasy umięśnienia decydują ocena
ogólna półtuszy oraz oceny cząstkowe udźca, grzbietu i łopatki. W ocenie ogólnej
w pierwszej kolejności zwraca się uwagę na wygląd półtuszy i profil udźca, a w ocenach
cząstkowych na umięśnienie trzech partii. W zależności od stopnia rozwoju mięśni, od
wybitnego do słabego, każda tusza zostaje zakwalifikowana do odpowiedniej klasy
I oznakowana jedną z pięciu liter EUROP (tab. 1).
Tabela 1. Klasyfikacja handlowa tusz wołowych EUROP [opracowanie własne]
Klasa
Ocena ogólna
E
Półtusze wybitnie umięśnione, wszystkie profile bardzo
wypukłe
U
Półtusze bardzo dobrze umięśnione, profil udźca wypukły
R
Półtusze dobrze umięśnione, profil udźca prostolinijny
O
Półtusze dostatecznie umięśnione, profil udźca
nieznacznie wklęsły
P
Półtusze słabo umięśnione, profil udźca wklęsły
Klasyfikacja otłuszczenia półtusz według EUROP przeprowadzana jest na podstawie
wzrokowej okrywy tłuszczu podskórnego i obecności tłuszczu między żebrami.
Tabela 2. Klasyfikacja handlowa tusz wieprzowych EUROP [opracowanie własne]
Klasa
Mięsność [%]
S
60 i więcej
E
55 i większa, ale mniejsza niż 60
U
50 i większa, ale mniejsza niż 55
R
45 i większa, ale mniejsza niż 50
O
40 i większa, ale mniejsza niż 45
P
poniżej 40
Zawartość mięsa w tuszy określa się za pomocą chirometru, pomiar musi być wykonany
w czasie nieprzekraczającym 45 minut od momentu kłucia.
Rozbiór technologiczny tusz
Rozbiór tusz i wykrawanie mięsa
Uzyskane w wyniku uboju półtusze bądź ćwierćtusze są poddawane dalszemu rozbiorowi
na odpowiednie fragmenty tuszy. Uzyskiwane podczas rozbioru półtuszy wieprzowej
elementy zasadnicze to:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
1.
głowa (ryj)
2.
podgardle
3.
słonina
4.
karkówka
5.
mostek
6.
schab
7.
biodrówka
8.
polędwiczka
9.
ż
eberka
10.
boczek z żeberkami
11.
łopatka wieprzowa
12.
szynka
13.
golonka
14.
noga
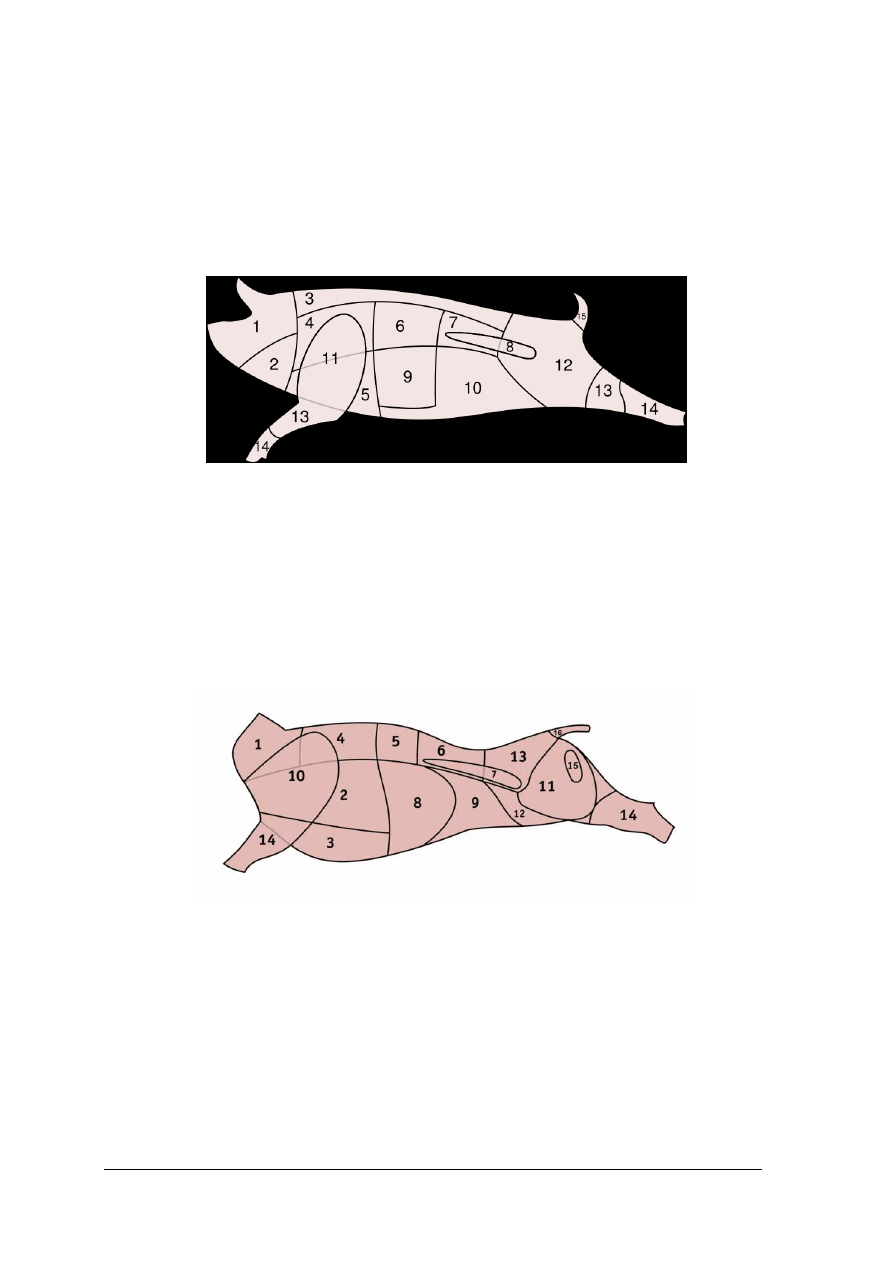
Rys. 1. Podział półtuszy wieprzowej na części zasadnicze [opracowanie własne]
Uzyskiwane podczas rozbioru półtuszy wołowej elementy zasadnicze to:
1.
karkówka
2.
ż
eberka i szponder
3.
mostek
4.
rozbratel
5.
antrykot
6.
ligawa
7.
polędwica
8.
ż
eberka i łata
9.
łata
10.
łopatka
11.
udziec
12.
pachwina
13.
rumsztyk
14.
pręga
Rys. 2. Podział półtuszy wołowej na części zasadnicze [opracowanie własne]
Wykrawanie mięsa uwzględnia przydatność otrzymywanych klas tzw. mięsa drobnego
w dalszej produkcji przetwórczej. Rozróżnia się następujące, uzyskiwane z wykrawania
elementów zasadniczych, klasy mięsa drobnego wieprzowego i wołowego:
a)
mięso wieprzowe:
−
Kl. I – mięso chude, nieścięgniste (do 15% tłuszczu),
−
Kl. II A – mięso średnio tłuste, nieścięgniste (do 30% tłuszczu),
−
Kl. II B – mięso tłuste, nieścięgniste (do 45% tłuszczu),
−
Kl. III – mięso chude lub średnio tłuste, ścięgniste (do 25% tłuszczu),
−
Kl. IV – mięso krwawe, ścięgna, węzły chłonne.
b)
mięso wołowe:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
−
Kl. I – mięso chude, nieścięgniste,
−
Kl. II – mięso chude ścięgniste,
−
Kl. III – mięso tłuste,
−
Kl. IV – mięso krwawe, ścięgna, węzły chłonne.
Tabela 3. Przeciętny skład chemiczny mięsa zwierząt rzeźnych w % [4, s. 67]
Rodzaj mięsa
Woda
Białko
Tłuszcz
Popiół
Wieprzowe:
−
Kl. I (mięso chude)
−
Kl. II (mięso tłuste)
−
Kl. III (mięso ścięgniste)
−
boczek
73,7
61,6
67,3
36,5
18,9
17,5
18,3
10,1
6,3
20,0
13,7
53,0
1,1
0,9
0,7
0,4
Wołowe:
−
Kl. I (mięso chude)
−
Kl. II ( mięso ścięgniste)
−
Kl. III – mięso tłuste,
−
bardzo tłuste
75,1
71,2
62,5
45,9
21,7
20,6
20,9
14,1
2,1
7,2
15,6
39,3
1,1
1,0
1,0
0,7
Uboczne artykuły uboju
Uboczne artykuły uboju można umownie podzielić na następujące grupy:
−
przetwarzane bezpośrednio w zakładzie mięsnym w procesie technologicznym
podstawowych surowców zwierzęcych na cele spożywcze: podroby, krew spożywcza,
głowy, nogi, ogony, jelita, żołądki, pęcherze moczowe, części skóry trzody chlewnej, itp.
−
przetwarzane na żywność lub pasze za pomocą innych technologii, często poza zakładem
mięsnym: krew techniczna, skóry, twory rogowe, szczecina, sierść, włosie, itp.,
−
przeznaczone dla przemysłu farmaceutycznego: przysadka mózgowa, szyszynka, tarczyca,
grasica, trzustka, itp.,
Do podrobów zalicza się: głowy, mózgi, ośrodki i ozory, przy czym u trzody chlewnej
ozory wchodzą w skład ośrodków. W skład ośrodków wchodzą: przełyk, płuca, wątroba,
ś
ledziona, serce, tchawica, części ścięgniste przepony.
Dojrzewanie mięsa
Jakość mięsa i przydatność jego dla przetwórstwa oraz cele kulinarne zależy od czasu jaki
upłynął od śmierci zwierzęcia. Okres przemian autolitycznych w mięsie nazwano
„dojrzewaniem”. Mięso w pierwszych godzinach po uboju posiada mdły, niemiły zapach
przypominający krew i twardą konsystencję. Buliony z niego są mętne i bez walorów
smakowych. Mięso po obróbce termicznej jest twarde, łykowate, bez smaku i zapachu.
W pierwszych godzinach po uboju występuje stężenie pośmiertne „rigor moris” (stwardnienie
mięśni). Zjawisku temu towarzyszy m. in. rozpad glikogenu i powstanie dużych ilości kwasu
mlekowego (glikoliza), gromadzenie cukrów redukcyjnych, wzrost stężenie jonów
wodorowych (pH), rozpad ATP (adenozynotrifosforan) do ADP (adenozynodifosforan).
Glikoliza polega na przejściu glikogenu do kwasu pirogronowego, który w warunkach
beztlenowych ulega redukcji do kwasu mlekowego (zjawisko glikolizy zachodzi również za
ż
ycia zwierząt gdy poddane są działaniu stresu). Zjawisku temu towarzyszy spadek pH z 7,4
do pH 5,6 – 5,4. Wartość końcową pH osiąga mięsień z chwilą ustania glikolizy, np. u trzody
chlewnej po ok. 24–48 h po uboju. W wyniku zakwaszenia następuje uruchomienie
proteolitycznych enzymów mięśniowych (katepsyn), które hydrolizują białka powodując

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
kruszenie mięsa. Przydatność technologiczna mięsa zależy również od wodochłonności, która
jest uzależniona od jakości mięsa. Mięso o właściwej jakości nadające się do przetwórstwa
charakteryzuje się następującymi cechami:
wieprzowina:
−
barwa mięsa – różowa do czerwonej,
−
barwa tłuszczu – biała z odcieniem kremowym,
−
zapach – typowy, bez obcych zapachów (płciowy),
−
powierzchnia – lekko wilgotna, niedopuszczalna lepka,
−
konsystencja – jędrna do kruchej.
wołowina:
−
barwa mięsa – czerwona,
−
barwa tłuszczu – biała z odcieniem różowym,
−
zapach – typowy, bez obcych zapachów (płciowy),
−
zapach – typowy, bez obcych zapachów (płciowy),
−
powierzchnia – lekko wilgotna, niedopuszczalna lepka,
−
konsystencja – jędrna do kruchej.
Mięso po okresie dojrzewania posiada pożądany smak, zapach, a po obróbce termicznej
jest kruche, smaczne, soczyste, delikatne i daje klarowne wywary. Odchylenia jakościowe,
wśród których najczęściej występują: PSE i DFD.
PSE (ang. pale, soft, exudative) oznacza mięso jasne, miękkie i wodniste. Mięso PSE
charakteryzuje się bardzo gwałtownym obniżeniem pH, tzn. po 45 minutach od momentu
uboju pH mięsa obniża się do wartości niższej niż 5,8. Skutkiem przyśpieszonej glikolizy są
następujące:
−
nagromadzenie dużych ilości kwasu mlekowego w pierwszych godzinach po uboju
powodujących denaturację białek mięśniowych, z czym wiąże się obniżenie
wodochłonności mięsa,
−
szybki spadek pH powodujący powstanie dużych ilości wody wolnej przy równoczesnym
braku zdolności mięsa do jej zatrzymania,
−
wydzielenie w krótkim czasie znacznie większych niż w normalnych mięśniach, ilości
ciepła, obniżenie rozpuszczalności białek na skutek częściowej denaturacji; (uważa się
również że denaturacji ulega barwnik mięsa – mioglobina czym tłumaczy się zmiany
barwy mięśni).
Skutki technologiczne są następujące:
−
mięso jest mało wodochłonne, co uniemożliwia użycie go do produkcji wędlin
parzonych, wiąże wodę o 30% słabiej niż normalne,
−
nie nadaje się na mięso kulinarne ze względu na barwę i konsystencję,
−
tusze w czasie chłodzenia po uboju tracą znacznie więcej na ciężarze,
−
mięso gorzej się pekluje,
−
występuje większy wyciek soku podczas zabiegów cieplnych,
−
obniżona jest wydajność wyrobów o kilka procent,
−
mięso nie nadaje się do produkcji wędlin trwałych.
Przyczyną powyższego odchylenia jakościowego mięsa jest ubój zwierząt, które w ciągu
swego życia miały mało ruchu, osiągnęły ciężar przedubojowy w krótkim czasie i należą do
ras szlachetnych wrażliwych na działanie zmienionych warunków otoczenia.
Mięso DFD (ang. dark, firm, dry) oznacza mięso ciemne, twarde i suche. Wartość pH
mięsa po jednej dobie od momentu uboju wynosi ok. 6,2. a czasami też 7,0. Mięso
w odróżnieniu do PSE cechuje zwarta konsystencja i ciemna barwa. Nie jest wodniste.
Ponadto bardzo dobrze zatrzymuje wodę nie tylko własną ale dodaną np. w czasie kutrowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Przyczyną powyższego odchylenia jakościowego jest przyśpieszona glikoliza u stresowanych
zwierząt tuż przed ubojem lub w czasie uboju w wyniku czego produkty przemian glikogenu
przedostają się do krwiobiegu i wraz z krwią zostają usunięte w czasie wykrwawiania tuszy.
Brak w mięśniach glikogenu i kwasu mlekowego powoduje, że pH tkanki po 24 godzinach
jest niewiele wyższe od pH wyjściowego.
Zakres przetwórstwa mięsa
Przetwórstwo mięsa zajmuje się produkcją przetworów mięsnych ze szczególnym
uwzględnieniem wędlin i konserw. Surowcami podstawowymi w przetwórstwie mięsa są
mięso i podroby zwierząt rzeźnych otrzymane w wyniku uboju trzody chlewnej i bydła.
Surowce i materiały pomocnicze
Surowce pomocnicze: kasza gryczana lub jęczmienna, bułka tarta, błonnik pszenny,
białko sojowe, mieszanina peklująca, sól kuchenna.
Materiały pomocnicze: opakowania (osłonki naturalne, z tworzyw sztucznych), preparat
dymu.
Ogólna charakterystyka przetworów mięsnych
Wyróżnia się następujące przetwory:
−
wędliny: wędzonki, kiełbasy, wędliny podrobowe, produkty blokowe,
−
konserwy,
−
tłuszcze topione.
Wędzonki są to produkty w osłonce lub bez wyprodukowane z jednego lub kilku
kawałków mięsa peklowanego lub solonego, poddane procesowi obróbki termicznej
(wędzenie, parzenie, pieczenie, suszenie). Przykładami są: szynka, baleron, ogonówka,
boczek.
Kiełbasy są to przetwory mięsne w osłonkach naturalnych lub sztucznych,
wyprodukowane z surowców mięsno–tłuszczowych rozdrobnionych, ewentualnie z dodatkiem
surowców uzupełniających, peklowanych lub solonych, poddane najczęściej obróbce
termicznej, drobno rozdrobnione, średnio rozdrobnione, grubo rozdrobnione. Przykładami są:
parówki, serdelki, metka, zwyczajna, toruńska, szynkowa, itp.
Wędliny podrobowe, są to przetwory z solonych lub peklowanych podrobów, mięsa
i tłuszczu, w osłonkach naturalnych, sztucznych lub formach, z dodatkiem krwi i surowców
uzupełniających lub bez, parzone lub pieczone, czasem wędzone. Przykładami są:
wątrobianka, pasztetowa, kiszki( kaszanka), salcesony.
Produkty blokowe, są to przetwory mięsne z mięsa rozdrobnionego albo o zachowanej
lub częściowo zachowanej strukturze tkankowej, z dodatkiem surowców uzupełniających
peklowanych lub solonych, poddanych obróbce termicznej lub nie, w formach bądź
osłonkach.
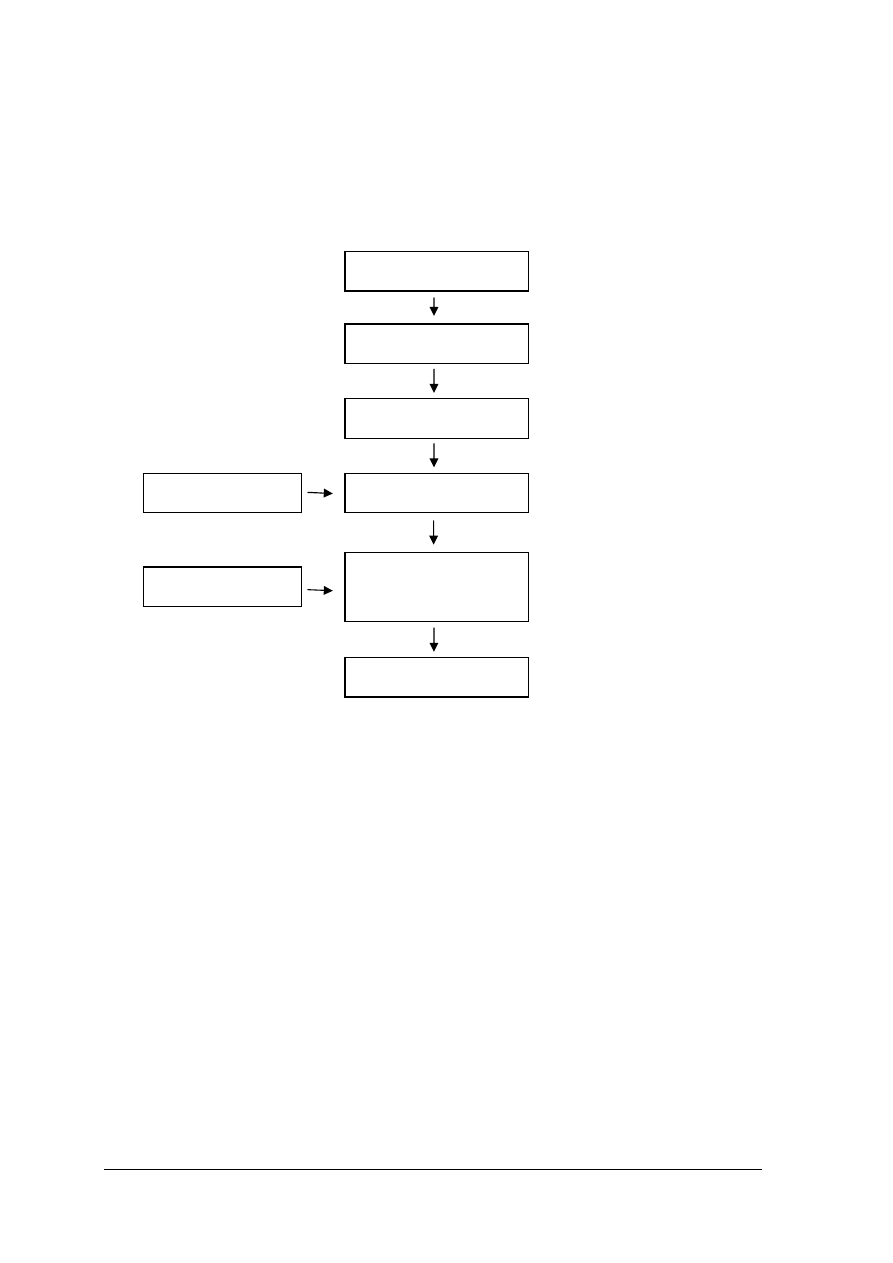
Mięso po ocenie jakościowej jest poddawane peklowaniu nastrzykowemu, podczas
którego jest wprowadzana domięśniowo solanka. Mięso jest przekazywane do masownicy,
w którym zachodzi m.in. uplastycznienie surowca, oraz równomierne rozmieszczenie solanki.
Dzięki temu mięso nabiera delikatnej konsystencji, lepiej się "skleja", oraz zwiększa się
wydajność produktu. Wymasowane mięso po upływie odpowiednio długiego czasu
peklowania (zazwyczaj nie krótszego niż 12–16 godzin) jest formowane, sznurowane lub
napełniane w osłonki i poddawane wędzeniu. Wędzenie trwa zależnie od gęstości dymu, jego
temperatury i oczekiwanej intensywności uwędzenia wyrobu, od kilkunastu do kilku godzin
Końcowymi operacjami są: parzenie (do momentu uzyskania wewnątrz produktu ok. 68–
70
o
C), studzenie i chłodzenie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
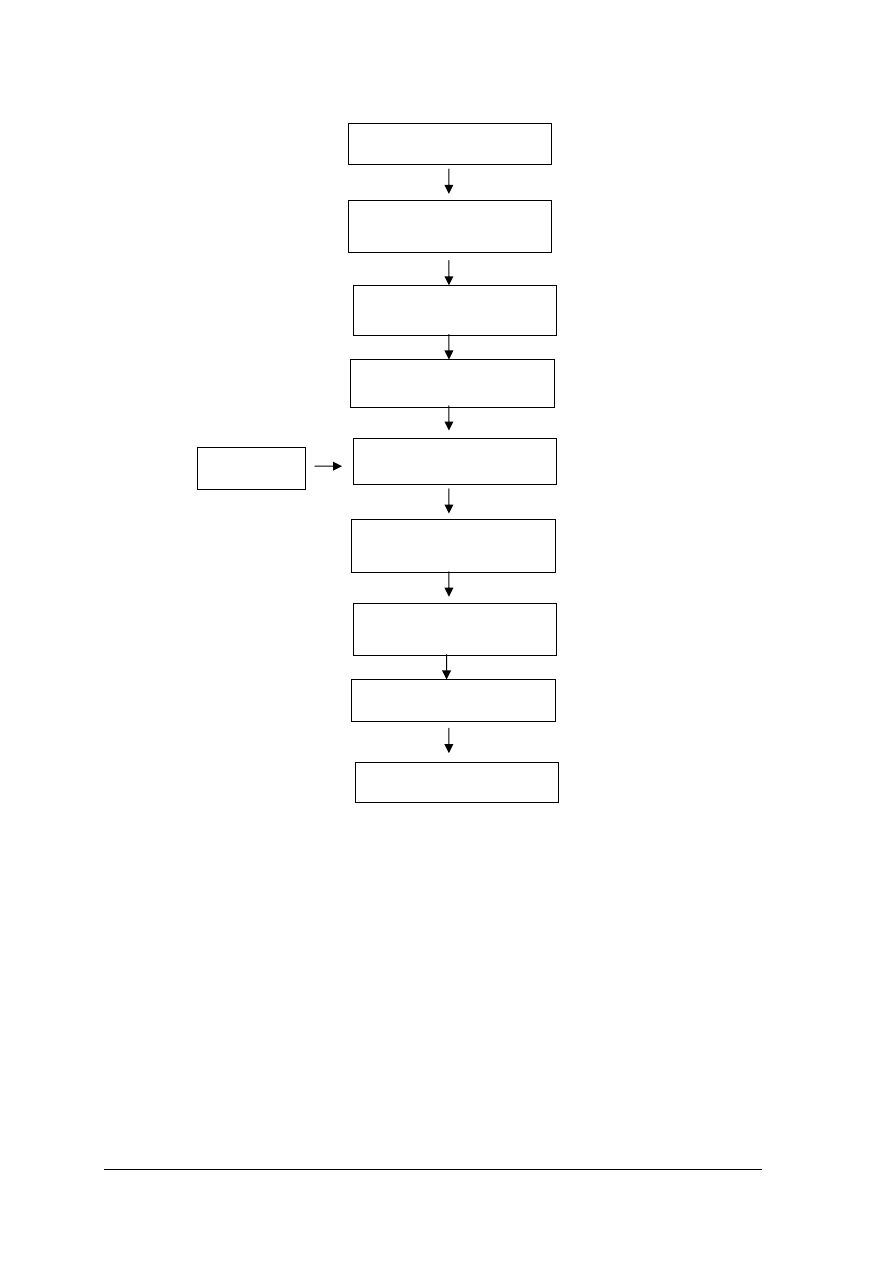
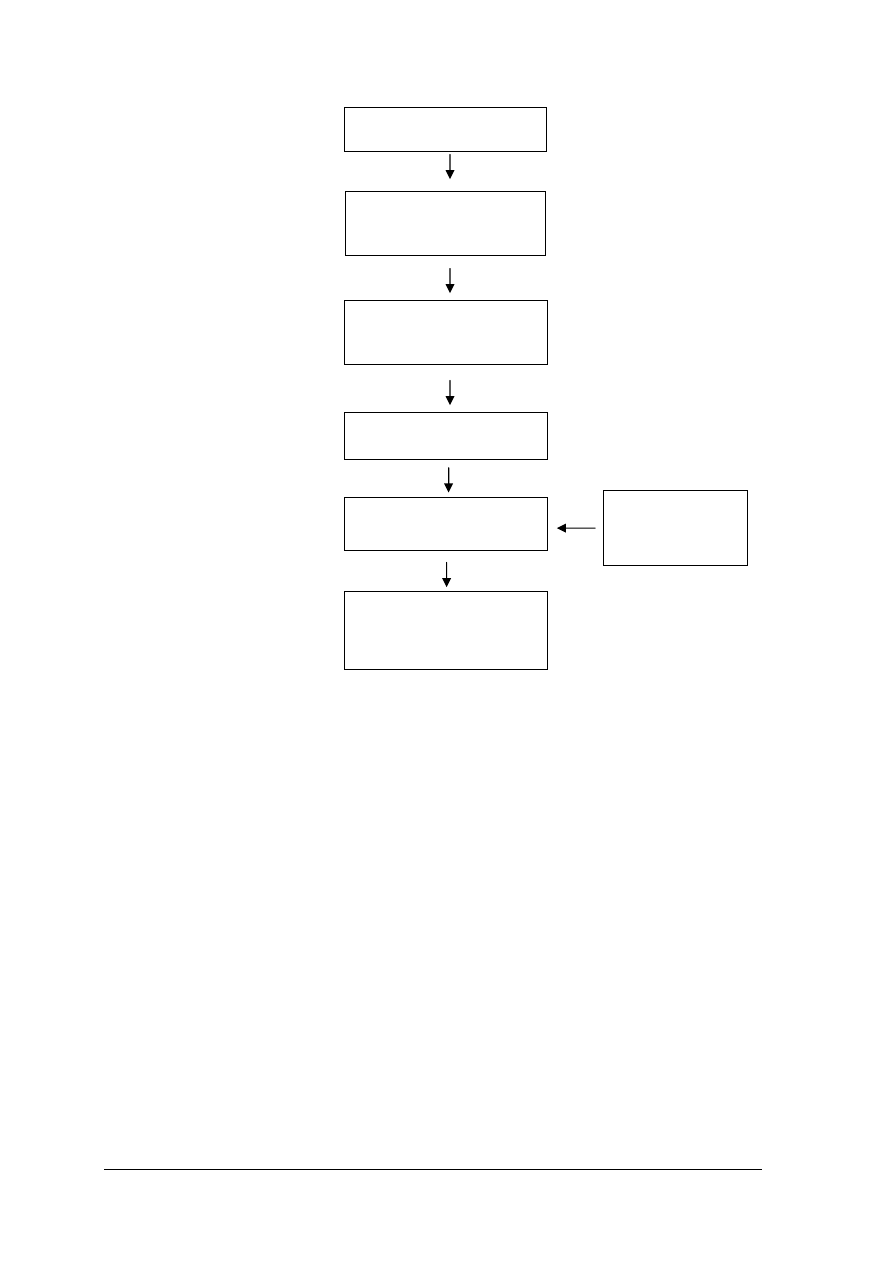
Rys. 3. Proces technologiczny produkcji wędzonki parzonej [opracowanie własne]
Proces technologiczny produkcji kiełbasy
W procesie produkcji kiełbasy można wyodrębnić następujące operacje:
−
dobór surowca (mięso drobne, tłuszcz), ocena jakościowa,
−
peklowanie (nastrzykiwarka),
−
masowanie (masownica),
−
rozdrabnianie (wilk),
−
kutrowanie (kuter),
−
nadziewanie w osłonki (nadziewarka),
−
osadzanie,
−
wędzenie na gorąco, z parzeniem – (komora wędzarniczo-parzalnicza),
−
studzenie,
−
chłodzenie,
−
pakowanie.
Osłonki
Dobór surowca
Masowanie
(masownica)
Formowanie
i sznurowanie
Napełnianie w osłonki
(nadziewarka)
Wędzenie
(komory wędzarnicze)
Parzenie
(kotły warzelnicze)
Studzenie
Chłodzenie
Peklowanie
(nastrzykiwarka)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Surowiec mięsny peklowany i tłuszczowy poddaje się rozdrobnieniu na wilku, gdzie
uzyskuje się wielkość cząstek ok.5–20 mm. Tak rozdrobnione mięso można przeznaczyć do
dalszego rozdrobnienia na kutrze, w zależności od rodzaju kiełbasy (może być drobno
rozdrobniona, średnio rozdrobniona lub grubo rozdrobniona). Podczas kutrowania dodaje się
przyprawy i uzyskuje farsz. Gotowy farsz przekazywany jest do nadziewarek, gdzie nadziewa
się go w osłonki i uzyskuje tzw. batony. W celu wyrównania rozmieszczenia składników
w osłonkach i osuszenia, batony zawiesza się na kijach wędzarniczych (zachodzi tzw.
osadzanie kiełbas). Obróbkę termiczną – wędzenie i parzenie przeprowadza się podobnie jak
w produkcji wędzonek.
Proces technologiczny produkcji wędliny podrobowej– kaszanki
W procesie produkcji kiełbasy można wyodrębnić następujące operacje:
−
dobór surowca (podroby, kasza gryczana, tłuszcz, przyprawy),
−
ocena jakościowa surowców,
−
gotowanie podrobów (kotły warzelne),
−
parowanie kaszy (parnik),
−
rozdrabnianie ugotowanych podrobów i tłuszczu (wilk),
−
kutrowanie podrobów (kuter),
−
mieszanie surowców – rozdrobnione podroby, kasza, krew, przyprawy (mieszanie farszu),
−
nadziewanie w osłonki (nadziewarka),
−
parzenie (kotły parzelnicze),
−
studzenie,
−
chłodzenie,
−
pakowanie.
Cechą charakterystyczną w produkcji wędlin podrobowych jest to, że większość
surowców mięsnych, tłuszczowych i podrobowych poddawana jest wstępnemu parzeniu.
Ubytek masy spowodowany obróbką termiczną, jest wyrównywany w czasie produkcji
dodatkiem odpowiedniej ilości wywaru (rosołu). Stopień rozdrobnienia poszczególnych
składników (na wilku lub kutrze) zależy od specyfiki wytwarzanej wędliny podrobowej.
Charakterystyczne jest również stosowanie w niektórych recepturach także surowców
roślinnych. W przypadku kaszanki jest to kasza gryczana lub jęczmienna poddana procesowi
gotowania. Obróbka termiczna wędlin podrobowych polega na parzeniu, studzeniu
i chłodzeniu.
Technologia produkcji konserw
Konserwy dzieli się ze względu na rodzaj surowców na:
−
mięsne właściwe,
−
mięsne z dodatkami nie mięsnymi,
−
z dziczyzny właściwe,
−
podrobowe,
−
pasztetowe,
−
tłuszczowe.
Ze względu na rodzaj opakowań, rozróżnia się konserwy:
−
w puszkach blaszanych,
−
w puszkach blaszanych z wieczkami z tworzyw sztucznych,
−
w opakowaniach z folii wielowarstwowej,
−
w słojach.
Zasadniczy podział polega na rozróżnianiu konserw pasteryzowanych od sterylizowanych,
tyndalizowanych. Konserwy pasteryzowane są sporządzane zazwyczaj z zespołu mięśnia np.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
szynki konserwowe i po zamknięciu w hermetycznym opakowaniu poddawane obróbce
termicznej w temp. do 100
0
C. Wymagają one przechowywania chłodniczego. Konserwy
sterylizowane po zamknięciu w opakowaniu hermetycznym są poddane obróbce termicznej
w temp. powyżej 100
o
C i nie wymagają przechowywania chłodniczego.
Konserwy tyndalizowane po zamknięciu w opakowaniu hermetycznym są poddane 3-krotnej
obróbce termicznej w temp. do 100
o
C co 24 godziny i wymagają lub nie przechowywania
chłodniczego.
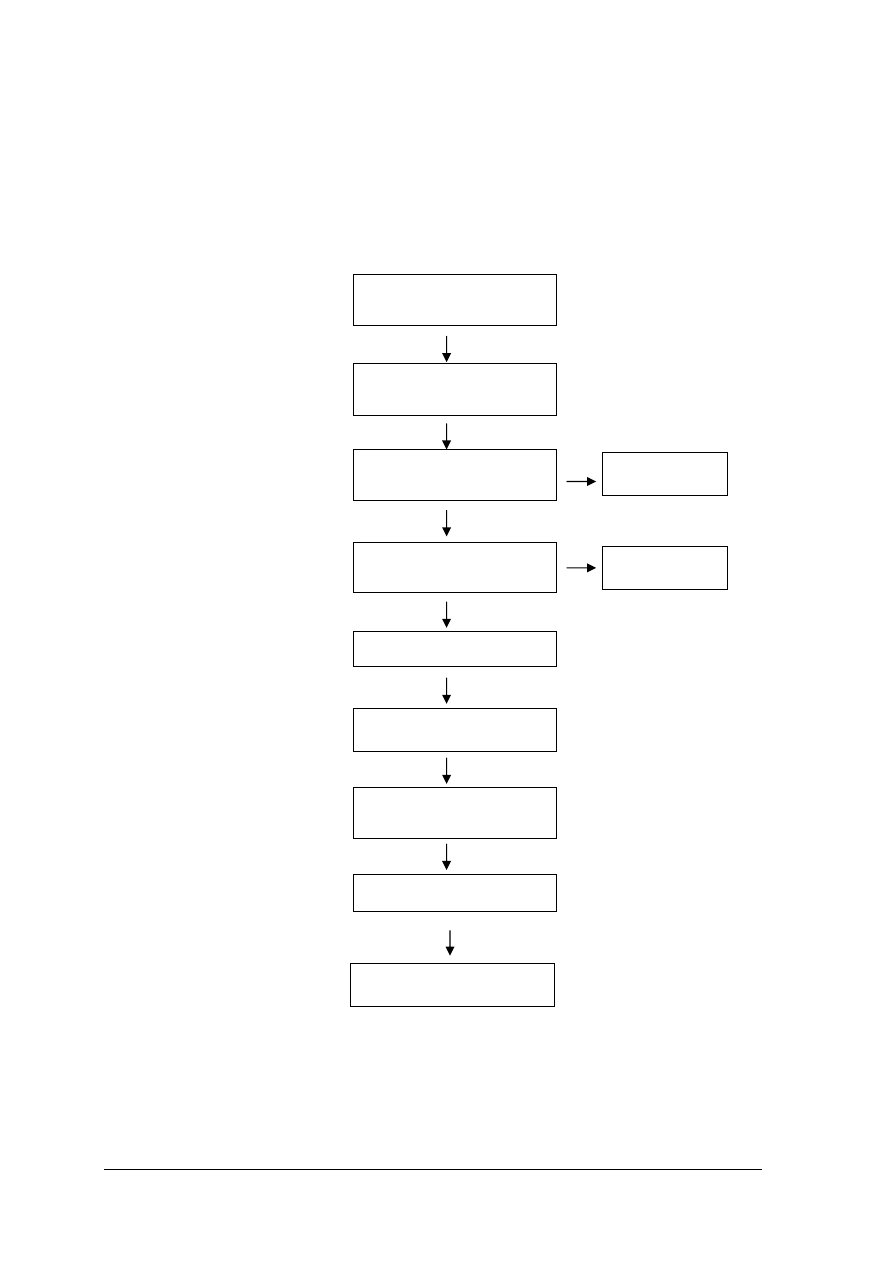
Rys. 4. Proces technologiczny produkcji konserw [opracowanie własne]
Surowce po ocenie jakościowej poddawane są peklowaniu (można proces ten pominąć przy
konserwach pasztetowych i podrobowych). Mięso poddaje się następnie rozdrabnianiu na
wilku i kutrze w zależności od rodzaju konserwy. Po rozdrobnieniu, surowiec mięsno–
tłuszczowy miesza się z przyprawami i lodem (zapobiega denaturacji białka podczas
mieszania w kutrze). Po otrzymaniu farszu napełnia się opakowania, które wcześnie zostały
umyte i zdezynfekowane. Po napełnieniu opakowania zamyka się i poddaje sterylizacji
w sterylizatorze. Sterylizacja jest kontrolowana w zakresie temperatury i czasu. Po sterylizacji
konserwy schładza się i przenosi do magazynu wyrobów gotowych.
4.1.2.
Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Na czym polega klasyfikacja jakościowa EUROP tusz zwierzęcych?
2.
Jakie części zasadnicze uzyskuje się w wyniku rozbioru tusz zwierzęcych?
3.
Jakie uboczne artykuły otrzymuje się w wyniku uboju zwierząt rzeźnych?
4.
Na czym polega dojrzewanie mięsa?
5.
Jakie są odchylenia jakościowe mięsa?
6.
Co to jest mięso PSE i DFD?
Dobór surowca
Peklowanie
Rozdrabnianie
Mieszanie
Napełnianie
i zamykanie opakowań
Sterylizacja
Przyprawy i lód
Opakowania

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
7.
Jakie stosuje się materiały pomocnicze w przetwórstwie mięsnym?
8.
Jakie przetwory otrzymuje się w wyniku przetwarzania mięsa?
9.
Jakie występują operacje jednostkowe w produkcji wędzonek, kiełbas i wędlin
podrobowych z mięsa zwierząt rzeźnych?
4.1.3.
Ćwiczenia
Ćwiczenie 1
Oceń dojrzałość mięsa, wykonując badanie próbki mięsa wieprzowego lub wołowego.
Wykonaj ocenę:
−
organoleptyczną – stan powierzchni, barwę, zapach, konsystencję,
−
fizykochemiczną – oznaczyć pH.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeczytać uważnie metodykę oceny organoleptycznej i instrukcję oznaczania pH mięsa,
2)
obejrzeć bardzo uważnie próbkę mięsa,
3)
przeprowadzić ocenę organoleptyczną,
4)
wykonać badanie pH,
5)
zanotować wyniki w zeszycie,
6)
zinterpretować wyniki na forum grupy.
Wyposażenie stanowiska pracy:
−
próbka mięsa wieprzowego lub wołowego,
−
metodyka oceny organoleptycznej mięsa,
−
metodyka wykonania pomiaru pH mięsa,
−
normy jakościowe,
−
zeszyt.
Ćwiczenie 2
Masz do wyboru próbki surowców i materiałów pomocniczych do żywności. Wybierz te,
które są stosowane w produkcji konserw i kiełbas.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
obejrzeć wybrane surowce i materiały pomocnicze,
2)
przeanalizować możliwości ich zastosowanie w produkcji żywności,
3)
dobrać materiały, które mają zastosowanie w produkcji konserw,
4)
dobrać materiały, które mają zastosowanie w produkcji wędlin podrobowych,
5)
omówić ich celowość stosowania,
6)
zapisać w zeszycie zebrane informacje i zaprezentować na forum grupy.
Wyposażenie stanowiska pracy
−
surowce i materiały pomocnicze (np. sól kuchenna, mieszanina peklująca, puszka
metalowa, osłonki sztuczne lub naturalne, kasza gryczana, kasza pęczak),
−
tekst przewodni,
−
zeszyt.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
4.1.4.
Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyjaśnić zasady klasyfikacji jakościowej tusz zwierzęcych EUROP?
2)
wymienić części zasadnicze tuszy wieprzowej?
3)
wymienić części zasadnicze tuszy wołowej?
4)
wymienić surowce i materiały pomocnicze w przetwórstwie mięsa?
5)
wymienić uboczne artykuły podczas uboju zwierząt rzeźnych?
6)
wyjaśnić, na czym polega dojrzewanie mięsa?
7)
zdefiniować i scharakteryzować mięso PSE, DFD?
8)
wymienić surowce i materiały pomocnicze w przetwórstwie mięsa?
9)
zdefiniować przetwory z mięsa?
10) wymienić operacje jednostkowe w procesie technologicznym wędlin,
kiełbas, konserw?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.2.
Produkcja przetworów z drobiu, ryb, mleka
4.2.1.
Materiał nauczania
Wymagania sanitarno-weterynaryjne dla zakładów przetwórstwa surowców pochodzenia
zwierzęcego opisane zostały w jednostce modułowej 322[14]Z4.01.
Zakres przetwórstwa drobiarskiego
Przetwórstwo drobiarskie zajmuje się produkcją mięsa i przetworów ze szczególnym
uwzględnieniem produkcji wędlin, konserw i wyrobów garmażeryjnych.
Surowce i materiały pomocnicze
W produkcji przetworów z mięsa drobiowego wykorzystuje się:
−
całe tuszki,
−
elementy tuszek – mięśnie piersiowe i udowe, mięso drobiowe odzyskane mechanicznie,
podroby drobiowe, skóra i tłuszcz drobiowy.
Surowce muszą pochodzić z drobiu uznanego przez służby weterynaryjne za przydatne do
spożycia. Ich pozyskiwanie powinno rozpocząć się dopiero po przechowywaniu w czasie 12–
24 godzin w temp. 0–4
o
C.
Surowce pomocnicze: mieszanina peklująca, sól kuchenna, bułka tarta, kasza manna,
błonnik pszenny, białko sojowe.
Materiały pomocnicze: opakowania(osłonki naturalne i sztuczne, puszki metalowe).
Ogólna charakterystyka przetworów z drobiu
Przetwory z mięsa drobiowego są to wyroby, zawierające w składzie surowcowym ponad
50% mięsa drobiowego. Wyróżnia się:
−
wędliny – wędzonki, kiełbasy, wędliny podrobowe,
−
konserwy,
−
wyroby garmażeryjne.
Wędzonki są to przetwory wyprodukowane z tuszki drobiowej, jej elementów lub mięsa
drobiowego bez kości, poddanych peklowaniu lub soleniu oraz wędzeniu lub parzeniu; mogą
być surowe lub parzone.
Kiełbasy są to przetwory wyprodukowane w osłonkach, z peklowanych lub nie
peklowanych surowców drobiowych i innych surowców, o różnym stopniu rozdrobnienia,
z dodatkiem przypraw, wędzone lub nie wędzone, poddane obróbce termicznej. Wyróżnia się
kiełbasy drobno, średnio i grubo rozdrobnione.
Wędliny podrobowe są to wędliny drobiowe w osłonce, wyprodukowane
z rozdrobnionych peklowanych lub solonych surowców drobiowych, innych surowców
mięsnych, surowców skrobiowych, wędzone lub nie wędzone, poddane obróbce termicznej
(np. pasztety, salcesony).
Konserwy są to przetwory w hermetycznych opakowaniach, poddane obróbce cieplnej –
pasteryzacji lub sterylizacji, w celu zniszczenia mikroorganizmów i odpowietrzenia.
Wyroby garmażeryjne są to różnego rodzaju pieczenie, pasztety, rolady, wyroby
w galarecie. Proces produkcji jest podobny do produkcji wędlin.
Przykłady przetworów z drobiu
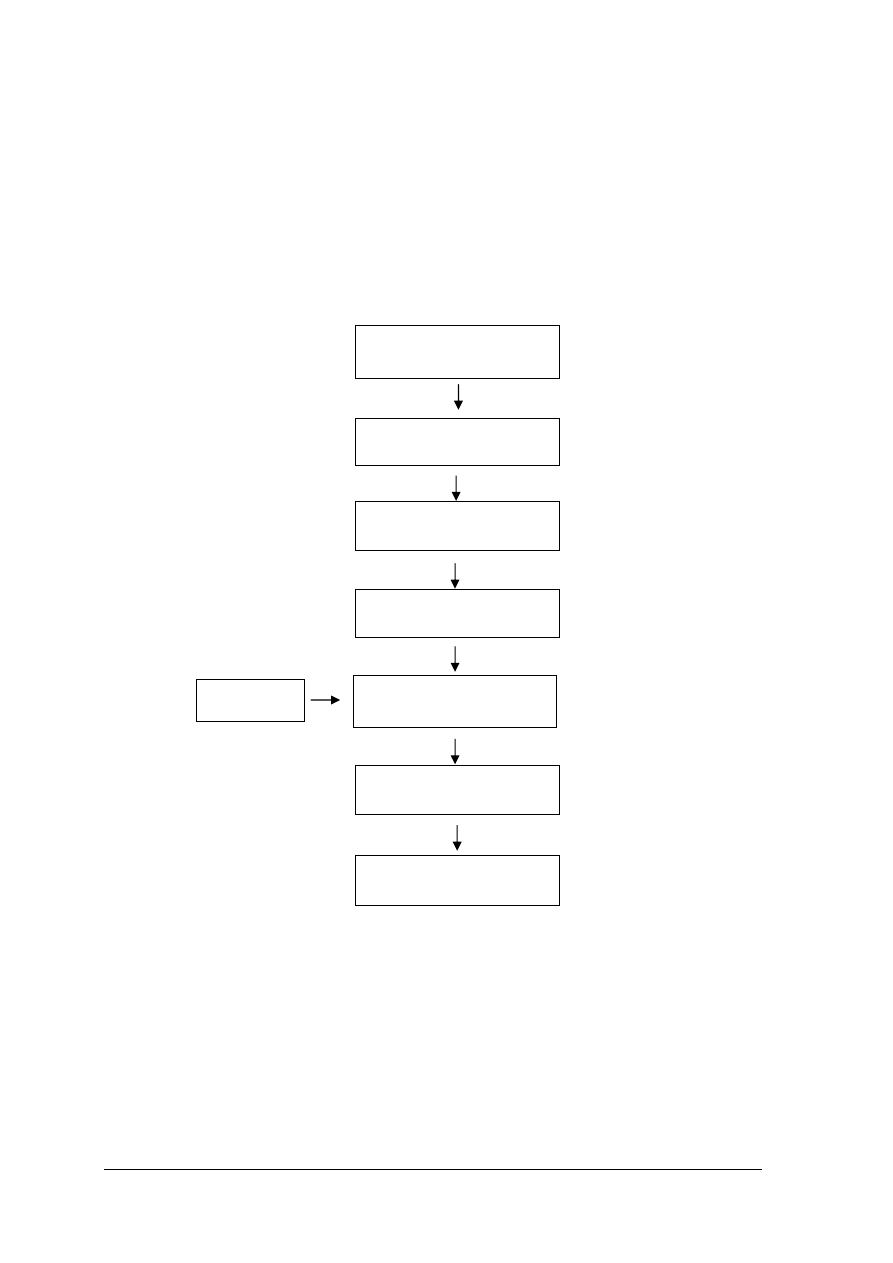
Rozdrabnianie na wilku i kutrze ma na celu otrzymanie odpowiedniej wielkości
cząsteczek surowców. Peklowanie jest to proces, mający na celu utrwalenie po obróbce
termicznej różowo-czerwonej barwy mięsa, nadanie mu typowych cech smakowo-
zapachowych i zapobieżenie rozwojowi mikroorganizmów chorobotwórczych. Mięso pekluje
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
się dodając mieszaniny peklującej na sucho lub na mokro. Masowanie ma na celu poprawę
konsystencji gotowego wyrobu (staje się bardziej miękki).Napełnianie osłonek polega na
napełnieniu przygotowanym farszem osłonek naturalnych lub sztucznych. Parzenie ma na celu
zwiększenie
strawności
i
przyswajalności
białek,
uzyskanie
właściwej
jakości
organoleptycznej wyrobów, uzyskanie trwałości poprzez zniszczenie form wegetatywnych
drobnoustrojów. Parzenie odbywa się w wodzie lub parze wodnej. Wędliny ogrzewa się do
uzyskania w ich centrum temp. min. 68
o
C. Studzenie polega na zraszaniu wędliny zimną
wodą, do uzyskania wewnątrz batonu temp. ok.30
o
C, a następnie chłodzenie do temp. poniżej
10
o
C. Magazynowanie w temp. 2–10
o
C. Trwałość wędliny podrobowej wynosi 48 godzin,
wędzonek parzonych i kiełbas – 72 godziny.
Rys. 5. Proces technologiczny produkcji polędwicy parzonej [opracowanie własne]
Przetwórstwo ryb
Przetwórstwo ryb jest to dział przetwórstwa żywności zajmujący się połowem ryb i ich
przetwarzaniem. Wymogi dotyczące zakładów, w tym statków, dokonujących obróbki
produktów rybołówstwa:
1.
W przypadku, gdy ryby nie są rozprowadzane, wysyłane, przyrządzane ani przetwarzane
niezwłocznie po dostarczeniu ich do zakładu na lądzie, przechowuje się je pod lodem,
w odpowiednich urządzeniach. Lód musi być uzupełniany tak często, jak jest to
konieczne. Pakowane świeże produkty rybołówstwa muszą zostać schłodzone do
temperatury zbliżonej do temperatury topniejącego lodu.
Dobór surowca
Rozdrabnianie
(wilk)
Peklowanie
(nastrzykiwarka)
Masowanie
(masownica)
Napełnianie osłonek
(nadziewarka)
Parzenie
(kotły parzelnicze)
Chłodzenie
Osłonki

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
2.
Czynności odgławiania i patroszenia należy wykonywać w sposób higieniczny. Jeżeli
z technicznego i handlowego punktu widzenia możliwe jest wykonanie patroszenia,
należy tego dokonać możliwie jak najszybciej po odłowieniu produktów lub ich
wyładowaniu na ląd. Niezwłocznie po wykonaniu tych czynności, produkty należy
dokładnie umyć pitną wodą lub, na pokładach statków, wodą czystą.
3.
Czynności filetowania i porcjowania należy wykonać w sposób uniemożliwiający
zanieczyszczenie lub zepsucie się filetów i płatów. Filety i płaty nie mogą pozostawać na
stołach roboczych dłużej niż wymaga tego ich przyrządzenie. Filety i płaty należy
umieścić w opakowaniach jednostkowych lub, w razie konieczności, w opakowaniach
zbiorczych, oraz schłodzić jak najszybciej po ich przyrządzeniu.
4.
Pojemniki używane do wysyłki lub składowania niepakowanych, przyrządzonych
ś
wieżych produktów rybołówstwa przechowywanych pod lodem muszą zapewniać, aby
woda powstała w wyniku topienia lodu nie miała styczności z produktami.
Surowce i materiały pomocnicze
Ryby dzieli się na:
−
słodkowodne: okoń rzeczny, sandacz, sum, szczupak, leszcz, karp, łosoś, węgorz,
sielawa, troć,
−
morskie: dorsz, miętus, flądra, śledź, sardynka, szprot, tuńczyk, makrela.
Ryby świeże, tj. śnięte lub zabite muszą być natychmiast schłodzone do temp. od +5 do
– 1
o
C. Surowce pomocnicze to: sól kuchenna, ocet, mąka pszenna, olej. Materiały
pomocnicze: opakowania (słoje, puszki metalowe).
Ogólna charakterystyka przetworów z ryb
Wyróżnia się następujące przetwory:
−
solone,
−
wędzone,
−
marynowane,
−
konserwy i prezerwy (półkonserwy).
Przetwory solone są to ryby utrwalone solą kuchenną. Do metod solenia zalicza się:
solenie suche, solenie solanką, solenie zalewowe solanką. Wędzonki, są to ryby poddane
wędzeniu. Wędzenie jest to proces nasycenia surowca składnikami dymu drzewnego,
usunięcia pewnej ilości wilgoci oraz spowodowania takich zmian w białkach, dzięki którym
można spożywać rybę bez dodatkowej obróbki termicznej. Wyróżnia się wędzenie na zimno
i na gorąco. Marynaty dzielą się na: gotowane, smażone, nie poddawane obróbce cieplnej (na
zimno). Marynaty zimne są to produkty rybne utrwalone przez działanie octu i soli. Marynaty
gotowane są to przetwory, które uzyskują pożądany kwaśny smak i odpowiednie właściwości
dzięki zalewie octowej, a nie przez dojrzewanie w kąpieli marynującej. Konserwy rybne to
produkty rybne w hermetycznych opakowaniach, poddane sterylizacji cieplnej lub innym
procesom cieplnym, powodującym zniszczenie mikroorganizmów. Wyróżnia się konserwy
w sosie własnym, w zalewie olejowej, w sosie pomidorowym, rybno-warzywne, pasztety, itp.
Proces technologiczny produkcji marynaty smażonej
W procesie produkcji marynaty można wyodrębnić następujące operacje:
−
dobór surowca (np. sardynka, olej),
−
ocena jakościowa surowców,
−
odłuszczanie, odgardlanie, usuwanie płetw piersiowych,
−
płukanie (płuczka),
−
solankowanie,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
−
obciekanie – 1–2 godzin,
−
obtaczanie w mące,
−
smażenie – (smażalnik),
−
chłodzenie,
−
pakowanie do puszek (dozownica),
−
dozowanie zalewy,(dozownica),
−
zamykanie opakowania,(zamykarka),
−
sterylizacja (autoklaw),
Rys.6. Proces technologiczny produkcji ryb wędzonych [opracowanie własne]
Solankowanie odbywa się w solance o stężeniu 15–20% soli w czasie 25 minut.
Smażenie odbywa się metodą zanurzeniową w tłuszczu o temp.170–182
o
C w czasie 5–12
minut. Po schłodzeniu ryby pakuje się do opakowań, np. do puszek metalowych. Po
zapakowaniu zalewa się zalewą i zamyka puszki. Zalewa, której używa się do zalewania
Dobór surowca
(makrela)
Mycie
(myjka)
Odłuszczanie
(moletowane tarcze)
Odgławianie i patroszenie
(noże obrotowe)
Solenie
Nawlekanie
Wędzenie
(komora wędzarnicza)
Schładzanie
Pakowanie
Odpad
Odpad

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
usmażonych ryb, zawiera: 2,0–3,5% kwasu octowego, 3,0–5,0% soli, przyprawy i środki
słodzące. Puszki sterylizuje się w temp. ok.121
o
C. Proces technologiczny produkcji ryb
wędzonych (rys. 6).
Do obróbki wstępnej należą następujące operacje: mycie, odłuszczanie, odgławianie,
patroszenie i solenie. Celem mycia jest usunięcie zabrudzeń powierzchniowych, ewentualnych
substancji chemicznych i mikroorganizmów znajdujących się na powierzchni. Podczas mycia
może odbywać się jednoczesne odłuszczanie (usuwanie łusek). W dalszej kolejności usuwa
się głowę, oraz patroszy wnętrzności. W celu prawidłowego przebiegu dojrzewania, mięso ryb
soli się. Od zawartości soli zależy również temperatura, do której dogrzewa się centrum
najgrubszej części ryby podczas wędzenia. Wędzenie na gorąco trwa 1,5–4,0 godzin i odbywa
się powyżej temperatury ścinania się białka (120–140
o
C).
Konserwy
Konserwy rybne dzieli się w zależności od metody ich przygotowania na konserwy:
−
w sosie własnym,
−
w zalewie olejowej,
−
w sosie pomidorowym,
−
rybno-warzywne,
−
pasztety rybne
−
inne.
Proces technologiczny produkcji konserw w zalewie olejowej
W procesie produkcji konserwy można wyodrębnić następujące operacje:
−
dobór surowca i ocena jakościowa,
−
patroszenie i odgławianie(noże obrotowe),
−
mycie (myjka),
−
solankowanie,
−
obróbka cieplna,
−
układanie ryb w puszkach (dozownice),
−
zalewanie olejem (nalewarka),
−
zamykanie (zamykarka),
−
sterylizacja (autoklaw).
Solankowanie odbywa się w solance o stężeniu 20% w czasie 10–30 minut. Obróbka cieplna
polega na gotowaniu, wędzeniu, smażeniu, itp. Po zakończeniu produkcji konserw rybnych,
w początkowym okresie ich przechowywania, zachodzą przemiany określane terminem
"dojrzewanie", które polegają na wyrównaniu stężeń składników w całej zawartości
opakowania. Przyjmuje się, że optymalną jakość konserwy uzyskują po 1–2 miesięcznym
przechowywaniu w temp. pokojowej.
Przetwórstwo mleka
Ogólna charakterystyka przetworów z mleka
−
mleko spożywcze,
−
ś
mietanka i śmietana,
−
napoje mleczne – niefermentowane i fermentowane,
−
mleko zagęszczone i w proszku,
−
masło,
−
sery.
Mleko spożywcze – jest to mleko surowe poddane procesowi normalizacji tłuszczu,
homogenizacji i utrwalone w drodze pasteryzacji lub sterylizacji.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Napoje niefermentowane:
−
mleko spożywcze jest to mleko surowe poddane procesowi normalizacji tłuszczu,
i pasteryzacji,
−
mleko kakaowe lub kawowe, poddane pasteryzacji,
−
koktajle mleczne są przygotowywane ze śmietanki, z mleka pełnego lub odtłuszczonego
z dodatkiem przypraw smakowych, jak syropy owocowe, świeże owoce, itp.
Napoje fermentowane to produkty otrzymane z mleka spasteryzowanego i przetworów
mlecznych w wyniku działania specyficznej mikroflory, powodującej obniżenie pH
i koagulację białek mleka. Najbardziej popularne napoje to fermentowane to: jogurt i kefir.
Jogurt jest napojem fermentowanym przez żywe bakterie wytwarzające kwas mlekowy; może
być naturalny lub smakowy (zawiera przetwory owocowe, emulgatory, stabilizatory). Kefir
zawiera mikroflorę ziaren kefirowych wytwarzających kwas mlekowy i alkohol, nie zawiera
substancji smakowych.
Mleko zagęszczone produkuje się z mleka pełnego albo z mleka odtłuszczonego,
z cukrem lub bez cukru, może zawierać również inne dodatki, np. kawę czy kakao.
Mleko w proszku otrzymuje się z mleka pełnego lub odtłuszczonego przez odparowanie
prawie całej zawartej w nich wody, tj. do zawartości ok. 3–4%.
Ś
mietanka jest to tłuszcz otrzymany w wyniku odwirowania mleka świeżego.
Ś
mietana jest to śmietanka poddana procesowi fermentacji bakterii fermentacji mlekowej.
Masło jest produktem spożywczym zawierającym 80,0 – 82,5% tłuszczu, uzyskiwanym
wyłącznie ze śmietanki lub śmietany.
Ser jest to produkt z mleka krowiego o charakterystycznym smaku i zapachu,
otrzymanym przez wydzielenie białek i tłuszczu w postaci skrzepu, poddanego następnie
odpowiedniej obróbce. Wyróżnia się sery:
−
podpuszczkowe,
−
twarogowe,
−
topione.
Sery podpuszczkowe produkuje się z podpuszczkowego skrzepu mleka odtłuszczonego
lub normalizowanego, poddanego procesowi dojrzewania.
Sery twarogowe produkuje się z kwasowego, niekiedy kwasowo-podpuszczkowego
skrzepu mleka odtłuszczonego lub normalizowanego. Rozróżnia się sery twarogowe świeże,
niedojrzewające, przeznaczone do bezpośredniego spożycia, oraz sery dojrzewające.
Sery topione są to produkty otrzymane z serów podpuszczkowych z dodatkiem topników,
substancji smakowo-zapachowych, poddanych procesowi topienia. Sery w zależności od
zawartości tłuszczu mogą być chude, półtłuste, tłuste, pełnotłuste.
Proces technologiczny produkcji mleka spożywczego pasteryzowanego
W procesie produkcji mleka można wyodrębnić następujące operacje:
−
dobór surowca (mleko surowe), ocena jakościowa,
−
schładzanie (schładzalniki),
−
oczyszczanie z odtłuszczaniem – wirowanie (wirówka oczyszczająco-odtłuszczająca),
−
homogenizacja (homogenizator),
−
normalizacja zawartości tłuszczu – dodatek śmietanki,
−
pasteryzacja (pasteryzator),
−
chłodzenie (tanki magazynowe),
−
pakowanie (rozlewaczko– zamykarka).
Schładzanie mleka surowego musi zachodzić szybko do temp. 4
o
C, dzięki czemu
ogranicza się możliwość namnażania drobnoustrojów. Oczyszczanie ma na celu usunięcie
z mleka
zanieczyszczeń
mechanicznych
oraz
możliwie
jak
największej
liczby
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
drobnoustrojów.
Równocześnie
odbywa
się
odwirowanie
tłuszczu
(śmietanki).
Homogenizacja ma na celu ujednolicenie wielkości cząsteczek, które zapobiegną
powstawaniu tłuszczu na powierzchni mleka. Ponadto, uczyni mleko bardziej strawnym po
spożyciu. Normalizacja ma na celu ustalenie odpowiedniej zawartości tłuszczu
deklarowanego na opakowaniu. Polega na dodatku śmietanki homogenizowanej do mleka
i wymieszaniu.
Pasteryzacja może być:
−
krótkotrwała (w temp. 71–74
o
C przez 15 sekund);
−
momentalna (w temp. 85–90
o
C przez 1–4 sekund);
−
niska długotrwała( w temp.63–65
o
C przez 30 minut);
−
wysoka (w temp. ponad 80
o
C w czasie od kilkunastu sekund do kilkunastu minut).
Po pasteryzacji następuje natychmiastowe chłodzenie mleka do temp. nie mniej niż 4–5
o
C.
Pakowanie w opakowania z tworzyw sztucznych (kartoniki) odbywa się w urządzeniach
rozlewająco-zamykających z równoczesnym formowaniem opakowania i jego sterylizacji.
Magazynowanie mleka pasteryzowanego odbywa się w temp. nie niższej niż 8
o
C.
Proces technologiczny produkcji sera twarogowego
W procesie produkcji sera można wyodrębnić następujące operacje:
−
dobór surowca, ocena jakościowa,
−
obróbka wstępna mleka,
−
dodanie chlorku wapnia i zakwasu (wanny serowarskie),
−
dojrzewanie – fermentacja (wanny),
−
obróbka skrzepu (wanny),
−
powolne ogrzewanie (wanny),
−
ociekanie serwatki (prasy),
−
pakowanie.
Dodatek zakwasu zapoczątkowuje proces koagulacji mleka, tj. przeprowadzenie kazeiny
w nierozpuszczalną formę, spowodowaną ukwaszeniem mleka pod wpływem rozwijających
się bakterii kwasu mlekowego. Skrzep tworzy się po upływie 14–16 godzin, lub 2,5–6 godzin.
Obróbka skrzepu rozpoczyna się przy odpowiedniej kwasowości serwatki. Najpierw
podgrzewa się skrzep łagodnie, aby oddzielił się od wanny i wydzielił serwatkę, a następnie
kroi na graniastosłupy o podstawie 12x12 cm, odwraca je delikatnie za pomocą kielni, i dalej
kroi na ziarna wielkości 3–6mm. Następnie prowadzi się powolne ogrzewanie do temp.
ok. 30
o
C, w czasie 1–2 godzin. Po podgrzaniu skrzep przenosi się do prasy wózkowej
wyłożonej tkaniną. Ociekanie trwa ok.1–2 godzin w temp. 18–20
o
C, aż twaróg osiągnie
grubość 10–15cm. Dalsze usuwanie serwatki odbywa się poprzez samoprasowanie w workach
lub prasach wózkowych. Sery pakuje się w papier pergaminowy lub w folię z tworzyw
sztucznych i układa do skrzynek transportowych. Proces technologiczny produkcji jogurtu
(rys.7).
Zaszczepienie mleka polega na dodaniu do przygotowanego mleka pasteryzowanego
szczepy żywych bakterii w ilości 3% wytwarzających kwas mlekowy. Fermentacja zachodzi
w temperaturze 42–43
o
C, w czasie ok.3 godzin do uzyskania minimum 0,6% kwasu
mlekowego. Wyróżnia się jogurty:
−
naturalne, zawierające dodatki pochodzenia mlecznego, np. mleko w proszku, mleko
zagęszczone,
−
smakowe, które mogą zawierać takie dodatki jak, owoce, przeciery owocowe, zboża,
bakalie, itp.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Rys. 7. Proces technologiczny produkcji jogurtu [opracowanie własne]
Składowanie chłodzonych i mrożonych produktów pochodzenia zwierzęcego
Jedną z bardziej popularnych metod przedłużania dobrej jakości mięsa, mleka, ryb jest
poddanie ich działaniu niskich temperatur. Wyróżnia się dwie metody:
−
chłodzenie (temperatury dodatnie, bliskie 0
o
C),
−
zamrażanie (temperatury ujemne, ok. –18
o
C).
Metoda obniżania temperatury powoduje niewielkie zmiany cech organoleptycznych
i odżywczych produktów, zwolnienie lub zahamowanie rozwoju drobnoustrojów i zwolnienie
tempa reakcji chemicznych. Drobnoustroje nie rozmnażają się w temp. poniżej 0
o
C.
Mikroflorę produktów i surowców spożywczych reprezentują przeważnie tzw. drobnoustroje
mezofilne, które rozwijają się najlepiej w temperaturze 30 – 40
o
C, minimalna temperatura ich
rozwoju wynosi +5
o
C. Drobnoustroje psychrofilne mają minimalną temp. rozwoju 0
o
C,
temperaturę optymalną 10 – 15
o
C. Przechowywanie mleka w temp. ok.4
o
C nie powoduje
namnażania mikroflory, a nawet nieco obniża ilość mikroflory. W czasie chłodzenia
najczęściej stosuje się temp. ok. 0 – 4
o
C, z wyjątkiem mięsa po uboju. Mięso po uboju
wychładza się:
−
jednofazowo, proces polega na umieszczeniu tusz po uboju w tunelu lub komorze,
w której poddaje się działaniu zimnego powietrza o temp. od –2
o
C do 0
o
C, o wysokiej
wilgotności względnej ok. 95%; czas ok. 16 godzin, temperatura wychłodzonego mięsa
+4
o
C;
Mleko pasteryzowane
Zaszczepienie mleka-
dodatek zakwasu
Chłodzenie do temp.
zaszczepienia zakwasem
Dojrzewanie-fermentacja
Mieszanie z dodatkami
(mieszalnik)
Rozlew do opakowań
jednostkowych
(dozownica)
Przeciery
owocowe,
owoce, bakalie itp.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
−
dwufazowo, proces polega na bardzo szybkim obniżeniu temp. tusz do +8
o
C w czasie 1,5
do 3 godzin, po czym dalej się schładza w temp. ok. –12
o
C do temp. mięsa +4
o
C.
Mięso drobiowe schładza się w temp. 0–4
o
C w czasie 12–24 godzin. Mięso schłodzone
może być przetrzymywane w chłodni nie więcej niż kilka dni. W czasie wychładzania
następuje:
−
dojrzewanie mięsa,
−
zmiana barwa z jasnoczerwonej do czerwonej,
−
ubytki masy spowodowane odparowaniem wody,
−
zmiana tłuszczu i białka.
W przypadku ryb należy zastosować szybkie chłodzenie do temperatury –1
o
C, lub
doprowadzić do częściowego podmrożenia do temperatury –3
o
C, co powoduje spowolnienie
procesów psucia pod wpływem czynników biologicznych. Metodą na wydłużenie trwałości
jest przechowalnictwo zamrażalnicze, które polega na przechowywaniu produktów
w temperaturze ok. –18
o
C do –24
o
C. Przyjmuje się, że w temperaturze –10
o
C, drobnoustroje
nie rozmnażają się, aczkolwiek w większości nie giną. Czas przechowywania wydłuża się od
kilku do kilkunastu miesięcy. Wyróżnia się chłodnie:
−
składowe przeznaczone do przechowywania artykułów zamrożonych,
−
przyzakładowe, w których zachodzi chłodzenie, zamrażanie jak i przechowywanie,
−
dystrybucyjne, przeznaczone do sprzedaży w sieci handlu detalicznego.
Znakowanie produktów (opakowań)
Wszystkie produkty spożywcze muszą być prawidłowo oznakowane zgodnie
z obowiązującymi w kraju aktami prawnymi. Znakowanie opakowań, a właściwie towarów
w nich zawartych wynika z: Rozporządzenia
Ministra Rolnictwa i Rozwoju Wsi w sprawie
znakowania środków spożywczych, i Ministra Zdrowia w sprawie znakowania produktów
wartością odżywczą. Oznakowanie powinno znajdować się w miejscach najbardziej
widocznych, być czytelne, w pełni zrozumiałe i podane w języku polskim. Na opakowaniach
jednostkowych zaleca się umieszczania następujących informacji:
−
nazwa produktu,
−
nazwa i adres producenta,
−
wykaz surowców i dodatków celowych,
−
data minimalnej trwałości, lub termin do spożycia,
−
masa netto,
−
oznaczenie partii produkcyjnej,
−
warunki przechowywania,
−
wartość odżywczą i energetyczną,
−
w przypadku stosowania substancji celowych sztucznych należy zamieścić informację,
np. konserwowany chemicznie,
−
znaki jakości,
−
identyfikacyjny kod kreskowy,
−
literowy symbol tworzywa sztucznego,
−
znak przydatności opakowania do kontaktu z żywnością,
−
znak przydatności tworzywa do ponownego przetwórstwa.
Ważnym elementem informacyjnym jest kreskowy kod identyfikacyjny, który służy do
automatycznej identyfikacji i rejestracji towarów. Zawiera informacje przedstawione w formie
cyfr i pasma. Każdej cyfrze odpowiada znak kodu pasmowego składający się z kombinacji
równoległych ciemnych kresek i jasnych pasm (spacji) różnej szerokości. Umożliwia to
natychmiastowy odczyt informacji za pomocą elektronicznych czujników, tzw. skanerów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Najbardziej rozpowszechnionym kodem jest EAN–13 (PN–90/0–79004), składający się z 13
cyfr, których znaczenie jest następujące(miejsce cyfr, licząc od prawej):
1)
na miejscach 13–11–tzw. prefix, czyli numer kraju, z którego pochodzi towar, Polska
otrzymała prefix 590,
2)
na miejscach 10–7 – numer producenta lub dystrybutora,
3)
na miejscach 6–2 – numer indywidualny produktu ustalany przez producenta,
4)
na 1 miejscu – cyfra kontrolna, uzyskana w wyniku określonych działań arytmetycznych
wykonanych na pozostałych cyfrach kodu.
Oznaczanie kodem produktów nie jest obowiązkowe, ale bardzo usprawnia obrót,
sprzedaż, zmniejsza koszty, itp.
4.2.2.
Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń
1.
Jakie są kryteria klasyfikacji ryb?
2.
Jakie materiały pomocnicze stosuje się w przetwórstwie ryb?
3.
Jakie przetwory otrzymuje się w wyniku przetwarzania ryb?
4.
Jakie operacje jednostkowe występują w produkcji ryby wędzonej i konserwy rybnej?
5.
Jakie materiały pomocnicze stosuje się w przetwórstwie mleka?
6.
Jakie przetwory otrzymuje się w wyniku przetwarzania mleka i jego przetworów?
7.
Jakie operacje jednostkowe występują w produkcji polędwicy drobiowej parzonej,
i wędliny podrobowej?
8.
Jakie operacje jednostkowe występują w produkcji mleka spożywczego pasteryzowanego,
sera twarogowego i jogurtu?
9.
Jak wpływa na jakość surowców zwierzęcych chłodzenie i zamrażanie?
10.
Jak należy znakować produkty spożywcze?
4.2.3.
Ćwiczenia
Ćwiczenie 1
Na podstawie informacji zgromadzonych podczas wycieczki do mleczarni opracuj proces
technologiczny (blokowy) dowolnie wybranego produktu ze szczególnym uwzględnieniem
doboru operacji jednostkowych, parametrów technologicznych, i metody utrwalania. Ustal
zasady higieny produkcji.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować dokumentację technologiczną w zakładzie,
2)
obserwować proces technologiczny,
3)
przeanalizować i dobrać operacje i procesy jednostkowe,
4)
przeanalizować dobór surowców i materiałów pomocniczych,
5)
opracować schemat blokowy procesu technologicznego,
6)
scharakteryzować dobrane operacje jednostkowe,
7)
scharakteryzować metodę utrwalania,
8)
scharakteryzować zasady higieny,
Wyposażenie stanowiska pracy:
−
dokumentacja technologiczna w zakładzie,
−
hala produkcyjna,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
−
zeszyt,
−
brystol.
Ćwiczenie 2
Masz do wyboru eksponaty opakowań jednostkowych do żywności. Wybierz dowolne
trzy opakowania i oceń, czy są prawidłowo oznakowane. Aby wykonać poprawnie ćwiczenie
skorzystaj z rozporządzenia
Ministra Rolnictwa i Rozwoju Wsi w sprawie znakowania
ś
rodków spożywczych, oraz rozporządzenia Ministra Zdrowia w sprawie znakowania
ś
rodków spożywczych wartością odżywczą.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
wybrać trzy dowolne opakowania z różnych produktów żywnościowych,
2)
obejrzeć dokładnie każde opakowanie,
3)
wypisać, jakie informacje występują na każdym opakowaniu,
4)
ocenić, czy opakowania są poprawnie oznakowane,
5)
zapisać w zeszycie zebrane informacje i zaprezentować na forum klasy.
Wyposażenie stanowiska pracy:
–
opakowania produktów żywnościowych,
–
Rozporządzenie
Ministra Rolnictwa i Rozwoju Wsi w sprawie znakowania środków
spożywczych,
–
Rozporządzenie
Ministra Zdrowia w sprawie znakowania środków spożywczych
wartością odżywczą.
4.2.4.
Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić surowce i materiały pomocnicze w przetwórstwie ryb?
2)
wymienić przetwory z ryb?
3)
zdefiniować pojęcie „przetwory z ryb”?
4)
nazwać surowce i materiały pomocnicze w przetwórstwie drobiarskim?
5)
nazwać przetwory z drobiu?
6)
7)
wymienić materiały pomocnicze w przetwórstwie mleka?
rozróżnić przetwory z mleka?
8)
dobrać operacje jednostkowe w produkcji ryby wędzonej
i konserwy rybnej?
9)
dobrać operacje jednostkowe w produkcji polędwicy drobiowej
parzonej i wędliny podrobowej?
10) dobrać operacje jednostkowe w produkcji mleka
spożywczego pasteryzowanego, sera twarogowego i jogurtu?
11) uzasadnić wpływ chłodzenia i zamrażania na jakość żywności?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.3.
Normy jakości i normy ISO. System HACCP i monitoring
w zakładach
4.3.1.
Materiał nauczania
Rodzaje norm
Konieczność dostosowania naszego systemu normalizacyjnego do wzorców Unii
Europejskiej przyczyniła się do przyjęcia w Ustawie o normalizacji następującego podziału
powszechnie dostępnych norm ze względu na obszar ich stosowania:
−
norma międzynarodowa (ISO, IEC) – obowiązująca w skali świata;
−
norma regionalna (EN, CEN) – obowiązująca na poziomie regionów, np. Europy;
−
norma krajowa (PN) – dotycząca kraju, np. Polski;
−
norma zakładowa (ZN) – obowiązująca w danym przedsiębiorstwie.
Z mocy Ustawy o normalizacji wynika między innymi, że jedynymi normami krajowymi
są Polskie Normy (PN). Przy wprowadzaniu normy międzynarodowej lub regionalnej do
krajowego dokumentu normatywnego używa się oznaczeń PN–ISO lub PN–EN. Ustawa
o normalizacji nie precyzuje pojęcia normy zakładowej, choć dokumenty te na poziomie
przedsiębiorstwa mogą i powinny być opracowywane. Opracowaną normę zakładową
przyjmuje przedsiębiorstwo, a z chwilą ustanowienia staje się ona dokumentem
obligatoryjnym w tym przedsiębiorstwie. Zgodnie z wykazem Polskiego Komitetu
Normalizacyjnego istnieją następujące typy norm powszechnych:
−
norma podstawowa – dotyczy ogólnych postanowień (zagadnień) w jednej określonej
dziedzinie,
−
norma terminologiczna – dotyczy terminów i ich definicji, objaśnień, przykładów,
−
norma procesu – określa wymagania, które powinny być spełnione w procesie, w celu
zapewnienia jego funkcjonalności,
−
norma badań – dotyczy metod i kolejności badań, pobierania próbek,
−
norma wyrobu – dotyczy wymagań, które powinien spełniać wyrób, w celu zapewnienia
jego funkcjonalności.
Normy ISO serii 9000 jako narzędzie zapewnienia jakości żywności
Z punktu widzenia jakości wyrobów normy odgrywają różne role. Z jednej strony są one
potrzebne do oceny odchylenia od przyjętego poziomu jakości, z drugiej zaś strony ich celem
jest zagwarantowanie jednolitej jakości wyrobów. Do norm tej drugiej grupy, których
stosowanie ma na celu zapewnienie jakości produktów poprzez zapewnienie jakości procesów
produkcyjnych, zalicza się normy serii 9000 oraz odpowiadające im Polskie Normy.
Międzynarodowa Organizacja Normalizacyjna ISO (skrót od International Organization for
Standardization) stworzyła wzorzec – zbiór ogólnych zasad dotyczących jakości i norm
powszechnie uznanych i stosowanych na świecie. Normy te narzucają konieczność
dostarczenia dowodów przestrzegania wymagań w nich zawartych. Zapewnienie jakości może
odbywać się na podstawie trzech modeli opisanych w normach ISO 9001, ISO 9002 i ISO
9003, przy czym największy zakres wymagań prezentuje model ISO 9001. W przetwórstwie
ż
ywności najczęściej wdrażany był model ISO 9002”. Obecnie obowiązującą normą jest ISO
22000:2005. Norma zakłada połączenie założeń systemu ISO 9001:2000 oraz systemu
bezpieczeństwa zdrowotnego żywności HACCP. Wprowadzenie nowej normy ma na celu
udoskonalenie zarządzania i polepszenie jakości produktów. Przeznaczona jest również dla
branż współpracujących z producentami żywności: dla producentów opakowań, firm
transportowych i magazynujących żywność.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Normy ISO 9000 określają niemal każdą czynność pracownika biorącego udział
w procesie produkcji, zadania kierownictwa, sposoby kontrolowania jakości wyrobów
dostarczanych przez poddostawcę itp. W systemie ISO kontrola jakości jest permanentna
i odbywa się na każdym etapie, od projektowania, poprzez produkcję, do ekologicznego
niwelowania odpadów. W tym systemie każdy pracownik, o ile wypełnia wskazówki zapisane
w Księdze Jakości, wykonuje swoje czynności niemal z komputerową powtarzalnością.
Systemy zapewnienia jakości w produkcji żywności
Stosowanie ujednoliconych systemów zapewnienia jakości jest warunkiem swobodnej
międzynarodowej wymiany towarowej i niezbędnym przy tych transakcjach czynnikiem
zaufania, ze będąca przedmiotem obrotu żywność spełnia warunki bezpieczeństwa
zdrowotnego. Do najbardziej powszechnych systemów zapewnienia jakości zalicza się,
według wzrastającego obszaru działania, następujące:
−
Dobra Praktyka Produkcyjna (ang. Good Manufacturing Practice – GMP);
−
Dobra Praktyka Higieniczna (ang. Good Hygienic Pratice – GHP);
−
Analiza Zagrożeń i Krytyczne Punkty Kontroli (ang. Hazard Analysis and Critical
Control Points – HACCP);
−
System Punktów Kontrolnych Zapewnienia Jakości (ang. Quality Assurance Control
Points – QACP);
−
Normy ISO serii 9000; 22000:2005;
−
Kompleksowe Zarządzanie Jakością (ang. Total Quality Management – TQM).
Dobra Praktyka Produkcyjna (GMP) i Dobra Praktyka Higieniczna (GHP)
Dobra Praktyka Produkcyjna – termin ten oznacza spełnienie wszystkich podstawowych
wymagań dotyczących warunków produkcji zapewniających wyprodukowanie żywności
bezpiecznej dla zdrowia konsumenta. Wymagania GMP dotyczą:
−
otoczenia zakładu,
−
jakości surowców i materiałów pomocniczych,
−
procesu produkcji, maszyn i urządzeń,
−
procesów mycia i dezynfekcji,
−
higieny personelu,
−
magazynowania i dystrybucji wyrobów.
Higieniczne aspekty GMP określane są jako Dobra Praktyka Higieniczna (GHP). Jest to
pojęcie nieco węższe aniżeli GMP. W Polsce, kierownicy zakładów produkujących środki
spożywcze zobowiązani są do opracowania procedur i instrukcji Dobrej Praktyki Higienicznej
(GHP). GHP obejmuje następujące obszary:
−
lokalizacja i otoczenie zakładu,
−
budynki i układ funkcjonalny pomieszczeń,
−
maszyny i urządzenia – higiena i konserwacja,
−
procesy mycia i dezynfekcji,
−
zaopatrzenie w wodę, badanie wody,
−
odpady żywnościowe i ich gromadzenie,
−
zabezpieczenie przed szkodnikami,
−
szkolenie personelu,
−
higiena i stan zdrowia personelu.
Analiza Zagrożeń i Krytyczne Punkty Kontroli (HACCP)
Systemy GMP i GHP są punktem wyjścia do wdrażania systemu HACCP. Według
oficjalnej definicji Kodeksu śywnościowego „HACCP jest systemem, który identyfikuje,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
ocenia, kontroluje (opanowuje) zagrożenia istotne dla bezpieczeństwa żywności”. Obrazowo
system HACCP można przedstawić jako strukturę dwuczłonową:
1)
Analiza Zagrożeń – identyfikacja (analiza) wszystkich możliwych zagrożeń, które mogą
wystąpić w procesie produkcyjnym,
2)
Krytyczny Punkt Kontroli – wskazanie, na podstawie dokonanej analizy zagrożeń,
miejsca, surowca, operacji, bądź etapu procesu produkcyjnego, gdzie mogą wystąpić
istotne dla zdrowia czynniki zagrażające (krytyczne) o charakterze chemicznym,
fizycznym, mikrobiologicznym, które należy nadzorować, aby je wyeliminować,
ograniczyć lub zapobiec ich występowaniu.
HACCP jest system zapobiegawczym. Polega on na kontroli poszczególnych etapów procesu
produkcyjnego i reagowaniu w trakcie jego trwania, w odróżnieniu od dotychczas
powszechnie stosowanej wyrywkowej kontroli gotowego wyrobu. Ideą systemu jest przejście
od poszukiwania wad produktu do zapobiegania ich powstawaniu. Po ustaleniu punktów
krytycznych należy opracować system monitorowania parametrów, aby nie przekroczyć
ustalonych limitów krytycznych. Monitorowanie polega, zatem na kontroli ustalonych
parametrów w punkcie krytycznym. Jest to najczęściej temperatura, czas, ciśnienie, wyróżnik
mikrobiologiczny lub fizykochemiczny. Aby monitoring spełnił swoją funkcję musi być
ciągły najlepiej rejestrowany przez komputer, lub ludzi. W sytuacji przekroczenia limitu
krytycznego należy rozpocząć procedurę działań korygujących. Każdy odczyt lub badanie
musi być zapisane w dokumentacji (może być elektroniczna).
System Punktów Kontrolnych Zapewnienia Jakości ( QACP)
System ten obejmuje wszystkie atrybuty jakości, zwłaszcza jakości handlowej wyrobu.
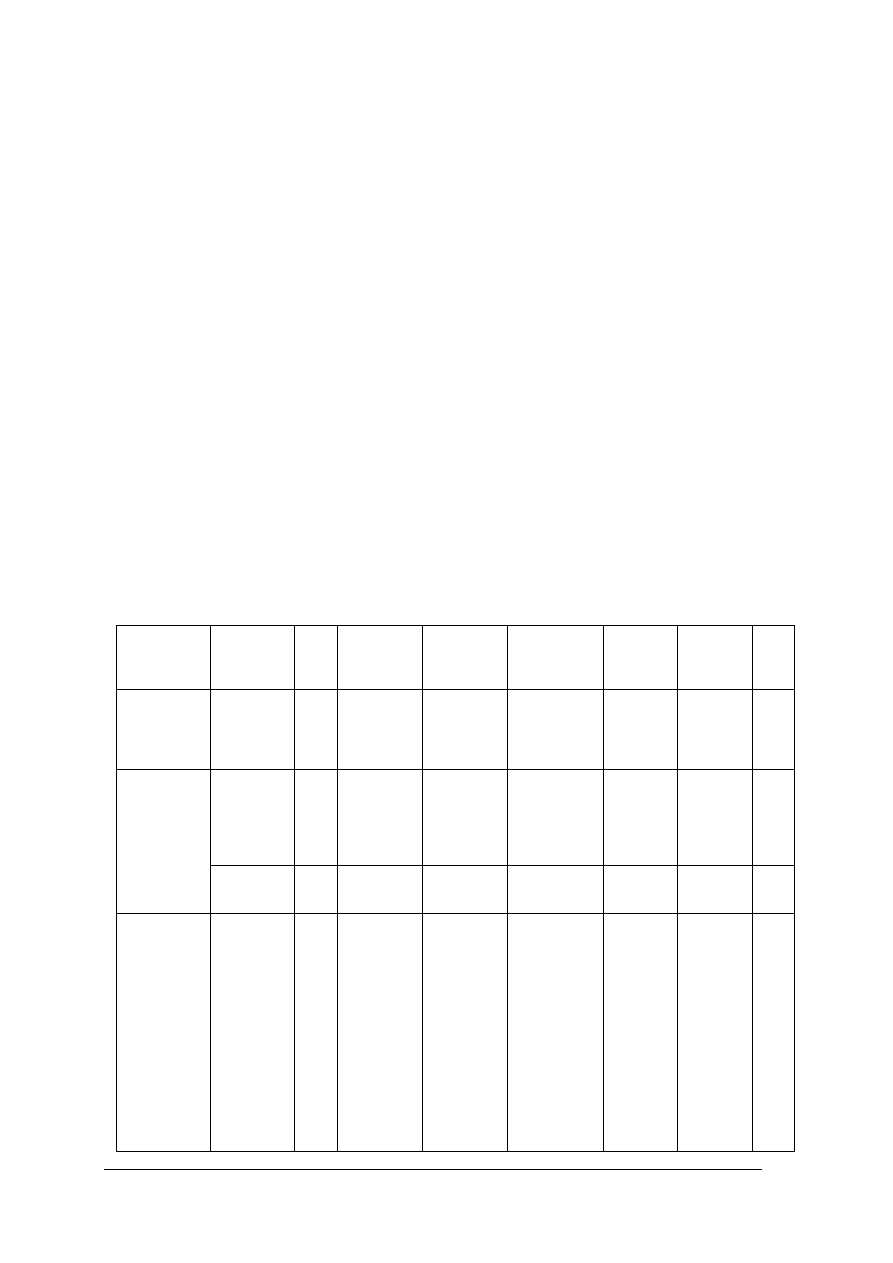
Tabela 4. Analiza zagrożeń oraz identyfikacja CCP [opracowanie własne]
Surowiec
Etap procesu
Opis
zagrożenia
Kat.
Przyczyny
Ogólne
procedury
i instrukcje
Bezpośrednie
działanie
zapobiega
wcze
Priorytet
(1-9)
Drzewo
decyzyjne
tak/nie
Nr
CCP
ś
ywiec
Zagrożenie
chemiczne
CH
Choroba
zwierząt-
pozostałość
leków,
sterydów.
Procedura
zakupu
Badanie
przedubojowe
- badanie
lekarskie
1
t n t t
CP
Zanieczy
szczenia
fizyczne
F
Ź
le
przeprowa
dzony
proces-
pozostałości
szczeciny.
Instrukcja
technologi
czna
Wizualna
kontrola
Kontrola
temperatury
oparzania
1
t n t t
CP
Oparzanie
Zakażenie
mikrobiolo
giczne
M
Za wysoka
temperatura
oparzania.
Instrukcja
technologi
czna
Monitoring
temperatur
oparzania
3
t t t n
CPP
-1
Magazynowa
nie półtusz.
Magazyn
składowy
w tym
wydzielone
miejsce na
sztuki
podejrzane.
Zakażenie
mikrobiolo
giczne
M
Nieprawidło
we warunki
magazynow
ania- wzrost
temperatury
powyżej,
której
zaczynają
się
namnażać
mikroorgani
zmy.
Brak
higieny
magazynów
Instrukcja
technologi
czna
Procedura
mycia i
dezynfekcji
magazynu.
Monitoring
temperatury
magazyno
wania
i temperatury
półtusz.
3
t n t n
CCP
-2
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Kompleksowe Zarządzanie Jakością (TQM)
TQM, podobnie jak normy serii ISO serii 9000, dotyczy ogółu produkowanych dóbr
materialnych i wszystkich cech ich jakości. Koncepcja TQM opiera się na następujących
zasadach:
−
zaspokojenie wymagań i usatysfakcjonowanie klienta,
−
przywództwo i zaangażowanie naczelnego kierownictwa oraz włączenie wszystkich
zatrudnionych do realizacji celów jakościowych,
−
dążenie do ciągłej poprawy systemu i wyrobów.
System TQM łączy w sobie GMP, GHP, HACCP oraz normy ISO. System ten jest najbardziej
rozbudowany spośród dotychczas stosowanych i wdrożenie go jest bardzo trudne. Wymaga
wszechstronnych i długotrwałych przygotowań.
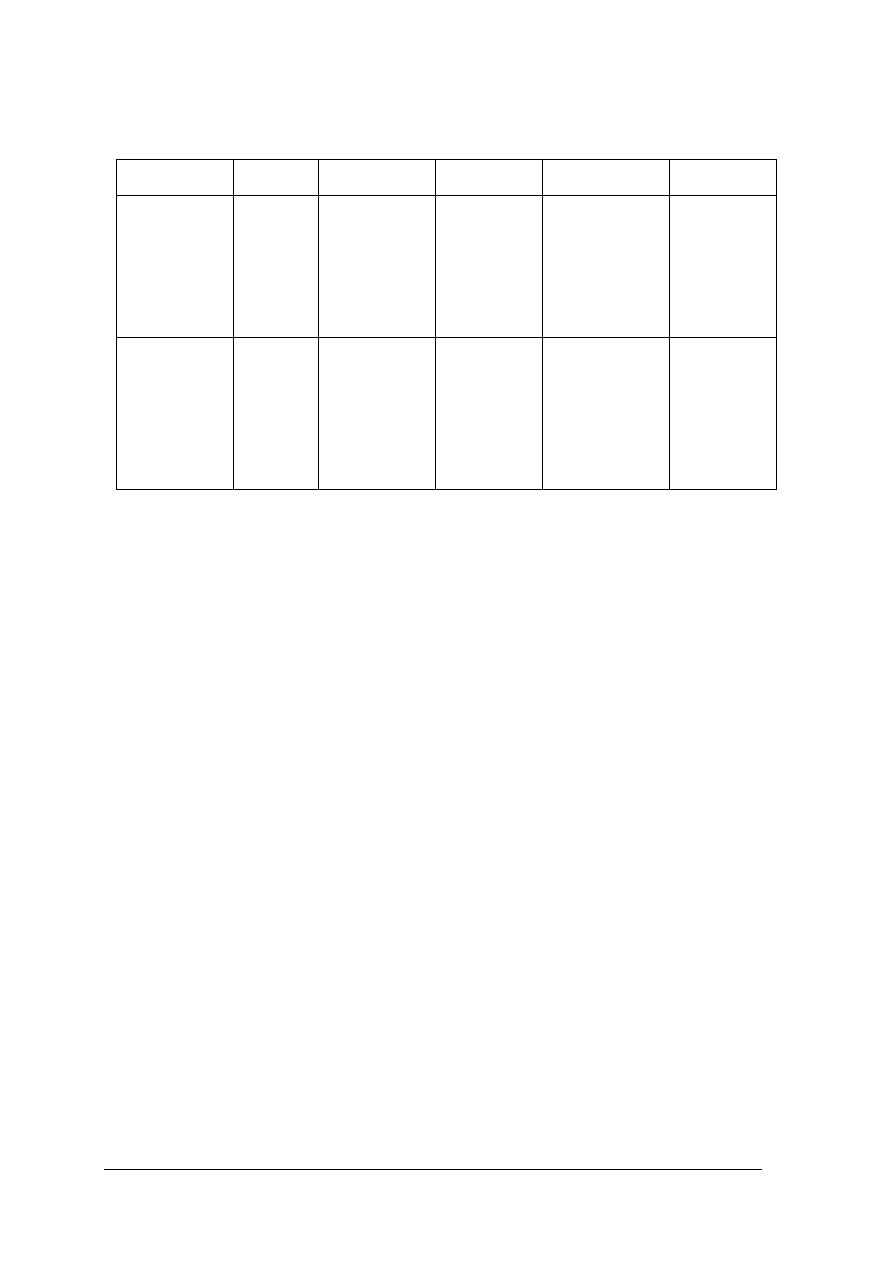
Przykład realizacji niektórych zasad HACCP dla wybranych etapów uboju zwierząt
−
Ustalenie Krytycznych Punktów Kontrolnych – CCP
−
Ustalenie limitów krytycznych parametrów dla każdego CCP
−
Ustalenie systemu monitorowania dla każdego CCP
−
Ustalenie działań korygujących w przypadku nie spełnienia wartości parametrów
krytycznych
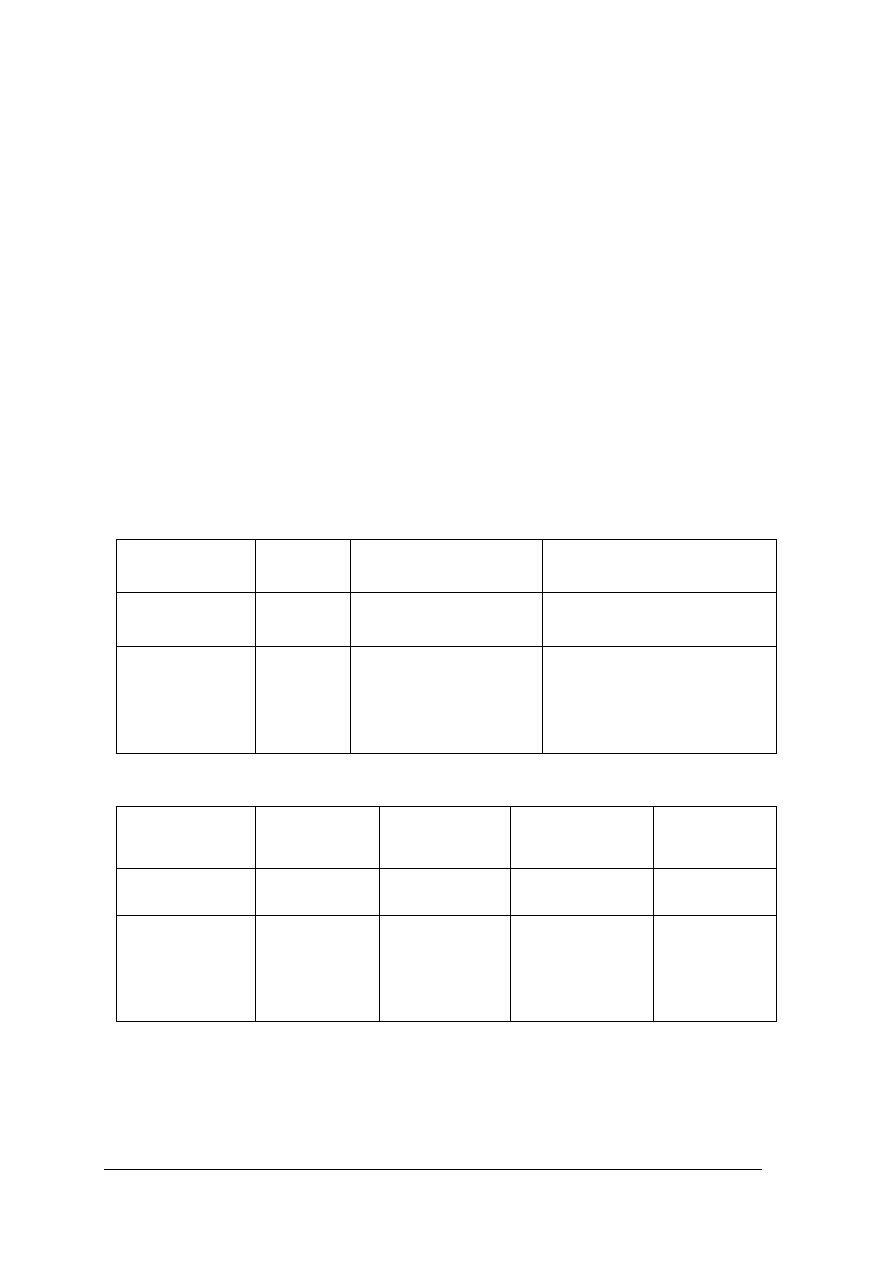
Tabela 5. Limity krytyczne wyznaczone dla CCP [opracowanie własne]
Etap procesu
produkcyjnego
Numer
CCP
Parametry
CCP
Granice (limity)
krytyczne
Oparzanie
1
Temperatura oparzania
nie wyższa niż 65
o
C
Temperatura oparzania
wynosząca 65
o
C
Magazynowanie
półtusz.
Magazyn składowy
w tym
wydzielone miejsce
na sztuki podejrzane.
2
Temperatura półtusz
wynosząca 7
o
C
Temperatura półtusz powyżej 7
o
C
podczas załadunku lub przekazania
do rozbioru
Tabela 6. Procedury monitorowania i kontroli dla poszczególnych CCP [opracowanie własne]
Etap
procesu
Procedura
monitorowania
Częstotliwość
monitorowania
i kontroli
Osoba
odpowiedzialna
Metoda
pomiaru
Oparzanie
Kontrola
temperatury
Co 1 godzinę
Pracownik
hali uboju
Odczyt na
termometrze
Magazynowanie
półtusz.
Magazyn składowy
w tym
wydzielone miejsce
na sztuki podejrzane
Kontrola
temperatury
Monitoring ciągły
Pracownik hali uboju
Portier w godzinach
nocnych
Odczyt na
monitorze
komputera.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Tabela 7. Ustalenie działań korygujących [opracowanie własne]
Etap procesu
Numer CCP
Parametry
CCP
Limity krytyczne
Działania
korygujące
Działania
zapobiegawcze
Monitorowanie
Oparzanie
Temperatur
a nie
wyższa
niż 65
o
C
Temperatura
wynosząca 65
o
C
Wstrzymanie
procesu
Wymiana lub
naprawa elementu
grzejnego
Wymiana
termometru
Zamontowanie
sygnalizacji
dźwiękowej
Kontrola
temperatury
Magazynowanie
półtusz.
Magazyn
składowy
w tym
wydzielone
miejsce na sztuki
podejrzane
Temperatur
a półtusz
wynosząca
7
o
C
Temperatura
półtusz powyżej
7
o
C
w momencie
załadunku lub
przekazania do
rozbioru
Wydłużenie
czasu
wychładzania
półtusz do
osiągnięcia
temp.7
o
C
Poprawa pracy
układu
chłodniczego–
wymiana sprężarki
Zamontowanie
dodatkowej
sprężarki
Kontrola
temperatury
4.3.2.
Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co to są normy ISO?
2.
Jakie systemy zapewnienia jakości funkcjonują w zakładzie?
3.
Co to jest GHP?
4.
Co to jest GMP?
5.
Jakie obszary tworzą GMP?
6.
Jakie obszary tworzą GHP?
7.
Jakie są zasady HACCP?
8.
Co to jest punkt kontrolny i krytyczny punkt kontrolny?
9.
W jaki sposób ustala się krytyczne punkty kontrolne CCP?
10.
W jaki sposób ustala się limity krytyczne parametrów dla każdego CCP?
11.
W jaki sposób ustala się system monitorowania dla każdego CCP?
12.
W jaki sposób ustala się działania korygujące w przypadku nie spełnienia wartości
parametrów krytycznych?
4.3.3.
Ćwiczenia
Ćwiczenie 1
Na podstawie obserwacji dokonanych podczas wycieczki do zakładu przetwórstwa
pochodzenia zwierzęcego opracuj zasady zabezpieczenia zakładu przed szkodnikami.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeprowadzić analizę dokumentacji GHP przykładowego zakładu,
2)
określić działania dotyczące zabezpieczenia zakładu przed szkodnikami,
3)
zapisać informacje w formie planszy,
4)
przedstawić pracę na forum grupy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Wyposażenie stanowiska pracy:
−
dokumentacja GHP,
−
brystol,
−
zeszyt.
Ćwiczenie 2
Na podstawie obserwacji dokonanych podczas wycieczki do przetwórni drobiu
przeprowadź analizę zagrożeń w dowolnie wybranym etapie procesu technologicznego.
Opracuj sposób monitorowania punktów krytycznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować instrukcję technologiczną dowolnie wybranego produktu,
2)
ustalić etap procesu, który będziesz analizował pod kątem zagrożeń wspólnie
z nauczycielem,
3)
ustalić punkty krytyczne i kontrolne,
4)
opracować sposób monitorowania punktów krytycznych,
5)
zapisać informacje w formie planszy,
6)
przedstawić pracę na forum grupy.
Wyposażenie stanowiska pracy:
–
instrukcja technologiczna,
−
księga jakości w zakładzie,
−
zeszyt,
−
brystol.
4.3.4.
Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wskazać celowość wprowadzenia norm ISO serii 9000 w zakładach?
2)
wymienić wdrażane systemy jakości w zakładach spożywczych?
3)
ustalić wymagania GMP?
4)
zdefiniować system HACCP?
5)
wyjaśnić dlaczego HACCP jest systemem zapobiegawczym?
6)
wymienić obszary GHP?
7)
wymienić zasady HACCP?
8)
wymienić rodzaje zagrożeń?
9)
zdefiniować punkt krytyczny?
10)
ustalić krytyczne punkty kontrolne CCP?
11)
ustalić limity krytyczne parametrów dla każdego CCP?
12)
ustalić system monitorowania dla każdego CCP?
13)
ustalić działania korygujące w przypadku nie spełnienia wartości
parametrów krytycznych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
5.
SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test składa się z 20 zadań wielokrotnego wyboru.
5.
Tylko jedna odpowiedź jest prawidłowa.
6.
Udzielaj odpowiedzi na załączonej karcie odpowiedzi.
7.
W razie pomyłki, błędną odpowiedź weź w kółko i zaznacz prawidłową.
8.
Za każdą prawidłową odpowiedź otrzymasz po 1 punkcie.
9.
Na rozwiązanie testu masz 30 minut.
10.
Pracuj samodzielnie.
ZESTAW ZADAŃ TESTOWYCH
1.
EUROP jest to
a)
klasyfikacja handlowa tusz zwierzęcych przed ubojem.
b)
klasyfikacja handlowa tusz zwierzęcych po uboju.
c)
klasyfikacja handlowa tusz wołowych po uboju.
d)
klasyfikacja handlowa tusz wieprzowych po uboju.
2.
Podgardle, słonina, karkówka są to elementy zasadnicze rozbioru
a)
tuszy wołowej.
b)
tuszy wieprzowej.
c)
tusz zwierząt rzeźnych.
d)
tuszy baraniej.
3.
Mięso zwierząt rzeźnych poddaje się procesowi dojrzewania w następujących warunkach
a)
w czasie 24–48 godzin, w temp. 0–4
o
C.
b)
w czasie 48 godzin, w temp. 0–8
o
C.
c)
w czasie 48–72 godzin, w temp. 0–4
o
C.
d)
w czasie 48–72 godzin, w temp. 0–8
o
C.
4.
Solankowanie mięsa ryb. wykonuje się w celu
a)
poprawy cech organoleptycznych.
b)
zmiany barwy mięsa.
c)
prawidłowego przebiegu dojrzewania mięsa.
d)
poprawy konsystencji mięsa.
5.
Konserwy tyndalizowane są to
a)
konserwy poddane procesowi sterylizacji powyżej 100
o
C.
b)
konserwy poddane procesowi pasteryzacji do 100
o
C.
c)
konserwy poddane 3–krotnej obróbce termicznej w temp. do 100
o
C, co 24 godziny.
d)
konserwy poddane procesowi pasteryzacji w temp 76
o
C.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
6.
Mięso PSE charakteryzuje się
a)
bardzo gwałtownym obniżeniem pH do wartości niższej niż 6,0.
b)
bardzo gwałtownym obniżeniem pH do wartości niższej niż 5,8.
c)
bardzo gwałtownym obniżeniem pH do wartości niższej niż 5,3.
d)
bardzo gwałtownym obniżeniem pH do wartości niższej niż 5,0.
7.
Kutrowanie jest to proces
a)
mieszania farszu.
b)
rozdrabniania mięsa.
c)
wstępnego rozdrabniania mięsa.
d)
rozdrabniania mięsa surowego.
8.
Przyczyną wystąpienia odchylenia jakościowego mięsa DFD jest
a)
szybki przyrost masy zwierzęcia.
b)
przyśpieszona glikoliza u stresowanych zwierząt tuż przed ubojem lub w czasie
uboju.
c)
opóźniona glikoliza u stresowanych zwierząt tuż przed ubojem lub w czasie uboju.
d)
rasa zwierząt.
9.
Mięso DFD oznacza mięso
a)
ciemne, twarde i suche.
b)
jasne, wodniste, miękkie.
c)
ciemne, wodniste, miękkie.
d)
jasne, twarde i suche.
10.
Ryby świeże muszą być natychmiast schłodzone do temperatury
a)
do 0
o
C.
b)
od +5 do –1
o
C.
c)
od +5 do +1
o
C.
d)
od +0 do –1
o
C.
11.
Glikoliza polega na
a)
przejściu glikogenu do kwasu pirogronowego, który w warunkach tlenowych ulega
redukcji do kwasu mlekowego.
b)
przejściu glikogenu do kwasu mlekowego.
c)
przejściu kwasu pirogronowego, który w warunkach tlenowych ulega redukcji do
kwasu mlekowego.
d)
przejściu glikogenu do kwasu pirogronowego, który w warunkach beztlenowych
ulega redukcji do kwasu mlekowego.
12.
Podczas produkcji jogurtu fermentacja zachodzi w temperaturze
a)
42–43
o
C, w czasie ok.1,5 godziny.
b)
45–48
o
C, w czasie ok.3 godzin.
c)
42–43
o
C, w czasie ok.3 godzin.
d)
45
o
C, w czasie ok.3 godzin.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
13.
Podczas przygotowania farszu mięsnego w produkcji kiełbas surowiec mięsno-
tłuszczowy miesza się m. in. z lodem, ponieważ lód
a)
zapobiega denaturacji białka podczas mieszania w kutrze.
b)
wpływa na cechy organoleptyczne farszu.
c)
wpływa na wartość odżywczą farszu.
d)
wpływa na lepsze nadziewanie farszu w osłonki.
14.
Homogenizacja mleka ma na celu
a)
poprawę strawności po spożyciu,
b)
ujednolicenie wielkości cząsteczek, które zapobiegną powstawaniu tłuszczu na
powierzchni mleka.
c)
poprawę konsystencji.
d)
wszystkie odpowiedzi są prawidłowe.
15.
HACCP polega na
a)
kontroli półproduktu i wyrobu gotowego.
b)
kontroli przebiegu stosowanych metod utrwalania.
c)
kontroli poszczególnych etapów procesu produkcyjnego i reagowaniu w trakcie jego
trwania.
d)
kontroli surowców, operacji i procesów jednostkowych.
16.
Trwałość wędliny podrobowej drobiowej magazynowanej w temp. 2–10
o
C wynosi
a)
24 godziny.
b)
48 godzin.
c)
72 godziny.
d)
12 godzin.
17.
Norma ISO serii 22000:2005 służy w zakładzie jako
a)
narzędzie organizacji pracy.
b)
narzędzie zapewnienia jakości żywności.
c)
system zapewniający bezpieczeństwo zdrowotne żywności.
d)
element HACCP.
18.
Monitorowanie w systemie HACCP polega na
a)
na kontroli ustalonych parametrów w punkcie krytycznym.
b)
pomiarze temperatury w punkcie krytycznym.
c)
kontroli przebiegu operacji w punkcie krytycznym.
d)
kontroli zagrożeń w punkcie krytycznym.
19.
Kiełbasy drobiowe są to przetwory wyprodukowane
a)
z peklowanych surowców drobiowych i innych surowców, z dodatkiem przypraw.
b)
z peklowanych lub nie peklowanych surowców drobiowych i innych surowców,
z dodatkiem przypraw.
c)
z nie peklowanych surowców drobiowych i innych surowców, z dodatkiem
przypraw.
d)
z peklowanych lub nie peklowanych surowców drobiowych i innych surowców
np. pochodzenia roślinnego, z dodatkiem przypraw.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
20.
Rysunek przedstawia tuszę
a)
wołową.
b)
wieprzową.
c)
cielęcą.
d)
baranią.
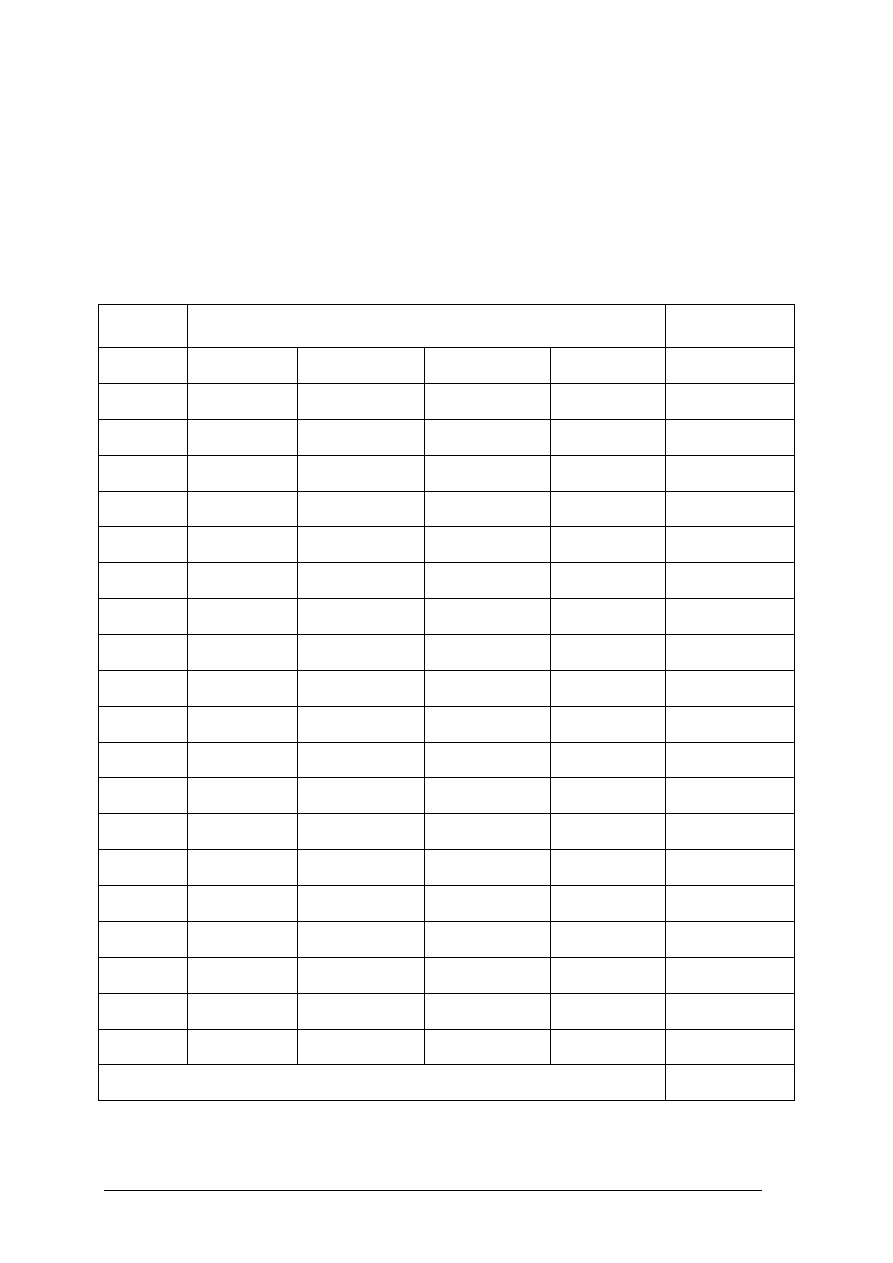
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
KARTA ODPOWIEDZI
Imię i nazwisko:................................................................................................
Prowadzenie nadzoru nad żywnością pochodzenia zwierzęcego
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
6.
LITERATURA
1.
Brochowski L.: Technologia przetwórstwa mięsnego. WSiP, Warszawa 1995
2.
Dłużewski M. (red.), Technologia żywności. Podręcznik dla Technikum, cz. 3, 4. WSiP,
Warszawa 2001
3.
Dzwolak W., śuraw I.: Zarządzanie dokumentacją HACCP w małych i średnich firmach
przemysłu spożywczego. Studio 108, Olsztyn 2003
4.
Maciejewski W.: Surowce dla przetwórstwa mięsnego. WSiP, Warszawa 1993
5.
Pezacki W.: Przetwarzanie jadalnych surowców rzeźnych. PWN, Warszawa 1984
6.
Pezacki W.: Przetwarzanie surowców rzeźnych, Wpływ na środowisko przyrodnicze.
WNPWN Warszawa 1991
7.
Piotrowski P., Kien S.: Warunki techniczno-sanitarne i technologiczne produkcji mięsa.
KCDRRiOW, Poznań 2003
8.
Rozporządzenie (WE) nr 852/2004 Parlamentu Europejskiego i Rady z dnia 29 kwietnia
2004r. W sprawie higieny środków spożywczych
9.
Rozporządzenie (WE) nr 853/2004 Parlamentu Europejskiego i Rady z dnia 29 kwietnia
2004r. Ustanawiające szczególne przepisy dotyczące higieny w odniesieniu do żywności
pochodzenia zwierzęcego
10.
Rozporządzenie (WE) nr 854/2004 Parlamentu Europejskiego i Rady z dnia 29 kwietnia
2004r. Ustanawiające szczególne przepisy dotyczące organizacji urzędowych kontroli
w odniesieniu do produktów pochodzenia zwierzęcego przeznaczonych do spożycia przez
ludzi
Wyszukiwarka
Podobne podstrony:
1 5 1 3lot nad miastem id 11138 Nieznany (2)
Nowe patogeny w zywnosci id 322 Nieznany
Nadzor sanit epidemiol id 31290 Nieznany
bezpiecz zywnosci id 83358 Nieznany (2)
PIESN NAD PIESNIAMI id 356664 Nieznany
NAD NIEMNEM id 312450 Nieznany
Nadżór nad żywnością ustawodawstwo żywieniowe 11
Nadzor i kontrola nad gmina id Nieznany
Nadzor Korporacyjny 3 id 312837 Nieznany
Panstwowy nadzor nad bezpieczen Nieznany
nadzor 2 id 312885 Nieznany
9. NADZÓR SANITARNY NAD ŻYWNOŚCIĄ. , nadzór sanitarno - epidemiologiczny
Nadzor nad jakoscia procesow bi ebook demo id 312849
chemia zywnosci wyklady id 1130 Nieznany
zywnosc wygodna AC id 107133 Nieznany
więcej podobnych podstron