
L
ABORATORIUM
T
ECHNOLOGII
Strona
6 - 1
6
Analiza wpływu para-
metrów skrawania na
temperaturę skrawania
oraz siły i momenty dla
toczenia i wiercenia
Jarosław Małkiński
Cel ćwiczenia:
o
wyznaczenie zależności pomiędzy wartością siły
P
z
przy toczeniu a parametrami skrawania:
−
głębokością skrawania
g
,
−
posuwem
p
.
o
zbadanie wpływu parametrów skrawania (
p, g, v
) na
temperaturę skrawania przy toczeniu bez użycia cie-
czy chłodzącej, za pomocą pirometru.
o
badanie momentów i sił skrawania przy wierceniu i
rozwiercaniu.

L
ABORATORIUM
T
ECHNOLOGII
Ć
WICZENIE
6
Strona
6 - 2
6.1 SIŁY SKRAWANIA W PRO-
CESIE TOCZENIA
6.1.1 Wprowadzenie do ćwiczenia
Miarą całkowitego oporu skrawania jest wypadkowa siła skra-
wania, w którą z uwagi na jej działanie a także i pomiar wy-
godniej jest rozłożyć na trzy wzajemnie prostopadłe składowe.
Siły te rozpatrujemy w przestrzennym układzie osi prostokąt-
nych związanych z przedmiotem obrabianym lub narzędziem.
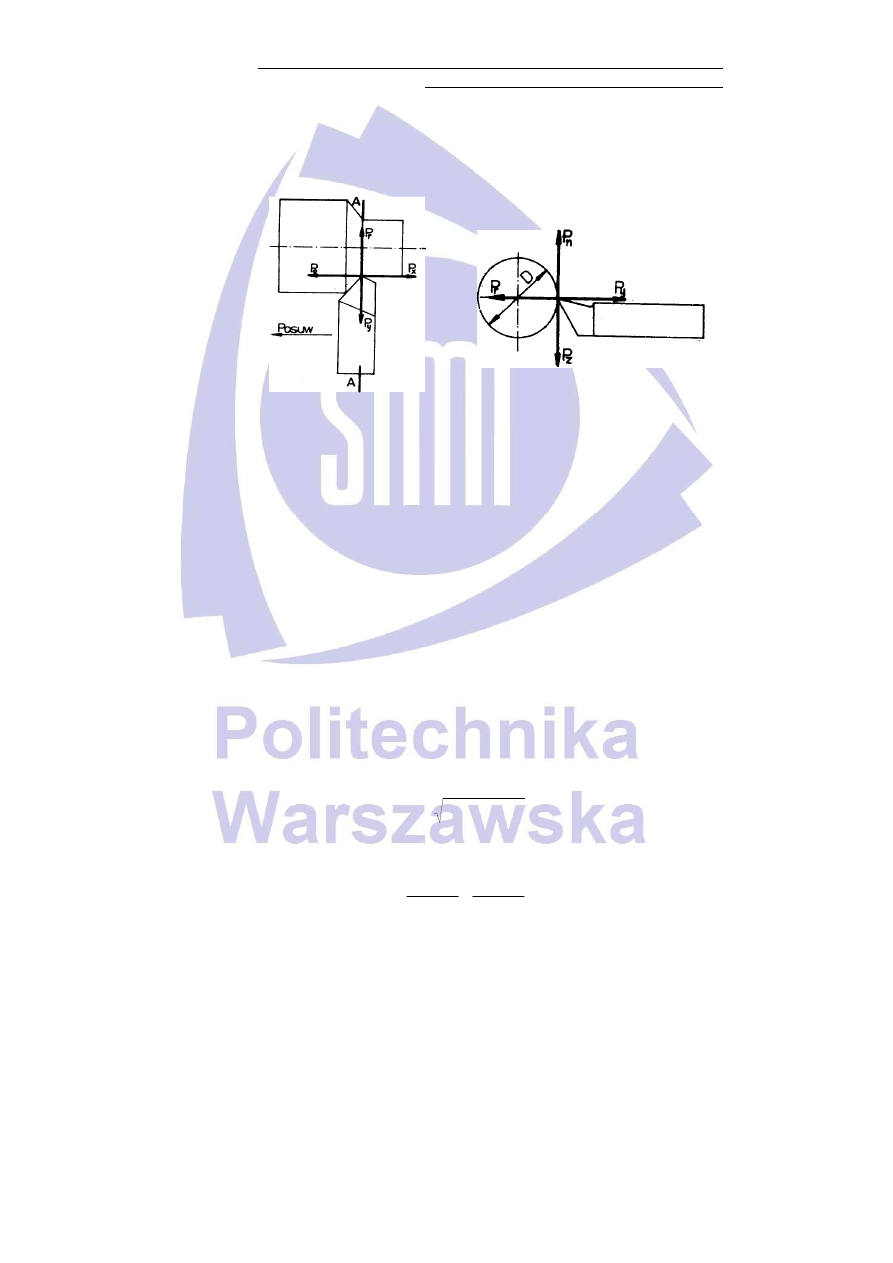
W układzie narzędzia (rysunek 6.1.1) wyróżnia się:
−
składową
P
z
(siła obwodowa lub główna siła skrawania)
działającą zgodnie z wektorem szybkości obwodowej, przy-
łożoną w punkcie styczności wierzchołka noża z przedmio-
tem obrabianym, ,
−
składową
P
x
(posuwowa)
równoległą do kierunku posuwu
narzędzia,
−
składową
P
y
(odporowa, a przy toczeniu wzdłużnym pro-
mieniowa)
normalną do powierzchni obrobionej i pozosta-
łych dwóch składowych.
Siła
P
z
powoduje uginanie narzędzia w kierunku działania siły,
siła
P
x
obciąża mechanizm ruchu posuwowego oraz usiłuje ob-
rócić imak narzędziowy wokół jego pionowej osi, natomiast siła
odporowa (promieniowa)
P
y
usiłuje odepchnąć nóż od, przed-
miotu obrabianego.
Rozpatrując siły składowe w układzie przedmiotu obrabianego
wyróżnia się:
−
składową pionową
P
n
prostopadłą do osi toczenia,
−
składową osiową
P
o
równoległą do osi toczenia,
−
składową poprzeczną
P
r
prostopadłą do osi toczenia i dwóch
pozostałych sił.
A
NALIZA WPŁYWU PARAMETRÓW SKRAWANIA NA TEMPERATURĘ SKRAWANIA
ORAZ SIŁY I MOMENTY DLA TOCZENIA I WIERCENIA
Strona
6 - 3
Siła
P
n
powoduje uginanie przedmiotu obrabianego w płasz-
czyźnie pionowej, analogicznie składowa poprzeczna
P
r
z tym,
że w płaszczyźnie poziomej. Składowa osiowa
P
o
obciąża łoży-
ska oporowe wrzeciona lub tulei konika.
a)
b) A - A
Rysunek 6.1.1 Siły składowe a) w układzie narz
ę
dzia, b) w układzie
przedmiotu obrabianego
Przy toczeniu wzdłużnym powierzchni cylindrycznych, gdy
wierzchołek narzędzia znajduje się w osi toczenia (rys. 1), po-
między siłami składowymi w układzie obrabiarki i narzędzia
zachodzą następujące związki:
P
n
= –P
z
;
P
r
= –P
y
;
P
o
= –P
x
Pewne różnice pomiędzy kierunkami działania sił składowych
w układzie obrabiarki i narzędzia występują przy toczeniu po-
wierzchni kształtowych oraz przy ustawieniu ostrza narzędzia
nie w osi toczenia.
Wzajemny stosunek siły składowych
P
x
,
P
y
i
P
z
można określić
w przybliżeniu za pomocą następujących wzorów:
P
x
=
(0,15
÷
0,3)
P
z
P
y
=
(0,3
÷
0,5)
P
z
Znając składowe siły
P
x
, P
y
, P
z
można obliczyć wypadkową siły
skrawania:
P
P
P
W
z
y
x
2
2
2
+
+
=
[N]
Moc skrawania
N
e
obliczymy wg następującego wzoru:
1000
60
1000
60
⋅
⋅
+
⋅
⋅
=
v
P
v
P
N
x
x
z
e
[kW]

L
ABORATORIUM
T
ECHNOLOGII
Ć
WICZENIE
6
Strona
6 - 4
gdzie:
1000
n
d
v
⋅
⋅
=
π
[m/min] - szybkość skrawania
1000
n
p
v
x
⋅
=
[m/min] - szybkość ruchu posuwowego
Ponieważ
v
x
<<
v
, moc posuwu stanowi znikomy ułamek mocy
głównej i dlatego przy obliczeniach praktycznych drugi skład-
nik wyrażenia na moc skrawania
N
e
jest pomijany.
W praktyce, do wyznaczenia wartości sił składowych
P
x
, P
y
, P
z
[N], stosuje się następujące wzory empiryczne:
K
p
g
C
P
z
z
z
b
a
z
z
⋅
⋅
⋅
=
K
p
g
C
P
y
y
y
b
a
y
y
⋅
⋅
⋅
=
K
p
g
C
P
z
z
z
b
a
z
z
⋅
⋅
⋅
=
gdzie:
C
x
, C
y
, C
z
a
z
, a
y
, a
x
b
z
, b
y
, b
x
K
z
, K
y
, K
x
- stałe skrawania,
- wykładniki potęgowe charakteryzujące wpływ
głębokości skrawania
- wykładniki potęgowe charakteryzujące wpływ po-
suwu
- współczynniki poprawkowe charakteryzujące
wpływ różnych czynników (twardość materiału,
kąta przystawienia, kąta natarcia, kąta pochyle-
nia głównej krawędzi skrawającej itp.) na war-
tość sił skrawania.
6.1.2 Wykonanie ćwiczenia
1.
Przeprowadzenie skrawania przy
g
o
= const.
Po zadaniu parametru g
o
należy przeprowadzić 5 prób przy
zmienianych kolejno posuwach i stałej szybkości. Zmiana
posuwu następuje po zarejestrowaniu odczytu.
2.
Przeprowadzenie skrawania przy
p
o
= const,
Przyjęty posuw powinien być jedną z wartości posuwów za-
danych poprzednio przy ustalonym parametrze g
o
= const.
Dalszy tok postępowania podobny jak w p. 1.
3.
Opracowanie wyników. Wykresy
P
z
= f(g) i P
z
= f(p)
Na podstawie odczytów przeprowadzonych w czasie prób wg
punktów 1 i 2 należy znaleźć wartość sił
P
z
korzystając ze
wzoru:
A
NALIZA WPŁYWU PARAMETRÓW SKRAWANIA NA TEMPERATURĘ SKRAWANIA
ORAZ SIŁY I MOMENTY DLA TOCZENIA I WIERCENIA
Strona
6 - 5
p
g
C
P
b
a
z
z
z
z
⋅
⋅
=
[N]
(6.1.1)
i po ustaleniu wartości
g
o
zależność (6.1.1):
p
C
P
b
z
z
z
⋅
=
1
'
[N]
(6.1.2)
zaś po ustaleniu wartości
p
o
g
C
P
a
z
z
z
⋅
=
2
''
[N]
(6.1.3)
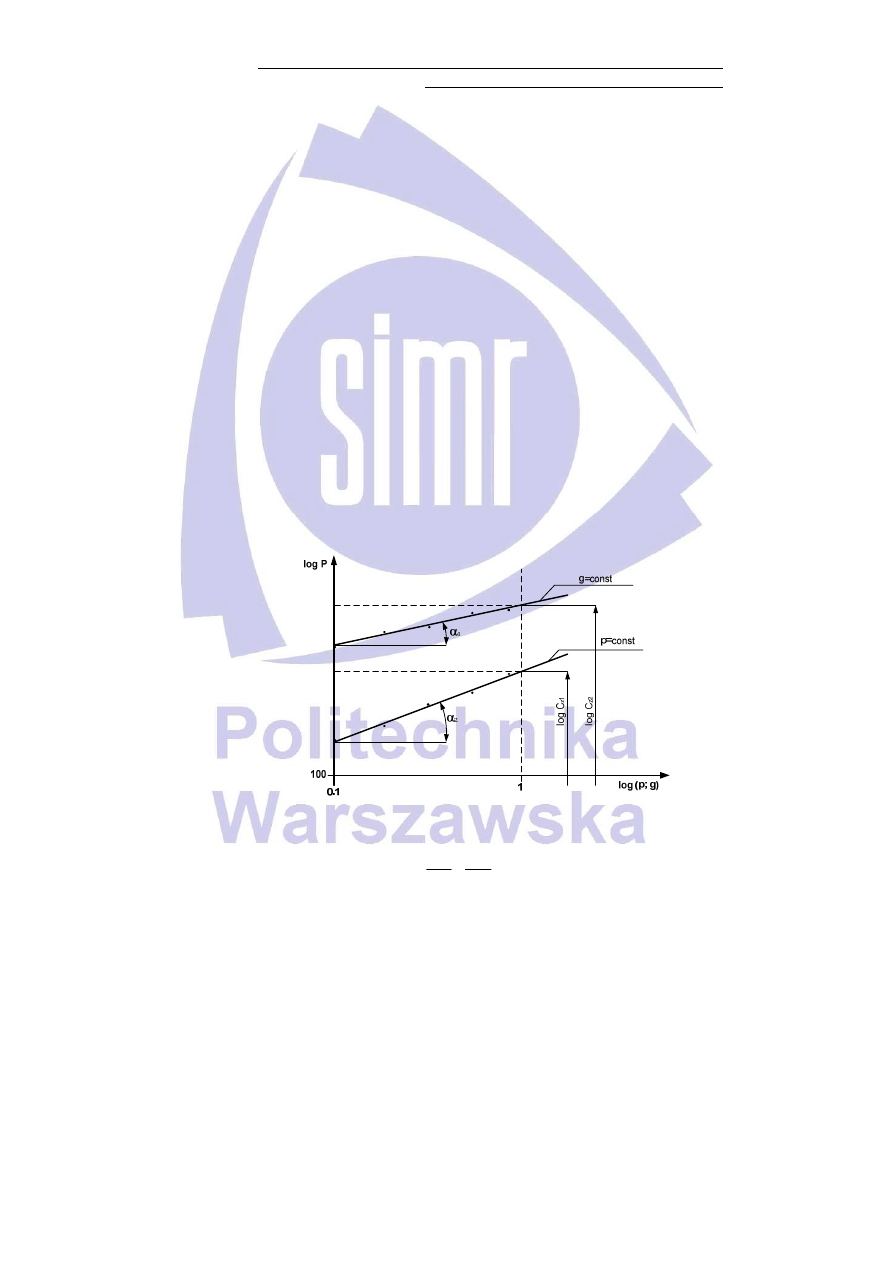
Logarytmując wzory (6.1.2) i (6.1.3) otrzymamy
p
log
b
C
log
'
P
log
z
z
z
1
+
=
g
log
a
C
log
"
P
log
z
z
z
2
+
=
(6.1.4)
Mając dane
P
z’
i
P
z’’
oraz
p
i
g
można sporządzić wykres w
skali logarytmicznej.
4.
Obliczenie wielkości
c
z
, a
z
i
b
z
Z (6.1.4) wynika, że zależności
P
z’
= f(p)
i
P
z’’
= f(g)
są zależ-
nościami liniowymi. Wartość stałej
c
z1
odczytuje się z wy-
kresu dla wartości rzędnej
p
= 1 gdyż wtedy
log p
=
log
1 = 0
i stąd
P
z
= c
z1
. Wartość odczytuje się
c
z2
dla rzędnej
g
= 1.
Wartość wykładników potęgowych można też ustalić na
podstawie wykresu
α
2
tg
a
z
=
i
α
1
tg
b
z
=
Z równań (6.1.1–3) wynika, że:
c
g
c
z
o
a
z
z
⋅
=
1
i
c
p
c
z
o
b
z
z
⋅
=
2
stąd:
p
c
g
c
c
b
z
a
z
z
z
o
o
z
2
1
=
=

L
ABORATORIUM
T
ECHNOLOGII
Ć
WICZENIE
6
Strona
6 - 6
6.2 BADANIE TEMPERATURY W
PROCESIE SKRAWANIA
6.2.1 Wprowadzenie do ćwiczenia
Ciepło wydzielające się przy skrawaniu metali ma bardzo waż-
ne znaczenie ze względu na trwałość narzędzi, dokładność ob-
róbki, własności warstwy wierzchniej itp.
Źródłem ciepła w procesie skrawania jest praca skrawania nie-
zbędna do przekształcenia warstwy metalu w wiór.
Pracę skrawania można przedstawić jako sumę prac cząstko-
wych:
L = L
P
+ L
T
+ L
S
+ L
D
+ L
Z
gdzie:
L
L
P
L
T
L
S
L
D
L
Z
–
–
–
–
–
–
całkowita praca skrawania
praca odkształceń plastycznych
praca tarcia wióra i materiału obrabianego
praca odkształceń sprężystych
praca niezbędna do rozdrobnienia kryształów i
utworzenia nowych powierzchni kryształów
praca zwijania wióra.
Największy wpływ na ilość wydzielanego ciepła w procesie
skrawania ma praca odkształceń plastycznych
L
P
i praca tarcia
L
T
.
Przy tworzeniu się wiórów odpryskowych głównym źródłem
ciepła jest praca tarcia. Natomiast przy wiórach wstęgowych i
schodkowych dominującą rolę odgrywa praca odkształceń pla-
stycznych.
W przybliżeniu można przyjąć, że cała praca skrawania prze-
kształcona zostaje w ciepło. Wówczas ilość ciepła wydzieloną w
jednostce czasu można określić na podstawie wzoru:
Q = P
z
⋅
v
[J/min]

A
NALIZA WPŁYWU PARAMETRÓW SKRAWANIA NA TEMPERATURĘ SKRAWANIA
ORAZ SIŁY I MOMENTY DLA TOCZENIA I WIERCENIA
Strona
6 - 7
gdzie:
P
z
- główna siła skrawania w N
v
- szybkość skrawania w m/min.
Ciepło wydzielane w strefie skrawania rozchodzi się trzema
sposobami: drogą przewodnictwa, konwekcji i promieniowania
Ciepło przenika, w wiór, w materiał obrabiany, narzędzie i at-
mosferę otoczenia, co można wyrazić symbolicznie równaniem
bilansu cieplnego:
Q = Q
l
+ Q
2
+ Q
3
+ Q
4
gdzie:
Q
Q
1
Q
2
Q
3
Q
4
–
–
–
–
–
całkowita ilość wydzielonego ciepła
ilość ciepła unoszonego przez wiór
ilość ciepła przechodzącego w narzędzie
ilość ciepła pozostającego w materiale obrabianym
ilość ciepła przechodzącego w atmosferę otoczenia
Całkowita ilość ciepła wydzielającego się w strefie skrawania
oraz wzajemny stosunek składowych bilansu cieplnego, zależne
są głównie od parametrów skrawania (głównie szybkość skra-
wania), geometrii ostrza i własności (przewodność cieplna
i ciepło właściwe) materiału obrabianego i materiału narzędzia.
Przy obróbce materiałów. miękkich podstawową rolę odgrywa
praca odkształceń plastycznych w warstwie skrawanej, dlatego
też największa ilość ciepła wydziela się i zostaje unoszona
przez wiór (
≈
50
÷
80% ilości wydzielonego ciepła unoszone jest
przez wiór, 20
÷
30% przechodzi w narzędzie, 10
÷
40% w mate-
riał obrabiany, 1% przenika w atmosferę otoczenia).
Przy obróbce materiałów kruchych ilość ciepła prze noszonego
przez materiał obrabiany jest znacznie większa (np. obróbka
aluminium z v = 100 m/min, ilość ciepła pozostającego w mate-
riale ponad 70%, a unoszonego przez wiór około 20%)
.
6.2.2 Wykonanie ćwiczenia
1.
Przeprowadzenie skrawania przy
g
o
= const i
v
o
= const
Po zadaniu parametru g należy przeprowadzić 5 prób przy
zmienionych kolejno posuwach i stałej szybkości skrawania.
2.
Przeprowadzenie skrawania przy
p
o
= const i
v
o
= const

L
ABORATORIUM
T
ECHNOLOGII
Ć
WICZENIE
6
Strona
6 - 8
Przyjęty posuw powinien być jedną z wartości posuwów za-
danych poprzednio przy ustalonym parametrze
g
o
= const.
Dalszy tok postępowania podobny jak w p. 1.
3.
Przeprowadzenie skrawania przy
p
o
= const i
g
o
= const
Przyjęte parametry
g
o
i
p
o
winny być wartościami ustalo-
nymi w p. 1 i 2. Próby przeprowadzamy zmieniając pręd-
kość skrawania
v
.
4.
Opracowanie wyników. Wykresy
t
o’
= f(p); t
o’’
= f(g); t
o’’’
= f(v).
Na podstawie odczytów zarejestrowanych w czasie prób na-
leży określić wpływ parametrów skrawania na temperaturę
skrawania korzystając ze wzoru:
v
p
g
C
t
z
y
x
o
⋅
⋅
⋅
=
(6.2.1)
Po ustaleniu wartości
g
o
i
v
o
mamy:
p
C
t
y
o
⋅
=
1
'
(6.2.2)
zaś po ustaleniu wartości
p
o
i
v
o
g
C
t
x
o
⋅
=
2
''
(6.2.3)
oraz po ustaleniu
g
o
i
p
o:
v
C
t
z
o
⋅
=
3
''
'
(6.2.4)
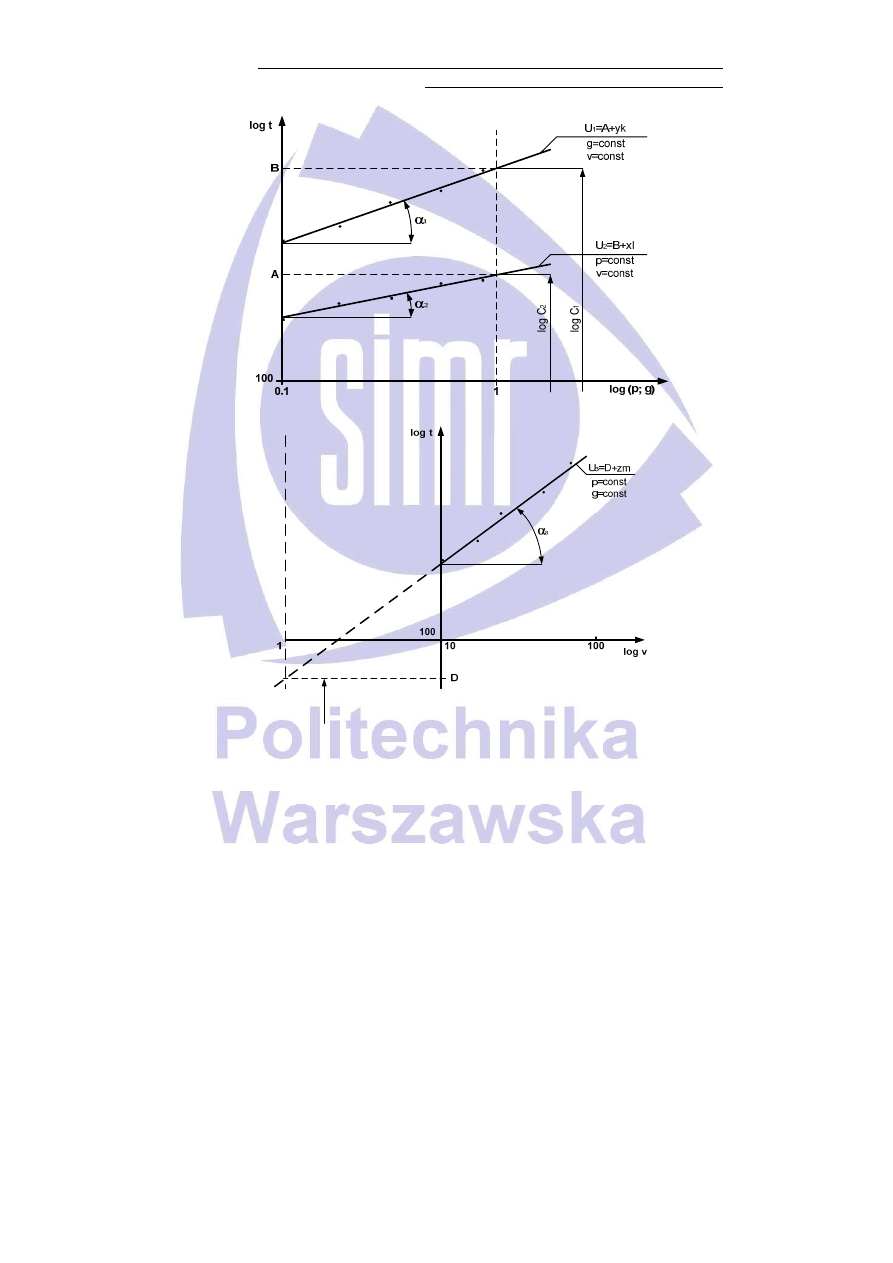
Logarytmując wzory 6.2.2 - 6.2.4 otrzymamy:
p
log
y
C
log
'
t
log
1
o
⋅
+
=
g
log
x
C
log
"
t
log
2
o
⋅
+
=
v
log
z
C
log
''
'
t
log
3
o
⋅
+
=
(6.2.5)
Mając dane
t
o
', t
o’’
, t
o’’’
oraz
p, g i v
, interpolując nożna spo-
rządzić wykres w skali logarytmicznej.
Wartości wykładników x, y, z można ustalić na podstawie
wykresu gdyż:
1
tg
y
α
=
2
tg
x
α
=
3
tg
z
α
=
Z równań 6.2.2 - 6.2.5 wynika, że:
C
v
g
C
z
o
x
o
⋅
⋅
=
1
C
v
p
C
z
o
y
o
⋅
⋅
=
2
C
p
g
C
y
o
x
o
⋅
⋅
=
3
stąd:
g
p
C
v
p
C
v
g
C
C
x
o
y
o
z
o
y
o
z
o
x
o
⋅
=
⋅
=
⋅
=
3
2
1
Przebieg pomiarów oraz sposób opracowania wyników opra-
cować wg punktów 1
÷
4.
A
NALIZA WPŁYWU PARAMETRÓW SKRAWANIA NA TEMPERATURĘ SKRAWANIA
ORAZ SIŁY I MOMENTY DLA TOCZENIA I WIERCENIA
Strona
6 - 9
lo
g
C
3
L
ABORATORIUM
T
ECHNOLOGII
Ć
WICZENIE
6
Strona
6 - 10
6.3 BADANIE MOMENTÓW I SIŁ
SKRAWANIA PRZY WIER-
CENIU I ROZWIERCANIU
6.3.1 Wprowadzenie do ćwiczenia
Proces wiercenia może odbywać się w dwojaki sposób: wierce-
nie w pełnym materiale lub powiększanie średnicy otworu wy-
konanego wcześniej: ten drugi przypadek ma dużo cech wspól-
nych z rozwiercaniem zgrubnym.
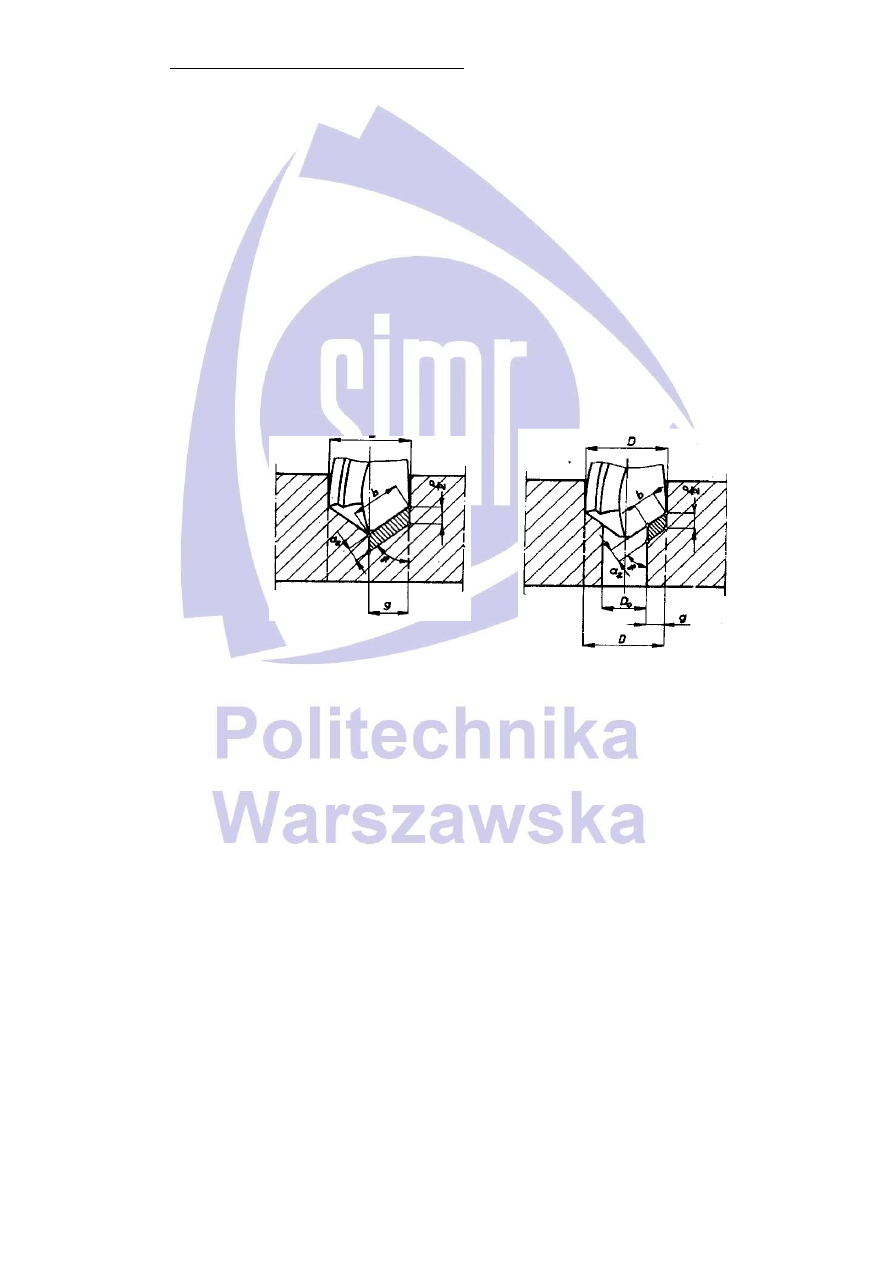
a)
b)
Rysunek 6.3.1 Parametry skrawania technologiczne (v, p, g) i geome-
tryczne (b
z
, a
z
) maj
ą
ce wpływ na wielko
ść
sił i momentów
skrawania w czasie obróbki: a) przy wierceniu, b) wierce-
niu wtórnym (powierceniu)
W procesie wiercenia i rozwiercania na każde ostrze działa
pewna wypadkowa siła skrawania zaczepiona umownie w po-
łowie długości ostrza. Podobnie jak przy toczeniu możemy roz-
patrywać trzy składowe tej siły działającej na każdą z dwóch
krawędzi skrawających wiertła:
−
składowa
P
z
działająca w płaszczyźnie prostopadłej do osi
wiertła, zgodnie z kierunkiem wektora szybkości ruchu
głównego;

A
NALIZA WPŁYWU PARAMETRÓW SKRAWANIA NA TEMPERATURĘ SKRAWANIA
ORAZ SIŁY I MOMENTY DLA TOCZENIA I WIERCENIA
Strona
6 - 11
−
składowa
P
v
działająca prostopadle do osi wiertła i składo-
wej
P
z
,
−
składowa
P
x
działająca w kierunku równoległym do osi
wiertła.
Jeżeli wiertło jest zaostrzone prawidłowo (krawędzie skrawają-
ce zajmują symetryczne położenie względem osi wiertła), wy-
padkowa sił
P
y
równa się zeru.
Przy asymetrii krawędzi skrawających:
0
≠
∑ p
y
0
≠
∑ p
y
powstaje siła boczna powodująca ugięcie wiertła i skrzywienie
osi wierconego otworu.
Siły
P
X
działające na główne krawędzie skrawające oraz si-
ła
P
s
działająca na ścianę tworzą siłę wypadkową
P
nazywaną
siłą posuwową, która jest przenoszona przez mechanizm ruchu
posuwowego wiertarki:
P
P
P
X
S
⋅
+
=
2
[N]
Moment skrawania w procesie wiercenia po-
chodzi od siły P
z
:
2
D
P
M
z
⋅
=
[Nm]
Moc skrawania przy wierceniu i rozwiercaniu
może być określona z wzoru:
30
π
ω
⋅
⋅
=
⋅
=
n
M
M
N
e
[W]
zaś moc pobierana od silnika obrabiarki:
η
N
N
e
S
=
gdzie:
ω
– prędkość kątowa w 1/sek
n
– prędkość obrotowa w obr/min
η
– sprawność obrabiarki.
Do ważniejszych czynników wywierających wpływ na wielkość
momentu skrawania
M
i siły posuwowej
P
przy wierceniu moż-
na zaliczyć:
−
własności materiału obrabianego,
−
posuw i głębokość skrawania,
−
długość poprzecznej krawędzi skrawającej (ścina),

L
ABORATORIUM
T
ECHNOLOGII
Ć
WICZENIE
6
Strona
6 - 12
−
kąt wierzchołkowy
2
χ
,
−
kąt pochylenia linii śrubowej rowka wiórowego
α
1
.
Własności materiału obrabianego mające wpływ na wartość si-
ły poosiowej i momentu skrawania
M
to przede wszystkim wła-
sności wytrzymałościowe (wytrzymałość na rozciąganie) lub
twardość. Wpływ tych wielkości uwzględnia się za pomocą od-
powiednich współczynników poprawkowych.
Posuw i głębokość skrawania (średnica wiertła) wiąże się z
przekrojem warstwy skrawanej. Tak więc przy wzroście jedne-
go z tych parametrów wzrasta przekrój warstwy skrawanej a
zatem rośnie siła posuwowa
P
i moment
M
. Jednakże wzrost
głębokości skrawania przy tym samym posuwie powoduje
większy wzrost momentu niż siły posuwowej, gdyż przy zmia-
nie średnicy wiertła zmienia się również długość ramienia pary
sił
P
z
.
Długość poprzecznej krawędzi skrawającej wiąże się z geome-
trią narzędzia. Ujemny kąt natarcia oraz szybkości skrawania
bliska zeru powodują gniecenie i skrobanie materiału przez
ścin. Jednakże długość ścina ma większy wpływ na wartość siły
posuwowej
P
niż na moment skrawania
M
. Poprzez odpowied-
nie zaostrzenie wiertła, mające na celu skrócenie długości ścina
można osiągnąć zmniejszenie siły posuwowej
P
o około 30
÷
40%.
Kąt wierzchołkowy 2
χ
, jako jeden z parametrów geometrycz-
nych wiertła, wykazuje w granicach zalecanych wartości kąta,
niewielki wpływ na wartość momentu i siły posuwowej i może
być przy wyznaczaniu
P
i
M
pomijany. Należy jednak zazna-
czyć, że przy zmniejszaniu kąta 2
χ
, siła posuwowa
P
maleje a
moment skrawania
M
wzrasta.
Kąt pochylenia, linii śrubowe j rowka wiórowego
α
1
ściśle wiąże
się z kątem natarcia
γ
Zatem wzrost kąta
α
1
powoduje wzrost
kąta
γ
i odwrotnie tzn. jeśli kąt
α
1
maleje to maleje również kąt
γ
. Ponieważ wraz ze wzrostem kąta natarcia
γ
siły skrawania
maleją, stąd można wnioskować, że wzrost kąta pochylenia li-
nii śrubowej rowka wiórowego
α
1
powoduje zmniejszenie siły
posuwowej
P
i momentu skrawania
M
. Dla wierteł ze stali
szybkotnącej wzrost kąta
α
1
powyżej 30
°
nie powoduje prawie

A
NALIZA WPŁYWU PARAMETRÓW SKRAWANIA NA TEMPERATURĘ SKRAWANIA
ORAZ SIŁY I MOMENTY DLA TOCZENIA I WIERCENIA
Strona
6 - 13
żadnego wpływu na wartość siły posuwowej
P
i momentu
skrawania
M
, stąd też dla tych wierteł kąt
α
1
przy wierceniu w
stali i żeliwie wynosi najczęściej 25
÷
30
°
Oprócz wymienionych
wyżej czynników, wpływ na wartość siły
posuwowej
P
i momentu skrawania
M
mają ciecze charaktery-
zujące się dobrymi własnościami smarującymi. Tak np. oleje
mineralne aktywowane związkami siarki powodują zmniejsze-
nie siły i momentu o 30
÷
35%.
Wyprowadzone uprzednio wzory na siłę i moment skrawania
nastręczają pewne trudności przy obliczaniu tych wielkości,
ponieważ nie zawierają parametrów technologicznych jak po-
suw
p
i głębokość skrawania
g
.
W praktyce do obliczania sił posuwowych i momentów skrawa-
nia przy wierceniu pełnym, wierceniu wtórnym i rozwiercaniu
służą wzory empiryczne:
−
wiercenie w materiale pełnym:
K
p
D
C
P
o
p
y
z
p
p
⋅
⋅
⋅
=
[N]
K
p
D
C
M
m
m
y
z
m
m
⋅
⋅
⋅
=
[Nm]
−
wiercenia wtórne i rozwiercanie:
K
p
g
D
C
P
o
p
y
x
z
p
p
p
⋅
⋅
⋅
⋅
=
gdzie:
[N]
K
p
g
D
C
M
m
m
y
x
z
m
m
m
⋅
⋅
⋅
⋅
=
[Nm]
K
o
= K
ok
⋅
K
oh
⋅
K
om
K
m
= K
mk
⋅
K
mh
⋅
K
mm
C
p
, C
m
– stałe zależne od warunków obróbki
D
–
–
–
– średnica wiertła, rozwiertaka w mm
p
–
–
–
– posuw w mm/Obr
g
–
–
–
– głębokość skrawania w mm
z
p
, y
p
, z
m
, y
m
, x
p
, x
p
–
–
–
– wykładniki potęg zależne od wa-
runków obróbki
K
ok,
K
mk
–
–
–
– współczynniki charakteryzujące wpływ
kształtu części skrawającej
K
oh
, K
mh
–
–
–
– współczynniki uwzględniające wpływ stępie-
nia wierteł
K
om
, K
mm
–
–
–
–współczynniki uwzględniające wpływ własno-
ści mechanicznych materiału obrabianego.
Pomiar momentów skrawania
M
i siły posuwowej przy wierce-
niu i rozwiercaniu dokonujemy siłomierzem wiertarskim zamo-

L
ABORATORIUM
T
ECHNOLOGII
Ć
WICZENIE
6
Strona
6 - 14
cowanym do stołu wiertarki. Moment skrawania i siła posuwo-
wa powstające w procesie skrawania oddziaływają na element
pomiarowy, którym jest rura cienkościenna z naklejonymi ten-
sometrami.
6.3.2 Wykonanie ćwiczenia
Po zamocowaniu próbki w uchwycie trójszczękowym przetwor-
nika przystępujemy do badań prowadzonych w dwu kierun-
kach:
−
zmieniając średnice wierteł (4; 6; 8 mm) przy stałej wartości
posuwu
p
i możliwie stałej prędkości skrawania
v
−
zmieniając posuw
p
przy stałych
D
i
v
.
Wartości mierzonych wielkości uzyskamy mnożąc odpowiednie
stałe przez zanotowane wartości.
Po sporządzeniu wykresów
M = f(D), P = f(D), M = f(p), P = f(p)
w skali podwójnie logarytmicznej należy określić stałe i wy-
kładniki potęgowe we wzorach na moment i siłę skrawania. W
podobny sposób postępujemy w przypadku pomiaru momentów
i sił przy wierceniu wtórnym i rozwiercaniu.
Literatura:
1.
Dmochowski J.-
Podstawy skrawania
WPW, Warszawa
1975 r.
2.
Dmochowski J., Czechowski Zb.-
Ćwiczenia laboratoryjne z
obróbki skrawaniem i narzędzi skrawających
WPW, War-
szawa 1973 r.
Wyszukiwarka
Podobne podstrony:
Lab technologii cw 4 id 258645 Nieznany
Lab technologii cw 1 id 258643 Nieznany
Lab KN cw 5 id 258468 Nieznany
Lab KN cw 4 id 258467 Nieznany
Lab KN cw 5 id 258468 Nieznany
MD cw 1 id 290131 Nieznany
cw 9 id 122181 Nieznany
cw 5 id 121769 Nieznany
Lab 05 Obliczenia w C id 257534 Nieznany
28 04 2013 cw id 31908 Nieznany
Cw 8 id 97501 Nieznany
immunologia cw 3 id 212083 Nieznany
Lab technologii ćw 2 ogarnijtemat com
@sprawozdanie cw 3 id 38478 Nieznany (2)
Jung cw 4 id 229101 Nieznany
@sprawozdanie cw 4 id 38479 Nieznany (2)
cw 5 id 122432 Nieznany
więcej podobnych podstron