„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
i NAUKI
Halina Szafrańska
Organizowanie procesu produkcji w przedsiębiorstwie
odzieżowym 311[34].Z4.01
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2005

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Barbara Dudzińska
mgr Ewa Samojlik
Opracowanie redakcyjne:
Marcin Olifirowicz
Konsultacja:
dr inż. Janusz Figurski
Korekta:
Magdalena Miszczak
Halina Zwolska
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 311[34].Z4.01
Organizowanie procesu produkcji w przedsiębiorstwie odzieżowym, zawartego
w modułowym programie nauczania dla zawodu technik technologii odzieży.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2005

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Charakterystyka przedsiębiorstw odzieżowych
7
4.1.1. Materiał nauczania
4.1.2. Pytania sprawdzające
7
15
4.1.3. Ćwiczenia 16
4.1.4. Sprawdzian postępów 17
4.2. Charakterystyka procesu produkcji w przedsiębiorstwie odzieżowym
18
4.2.1. Materiał nauczania
18
4.2.2. Pytania sprawdzające 29
4.2.3. Ćwiczenia 29
4.2.4. Sprawdzian postępów 31
4.3. Maszyny i urządzenia w przemyśle odzieżowym
32
4.3.1. Materiał nauczania
32
4.3.2. Pytania sprawdzające 39
4.3.3. Ćwiczenia
4.3.4. Sprawdzian postępów
5. Sprawdzian osiągnięć
40
42
43
6. Literatura
47

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o rodzajach prowadzenia
działalności gospodarczej w zakresie usług krawieckich, zadaniach poszczególnych działów
produkcyjnych, zasadach zarządzania jakością, przebiegu procesu produkcyjnego,
posługiwania się dokumentacją organizacyjno – produkcyjną.
W poradniku zamieszczono:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które
powinieneś mieć opanowane, aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia tej jednostki modułowej.
3. Materiał nauczania (rozdział 4) umożliwia samodzielne przygotowanie się do
wykonania ćwiczeń i zaliczenia sprawdzianu. Wykorzystaj do poszerzenia wiedzy
wskazaną literaturę oraz inne źródła informacji.
4. Ćwiczenia, które zawierają:
-
wykaz materiałów, urządzeń i sprzętu potrzebnych do realizacji ćwiczenia,
-
pytania sprawdzające wiedzę potrzebną do wykonania ćwiczenia,
-
sprawdzian teoretyczny,
-
sprawdzian umiejętności praktycznych.
5. Przykład zadania/ćwiczenia oraz zestaw pytań sprawdzających. Twoje opanowanie
wiedzy i umiejętności z zakresu całej jednostki. Zaliczenie tego ćwiczenia jest
dowodem osiągnięcia umiejętności praktycznych określonych w tej jednostce
modułowej. Wykonując sprawdzian postępów powinieneś odpowiadać na pytanie tak
lub nie, co oznacza, że albo opanowałeś materiał, albo nie.
Jeżeli masz trudność ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualnie sprawdzenie, czy dobrze wykonujesz daną czynność.
Po przerobieniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
Jednostka modułowa „Organizowanie procesu produkcji w przedsiębiorstwie odzieżowym”,
której treść teraz poznasz jest jednym z modułów koniecznych do poznania organizacji
produkcji odzieży – schemat 1.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni technologii odzieży zobowiązany jesteś przestrzegać
regulaminów, przepisów bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych,
wynikających z rodzaju wykonywanych ćwiczeń.
Przepisy te poznasz w czasie nauki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej „Organizowanie procesu
produkcji w przedsiębiorstwie odzieżowym” powinieneś umieć:
− zorganizować stanowisko pracy zgodnie z zasadami bhp, ochrony przeciwpożarowej,
ochrony środowiska oraz wymaganiami ergonomii,
− przestrzegać przepisów bhp, ochrony przeciwpożarowej oraz ochrony środowiska,
− posłużyć się narzędziami i przyborami do krojenia materiałów,
− obsługiwać maszyny szwalnicze,
− zastosować techniki obróbki termicznej,
− przeprowadzić konserwację maszyn,
− wytwarzać podstawowe wyroby odzieżowe,
− przeprowadzić kontrolę jakości materiałów odzieżowych i dodatków krawieckich,
− przeprowadzić kontrolę międzyoperacyjną,
− przeprowadzić kontrolę jakości gotowego wyrobu odzieżowego,
− zapobiegać zagrożeniom zdrowia i życia na stanowisku pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
określić zadania przemysłu odzieżowego,
−
sklasyfikować przedsiębiorstwa wytwarzające odzież,
−
scharakteryzować proces produkcyjny w przedsiębiorstwie odzieżowym,
−
określić typy produkcji odzieży,
−
określić metody organizacji produkcji odzieży,
−
posłużyć się dokumentacją organizacyjno-produkcyjną,
−
scharakteryzować zadania podstawowych działów produkcyjnych w przedsiębiorstwie
odzieżowym,
−
określić strukturę organizacyjną przedsiębiorstwa odzieżowego,
−
określić zasady współpracy podstawowych działów w przedsiębiorstwie odzieżowym,
−
zastosować zasady zarządzania jakością w procesie wytwarzania odzieży,
−
zorganizować stanowisko produkcji odzieży zgodnie z zasadami bezpieczeństwa
i higieny pracy, ochrony przeciwpożarowej i wymaganiami ergonomii,
−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska w procesie produkcyjnym odzieży,
−
sklasyfikować maszyny i urządzenia odzieżowe,
−
wyjaśnić zasadę działania maszyn i urządzeń odzieżowych,
−
odczytać schematy kinematyczne podstawowych maszyn i urządzeń odzieżowych,
−
dobrać maszyny i urządzenia odzieżowe do odpowiednich faz procesu technologicznego,
−
obsłużyć maszyny i urządzenia odzieżowe, przewidzieć zagrożenia występujące
w procesie produkcyjnym.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Charakterystyka przedsiębiorstw odzieżowych
4.1.1. Materiał nauczania
Producentami odzieży są przedsiębiorstwa należące do różnych branż, a więc przemysłu
odzieżowego, dziewiarskiego, skórzanego, stosujące zazwyczaj różną technologię.
W związku z tym użytkownik ma do dyspozycji odzież wykonaną z tkaniny, dzianiny, skóry
i innych materiałów. W zależności od mody, ceny, jakości i nowoczesności wyrobów
konsument dokonuje wyboru tej odzieży, która najlepiej zaspokaja jego potrzeby.
Podstawowym zadaniem przemysłu odzieżowego jest:
− zaspokajanie zapotrzebowania społeczeństwa na artykuły odzieżowe,
− zaspokajanie potrzeb eksportu.
Pełne zaspokojenie potrzeb społeczeństwa w zakresie odzieży wymaga od przemysłu
odzieżowego i przemysłów kooperujących oraz handlu odzieżą takiej organizacji pracy, aby
konsument miał możliwość wyboru odzieży między innymi w zależności od fasonu,
rozmiaru, koloru tkaniny.
Chcąc sprostać wymaganiom odbiorców przemysł odzieżowy powinien:
− szybko reagować na zmianę kierunku mody, tj. być elastyczny,
− skracać czas liczony od momentu wykonania projektu wzoru odzieży do jego produkcji
seryjnej,
− uzależniać wielkość serii od charakteru wzoru, asortymentu oraz liczby potencjalnych
odbiorców.
Charakterystyka podmiotów prowadzących działalność gospodarczą
W przemyśle odzieżowym działalność gospodarczą mogą prowadzić następujące
jednostki:
− przedsiębiorstwa państwowe,
− spółdzielnie,
− spółki,
− osoby fizyczne,
− inne jednostki.
Przedsiębiorstwo państwowe opiera swoje działanie na przepisach ustawy z dnia
25 września 1981 r. o przedsiębiorstwach państwowych (tekst jednolity: Dz. U. z 2002r.
Nr 112, poz. 981). Jest ono samodzielną, samorządną i samofinansującą się jednostką
gospodarczą posiadającą osobowość prawną.
Przedsiębiorstwa państwowe mogą być tworzone jako:
− przedsiębiorstwa działające na zasadach ogólnych,
− przedsiębiorstwa użyteczności publicznej, przy czym do ich tworzenia uprawnione są
naczelne i centralne organy administracji państwowej oraz Narodowy Bank Polski
i banki państwowe, które są organami założycielskimi.
W celu wykonywania zadań, dla realizacji których przedsiębiorstwo państwowe zostało
utworzone, jego organy samodzielnie podejmują decyzje oraz organizują działalność we
wszystkich sprawach przedsiębiorstwa, zgodnie z przepisami prawa i w celu wykonywania
jego zadań. Nadzorujące je organy państwowe mogą podejmować decyzje w zakresie
działalności przedsiębiorstwa państwowego tylko w przypadkach przewidzianych przepisami

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
ustawowymi. Organ założycielski wyposaża przedsiębiorstwo w środki niezbędne
do prowadzenia działalności określonej w akcie prawnym o jego utworzeniu.
Spółdzielnia działa w oparciu o przepisy ustawy z dnia 16 września 1982 r. Prawo
spółdzielcze (tekst jednolity: Dz. U. Nr 188, poz. 1848 z 2003 r.). Jest ona dobrowolnym
i samorządnym zrzeszeniem, o nieograniczonej liczbie członków i zmiennym funduszu
udziałowym, powołanym do prowadzenia działalności gospodarczej i posiadającym
osobowość prawną.
Spółka z ekonomicznego punktu widzenia jest zrzeszeniem osób albo kapitału celem
prowadzenia działalności gospodarczej, natomiast z prawnego punktu widzenia jest umową
zawieraną przez wspólników celem prowadzenia wspólnego przedsiębiorstwa zarobkowego
lub osiągnięcia w innej formie wspólnego celu gospodarczego. Stronami umowy
są wspólnicy, którzy mają wspólny cel gospodarczy i mogą nimi być osoby fizyczne, prawne
oraz jednostki organizacyjne nie posiadające osobowości prawnej, jeżeli przedmiotem
działania tych jednostek będzie prowadzenie działalności gospodarczej.
Z punktu widzenia regulacji prawnych spółki można podzielić na:
− spółki prawa handlowego, których działalność regulują przepisy zawarte w Kodeksie
spółek handlowych (ustawa z dnia 15 września 2000 r. Dz. U. Nr 94, poz. 1037
z późniejszymi zmianami). Kodeks spółek handlowych wyróżnia spółki osobowe
i spółki kapitałowe. Spółki osobowe to – spółka jawna, partnerska, komandytowa
i komandytowo-akcyjna. Spółki kapitałowe – to spółka z ograniczoną
odpowiedzialnością i spółka akcyjna;
− spółki cywilne, których działalność regulują przepisy zawarte w art. 860-877 Kodeksu
cywilnego. Spółki te zawiązują wspólnicy w tym osoby fizyczne prowadzące działalność
gospodarczą na podstawie wpisu do ewidencji działalności gospodarczej prowadzonej
przez odpowiednie organy (wójt, burmistrz, prezydent, starosta) samorządu
terytorialnego (gmina, miasto, powiat). Spółka cywilna jest wykorzystywana jako forma
prawna wszelkiej wspólnej działalności gospodarczej, zwłaszcza zaś jako forma prawna
wspólnie prowadzonych zakładów indywidualnego rzemiosła lub handlu;
− inne jednostki będące lub nie będące osobami prawnymi, jak np. stowarzyszenia,
fundacje, które obok swojej działalności statutowej wykonują działalność gospodarczą
w celu zasilenia działalności statutowej dochodami z działalności gospodarczej;
Istota „osobowości prawnej” polega w zasadzie na tym, że za swoje długi odpowiada
jednostka posiadająca osobowość prawną do wysokości kapitału (funduszu). Właściciele
(współwłaściciele), a więc państwo, członkowie spółdzielni, akcjonariusze, wspólnicy, nie
odpowiadają swoim majątkiem za długi jednostki. Natomiast w jednostkach nie
posiadających osobowości prawnej za długi jednostki odpowiada jej właściciel
(współwłaściciel).
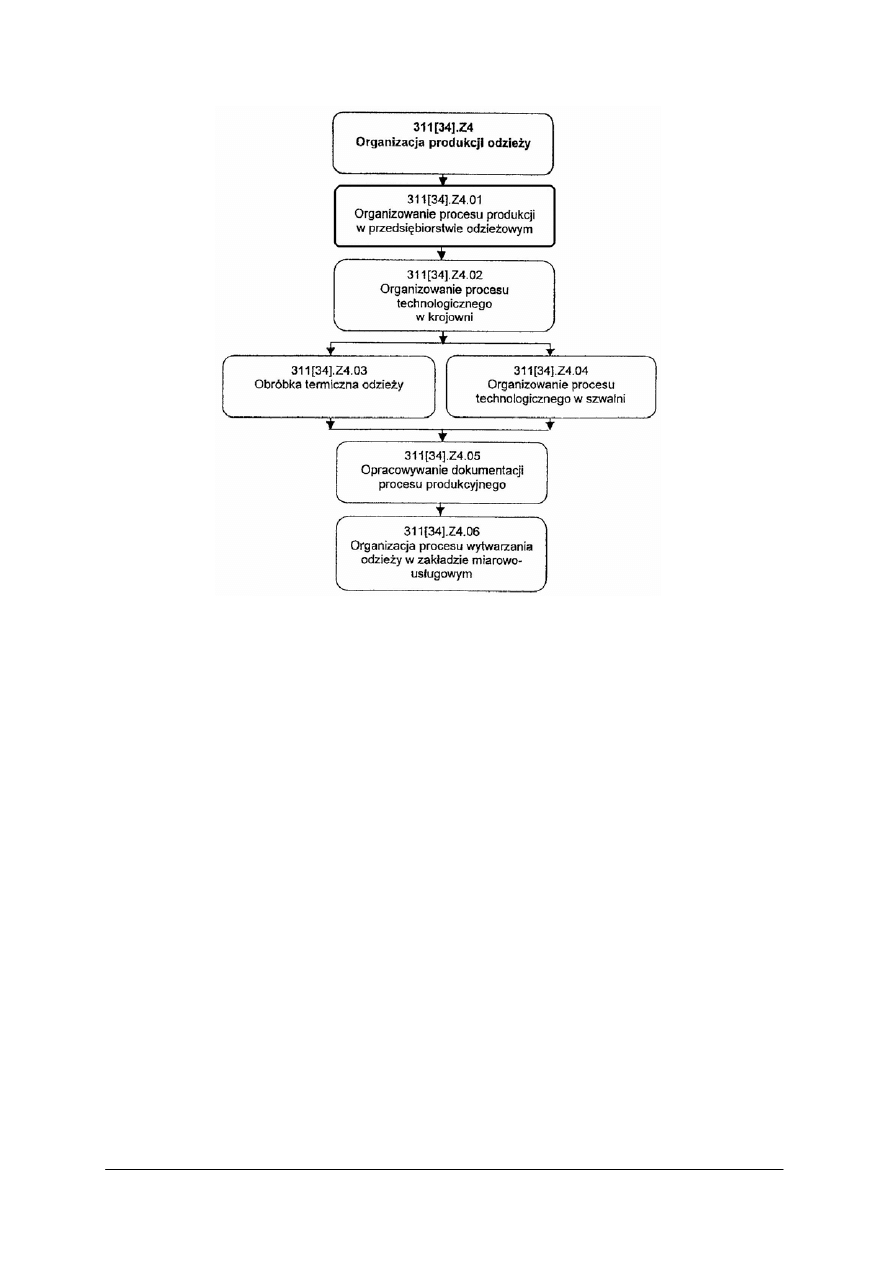
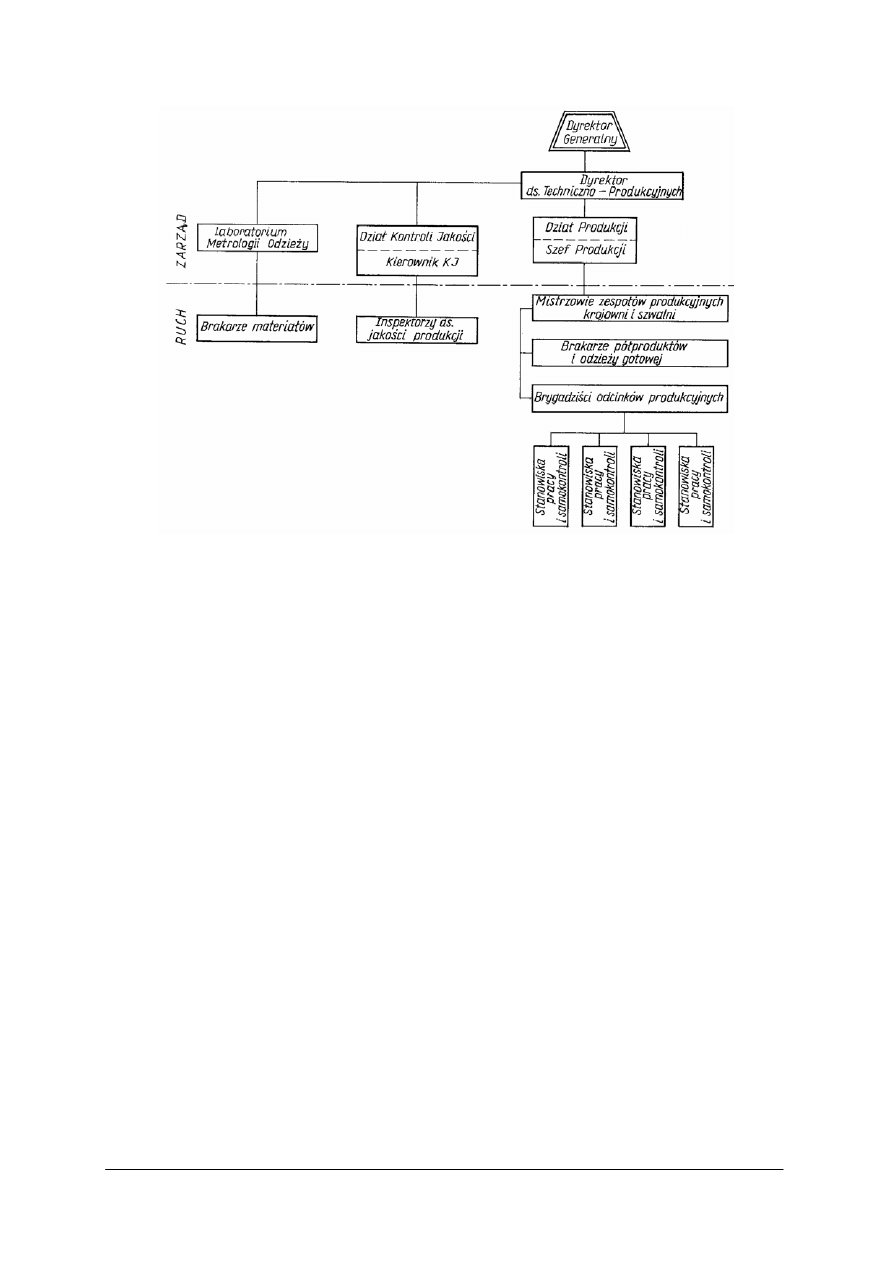
Struktura organizacyjna przedsiębiorstwa odzieżowego
Struktura organizacyjna – jest to ogół ustalonych zależności funkcjonalnych
i hierarchicznych pomiędzy stanowiskami i komórkami organizacyjnymi.
Ze względu na dużą różnorodność jednostek organizacyjnych trudno mówić o konkretnej
strukturze organizacyjnej dla wszystkich podmiotów gospodarczych. Każde przedsiębiorstwo
odzieżowe ma własną strukturę organizacyjną, zależną od potrzeb i zadań. W każdym jednak
przedsiębiorstwie odzieżowym występują następujące grupy komórek organizacyjnych:
1. Komórki zarządu zwane komórkami funkcjonalnymi (np. dyrektor, kontrola jakości
i inne). Komórki powyższe nie biorą bezpośredniego udziału w procesie produkcyjnym,
lecz służą dyrektorowi pomocą w zakresie administrowania, planowania oraz
koordynowania i kontroli pracy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
2. Komórki ruchu zwane komórkami produkcyjnymi i pomocniczo-produkcyjnymi
(wzorcownia, krojownia, szwalnia, prasowalnia, wykończalnia i inne). Komórki te
biorą bezpośredni udział w procesie produkcji i wykonują produkcję podstawową,
pomocniczą lub usługi niezbędne do prowadzenia procesu produkcji.
3. Komórki pozaprodukcyjne (np. stołówki, ambulatoria i inne).
W
zależności od wielkości zakładu odzieżowego, komórki ruchu mogą być mniej lub
bardziej rozbudowane. W większych zakładach istnieją wyodrębnione działy produkcyjne
takie jak: wzorcownia, dział przygotowania produkcji, krojownia, szwalnia, prasowalnia,
wykończalnia, kontrola jakości, przeglądarnia, rozdzielnia, warsztat mechaniczny, magazyn
surowca i odzieży gotowej, które mieszczą się w osobnych pomieszczeniach.
W małych lub średnich zakładach odzieżowych z powodu mniejszej powierzchni użytkowej
niektóre działy są ze sobą połączone (szwalnia z prasowalnią, szwalnia z wykończalnia itp.)
Rys. 1. Schemat organizacji przedsiębiorstwa odzieżowego
Źródło: Czyżewski H., Krawiectwo, WSiP, Warszawa 1998
Każdy z wymienionych działów ma odrębne zadania do wykonania. Podstawowymi
zadaniami poszczególnych działów są:
1. Wzorcownia
− projektowanie wzorów odzieży dla potrzeb przedsiębiorstwa,
− nadzorowanie zgodności produkcji z zatwierdzonymi wzorami,
− opracowanie wstępnej dokumentacji projektu modelu,
− dobór materiałów i dodatków do zaprojektowanego wzoru,
− przygotowanie kolekcji projektowanych modeli;
2. Dział przygotowania produkcji
− opracowanie dokumentacji techniczno-technologicznej wyrobów,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
− przygotowanie instrukcji technologicznych,
− przygotowanie podziału procesu technologicznego na operacje i zabiegi
− ustalenie norm czasu na poszczególne zabiegi,
− zaplanowanie rozmieszczenia stanowisk roboczych w zespołach produkcyjnych,
− przygotowanie układów szablonów,
− opracowanie norm zużycia surowców
3. Krojownia
− pobieranie materiału z magazynu,
− rozkrój materiału zgodnie z dokumentacją techniczną,
− kontrola wykrojów,
− znakowanie i kompletowanie wykrojów,
− przekazywanie wykrojów do rozdzielni lub szwalni.
4. Szwalnia
− obróbka mechaniczna elementów odzieży,
− obróbka termiczna elementów odzieży (formowanie płaskie i przestrzenne),
− łączenie wykrojonych elementów odzieży,
− stosowanie programu komputerowego do wspomagania prac w szwalni.
5. Prasowalnia i wykończalnia
− obróbka mechaniczna gotowych wyrobów odzieżowych (przyszywanie guzików,
wykonywanie dziurek),
− obróbka termiczna gotowych wyrobów odzieżowych (formowanie płaskie
i przestrzenne),
− kontrola jakości gotowej sztuki odzieży,
− etykietowanie i pakowanie gotowych wyrobów odzieżowych.
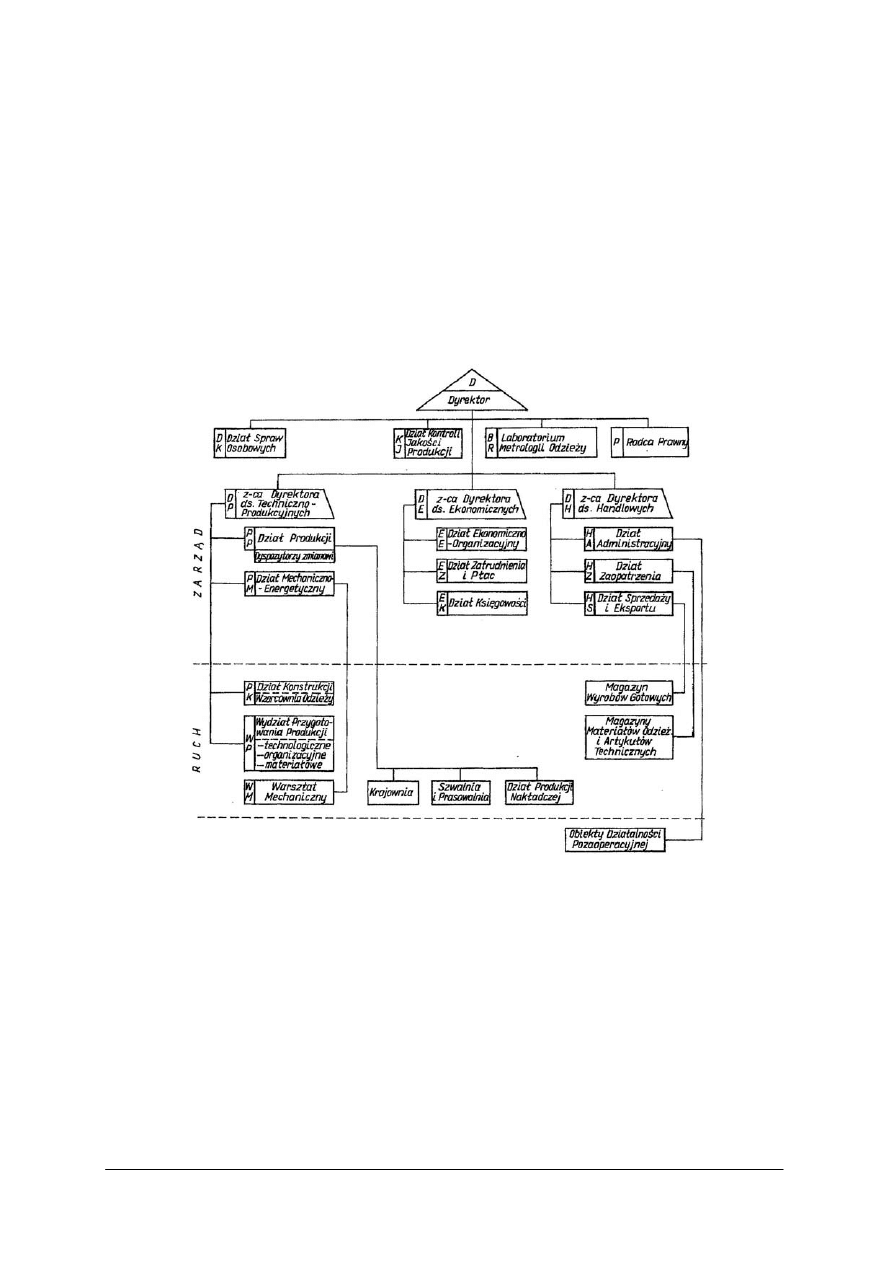
Istnieją różne metody opracowywania zasad współpracy między poszczególnymi
działami.
Od przyjętej metody zależy sposób przekazywania informacji, poleceń i ustalenie
kompetencji.
Rys. 2. Schemat organizacji przedsiębiorstwa odzieżowego
Źródło: Krawiectwo – Technologia, tłumaczenie z j. niemieckiego Samek P., WSiP, Warszawa 1999
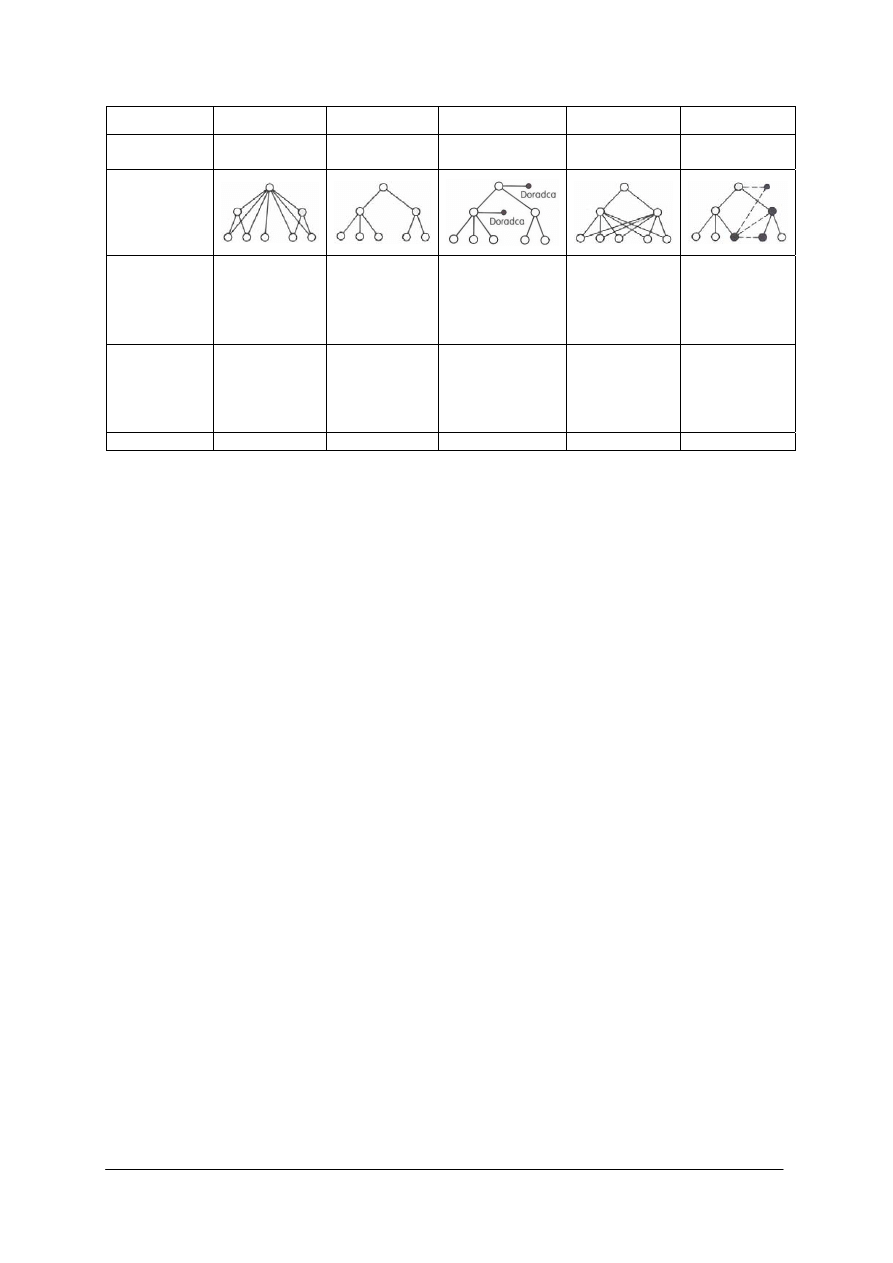
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Metoda
autorytarna
liniowa
doradcza
funkcjonalna
kooperacyjna
Zastosowanie
małe zakłady
małe zakłady
duże
przedsiębiorstwa
przemysł
odzieżowy
model
uniwersalny
Zasada
funkcjo-
nowania
Zalety
jasne polecenia
znormalizowa-
nie wydawania
poleceń
doradztwo na
poszczególnych
stanowiskach
kierowniczych
specjaliści
z każdej
dziedziny
rozwiązywanie
trudnych
problemów
specjalistycz-
nych
Wady
system
niedemokra-
tyczny, mało
elastyczny
mało
elastyczny,
powolny
za drogi dla
małych i średnich
przedsiębiorstw
problemy
wynikające
z ustalania
zakresu
kompetencji
straty czasu
spowodowane
długimi
dyskusjami
Elastyczność
mała
mała
średnia
średnia
duża
Rys. 3. Metody opracowywania zasad współpracy międzydziałowej
Źródło: Krawiectwo – Technologia, tłumaczenie z j. niemieckiego Samek P., WSiP, Warszawa 1999
W przemyśle odzieżowym przy współpracy międzywydziałowej często stosuje się
metodę funkcjonalną.
Zarządzania jakością
W wielu dotychczas prosperujących zakładach odzieżowych kontrola jakości
przeprowadzana jest zgodnie z procedurą ustalonych wymagań jakościowych w danym
przedsiębiorstwie. Za jakość wyrobów odpowiada kierownictwo produkcji, mistrzowie,
brygadziści i bezpośredni wykonawcy. Brakarze (surowca, międzyoperacyjni i wyrobów
gotowych) zapobiegają powstawaniu wadliwej produkcji poprzez kontrolę jakości
materiałów, wykrojów, produkcji w toku i gotowych wyrobów. Spełnienie funkcji
kontrolnych wymaga również poprawnej organizacji.
Projekt struktury organizacyjnej służby kontroli jakości produkcji w tradycyjnym
przedsiębiorstwie odzieżowym przedstawiono na rysunku 4.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Rys. 4. Przykładowy schemat organizacji służby kontroli jakości w przedsiębiorstwie przemysłu odzieżowego.
Źródło: Czyżewski H., Krawiectwo, WSiP, Warszawa 1998
Różne nieprawidłowości w działaniu przedsiębiorstwa mają wpływ na obniżenie
poziomu jakości i nowoczesności wyrobów. Kontrolowanie jakości wyrobów jedynie
w końcowej fazie procesu produkcyjnego jest działaniem spóźnionym, aby zapobiec wadom
wykonania i usuwać błędy. Dlatego w przemyśle odzieżowym wprowadzono kontrolę jakości
wyrobów podczas:
− przygotowania produkcji,
− trwania procesu produkcyjnego,
− przebiegu procesów pomocniczych,
− planowania i zarządzania przedsiębiorstwem.
Usprawnienie funkcjonowania poszczególnych działów i zespołów produkcyjnych ma
duże znaczenie dla poprawy jakości wyrobów finalnych.
W sferze przedprodukcyjnej wymagania kontroli jakości dotyczą:
− oceny metrologicznej materiałów odzieżowych,
− sprawdzania ilości i jakości tkanin w porównaniu z danymi deklarowanymi przez
dostawców,
− opiniowania projektowanych wzorów odzieży pod względem wymagań mody,
użytkowych, technologicznych, zaopatrzeniowych i ekonomicznych,
− właściwej synchronizacji terminów prac w działach wzornictwa, przygotowania
produkcji, zbytu, zaopatrzenia, planowania produkcji, mechanizacji oraz sterowania
jakością.
W sferze produkcyjnej główną rolę spełniają pracownicy bezpośrednio zatrudnieni przy
produkcji. Do wytypowanych stanowisk pracy przydziela się dodatkowo zadania dotyczące
samokontroli. Samokontrolą obejmuje się najtrudniejsze operacje, mające zasadniczy wpływ
na dalszy przebieg obróbki elementów i jakości wyrobów gotowych. Pracownik wytypowany
do samokontroli w przypadku stwierdzenia wad konfekcyjnych lub materiałowych powinien
wstrzymać dalszą obróbkę danego elementu. Zadania samokontrolne mogą być powierzone

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
pracownikom o wysokich kwalifikacjach zawodowych i osiągających właściwe wyniki
zarówno ilościowe, jak i jakościowe w produkcji. Stanowiska samokontroli są oznaczone np.
specjalnymi znakami. Prawidłowość sprawowania samokontroli mogą sprawdzać mistrzowie
zespołów, brygadziści – kontrolerzy jakości wyrobów oraz inspektorzy ds. jakości.
Dokładna analiza przebiegu produkcji umożliwia wyciągnięcie wniosków w zakresie:
− obiegu i wykorzystania informacji o jakości wyrobów w przedsiębiorstwie,
− poszerzenia obowiązków brakarzy o losową kontrolę międzyoperacyjną,
− zorganizowania stanowisk kontroli międzyoperacyjnej wykonanych prac
w poszczególnych ogniwach procesu produkcyjnego,
− zaprojektowania odpowiedniej struktury organizacyjnej działów wpływających pośrednio
lub bezpośrednio na jakość półproduktów i wyrobów gotowych,
− stosowania nagród i premii w celu zainteresowania pracowników wynikami dobrej pracy,
− włączenia pionu produkcyjnego do ciągłego tworzenia bardzo dobrej jakości odzieży
przy ścisłej współpracy z brakarzami i działem kontroli jakości,
− rozszerzenia produkcji o wysokiej, powtarzalnej jakości.
W zakładzie odzieżowym dział kontroli jakości spełnia rolę wiodącą w tworzeniu
jakości, a jego zadania to:
− kontrolowanie prawidłowości procesu produkcyjnego w fazach przedprodukcyjnych,
produkcyjnych i końcowych,
− ustalanie harmonogramów kontroli jakości produkcji w toku i wyrobów gotowych przez
inspektorów ds. jakości,
− udział w komisyjnych ocenach wzorów, wyrobów próbnych i wyrobów
pozagatunkowych,
− kontrolę inspekcyjną jakościowania wyrobów gotowych oraz nadzorowanie przebiegu
produkcji pod względem jakości obróbki,
− opracowywanie analiz kształtowania się jakości wyrobów,
− stosowanie certyfikatów jakościowych związanych z normami krajowymi, europejskimi
(EN) i światowymi (ISO).
W warunkach rynkowych szansę przetrwania mają firmy najbardziej przedsiębiorcze.
Integracja Polski z UE przyniosła dla każdego sektora polskiej gospodarki zarówno szansę
jak i zagrożenia. Konkurencja na rynku krajowym (zagranicznym) dla niektórych
przedsiębiorstw odzieżowych może być przyczyną upadku. Szczególnie dotyczy to firm
które:
− nie posiadają umiejętności wprowadzenia zmian i dostosowania się do wymagań
odbiorców,
− nie będą się restrukturyzować – zmieniać się tzn. być elastyczni w zakresie
produkowanych wyrobów,
− nie wprowadzą systemu zarządzania przez jakość (potrzeba odnowienia kadry
kierowniczej oraz ciągłego doskonalenia ogółu pracowników),
− nie wprowadzą nowoczesnych systemów informatycznych,
− nie opracują strategicznego planu rozwoju firmy,
− nie będą racjonalnie gospodarować finansami.
Przedsiębiorstwa, by skutecznie funkcjonować, czy też rozwijać się muszą dokonywać
ciągłych zmian. Pozyskanie załogi i jej przychylności może ułatwić przygotowanie
i wprowadzanie nowoczesnych metod zarządzania i co za tym idzie uzyskanie lepszych
wyników pracy.
Obecnie coraz więcej zakładów odzieżowych w celu podwyższenia poziomu jakości
produkcji wprowadza kompleksowe zarządzanie przez jakość (TQM), który łączy się
z nowymi zasadami organizacji zarządzania przedsiębiorstwem oraz z organizacją

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
przygotowania i przepływu produkcji. Total Quality Management (TQM), czyli kompleksowe
zarządzanie jakością, jest systemem zarządzania, który bazuje na sposobie myślenia całego
personelu tzn. zarówno wśród kierownictwa jak i wszystkich pracowników. Osiągnięcie celu
wymaga uświadomienia każdemu pracownikowi z osobna konieczności poprawy jakości
w całym przedsiębiorstwie. Pojęcie jakości - obejmuje osiągnięcie wszystkich celów
zarządzania oraz spełnienie wymagań społecznych. Przestrzeganie i egzekwowanie
nowoczesnych zasad organizacyjnych sterowania jakością produkcji stanowi podstawowy
warunek osiągania właściwych wyników pracy załogi.
W Polsce najważniejszymi standardami wykorzystywanymi przez przedsiębiorstwa
odzieżowe są normy ISO serii 9000. Normy te z jednej strony stanowią doskonałe wytyczne
do budowania systemów jakości przedsiębiorstwa, z drugiej zaś stanowią podstawę do
certyfikacji takich systemów.
Certyfikacja – to działanie trzeciej strony (jednostki niezależnej od dostawcy
i odbiorcy) zmierzające do wykazania, że zapewniono odpowiedni stopień zaufania, iż dany
wyrób, proces lub usługa są zgodne z wymaganiami (określoną normą) lub z właściwymi
przepisami prawnymi.
Certyfikacja
może się odnosić do:
1. Systemu jakości.
2. Wyrobu.
3. Ludzi.
Szczególne miejsce zajmuje certyfikacja systemu zarządzania jakością. Uzyskanie
certyfikatu jakościowego na ogół przynosi przedsiębiorstwu wiele wymiernych korzyści:
− stworzenie podstawy pełnego zaufania między przedsiębiorstwem a jego klientami,
− umocnienie konkurencyjności,
− zapewnienie miejsc pracy,
− ograniczenie liczby i zakresu audytów (rewizji) prowadzonych w przedsiębiorstwie przez
wymagających klientów,
− stworzenie silnej motywacji u współpracowników,
− łatwiejsze docieranie poprzez reklamę do klientów,
− uzyskanie przewagi nad konkurentami w sytuacjach przetargowych.
Idea koncepcji zarządzania jakością zawarta w normach ISO serii 9000 opiera się na
dwóch podstawowych zasadach:
1. Zapobieganie przyczynom powstawania wad jest lepsze niż ich wykrywanie
i korekta,
2. Obszarem stwarzającym największe możliwości oddziaływania na jakość jest
organizacja, rozumiana jako system zarządzania przedsiębiorstwem.
Normy ISO 9000 dotyczą systemów zarządzania jakością, jakie stosują przedsiębiorstwa
w procesach projektowania, produkcji, dostarczania wyrobów i obsługiwania swoich
klientów. Podstawową normą ISO serii 9000 jest norma ISO 9001:2000. To w niej właśnie
jest zawarty zbiór minimalnych wymagań, które należy spełnić, by uzyskać potwierdzenie
(certyfikat), że system zarządzania jakością jest ustanowiony, udokumentowany, wdrożony,
utrzymywany i że jego skuteczność podlega ciągłemu doskonaleniu. Wewnętrzna
dokumentacja systemu zarządzania jakością istniejącego w przedsiębiorstwie składa się z:
− księgi jakości,
− planu jakości,
− procedur,
− zapisów jakości.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Księga jakości – jest to dokument, w którym określono system zarządzania jakością
organizacji. W ogólnym zarysie opisuje sposób, w jaki przedsiębiorstwo zamierza
spełniać wymagania odbiorców dotyczące jakości własnych wyrobów.
Plan jakości – dokument specyfikujący, które procedury i związane z nimi zasoby należy
zastosować, kto i kiedy ma je realizować w odniesieniu do określonego przedsięwzięcia,
wyrobu, procesu lub umowy.
Procedura – ustalony sposób przeprowadzenia działania lub procesu.
Zapis – dokument, w którym przedstawiono uzyskane wyniki lub dowody
przeprowadzonych działań.
W wymienionych dokumentach są opisane wszelkie działania konieczne do uzyskania,
a następnie utrzymania odpowiedniego stopnia wiarygodności, że produkowane wyroby będą
trwale spełniać ustalone wymagania jakościowe.
W normie ISO 9000:2000 zawarto pewne zasady zarządzania jakością ukierunkowujące
zarządzanie organizacją (przedsiębiorstwem) w sposób systematyczny i przejrzysty. Zasady
te można scharakteryzować następująco
1
:
1. Orientacja na klienta.
Sukces działania organizacji (przedsiębiorstwa) jest zależny bezpośrednio od klienta,
dlatego konieczne jest nie tylko poznanie jego obecnych i przyszłych potrzeb, ale także
poznanie oczekiwań, które klient może wyrażać, i dążenie do ich wyprzedzania.
2. Przywództwo.
Przywódcy określają cele oraz potrafią ukierunkować działania organizacji.
Kształtowanie środowiska wewnętrznego organizacji powinno sprzyjać pełnemu
zaangażowaniu ludzi w osiąganie celów organizacji.
3. Zaangażowanie ludzi.
Najcenniejszą wartością każdej organizacji są ludzie na wszystkich poziomach
zatrudnienia. Uzyskanie całkowitego ich zaangażowania pozwoli na wykorzystanie ich
zdolności z maksymalną korzyścią dla organizacji.
4. Podejście procesowe.
Osiąganie zaplanowanych wyników jest efektywniejsze wówczas, gdy działania
i powiązane z nimi zasoby są zarządzane jako procesy.
5. Podejście systemowe do zarządzania.
Zrozumienie współzależności procesów i umiejętne zarządzanie nimi jako systemem
przyczyniają się do zwiększenia skuteczności i poprawy efektywności działania
organizacji.
6. Ciągłe doskonalenie.
Stałym elementem organizacji powinno być ciągłe doskonalenie.
7. Podejmowanie decyzji oparte na faktach.
Decyzje są skuteczne, gdy opierają się na logicznej analizie danych i informacji.
8. Wzajemnie korzystne powiązania z dostawcami.
Istnieje współzależność między organizacją a jej dostawcami (kooperantami), dlatego
ustanowienie relacji obopólnie korzystnych zwiększa zdolność obu stron do pomnażania
zysku.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Omów zadania przemysłu odzieżowego.
2. Co to jest podmiot gospodarczy?
1)
(Źródło: „Biuletyn Informacyjny PF ISO 9000”, luty 2000 nr l (35) oraz PN-EN ISO 9000:2000).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
3. Jakie podmioty gospodarcze wyróżniamy?
4. Co to jest struktura organizacyjna?
5. Jakie grupy komórek organizacyjnych wyróżniamy w każdym przedsiębiorstwie
odzieżowym?
6. Wymień zadania poszczególnych grup komórek organizacyjnych.
7. Wymień działy produkcyjne istniejące w zakładzie odzieżowym.
8. Omów zadania wybranych działów produkcyjnych: krojownia, szwalnia.
9. Co to jest certyfikacja?
10. Wymień podstawowe dokumenty wchodzące w skład wewnętrznej dokumentacji
systemu zarządzania jakością w przedsiębiorstwie wg norm ISO 9001.
11. Wymień korzyści dla przedsiębiorstwa wynikające z uzyskania certyfikatu jakościowego.
12. Na czym polega samokontrola?
Jeśli nie potrafisz odpowiedzieć na wszystkie pytania, powtórz materiał nauczania pt.:
„Charakterystyka przedsiębiorstw odzieżowych”.
4.1.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj zadania podstawowych działów produkcyjnych zakładu odzieżowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić materiały i przybory potrzebne do wykonania ćwiczenia,
2) zorganizować stanowisko pracy zgodnie z wymogami bhp i ergonomii pracy,
3) zaplanować tok postępowania,
4) przygotować tabelę według niżej podanego wzoru:
Lp. Nazwa
działu Przykładowe zadania produkcyjne
1.
1…………………………………………………
2…………………………………………………
3…………………………………………………
..………………………………………………....
…………………………………………………..
2.
1…………………………………………………
2…………………………………………………
3…………………………………………………
..………………………………………………....
…………………………………………………..
3.
1…………………………………………………
2…………………………………………………
3…………………………………………………
..………………………………………………....
…………………………………………………..
5) wpisać do tabeli nazwy działów produkcyjnych oraz odpowiadające im zadania
6) zaprezentować pracę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Wyposażenie stanowiska pracy:
− arkusz papieru formatu A-4,
− przybory do pisania, przybory kreślarskie: linijka, ołówek, gumka,
− wzór tabeli.
Ćwiczenie 2
Zaproponuj zasady zarządzania przez jakość w zakładzie odzieżowym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić materiały i przybory potrzebne do wykonania ćwiczenia,
2) zorganizować stanowisko pracy zgodnie z wymogami bhp i ergonomii pracy,
3) zaplanować tok postępowania,
4) narysować strukturę organizacyjną służby kontroli jakości w przedsiębiorstwie
przemysłu odzieżowego,
5) opisać wymagania dotyczące kontroli jakości wyrobów w sferze przedprodukcyjnej
i produkcyjnej,
6) opisać podstawowe zasady zarządzania jakością według norm ISO 9000:2000, ISO
9001:2000,
7) dokonać analizy ćwiczenia,
8) zapisać wnioski,
9) zaprezentować pracę.
Wyposażenie stanowiska pracy:
− arkusz papieru,
− przybory do pisania, przybory kreślarskie: linijka, ołówek, gumka,
− przydatny może być model wyrobu odzieżowego,
− norma ISO 9000:2000 – Systemy zarządzania jakością – Podstawy i terminologia,
− norma ISO 9001:2000 – Systemy zarządzania jakością – Wymagania.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić zadania przemysłu odzieżowego?
2)
określić zadania podstawowych działów produkcyjnych zakładu
odzieżowego?
3)
wymienić grupy komórek organizacyjnych występujących w każdym
przedsiębiorstwie odzieżowym?
4)
scharakteryzować zadania poszczególnych komórek organizacyjnych
występujących w przedsiębiorstwie odzieżowym?
5)
sklasyfikować przedsiębiorstwa wytwarzające odzież?
6)
narysować schemat struktury organizacyjnej dowolnego
przedsiębiorstwa odzieżowego?
7)
określić wymagania kontroli jakości w sferze przedprodukcyjnej
produkcyjnej?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4.2. Charakterystyka procesu produkcji w przedsiębiorstwie
odzieżowym
4.2.1. Materiał nauczania
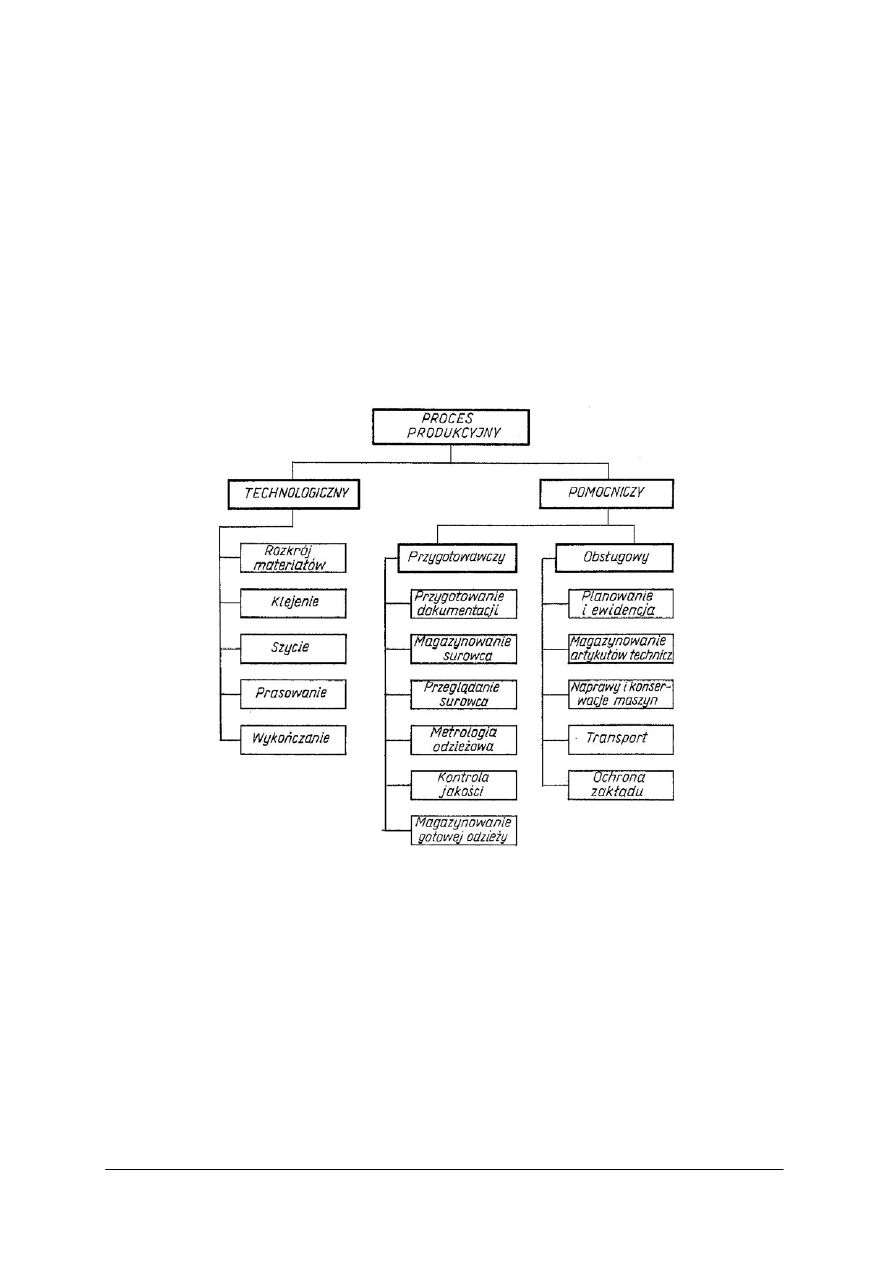
Proces produkcyjny – jest to zespół wszystkich czynności w wyniku których surowiec
lub półfabrykat przekształca się w gotowy wyrób.
W skład procesu produkcyjnego wchodzą: proces technologiczny i procesy pomocnicze.
Proces technologiczny – związany jest bezpośrednio z wytwarzanym wyrobem. W wyniku
procesu technologicznego zmienia się kształt, wymiary oraz wygląd obrabianego elementu.
Procesy pomocnicze – nie są związane bezpośrednio z obrabianymi elementami, ale
pomagają w ich wytwarzaniu. Pomocnicze procesy produkcyjne zabezpieczają realizację
procesu technologicznego.
Rys. 5. Schemat podziału procesu produkcyjnego
Źródło: Czyżewski H., Krawiectwo, WSiP, Warszawa 1998
Rozkrój materiałów – jest to faza procesu technologicznego mająca na celu wykrojenie
elementów odzieży tak, aby odpowiadały wymiarom i kształtom szablonów. Wykrój
elementów odzieży powinien być jak najracjonalniejszy tzn., że zużycie tkaniny na jednostkę
wyrobu powinno być jak najmniejsze.
Klejenie – polega na łączeniu materiałów z różnego rodzaju wkładami odzieżowymi na
prasach do klejenia. Proces ten pozwala uzyskać korzystne walory eksploatacyjne i estetyczne
elementów odzieży takie jak:
− zwiększona trwałość nadanych kształtów,
− zdolność łatwego przywracania wyglądu wyrobu do jego stanu początkowego
w wyniku zabiegów konserwacyjnych,
− znaczne uproszczenie technologii i możliwość obniżenia kosztów produkcji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Szycie – jest to faza procesu technologicznego, mająca na celu łączenie wykrojonych
elementów odzieży: przody, tyły, rękawy. Przy zastosowaniu połączeń nitkowych
w określony wyrób.
Prasowanie – to czynności zmierzające do zmiany struktury materiałów odzieżowych
(tkanin, dzianin, włóknin), wskutek działania temperatury, wilgoci i nacisku
powierzchniowego.
Prasowanie i wykończanie – są to końcowe fazy procesu technologicznego, mające na
celu nadanie elementom lub wyrobom estetycznego wyglądu poprzez:
− formowanie elementów podczas rozciągania i wprasowywania,
− gładzenie elementów odzieży lub wyrobu gotowego,
− rozprasowanie i zaprasowanie szwów, wyrobów gotowych,
− odświeżanie wyrobu i usuwanie tzw. wybłyszczeń,
− wykończanie specjalne gotowej odzieży.
Proces technologiczny z punktu widzenia sposobu wykonania może być: ręczny,
maszynowo-ręczny, maszynowy lub automatyczny. Proces technologiczny w przemyśle
odzieżowym jest procesem złożonym i dzieli się na:
− fazy technologiczne – są realizowane w odpowiednich wydziałach np. w krojowni,
szwalni, prasowalni, wykończalni
− ogniwa produkcyjne – jest to wydzielony odcinek procesu technologicznego,
realizowany na danym elemencie, np. będą to grupy przodów, tyłu, rękawów
− operacje – jest to część procesu technologicznego w danym ogniwie, która może być
wydzielona w celu uzyskania półproduktu, np. uszycie kieszeni
− zabiegi – obejmują kilka czynności wpływających na zamierzone kształtowanie
przedmiotu pracy, np. przyszycie wypustek kieszeniowych, prasowanie szwu zwykłego,
wykonanie rygla
− czynności – są to określone działania pracownika w celu wykonania zabiegu, np.
ułożenie nogawki na maszynie, włożenie wypustek do aparatu zwijającego, włączenie
noża, obcięcie nici, wyjęcie rękawa spod stopki maszyny
− ruchy robocze – są to ruchy ręki, palców lub nogi w celu przemieszczenia przedmiotu
pracy, np. wprowadzenie wykrojów pod stopkę maszyny, prowadzenie i trzymanie
wykrojów w czasie ich zszywania.
Przed uruchomieniem produkcji odzieży wybranego wzoru należy zaplanować: typ
produkcji, metodę wytwarzania odzieży oraz system organizacji produkcji.
1. Typ produkcji odzieży – jest określany przez liczbę produkowanych wyrobów tego
samego wzoru. Wyróżniamy następujące typy produkcji:
a) produkcja jednostkowa – polega na wyprodukowaniu jednego wyrobu lub niewielkiej
liczby wyrobów tego samego wzoru. Ten typ wymaga pracowników wszechstronnie
wyspecjalizowanych. Występuje w zakładach usługowych szyjących odzież na miarę
oraz we wzorcowniach przedsiębiorstw odzieżowych.
b) produkcja seryjna – obejmuje pewną liczbę wyrobów odzieżowych wytworzonych
w określonym czasie. W ramach produkcji seryjnej rozróżnia się serie krótkie, średnie
i długie. Wielkość serii jest określana w zależności od liczby wyrobów odzieżowych
w ramach danej grupy asortymentowej. Produkcja seryjna w przemyśle odzieżowym
dotyczy wszystkich asortymentów, które podlegają zmianom mody.
c) produkcja masowa – polega na wyprodukowaniu dużej ilości wyrobów odzieżowych,
które są wytwarzane w ciągu długiego okresu i nie podlegają w zasadzie zmianom
mody, np. odzież robocza i służbowa.
2. Metody wytwarzania odzieży – określają sposób wykonania danej odzieży oraz
informują o liczbie osób ją wytwarzających.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Metoda to świadomie i konsekwentnie stosowany sposób postępowania prowadzący do
osiągnięcia określonego celu. Wyróżniamy następujące metody wytwarzania odzieży:
a) indywidualna – polega na wykonywaniu danej odzieży przez jednego pracownika.
W ten sposób uzyskuje się odzież dostosowaną do wymiarów i figury poszczególnych
użytkowników. Cechą szczególną tej metody jest duży udział pracy ręcznej przy
szyciu, prasowaniu i wykończaniu. Wydajność pracy w dużym stopniu zależy od
umiejętności, zdolności i intensywności pracy pracownika. Metoda ta charakteryzuje
się dużą pracochłonnością w porównaniu do innych metod. Stosowana jest we
wzorcowni przy wytwarzaniu pojedynczych wzorów odzieży i w zakładach
usługowych szyjących odzież na miarę.
b) grupowa – polega na podziale pracy i wykonywaniu jej przez kilkuosobowe grupy
pracowników. Liczba stanowisk zależy od asortymentu odzieży i od stopnia podziału
pracy. Grupowa metoda organizacji produkcji odzieży w porównaniu z metodą
indywidualną, pozwala uzyskać wyższą wydajność pracy. Charakterystyczną cechą tej
metody jest brak rytmu pracy i przepływu produkcji. Najważniejszą zaletą tej metody
jest możliwość dokonywania częstych zmian wzorów i asortymentów produkcji, bez
większego wpływu na obniżenie wydajności pracy. Podstawowym warunkiem
zorganizowania grupowej metody organizacji są wysokie kwalifikacje pracowników.
Metoda grupowa jest stosowana przy produkcji krótkich serii odzieży w zakładach
przemysłowych oraz przy wytwarzaniu odzieży miarowej w dużych punktach
usługowych.
c) potokowa – polega na znacznym podziale procesu technologicznego w zespołach
wieloosobowych o określonej mocy produkcyjnej. Podział pracy na poszczególne,
proste czynności pozwala na znaczne wyspecjalizowanie pracowników, częstsze
zastosowanie maszyn specjalnych i urządzeń pomocniczych. Obrabiane elementy są
przemieszczane między stanowiskami pracy zgodnie z kolejnością technologiczną.
Metoda potokowa w przeciwieństwie do metody indywidualnej i grupowej wymaga
opracowania dokumentacji organizacyjnej. Charakterystyczną cechą tej metody jest:
− szczegółowy podział pracy,
− istnienie wyspecjalizowanych stanowisk pracy,
− przydział pracy jednorodnej wyspecjalizowanym stanowiskom pracy,
− ustalony rytm pracy,
− przepływowość produkcji.
Metoda potokowa jest stosowana przy produkcji masowej w zakładach
przemysłowych.
Zalety tej metody to krótkie odcinki transportu, mały zapas produkowanej odzieży,
przejrzysty plan pracy, prosta metoda produkcji i wcześniej możliwa do ustalenia
liczba produktów.
Natomiast wadami tej metody są: wymagające dużych nakładów pracy przygotowania,
wysokie koszty podczas zmiany modelu produkowanej odzieży, możliwość zaistnienia
błędów produkcyjnych podczas nieobecności jednej z wyspecjalizowanych osób
obsługujących stanowisko pracy oraz konieczność dostosowania tempa pracy ludzi do
określonego rytmu produkcji.
3. Systemy organizacji produkcji – obrazują sposób ustawienia stanowisk pracy oraz
przebieg pracy przy wytwarzaniu odzieży konfekcyjnej. W polskim przemyśle
odzieżowym stosuje się następujące systemy organizacji produkcji:
a) taśmowy,
b) taśmowo-sekcyjny,
c) potokowy z synchronizowanymi zespołami obróbkowymi,
d) synchro.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Rodzaje dokumentacji procesu produkcyjnego
Dokumentacja procesu produkcyjnego jest podstawą do wykonania odzieży
w warunkach przemysłowych. Obecnie trudno mówić o jednolitej dokumentacji w zakładach,
gdyż każdy zakład odzieżowy, w zależności od jego wielkości, wykonywanej produkcji oraz
zleceniodawcy (kontrahenta) posiada bardziej rozbudowaną lub skróconą dokumentację.
Czasami zakład sam opracowuje całą dokumentację lub zakupuje na giełdach odzieżowych
model z częściowo opracowaną dokumentacją (skróconą dokumentację techniczną dla wzoru
odzieży). Zakłady odzieżowe bardzo często otrzymują dokumentację od kontrahenta. Przy
niepełnej lub częściowej dokumentacji dział przygotowania produkcji w zakładzie
opracowuje brakujące i niezbędne dokumenty. Dokumentacja procesu produkcyjnego
zatwierdzana jest przez dyrektora zakładu bądź upoważnionego zastępcę.
W dokumentacji procesu produkcyjnego wyróżniamy:
− dokumentację techniczną,
− dokumentację ekonomiczną
Dokumentacja techniczna – jest zbiorem dokumentów opisowych i rysunkowych
określających metody i środki wytwarzania wyrobu odzieżowego. Jest ściśle związana
z wytwarzanym przedmiotem. Określa konstrukcję i technologię, według której ma być
wykonany dany wyrób.
Dokumentacja ekonomiczna – stanowi zbiór pozostałych dokumentów występujących
w procesie produkcyjnym, które nie są zaliczane do dokumentacji technicznej. Określa ona
organizację i koszt procesu technologicznego oraz zabezpiecza rejestrację i informację
o zjawiskach zachodzących w czasie realizacji procesu produkcyjnego.
Opracowanie dokumentacji technicznej przebiega w dwóch etapach:
1. Wykonanie dokumentacji dla jednej wielkości odzieży – jest to skrócona dokumentacja
techniczna będąca podstawą do zawierania transakcji kupna-sprzedaży odzieży.
Dokumentację tą wykonuje wzorcownia.
2. Opracowanie dokumentacji technicznej dla wszystkich planowanych do produkcji
rozmiarów. Dokumentację tą wykonuje dział przygotowania produkcji.
W skład dokumentacji technicznej wchodzą następujące części:
1. Skrócona dokumentacja techniczna dla wzoru odzieży zawierająca:
a) rysunek modelowy
b) opis modelu,
c) planszę z próbkami materiałów zasadniczych,
d) proponowane procentowe udziały wielkości (tzw. procentówkę).
2. Dokumentacja techniczno-technologiczna:
a) rysunek modelowy,
b) rysunek techniczny,
c) dane ogólne (opis ogólny modelu),
d) wymagania techniczne:
− normy i przepisy związane z wykonywaniem wyrobu,
− tabela klasyfikacji wielkości,
− wykaz materiałów zasadniczych i dodatków,
− warunki wykonania,
− zestawienie elementów składowych
e) opis obróbki technologicznej,
f) tabela wymiarów.
3. Dokumentacja konstrukcji wyrobu:
a) konstrukcja dla reprezentatywnych wielkości odzieży,
b) szablon odzieżowy (podstawowy),
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
c) wystopniowane szablony,
d) szablony przemysłowe,
e) komplety szablonów dla wszystkich wielkości przeznaczonych do produkcji.
4. Dokumentacja organizacyjno-produkcyjna zawiera:
a) chronologiczne zestawienie zabiegów technologicznych dla działów: krojowni,
szwalni, prasowalni i wykańczalni,
b) podział procesu technologicznego na operacje z uwzględnieniem wyposażenia
stanowisk pracy (plan obłożenia stanowisk pracy),
c) wykres równomiernego obciążenia stanowisk pracy,
d) plan rozmieszczenia stanowisk pracy,
e) karty operacji.
5. Dokumentacja norm zużycia surowca:
a) układy szablonów,
b) normy zużycia materiałów i dodatków krawieckich.
Jednym z istotnych składników dokumentacji technicznej jest dokumentacja
organizacyjno-produkcyjna. W celu posłużenia się dokumentacją organizacyjno-produkcyjną,
poniżej przedstawiono przykładowe fragmenty w/w dokumentacji dla działu produkcyjnego:
szwalni z prasowalnią i wyrobu odzieżowego: spodni męskich.
Skrócony opis modelu: spodnie z elanowełny. Nogawki długie bez mankietów. Kieszenie
boczne klinowe i tylna listewkowa. Zapięcie spodni na zamek błyskawiczny, hak i guzik.
System organizacji: wielosekcyjny z przenośnikiem OT 503
Rytm: 0,90 min
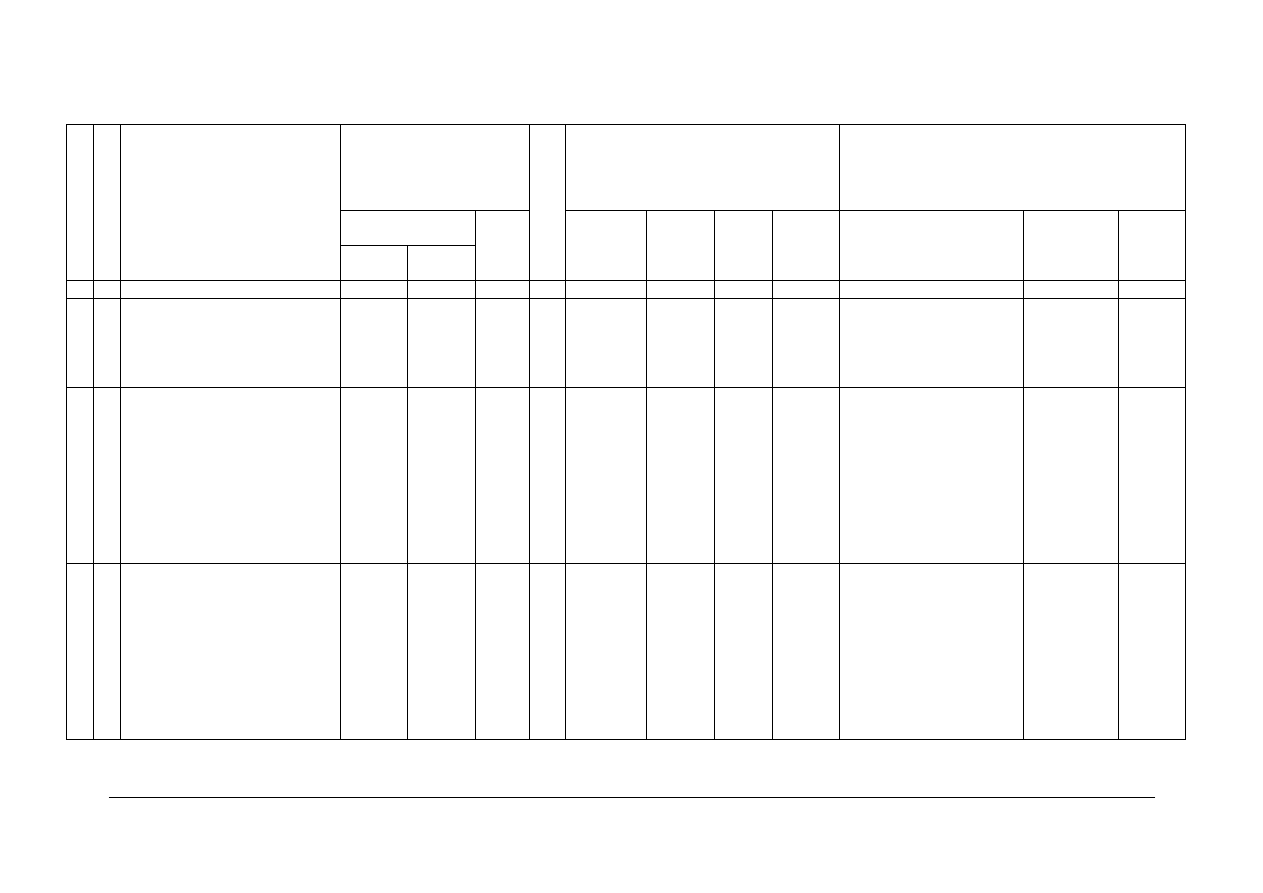
Chronologiczne zestawienie zabiegów i czynności procesu technologicznego sporządza
się według tabeli 1.
Tabela 1. Chronologiczne zestawienie zabiegów
Norma czasu
min/100
Nr
zabiegów
Wyszczególnienie zabiegów dla elementów
składowych wyrobu
zabiegów
ręcznych
zabiegów
maszynowych
Oznaczenie
rodzaju
maszyn
i urządzeń*
1 2 3
4
5
Zasilanie półproduktów
2,76
1
Odbiór, ewidencja i sprawdzenie wykrojów
0,16
2
Dostarczenie wykrojów i elementów do stanowisk
1,90
Tr
3 Kompletowanie
części przednich i tylnych nogawek
oraz zawieszenie w wieszako – wózkach
0,33 Tr
4
Zmiana zakleszczenia nogawek w wieszako – wózku
0,37
Tr
Obróbka wstępna nogawek
0,13 3,38
5
Formowanie przednich i tylnych części nogawek
0,45
Mp
6
Prasowanie wzmacniaczy podkroju przednich
nogawek
0,13
Ż. p. el
7
Obrzucenie przednich części nogawek
z podłożeniem wzmacniaczy
1,25
Ovl
8
Obrzucenie tylnych części nogawek
1,25
Ovl
9
Obrzucenie klinów tylnych części nogawek
0,43
Ovl
Drobne elementy
0,29 5,66
10 Przyklejenie
wkładu do listewki prawej
0,30
Pk
11
Obrzucenie listewki prawej
0,23
Ovl
12
Prasowanie podszewki w listewce prawej
0,20
Ż. p. el
13 Przyklejenie
wkładu do listewki lewej
0,16
Pk
14
Lamowanie listewki lewej
0,34
Sti; Prz
15 Ucięcie zamka błyskawicznego
0,09
Urz
16
Przyszycie zamka błyskawicznego do listewki lewej
0,28
Dw
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
17
Przyszycie zamka błyskawicznego do listewki prawej
0,29
Sti
18
Obrzucenie klinów kieszeni bocznych
0,33
Ovl
19
Przyszycie klinów do worków kieszeni bocznych
0,65
Sti
20 Przyklejenie
wkładu do wypustki kieszeni tylnej
0,25
pk
21
Obrzucenie wypustki kieszeni tylnej
0,13
Ovl
22 Obrzucenie
podkładu kieszeni tylnej
0,12
Ovl
23
Przyszycie podkładu do worka kieszeni tylnej
0,35
Sti
24
Uszycie podtrzymywaczy ( 7 szt. )
0,47
Dw. pd
25 Przyklejenie
wkładu do wierzchu paska
0,75
Pk
26
Zszycie wierzchu paska
0,38
Sti
27
Uszycie podszewki paska
0,63
Dw. sp.
Części przednie nogawek
0,26 4,47
28
Przyszycie worków kieszeniowych do części
przednich nogawek z podłożeniem taśmy
0,74
Sti
29 Podwinięcie podkładów i stębnowanie brzegów
otworów kieszeni bocznych
0,67
Sti
30 Przyszycie
podkładów do worków kieszeni bocznych
0,63
Sti
31 Nacięcie brzegów u dołu kieszeni bocznych
0,16
-
32
Zamocowanie kieszeni bocznych u dołu
0,37
Sti
33
Zszycie worków kieszeni bocznych
0,90
Ov2
34 Nacięcie przednich części nogawek w miejscu
montażowym listewek
0,10 -
35
Przyszycie listewki lewej do nogawki
0,38
Sti
36 Przewinięcie i stebnowanie szwu złączenia listewki
lewej z nogawka
0,28
Sti
37
Przyszycie listewki prawej do nogawki
0,50
Sti
Źródło: Czyżewski H., Krawiectwo, WSiP, Warszawa 1998
Objaśnienie oznaczeń rodzajów maszyn i urządzeń:
Dw – maszyna dwuigłowa,
Dw. pd – maszyna dwuigłowa do szycia podtrzymywaczy,
Dw. sp – maszyna dwuigłowa do szycia spodu paska,
Mp – maszyna prasowalnicza,
Ovl – overlock jednoigłowy,
Ov2 – overlock dwuigłowy,
Pk – prasa do klejenia,
Prz – przyrząd pomocniczy,
Sti – stębnówka jednoiglowa o ściegu stębnowym 2-nitkowym z dodatkowym
transporterem igłowym
Tr – przenośnik ręczny podwieszony,
Urz – urządzenie pomocnicze,
Ż. p. el – żelazko parowo – elektryczn,
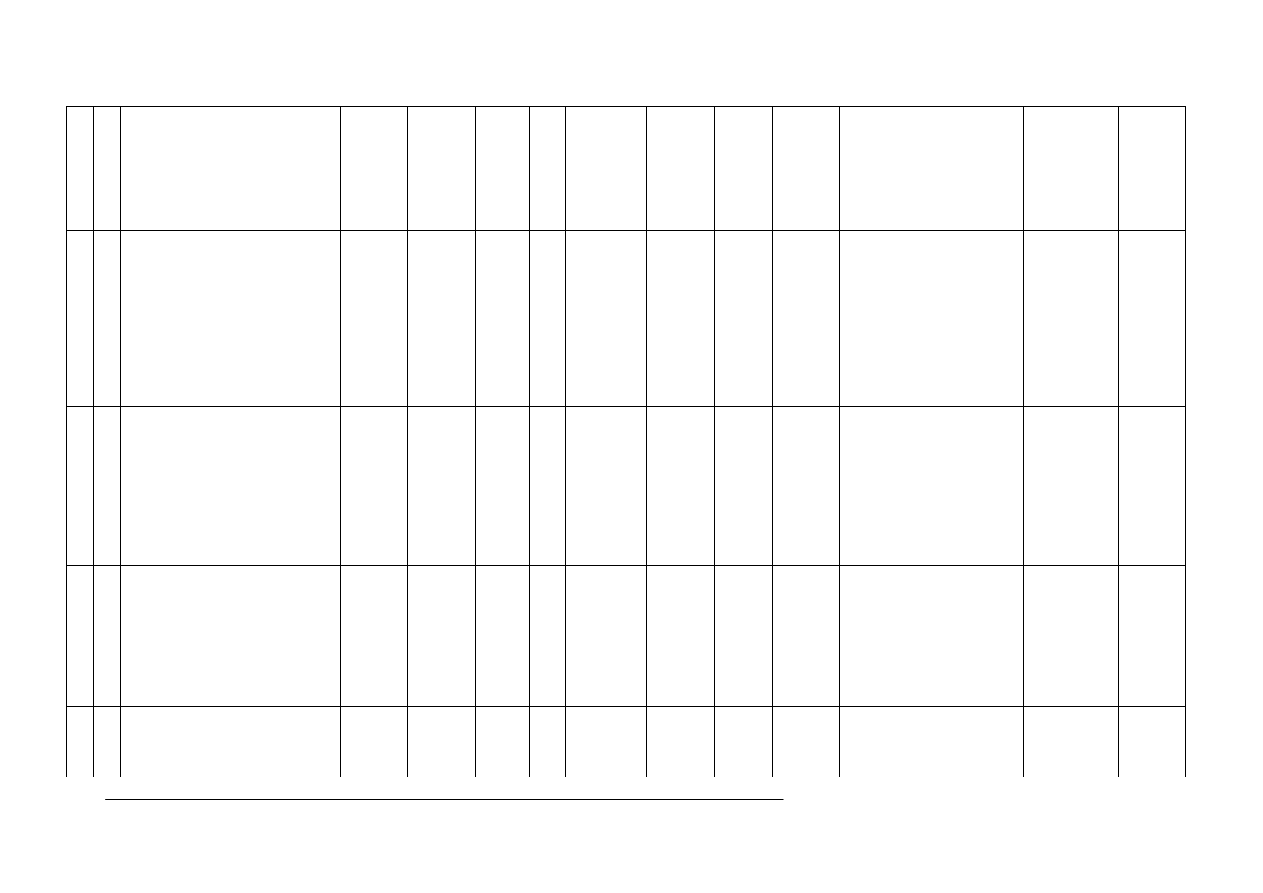
Podział procesu produkcyjnego opracowuje się na podstawie chronologicznego
zestawienia zabiegów według tabeli 2.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Tabela 2. Podział procesu technologicznego i wyposażenia stanowisk roboczych
Norma czasu
[min / 100]
Maszyny Urządzenia. i przyrządy
zabiegów
Nr operacji
N
r zabiegu
Wyszczególnienie
zabiegów w operacji
ręcznych
maszy-
nowych
Ope-
racji
Licz
-ba
osób
w
ope-
racji
rodzaj firma
klasa Liczba
rodzaj
symbol Liczba
1 2
3
4
5
6
7
8
9
10
11
12
13
14
1 1
Zasilanie półproduktów
Odbiór, ewidencja i sprawdzenie
wykrojów
0,16
2,06
2
Wózek 3-płytowy
OZ 388
4
2
Dostarczenie wykrojów
i elementów do stanowisk
1,90
Regał 2-poziomowy
Stół do kompleowania
2,5 x 0,5 m
OS 246
2
2
2 3
Kompletowanie części przednich i
tylnych nogawek oraz
zawieszenie w wieszako -
wózkach na przenośniku
0,33
0,70
1
Przenośnik bezcięgnowy
(42 m)
Tablica
Numerki
COBRPO
OT 503
1
1
1000
4
Zmiana zakleszczenia części
nogawek w wieszako – wózku
0,37
Wieszako – wózki
Stół do kompletowania
OT 498A2
OS 246
500
1
Obróbka wstępna nogawek
3 5
Formowanie przednich i tylnych
części nogawek
0,45
0,78
1
Maszyna
prasowal-
nicza
parowa
Hoffman
HR
2A-02/
/010
1
Pojemnik
Żelazko parowo-elektryczne
P6
Veit-Veitro-
nic
1
1
6
Prasowanie wzmacniaczy
podkroju przednich części
nogawek
0,13
Stół prasowalniczy
Protomet
LW77
1
12 Prasowanie podszewki listewki
prawej
0,20
Wózek
3-płytowy OZ
388 2
„
Projekt współfinansowany ze środków europejskiego funduszu
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
4 7
Obrzucenie przednich części
nogawek z podłożeniem
wzmacniaczy
1,25
2,93
3
Overlock
jedno-
igłowy
Juki
MO
804
3 Stół 2-poziomowy
6,0 x 0,5 m
1
8
Obrzucenie tylnych części
nogawek
1,25
Pojemnik
P6 3
9
Obrzucenie klinów tylnych części
nogawek
0,43
Zrzutnik
Z
1-1 3
Drobne elementy
5 10
Przyklejenie wkładu do listewki
prawej
0,30
1,46
2
Prasa
stołowa do
klejenia
Protomet LW
45
2
Stół 2-poziomowy
3,6 x 0,5 m
1
13
Przyklejenie wkładu do listewki
lewej
0,16
Wózek
3-płytowy
OZ 388
2
20
Przyklejenie wkładu do wypustki
kieszeni tylnej
0,25
Pojemnik
P6 2
25
Przyklejenie wkładu do wierzchu
paska
0,75
6 11
Obrzucenie listewki prawej
0,23
0,81
1
Overlock
jedno-
igłowy
Juki
MO
804
1 Pojemnik
P6
1
18
Obrzucenie klinów kieszeni
bocznych
0,33
Zrzutnik
Z
1-1 1
21
Obrzucenie wypustki kieszeni
tylnej
0,13
22
Obrzucenie podkładu kieszeni
tylnej
0,12
7 17
Przyszycie zamka błyskawicznego
do listewki prawej
0,29
1,67
2
Stębnówka
jedno-
igłowa
Textima
8332/
/3405
2 Pojemnik P6
2
19
Przyszycie klinów do worków
kieszeni bocznych
0,65
Zrzutnik
Z
1-1 2
23
Przyszycie podkładu do worka
kieszeni tylnej
0,35
26
Zszycie wierzchu pasaka
0,38
8
14
Lamowanie listewki lewej
0,34
0,71
1
Stębnówka
jedno-
Igłowa
Textima
8332/
/3405
1
Lamoiwnik podwójny
jednostronny
C 32
1
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
15 Ucięcie zamka błyskawicznego
0,09
16
Wszycie zamka błyskawicznego
do listewki lewej
0,28
Maszyna
dwuigłowa Dürkopp
942-
201/
/ 4,8
1
Zrzutnik
Stół
Pojemnik
Z 1-2
S2
P6
1
1
1
9
24 Uszycie podtrzymywaczy ( 7 szt. )
0,47
Maszyna
dwuigłowa
do szycia
podtrzymy-
waczy
Juki
MFB
860-
ZZ/
/1242
1
Stół 2-poziomowy
Zrzutnik
2,4 x 0,5 m
Z 2
1
1
27
Wszycie podszewki paska
0,63
Źródło: Czyżewski H., Krawiectwo, WsiP, Warszawa 1998
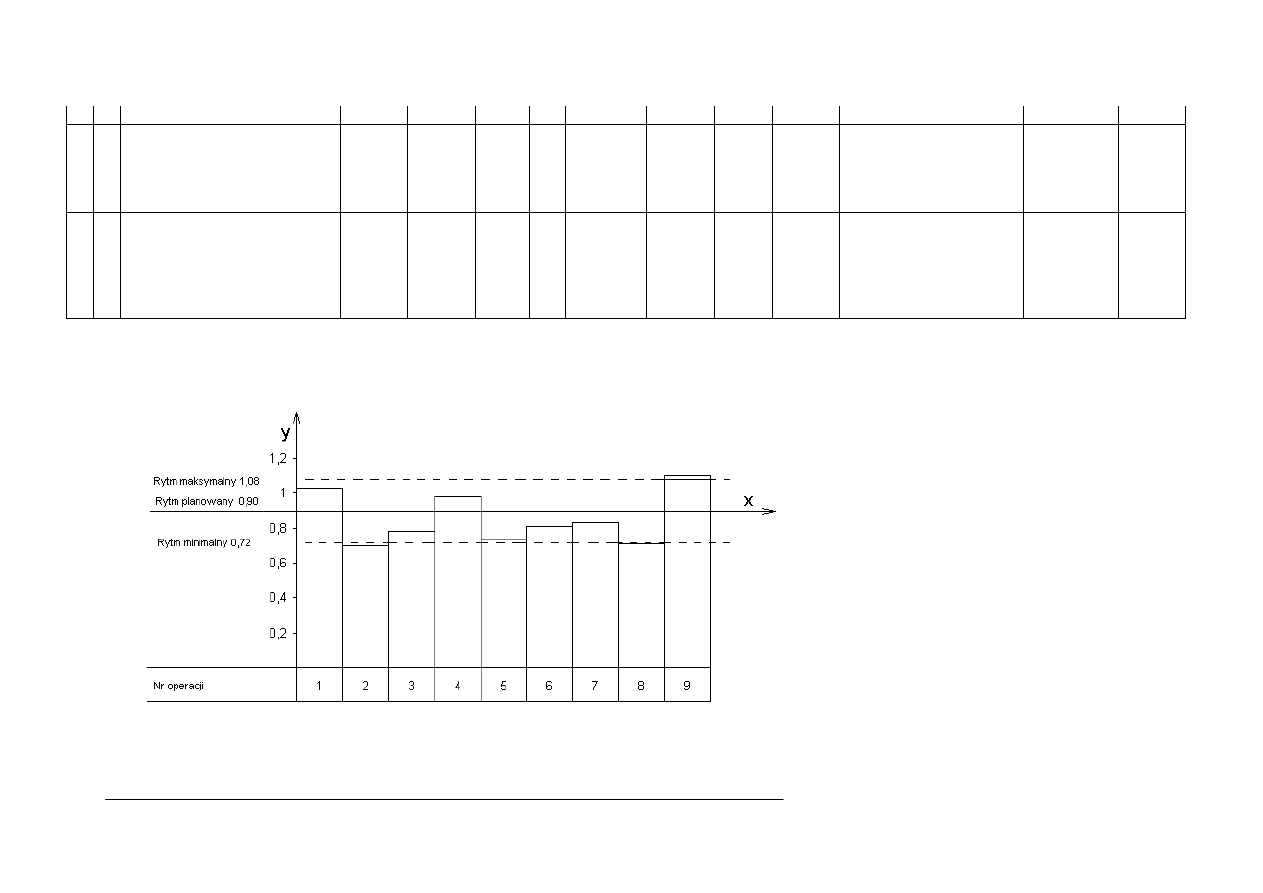
Przykład wykresu równomiernego obciążenia stanowisk pracy (dla prezentowanego fragmentu dokumentacji) przedstawia rysunek 7.
Rys. 7. Wykres równomiernego obciążenia stanowisk pracy
Źródło: opracowanie własne na podstawie Czyżewski H., Krawiectwo, WSiP, Warszawa 1998
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
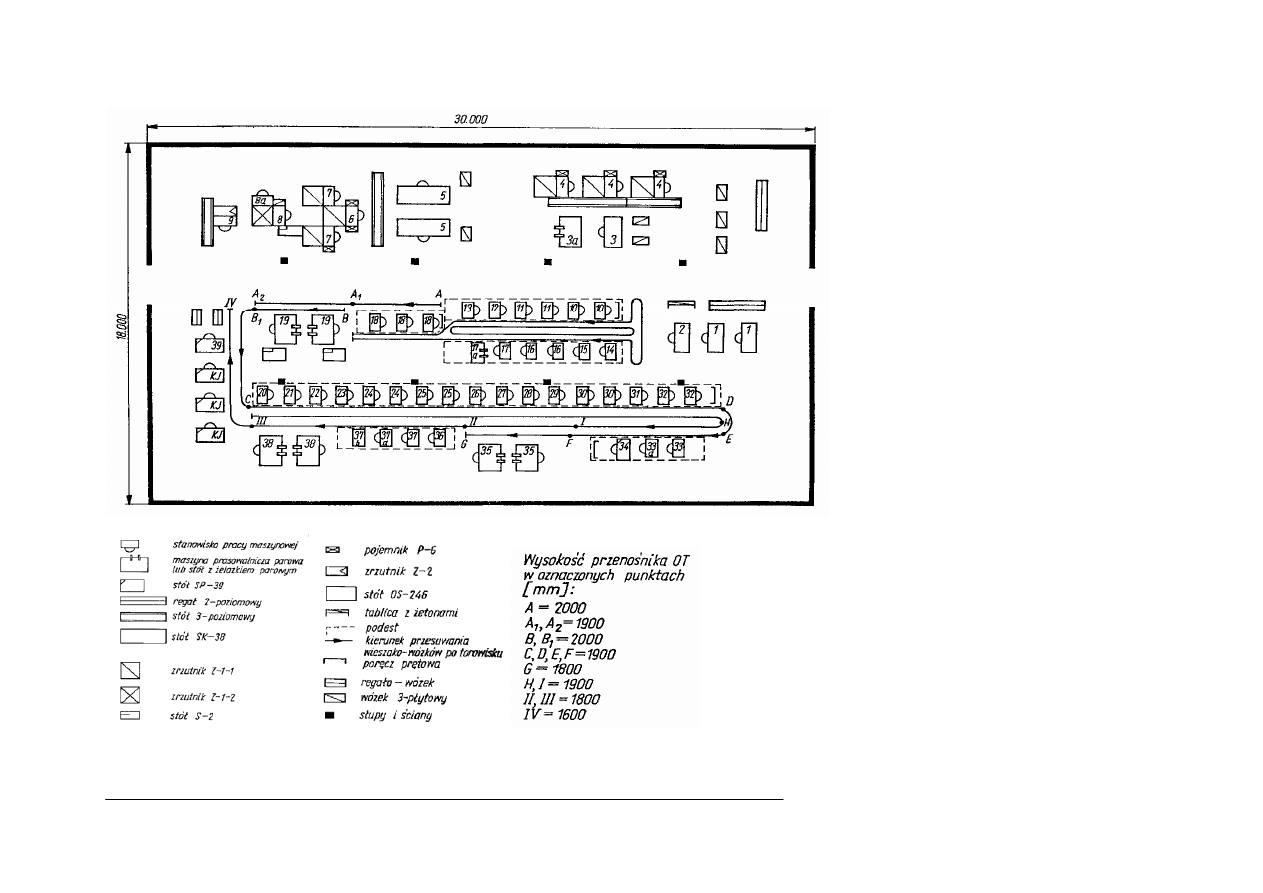
Rys. 8. Plan rozmieszczenia stanowisk pracy w zespole produkcji spodni męskich z zastosowaniem wózko -uchwytu OT 498 A1 do obróbki „na wisząco”
Źródło: Czyżewski H., Krawiectwo, WSiP, Warszawa 1998
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
KARTA OPERACJI
Wyposażenie: prasa
Asortyment: spodnie męskie
Ważna od dnia............
Rodzaj pracy: maszynowo-ręczna
Wzór laborat. .............
Zaszeregowanie operacji: 5
Rytm zespołu: 0,90 min
Narzędzia i przyrządy ...............................
a) stawka zasadnicza: 6.30 zł/h
Czas operacji: 1.46 min
b) wartość 1 min: 10,50 gr
Cena jednostki: 15,33 gr
Nr
zabiegu
Opis zabiegu
Czas
trwania
[min/100]
Cena
jedn.
[gr.]
Uwagi
1 2 3
4
5
10
13
20
25
Przyklejenie wkładu do listewki prawej
Przyklejenie wkładu do listewki lewej
Przyklejenie wkładu do wypustki kieszenie tylnej
Przyklejenie wkładu do wierzchu paska
0,30
0,16
0,25
0,75
3,15
1,68
2,63
7,88
Nr
zabiegu
Szczegółowy opis wykonania
10, 13,
20, 25
Wkład klejowy układać na lewej stronie tkaniny poszczególnych elementów w taki sposób, aby
kropeczki kleju skierowane były w stronę tkaniny.
Źródło: opracowanie własne na podstawie Kazik R., Krawczyk J., Technologia odzieży, WSiP, Warszawa 1998
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Scharakteryzuj proces produkcyjny.
2. Wymień i omów części składowe procesu technologicznego.
3. Wymień i omów typy produkcji.
4. Podaj krótką charakterystykę metod wytwarzania odzieży.
5. Jakie znasz części składowe dokumentacji procesu produkcyjnego?
6. Wymień części składowe dokumentacji technicznej.
7. Wymień składniki dokumentacji organizacyjno-produkcyjnej.
8. Na podstawie jakich danych można opracować dokumentację organizacyjno-
-produkcyjną?
9. Co oznaczają pojęcia: faza technologiczna, ogniwo produkcyjne, operacja, zabieg,
czynność robocza, ruch roboczy?
4.2.3. Ćwiczenia
Ćwiczenie 1
Narysuj i scharakteryzuj schemat podziału procesu technologicznego w przemysłowym
zakładzie odzieżowym na przykładzie wybranego asortymentu odzieży.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić materiały i przybory potrzebne do wykonania ćwiczenia,
2) zorganizować stanowisko pracy zgodnie z wymogami bhp i ergonomii pracy,
3) zaplanować tok postępowania,
4) zapisać definicję procesu technologicznego na arkuszu papieru,
5) narysować strukturę procesu technologicznego,
6) przygotować tabelę według niżej podanego wzoru:
Podział procesu technologicznego
Lp. Proces
technologiczny
Faza
technologiczna
Ogniwo
produkcyjne
Operacja Zabieg Czynność
robocza
Ruch
roboczy
1 Uszycie
bluzki
2
3
7) wpisać przykłady faz procesu technologicznego, ogniw produkcyjnych, operacji,
zabiegów, czynności i ruchów roboczych na przykładzie modelu odzieży,
8) dokonać analizy ćwiczenia,
9) zapisać wnioski,
10) zaprezentować pracę.
Wyposażenie stanowiska pracy:
-
arkusz papieru,
-
przybory do pisania, przybory kreślarskie-linijka, ołówek, gumka,
-
model odzieży.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Ćwiczenie 2
Porównaj zastosowanie potokowej metody organizacji produkcji odzieży z grupową
metodą organizacji produkcji odzieży. Sformułuj wnioski.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić materiały i przybory potrzebne do wykonania ćwiczenia,
2) zorganizować stanowisko pracy zgodnie z wymaganiami bhp i ergonomii pracy,
3) zaplanować tok postępowania,
4) zapisać definicję metody organizacji produkcji odzieży,
5) scharakteryzować potokową metodę organizacji produkcji odzieży,
6) scharakteryzować grupową metodę organizacji produkcji odzieży,
7) dokonać porównania wskazanych metod organizacji produkcji,
8) zapisać wnioski,
9) zaprezentować pracę.
Wyposażenie stanowiska pracy:
-
arkusz papieru,
-
przybory do pisania, ołówek, linijka.
Ćwiczenie 3
Dokonaj analizy części składowych dokumentacji organizacyjno – produkcyjnej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić materiały i przybory potrzebne do wykonania ćwiczenia,
2) zorganizować stanowisko pracy zgodnie z wymaganiami bhp i ergonomii pracy,
3) zaplanować tok postępowania,
4) zapisać nazwy składników dokumentacji techniczno – technologicznej,
5) zapisać nazwy dokumentów tworzących dokumentację organizacyjno – produkcyjną,
6) scharakteryzować poszczególne dokumenty wchodzące w skład dokumentacji
organizacyjno – produkcyjnej,
7) dokonać analizy ćwiczenia,
8) zaprezentować pracę.
Wyposażenie stanowiska pracy:
-
arkusz papieru,
-
przybory do pisania,
-
przykładowa dokumentacja techniczno – technologiczna,
-
model odzieży,
-
katalogi czasów konfekcjonowania,
-
plansze przedstawiające przykładowe plany rozmieszczenia stanowisk pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.2.4. Sprawdzian postępów
Tak
Nie
Czy potrafisz:
1) scharakteryzować proces produkcyjny
w przedsiębiorstwie odzieżowym ?
2) określić typy produkcji odzieży?
3) posłużyć się dokumentem pt. „ Katalog
czasów konfekcjonowania”?
4) określić cechy charakterystyczne metod
organizacji produkcji odzieży ?
5) wymienić dokumenty wchodzące w skład
dokumentacji technicznej?
6) ustalić etapy dokumentacji organizacyjno
– produkcyjnej?
7) posłużyć się dokumentacją organizacyjno
– produkcyjną ?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
4.3. Maszyny i urządzenia w przemyśle odzieżowym
4.3.1. Materiał nauczania
Klasyfikacja maszyn
Maszyny stosowane do wytwarzania odzieży są klasyfikowane według różnych kry-
teriów, np. w zależności od rodzaju tworzonego ściegu, budowy głowicy czy właściwości
techniczno-użytkowych.
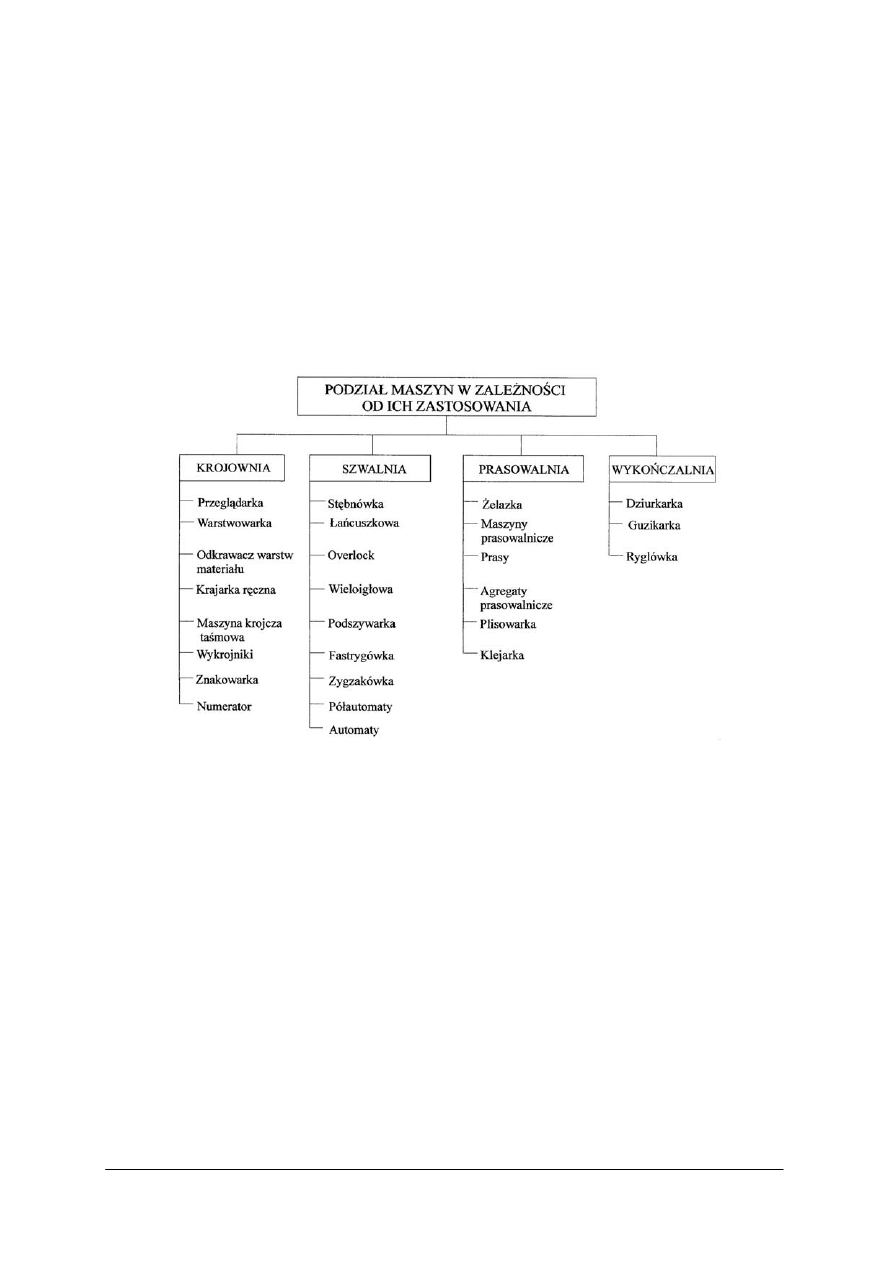
Pierwszego podziału dokonuje się najczęściej według przeznaczenia produkcyjnego.
Decyduje o tym wykorzystanie maszyn w podstawowych działach produkcyjnych: krojowni,
szwalni, prasowalni, wykończalni.
Rys. 9. Podział maszyn w zależności od ich zastosowania
Źródło: Tymolewska B., Maszynoznawstwo odzieżowe, Zeszyt ćwiczeń, SOP, Toruń 1996
Napęd maszyn odzieżowych
Napędem nazywa się ogólnie zespół napędowy (urządzenie napędowe) służące do
napędzania (wprawiania w ruch) maszyny lub mechanizmu.
Zespół napędowy składa się z dwóch części:
- ze źródła energii,
- z części pośredniczącej w przenoszeniu tej energii od źródła do zespołu lub elementu
roboczego napędzanego urządzenia technicznego.
W zależności od źródła energii stosowane są w budowie maszyn najczęściej napędy
elektryczne lub mechaniczne.
Biorąc pod uwagę sposób przekazywania energii odróżnia się następujące rodzaje
napędów:
- silnikowy, np. elektryczny, pneumatyczny, hydrauliczny, spalinowy lub parowy,
- akumulatorowy, np. sprężynowy, ciężarowy lub bezwładnościowy,
- ręczny lub nożny (źródłem energii mechanicznej jest w tym przypadku człowiek).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
W budowie maszyn i urządzeń odzieżowych najszersze zastosowanie znajduje napęd
elektryczny. W znacznie mniejszym stopniu wykorzystuje się napęd pneumatyczny
i hydrauliczny.
Napęd elektryczny
Powszechność stosowania napędu elektrycznego w budowie maszyn i urządzeń
elektrycznych wynika z zalet tego napędu. Są nimi:
- szeroka dostępność energii elektrycznej, doprowadzanej przez sieć trójfazowego
prądu przemiennego,
- łatwość transformowania prądu przemiennego na różne napięcia przy niewielkich
stratach,
- stosunkowo niski koszt energii elektrycznej,
- wysoka sprawność silników elektrycznych, ich stosunkowo prosta konstrukcja i łatwa
konserwacja,
- stała gotowość do uruchomienia,
- łatwość sterowania, zwłaszcza automatycznego.
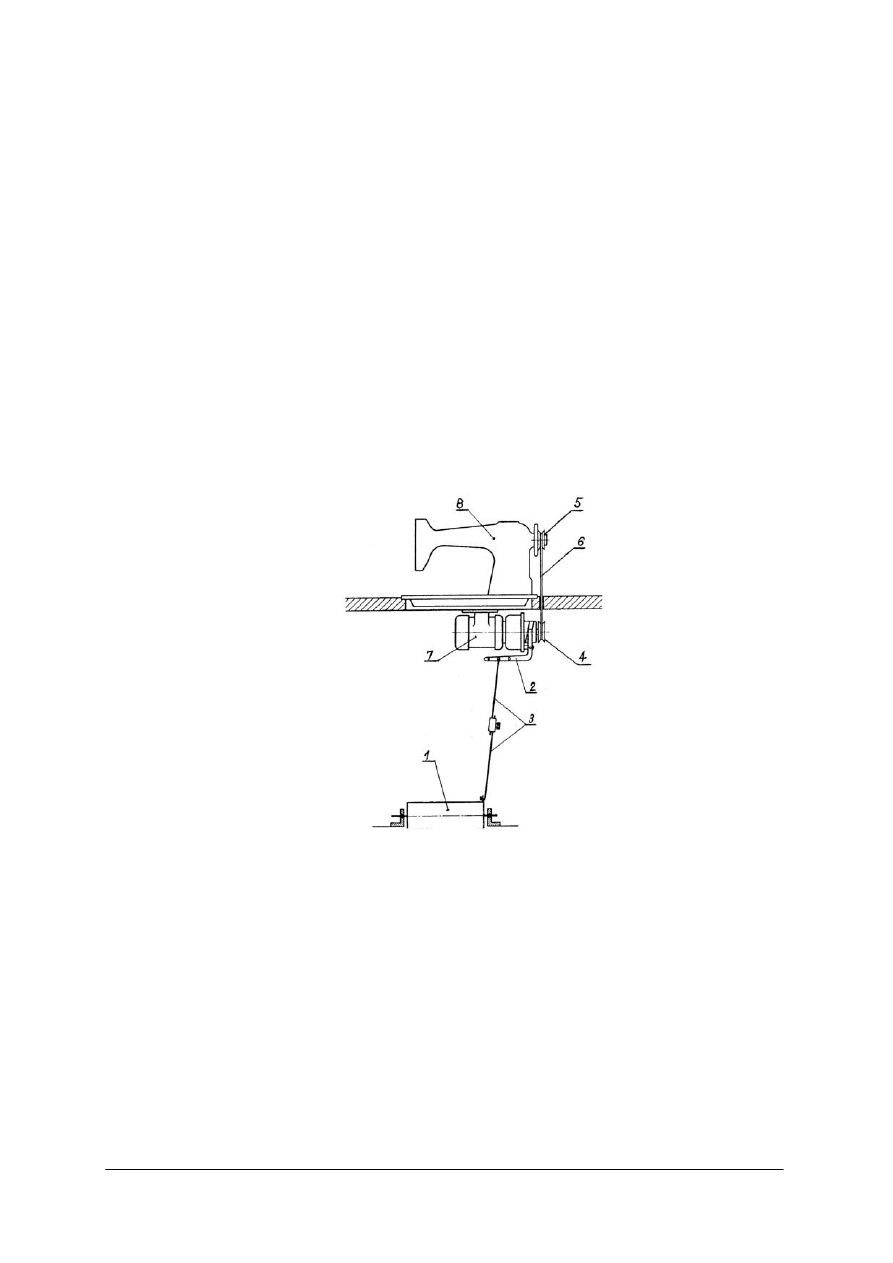
Silniki elektryczne, o różnej budowie i różnej charakterystyce techniczno –
eksploatacyjnej są powszechnie wykorzystywane w budowie maszyn odzieżowych (rys.10).
Rys. 10. Przykład napędu elektrycznego maszyny szwalniczej:
1-pedał, 2-dźwignia sterująca, 3-cięgno, 4-koło napędowe, 5-koło napędzane głowicy, 6-pasek klinowy
przekładni, 7-silnik, 8-głowica maszyny
Źródło: Białczak B., Kotnarowski A., Makowski R.: Maszyny i urządzenia odzieżowe. PR, Radom 2002
Do napędu maszyn typu lekkiego, przeznaczonych do szycia odzieży lekkiej
w pracowniach miarowo – usługowych i w warunkach domowych przeznaczone są tak zwane
silniki uniwersalne małej mocy. Są to jednofazowe silniki komutatorowe o charakterystyce
szeregowej zasilane prądem stałym lub przemiennym o mocy 50
÷100 W i prędkości
obrotowej wynoszącej 4500-6000 obr./min.
Natomiast w przemysłowych maszynach szwalniczych jest stosowany indywidualny
napęd elektryczny z silników trójfazowych prądu zmiennego.
Silniki elektryczne przetwarzają energię elektryczną na mechaniczną. Moment obrotowy
w silnikach elektrycznych powstaje w wyniku mechanicznego oddziaływania pola

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
magnetycznego na uzwojenie wykonane z przewodu, w którym płynie prąd. Trójfazowe
silniki prądu zmiennego działają na zasadzie wytwarzania ruchu obrotowego wirnika przez
wirujące pole magnetyczne wewnątrz stojana, na którym są nawinięte symetrycznie trzy
uzwojenia zasilane z sieci prądem trójfazowym. Ruch obrotowy wału silnika jest przenoszony
na wał główny maszyny szwalniczej za pośrednictwem sprzęgła ciernego. Sprzęgło cierne
służy także do regulacji prędkości szycia za pośrednictwem dźwigni pedału nożnego. Ruch
obrotowy z tarczy napędowej silnika na tarczę wału głównego maszyny jest przekazywany za
pomocą paska klinowego. Przez odpowiedni dobór średnicy tarczy silnika uzyskuje się
wymagane obroty wału głównego maszyny.
Liczne zastosowanie znajdują napędy elektryczne w budowie:
- maszyn krojczych,
- maszyn prasowalniczych,
- przeglądarek,
- maszyn do warstwowania materiałów,
- przyrządów do znakowania igłą wiertniczą,
- zautomatyzowanych stanowisk szwalniczych,
- linii krojczych,
- linii szwalniczych,
- transportu wewnętrznego (międzywydziałowego) w zakładach odzieżowych.
Napęd pneumatyczny
W napędach pneumatycznych źródłem energii mechanicznej są silniki pneumatyczne
przetwarzające energię sprężonego powietrza w pracę mechaniczną. Przetwarzanie energii
może następować:
- w silnikach tłokowych, których organ roboczy wykonuje ruch prostolinijno – zwrotny,
lub
- w silnikach obrotowych (rotacyjnych), w których energia sprężonego powietrza
zamieniana jest na energię ruchu obrotowego; organ roboczy silnika wykonuje w tym
przypadku ruch obrotowy.
Zalety napędu pneumatycznego:
- stosunkowo prosta, lekka budowa o niskim koszcie wykonania,
- duża trwałość i niezawodność działania,
- niski koszt eksploatacji i konserwacji,
- łatwa obsługa i sterowanie,
- odporność na przeciążenia,
- odporność na zapalenia (zapewnia bezpieczeństwo przeciwwybuchowe).
Wady napędu pneumatycznego:
- wrażliwość na zmiany obciążenia, wynikająca ze ściśliwości powietrza, a mająca
niekorzystny wpływ na uzyskanie jednostajnych ruchów organów,
- ograniczona moc napędu określona wartością ciśnienia; za granicę opłacalności
stosowania napędu pneumatycznego przyjmuje się ciśnienie wynoszące 0,7 MPa.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
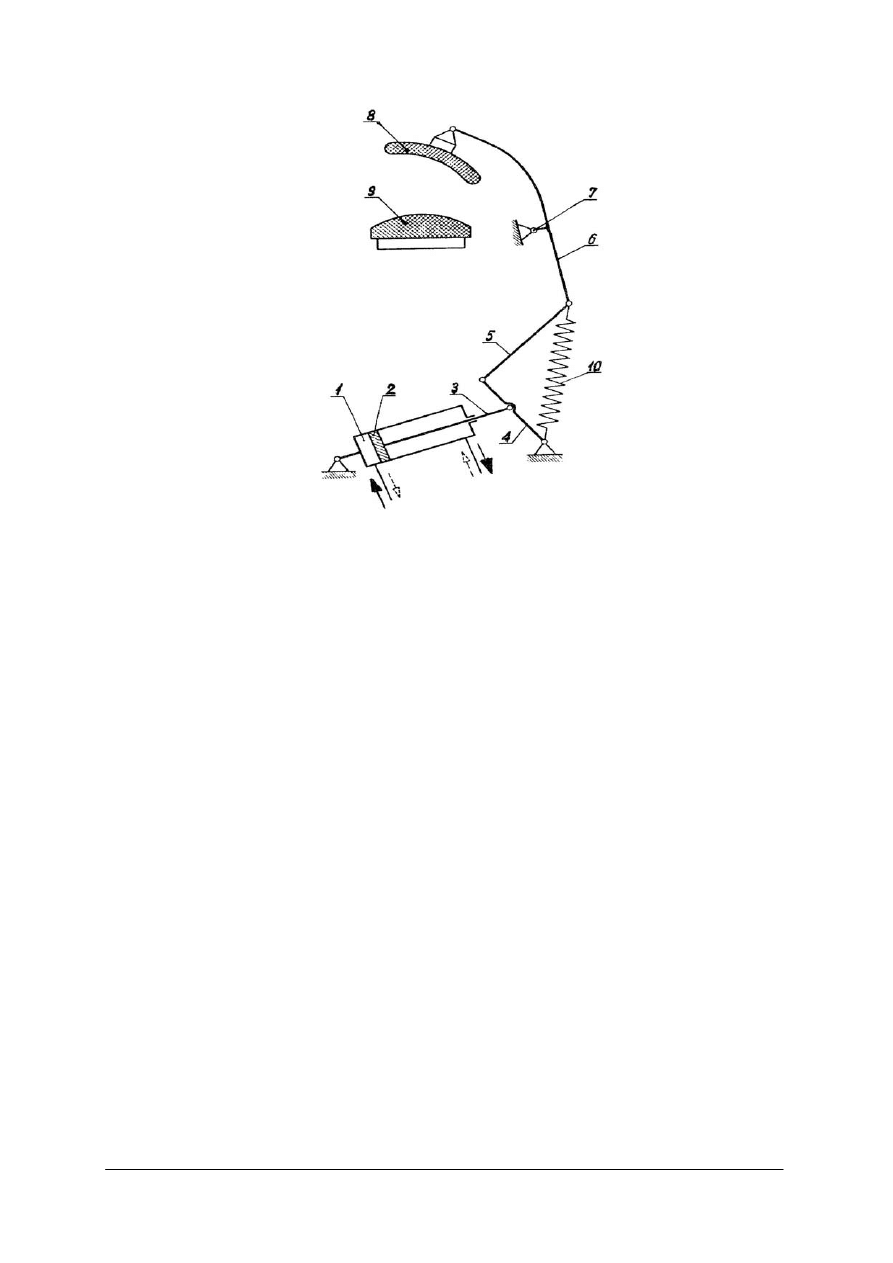
Rys. 11. Przykład napędu pneumatycznego maszyny prasowalniczej:
1-cylinder, 2-tłok, 3-tłoczyskia, 4,5-układ dźwigniowy, 6-dźwignia dwuramienna, 7-punkt podparcia
dźwignia (oś), 8-górna płyta prasulcowa, 9-dolna (stała płyta prasulcowa), 10-sorężyna
Źródło: Białczak B., Kotnarowski A., Makowski R.: Maszyny i urządzenia odzieżowe. PR, Radom 2002
W przemyśle odzieżowym napędy pneumatyczne znajdują zastosowanie w budowie:
- maszyn prasowalniczych (rys.11),
- urządzeń transportowych (przenośnikowych) linii krojczych,
- pras do wykrawania elementów odzieży wykrojnikami,
- urządzeń transportowych (przenośnikowych) zautomatyzowanych stanowisk
szwalniczych,
- urządzeń transportu technologicznego (wewnątrzzakładowego),
- urządzeń podnośnikowych (np. w wózkach akumulatorowych).
Napęd hydrauliczny
W napędach hydraulicznych czynnikiem roboczym powodującym przetwarzanie energii
jest ciecz (zwykle olej zwany hydraulicznym). Napęd hydrauliczny wykazuje wiele
podobieństw do napędu pneumatycznego. Różnice wynikają głównie z różnych własności
czynników roboczych: ściśliwego powietrza (w napędzie pneumatycznym) i nieściśliwego
oleju (w napędzie hydraulicznym). Konstrukcje silników hydraulicznych nie odbiegają
zasadniczo od konstrukcji silników pneumatycznych. Zasady działania obu rodzajów napędu
są podobne.
W warunkach przemysłu odzieżowego, ze względów ekonomicznych (duży koszt
napędu), udział napędów hydraulicznych jest niewielki. Dotyczy tylko w pewnym stopniu
pras, maszyn prasowalniczych, urządzeń podnośników w transporcie.
Przepisy bhp
Przepisy bhp obowiązują każdego pracownika tj. kierownictwo zakładu i wszystkich jego
pracowników. Czynniki stanowiące zagrożenie w pracy powinny być usuwane, a jeżeli to
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
niemożliwe - odpowiednio oznaczane. Powinno się dążyć do zapewnienia pełnego
bezpieczeństwa podczas pracy.
Wszystkie zakłady przemysłowe należą do określonych stowarzyszeń ubezpieczających
od wypadków. Każdy pracownik musi być obowiązkowo ubezpieczony od następstw
niebezpiecznych wypadków podczas pracy, wypadków ulicznych i chorób zawodowych.
Przestrzegania przepisów pilnują specjalnie wyznaczani, odpowiednio przeszkoleni,
pracownicy. Nieprzestrzeganie przepisów jest karalne.
Aby zapobiec wypadkom zakłady produkcyjne powinny podjąć określone czynności
zapobiegające wypadkom, a pracownicy powinni przestrzegać zasad bezpieczeństwa pracy.
Tabela 3. Zagrożenia podczas pracy w zakładzie odzieżowym oraz sposoby zapobiegania
Czynniki stanowiące zagrożenie
Sposoby zapobiegania wypadkom
Podczas szycia
Zranienie dłoni podczas naprawy
i czyszczenia maszyny
Ustawianie i czyszczenie maszyn po wyłączeniu
(po odłączeniu dopływu prądu)
Zranienie oczu przez odpryskujące odłamki
Sprawdzanie prawidłowego ustawienia urządzeń
zabezpieczających oczy. Używanie okularów
ochronnych
Ukłucie igłą w palec
Sprawdzanie prawidłowego ustawienia urządzenia
ochraniającego palce
Zranienia spowodowane przyrządami
pomocniczymi
Odkładanie nożyc i igieł po użyciu na właściwe
miejsce
Podczas warstwowania i krojenia
Zranienie dłoni o warstwowarkę
Wyłączanie warstwowarki przy pracach
kontrolnych
Rany dłoni spowodowane ostrzami narzędzi do
krojenia
Przed włączeniem maszyny odpowiednio ustawić
urządzenie ochraniające palce. Odpowiednio
chwytać wykroje podczas krojenia
Przygniecenie dłoni na wytłaczarce
Nie zbliżać dłoni do miejsc grożących jej
przygnieceniem. Specjalny mechanizm
światłoczuły zatrzymuje urządzenie po dostaniu
się ręki w niebezpieczną strefę
Podczas stabilizacji
Przygniecenie dłoni między płytami prasy
Codziennie sprawdzać stan urządzeń
ostrzegających o niebezpieczeństwie
Oparzenie gorącymi płytami pras
Nie dotykać płyt prasy i wlotu do prasy podczas
korekty ułożenia materiału
Przygniecenie dłoni podczas podawania
i odbierania części odzieży
Jeśli prasę obsługuje się oburącz, może to robić
jedna osoba - ćwiczyć prawidłowe podawanie
części odzieży
Podczas prasowania
Oparzenia spowodowane parą wydostającą się
z pras
Parę doprowadzać po zamknięciu prasy
Zgniecenia dłoni między płytami prasy
Jeśli prasę obsługuje się oburącz, może to robić
tylko jedna osoba - nie dotykać płyt prasy podczas
korekty ułożenia materiału, nie poprawiać
ułożenia materiału po włączeniu prasy; dotknięcie
ramy ochronnej przerywa zamykanie prasy
Podczas usuwania plam
Choroby spowodowane wdychaniem oparów
Sprawdzać stan urządzeń odsysających. Urządzeń
rozpylających używać wyłącznie w połączeniu
z urządzeniami odsysającymi
Na terenie zakładu pracy
Obrażenia spowodowane upadkami
Utrzymywać porządek i czystość w miejscu pracy
Obrażenia wewnętrzne spowodowane
połknięciem igły
Odkładać igły do specjalnych pojemniczków
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Porażenie prądem
Zawiadamiać odpowiednie osoby o usterkach
instalacji elektrycznych - nie usuwać usterek
osobiście
Obrażenia odniesione podczas transportu towarów
na terenie zakładu
Nie przenosić na raz zbyt dużej ilości towarów.
Uważać na to, aby mieć wolne pole widzenia.
Ciężary podnosić z pozycji kucającej, w miarę
możliwości używać urządzeń pomocniczych
Źródło: Krawiectwo Technologia, tłumaczenie z j. niemieckiego Samek P., WSiP, Warszawa1999
Podczas produkcji i eksploatacji odzieży należy zwracać uwagę na wpływ różnych
szkodliwych działań człowieka na środowisko. W związku z tym podjęto działania
zmierzające do ochrony środowiska już od etapu otrzymywania włókien. Należą do nich:
1. Zmiana sposobu uprawy i pozyskiwania włókien odzieżowych przez:
- wprowadzanie nowych odmian,
- rozpowszechnianie naturalnych sposobów zwalczania szkodników,
- unikanie monokultur,
- używanie do zwalczania szkodników środków ulegających biodegradacji.
2. Zmiana procesów obróbki i uszlachetniania przez:
- zmniejszanie zużycia wody, energii i substancji chemicznych,
- zamiana procesów chemicznych na mechaniczne,
- zastąpienie szkodliwych dla środowiska środków chemicznych środkami ulegającymi
biodegradacji (np. podczas konserwacji odzieży),
- ustanowienie nakazów dotyczących ochrony środowiska i ścisła kontrola ich
przestrzegania,
- inwestycje w urządzenia nieszkodliwe dla środowiska.
Wadą tych działań są niestety ogromne koszty powodujące podwyższenie cen
produktów. Zakłady nie przestrzegające wskazówek dotyczących ochrony środowiska lub
przestrzegające je w niewielkim stopniu uzyskują mniejsze koszty produkcji.
Za pośrednictwem znaku Öko–Tex Standard 100 przemysł odzieżowy informuje konsumenta
o obecności lub nieobecności na odzieży substancji szkodliwych.
Rys. 12. Znak firmowy
Öko – Tex Standard 100
Źródło: Krawiectwo Technologia, tłumaczenie z j. niemieckiego Samek P., WSiP, Warszawa1999
Znakiem tym powinny być opatrzone ubrania oraz materiały odzieżowe służące do
użytku domowego. Znak ten gwarantuje na przykład, że:
- odzież nie zawiera barwników rakotwórczych,
- ilość uwalnianych podczas pocenia się metali ciężkich nie przekracza dozwolonej
ilości metali w wodzie,
- maksymalna ilość pestycydów nie przekracza dozwolonej ilości pestycydów
w pożywieniu,
- zawartość wolnego formaldehydu nie przekracza dozwolonych norm,
- wartość pH jest neutralna lub lekko kwaśna (odpowiadająca wartości pH skóry
ludzkiej),

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
- odzież dla małych dzieci i niemowląt nie farbuje podczas kontaktu ze śliną.
Ergonomia – jest nauką zajmującą się badaniem warunków pracy, dostosowaniem
środowiska pracy, maszyn i urządzeń technicznych do potrzeb pracownika w celu
zapewnienia optymalnych warunków wykonywania pracy.
Stanowisko – pracy jest to część powierzchni sali produkcyjnej wyposażone
w odpowiednią maszynę i urządzenia pomocnicze.
Organizacja stanowiska produkcji odzieży
Prawidłowo zorganizowane i wyposażone stanowisko pracy jest konieczne do wykonania
przez pracownika określonych zadań. Zadania przydzielane pracownikom powinny
uwzględniać obciążenia najbardziej na nie narażonych części organizmu. Rozróżnia się:
- obciążenie układu mięśniowego, np. podczas montażu ocieplenia do płaszczy
zimowych,
- obciążenie narządów zmysłu, np. podczas projektowania i stopniowania na ekranie
monitora,
- obciążenie wpływami otoczenia, np. hałas, wpływ pary lub zapachów.
Narzędzia i przyrządy powinny być prawidłowo rozmieszczone na stanowisku i w zasięgu rąk
pracownika.
Narzędzia – są to urządzenia robocze, za pomocą których pracownicy zmieniają
właściwości technologiczne obrabianego przedmiotu, np. nożyce, żelazko, igła, maszyna.
Przyrządy – (przybory) są to wszystkie przedmioty pomocnicze ułatwiające prace
i polepszające jakość wykonania przedmiotu, np. naparstek, szpilki, taśma centymetrowa.
Każde stanowisko maszynowe musi mieć osłony i przyrządy chroniące pracownika przed
zetknięciem się z częściami ruchomymi maszyny.
Czynniki wpływające na warunki bhp, a także na wynik pracy to:
a) oświetlenie (naturalne i sztuczne). O jakości oświetlenia decydują:
- właściwe natężenie światła (jasność),
- równomierność natężenia,
- właściwe padanie promieni świetlnych,
- ochrona przed możliwością olśnienia,
b) temperatura i wilgotność powietrza,
c) wentylacja,
d) hałas – natężenie dźwięku w salach produkcyjnych nie powinno przekraczać 90 dB,
e) zachowanie czystości,
f) warunki sanitarne,
g) przyjazne otoczenie: kwiaty, muzyka, kolory.
W przemysłowej produkcji odzieży krojownia, szwalnia, prasowalnia to wydziały, gdzie
materiał przekształcany jest w gotowy wyrób odzieżowy. Zorganizowane są tam między
innymi, takie stanowiska, jak:
krojczy - wycina wykroje zgodnie z rysunkiem,
szykowacz - kompletuje wykroje do obróbki i rozdziela na poszczególne stanowiska,
szwacz - szyje na maszynach stębnówkach, maszynach specjalnych, obsługuje półautomaty
szwalnicze, prasowacz - prasuje żelazkiem, obsługuje maszynę prasowalniczą lub prasę,
brakarz - wykrywa błędy w półwyrobach i wyrobach gotowych.
W zależności od charakteru wykonywanej pracy w przemyśle odzieżowym stanowiska
pracy powinny być wyposażone w stoły do maszyn, stoły do prac ręcznych i prasowania
ręcznego znormalizowanej wielkości, krzesła z regulacją wysokości i odpowiednio
ukształtowanym podparciem pleców oraz podpórki pod stopy. Właściwa organizacja

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
stanowiska pracy powinna uwzględniać wymiary ludzkiego ciała. Dotyczy to zarówno
zapewnienia wystarczającej ilości miejsca, jak i regulacji wysokości stołów.
Rys. 13. Pozycja nieprawidłowa
Źródło: Krawiectwo Technologia, tłumaczenie z j. niemieckiego Samek P., WSiP, Warszawa 1999
Rys. 14. Pozycja prawidłowa na krześle z regulacją ustawienia kręgosłupa
Źródło: Krawiectwo Technologia, tłumaczenie z j. niemieckiego Samek P., WSiP, Warszawa1999
Dodatkowo stanowiska pracy powinny być wyposażone w instrukcje bhp i ppoż, kartę
pracy, a także posiadać takie urządzenia, które zapobiegałyby chorobom zawodowym
i wypadkom przy pracy, np. osłony igieł w maszynach szwalniczych, ekrany ze szkła
syntetycznego przy guzikarkach i ryglówkach w celu ochrony oczu i twarzy pracownika
przed odpryskami złamanych igieł lub guzików, osłony mechanizmu tnącego w krajarkach
itp.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Wymień maszyny i urządzenia stosowane w przemyśle odzieżowym.
2. Wymień czynniki stanowiące zagrożenia związane z obsługą maszyn i urządzeń podczas
produkcji w zakładzie odzieżowym.
3. Jakie czynniki mają wpływ na warunki bhp i na wynik pracy?
4. O czym informuje nas znak Öko–Tex Standard 100?
5. Co to jest ergonomia?
6. Jakie znasz rodzaje napędów w zależności od przekazywania energii?
7. Wymień zalety napędu elektrycznego.
8. W jakich maszynach i urządzeniach przemysłu odzieżowego znajduje zastosowanie
napęd pneumatyczny?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
4.3.3. Ćwiczenia
Ćwiczenie 1
Dobierz maszyny i urządzenia odzieżowe do odpowiednich faz procesu technologicznego
dla określonego asortymentu odzieży.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić materiały i przybory potrzebne do wykonania ćwiczenia,
2) zorganizować stanowisko pracy zgodnie z wymaganiami bhp i ergonomii pracy,
3) zaplanować tok postępowania,
4) zapisać fazy procesu technologicznego,
5) wykonać zadanie,
6) dokonać analizy ćwiczenia,
7) zaprezentować pracę.
Wyposażenie stanowiska pracy:
-
arkusz papieru,
-
przybory do pisania,
-
prospekty maszyn i urządzeń odzieżowych, czasopisma zawodowe np. Odzież,
-
model odzieży.
Ćwiczenie 2
Sformułuj czynniki stanowiące zagrożenia podczas produkcji w zakładzie odzieżowym
oraz przedstaw sposoby zapobiegania im.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić materiały i przybory potrzebne do wykonania ćwiczenia,
2) zorganizować stanowisko pracy zgodnie z wymaganiami bhp i ergonomii pracy,
3) zaplanować tok postępowania,
4) przygotować tabelę według niżej podanego wzoru:
Lp Czynniki
stanowiące zagrożenie
Sposoby zapobiegania wypadkom
1. Podczas
szycia
a. …………………………………………
…………………………………………
…………………………………………
…………………………………………
b. …………………………………………
…………………………………………
…………………………………………
…………………………………………
c. …………………………………………
…………………………………………
…………………………………………
…………………………………………
2.
Podczas warstwowania i krojenia
a. …………………………………………
…………………………………………
…………………………………………
…………………………………………
b. …………………………………………
…………………………………………
…………………………………………
…………………………………………
c. …………………………………………
…………………………………………
…………………………………………
…………………………………………
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
3. Podczas
stabilizacji
a. …………………………………………
…………………………………………
…………………………………………
…………………………………………
b. …………………………………………
…………………………………………
…………………………………………
…………………………………………
c. …………………………………………
…………………………………………
…………………………………………
…………………………………………
4. Podczas
prasowania
a. …………………………………………
…………………………………………
…………………………………………
…………………………………………
b. …………………………………………
…………………………………………
…………………………………………
…………………………………………
c. …………………………………………
…………………………………………
…………………………………………
…………………………………………
5.
Na terenie zakładu pracy
a. …………………………………………
…………………………………………
…………………………………………
…………………………………………
b. …………………………………………
…………………………………………
…………………………………………
…………………………………………
c. …………………………………………
…………………………………………
…………………………………………
…………………………………………
5) wpisać do tabeli po 3 rodzaje zagrożeń oraz odpowiadające im sposoby zapobiegania,
6) dokonać analizy ćwiczenia,
7) zaprezentować pracę.
Wyposażenie stanowiska pracy:
-
arkusz papieru,
-
przybory do pisania, ołówek, linijka.
Ćwiczenie 3
Określ na podstawie przedstawionych schematów rodzaj napędu oraz dokonaj
porównania sposobu przekazywania energii.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić materiały i przybory potrzebne do wykonania ćwiczenia,
2) zorganizować stanowisko pracy zgodnie z wymaganiami bhp i ergonomii pracy,
3) opisać kolejność postępowania,
4) zapisać definicję napędu,
5) scharakteryzować rodzaje napędów,
6) dokonać porównania rodzaju napędów,
7) zapisać wnioski,
8) zaprezentować pracę.
Wyposażenie stanowiska pracy:
-
arkusz papieru,
-
przybory do pisania,
-
plansze przedstawiające schematy trzech rodzajów napędu w maszynach odzieżowych
-
katalogi maszyn i urządzeń odzieżowych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
4.3.4. Sprawdzian postępów
Tak
Nie
Czy potrafisz:
1)
dobrać maszyny i urządzenia odzieżowe do
odpowiednich faz procesu
technologicznego?
2)
określić przeznaczenie napędu?
3)
ustalić czynniki bhp wpływające na wynik
pracy?
4)
wymienić sposoby zapobiegania wypadkom
na terenie zakładu pracy?
5)
dobrać rodzaj napędu do maszyny
szwalniczej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
5. SPRAWDZIAN OSIĄGNIĘĆ
Instrukcja dla ucznia
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 15 zadań w tym:
−
9 poziomu podstawowego,
−
6 poziomu ponadpodstawowego.
Do
każdego zadania dołączone są 4 możliwości odpowiedzi. Tylko jedna jest prawdziwa.
Zadania poziomu ponadpodstawowego oznaczono gwiazdką (*).
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, wstawiając w odpowiedniej
rubryce znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem,
a następnie ponownie zaznaczyć odpowiedź prawidłową.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego
rozwiązanie na później i wróć do niego kiedy zostanie Ci wolny czas.
8. Na
rozwiązanie testu masz 30 minut.
Powodzenia !
Zestaw zadań testowych
1. Komórki zarządu:
a) nie biorą bezpośredniego udziału w procesie produkcyjnym,
b) biorą bezpośredni udział w procesie produkcyjnym,
c) wykonują produkcję podstawową,
d) wykonują produkcję pomocniczą.
2. Struktura organizacyjna przedsiębiorstwa odzieżowego to:
a) dobrowolne zrzeszenie o nieograniczonej liczbie członków,
b) jednostka organizacyjna prowadząca działalność gospodarczą,
c) ustalone zależności funkcjonalne i hierarchiczne pomiędzy stanowiskami i komórkami
organizacyjnymi,
d) wydziały produkcji zakładu.
3. Dokument „Chronologiczne zestawienie zabiegów technologicznych” występuje w:
a) dokumentacji techniczno – technologicznej,
b) dokumentacji konstrukcji wyrobu,
c) dokumentacji organizacyjno – produkcyjnej,
d) dokumentacji norm zużycia materiału.
4. W krojowni wykonuje się:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
a) znakowanie i kompletowanie wykrojów,
b) ustalanie norm czasu na poszczególne zabiegi,
c) pakowanie gotowych wyrobów odzieżowych,
d) przygotowanie kolekcji projektowanych modeli.
5. *Samokontrola w procesie produkcji odzieży polega na:
a) kontroli trudnych operacji podczas szycia,
b) kontroli najtrudniejszych operacji podczas prasowania,
c) kontroli najtrudniejszych operacji podczas procesu technologicznego,
d) końcowej kontroli jakości wyrobu.
6. *Dokument „Podział procesu technologicznego i wyposażenia stanowisk pracy”
opracowywany jest na podstawie:
a) karty operacji,
b) chronologicznego zestawienia zabiegów,
c) planu rozmieszczenia stanowisk pracy,
d) zlecenia produkcyjnego.
7. Fazy technologiczne to składowe procesu:
a) pomocniczego,
b) obsługowego,
c) technologicznego,
d) przygotowawczego.
8. *„Uszycie kieszeni” to:
a) czynność robocza,
b) operacja technologiczna,
c) ogniwo produkcyjne,
d) ruch roboczy.
9. *Metoda organizacji produkcji odzieży wymagająca opracowania dokumentacji
organizacyjno – produkcyjnej to:
a) indywidualna,
b) potokowa,
c) indywidualna i grupowa,
d) grupowa.
10. *Metoda potokowa organizacji produkcji odzieży jest stosowana przy produkcji odzieży:
a) seryjnej,
b) jednostkowej,
c) masowej,
d) krótkoseryjnej.
11. *Poniższy schemat przedstawia:
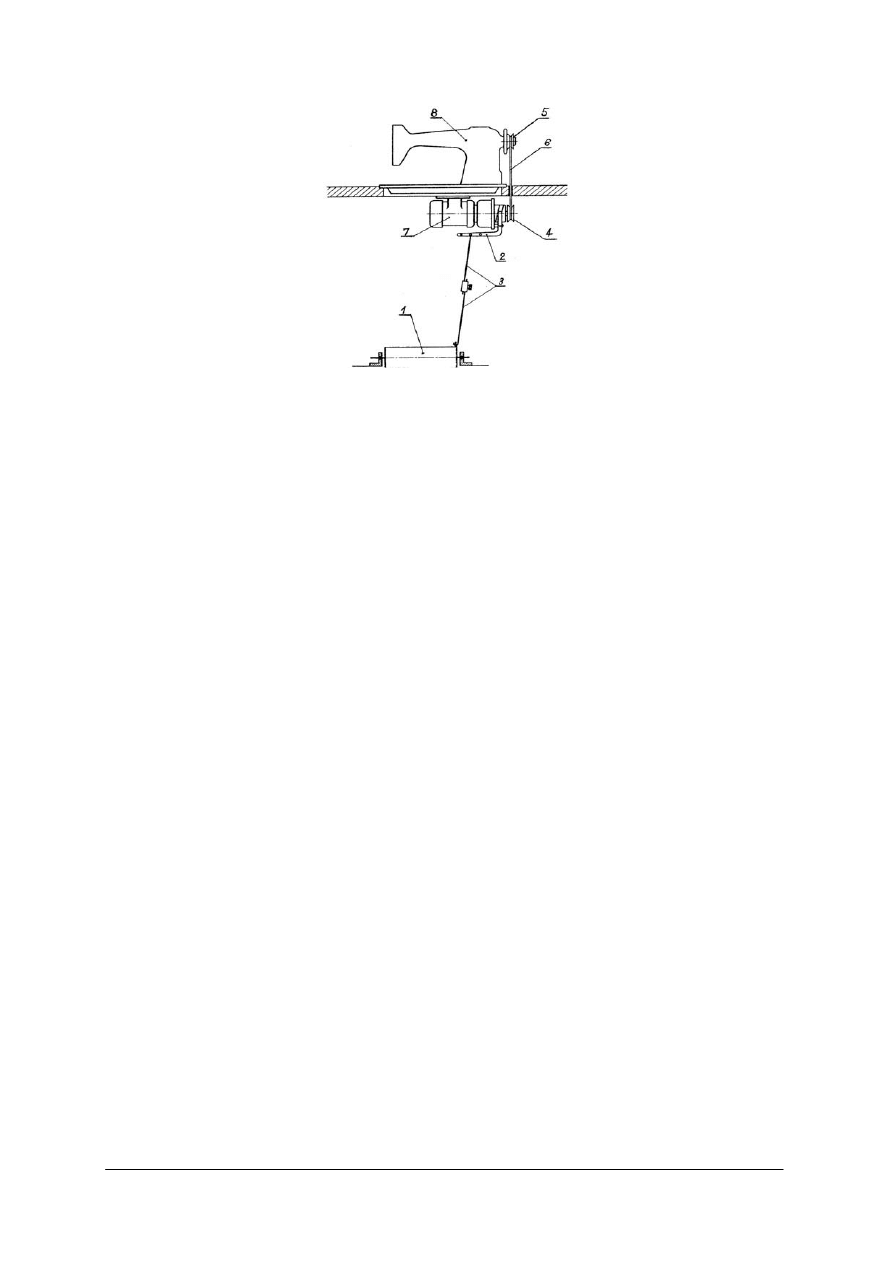
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
a) napęd elektryczny w maszynie szwalniczej,
b) napęd pneumatyczny w maszynie szwalniczej,
c) napęd pneumatyczny w maszynie prasowalniczej,
d) napęd elektryczny w maszynie prasowalniczej.
12. W napędzie pneumatycznym czynnikiem roboczym powodującym przetwarzanie energii
jest:
a) olej,
b) ciecz,
c) ciało stałe,
d) sprężone powietrze.
13. Oparzenia spowodowane gorącą parą mogą wystąpić podczas operacji:
a) szycia,
b) warstwowania,
c) krojenia,
d) prasowania.
14. Guzikarka to maszyna odzieżowa stosowana w:
a) krojowni,
b) prasowalni,
c) szwalni,
d) wykańczalni.
15. Dopuszczalne natężenie dźwięku w salach produkcyjnych wynosi:
a) 80 dB,
b) 90 dB,
c) 100 dB,
d) 110 dB.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
KARTA ODPOWIEDZI
Imię i nazwisko …………………………………………………………………………
Organizowanie procesu produkcji w przedsiębiorstwie
odzieżowym
Zakreśl poprawną odpowiedź
Numer
zadania
Odpowiedzi
Uzyskana
liczba
punktów
1 a b c d
2 a b c d
3 a b c d
4 a b c d
5 a b c d
6 a b c d
7 a b c d
8 a b c d
9 a b c d
10 a b c d
11 a b c d
12 a b c d
13 a b c d
14 a b c d
15 a b c d
Razem

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
6. LITERATURA
1. Białczak B.: Maszyny i urządzenia w przemyśle odzieżowym, WSiP, Warszawa 1999
2. Czyżewski H.: Krawiectwo. WSiP, Warszawa 1998
3. Kazik R., Krawczyk J.: Technologia odzieży. WSiP, Warszawa 1998
4. Krawiectwo Technologia, tłumaczenie z j. niemieckiego Samek P., WSiP, Warszawa
1999
5. Parafianowicz Z.: Słownik odzieżowy. WSiP, Warszawa 1999
6. Tymolewska B.: Maszynoznawstwo odzieżowe. Zeszyt ćwiczeń. SOP, Toruń 1996
7. Woźniczka B.: Technologia wytwarzania odzieży, Zeszyt ćwiczeń. SOP, Toruń 1998
8. Bank J.: Zarządzanie przez jakość. Wydawnictwo Felberg SJA, Warszawa 1999
9. Holtz I.: Technika doskonalenia jakości – ISO 9000. WSiP, Warszawa 1999
10. Grudzewski Wiesław M., Hejduk Irena K.: Metody projektowania systemów zarządzania,
C.D. i I. Delfin sp. z o.o., Warszawa 2004
11. Polskie Normy,
12. Normy:
− ISO 9000:2000 – Systemy zarządzania jakością – Podstawy i terminologia
− ISO 9001:2000 – Systemy zarządzania jakością – Wymagania
− ISO 9004:2000 – Systemy zarządzania jakością – Wytyczne doskonalenia
funkcjonowania.
Wykaz literatury powinien być na bieżąco aktualizowany.
Wyszukiwarka
Podobne podstrony:
20 Organizowanie procesu produkcji w przedsiębiorstwie
17 Organizowanie procesu produkcyjnego w przedsiębiorstwie
20 Organizowanie procesu produkcji ceramiki budowlanej
M Janczarek Zarządzanie procesami produkcyjnymi w przedsiębiorstwie
FORMY ORGANIZACJI PROCESOW PRODUKCJI
07 Organizowanie procesu gospodarczego przedsiębiorstwa
20 Wyjaśnij pojęcie produktu i przedstaw jego klasyfikacje
FORMY ORGANIZACJI PROCESU PRODUKCJI, Zarządzanie i Inżynieria Produkcji - studia, Proces produkcyjn
20 Organizacja zbytu produktow Nieznany
PROJEKT ekonomika i organizacja procesów produkcyjnych
Opisz zagadnienie Organizacja procesu produkcyjnego
PROJEKT ekonomika i organizacja procesów produkcyjnych obl
więcej podobnych podstron