
FORMATION OF ALUMINA LAYER ON ALUMINIUM-
CONTAINING STEELS FOR PREVENTION OF
SOLDERING IN HIGH PRESSURE DIE CASTING
DIES
D. T. Fraser and M. Z. Jahedi
CSIRO Manufacturing Science and Technology
CRC For Cast Metal Manufacturing (CAST)
Locked Bag 9, Preston,
VIC 3072
Australia
Abstract
The application of surface engineered aluminium oxide layers to prevent
soldering in high pressure die casting was demonstrated using a specially
designed die with removable core pins and Al-11Si-3Cu casting alloy. Sol-
dering is an interaction between the die and the casting alloy that results in the
formation of intermetallic phases and adherence of the casting to the die. Alu-
minium containing steels or surface treatments that increase the aluminium
concentration of steels could be beneficial for increasing tooling life. Incoloy
MA956 steel containing 4.5 wt.% aluminium, oxidised in air at 1100℃, pro-
duces a single, compact, hard oxide layer with α-alumina (Al
2
O
3
) structure,
that prevents the formation of intermetallic phases between aluminium alloy
and steel during the high pressure die casting operation.
Keywords:
Soldering, high pressure die casting, oxide coatings, iron oxide coatings,
aluminium oxide coatings, alumina coatings, surface engineering of dies
INTRODUCTION
Soldering in high pressure die casting is the interaction between the die
tool steel and the casting alloy and leads to adherence of casting material to
the die. Hard and brittle intermetallic phases form as a result of soldering.
991

992
6TH INTERNATIONAL TOOLING CONFERENCE
The intermetallic phases break during ejection of the casting, and partly
remain on the die surface. This intermetallic material is usually removed
by polishing. This operation interrupts production and leads to costly down
time. Excessive polishing of the die may also damage the die surface and
shorten die life. The total costs can be significant, especially considering
the high cost of dies.
To reduce soldering it is common practice to spray a water-based lu-
bricant into the die cavity every casting shot during the HPDC operation.
The lubricant forms a very thin and temporary layer on the surface of the
die. Whilst the lubricants can reduce soldering during HPDC, some areas
of the die can still be subject to soldering [1]. Thus, there is a need for
a permanent coating to act as a barrier between the die and casting alloy.
A large variety of coatings have been tested [2, 3, 4]. Vanadium carbide
(VC) thermo-reactive diffusion (TRD) coatings, physical vapour deposition
(PVD) coatings, chemical vapour deposition (CVD) coatings, and duplex
treatments combining nitriding with physical vapour deposition (PVD) coat-
ings on core pins have been tested in high pressure die casting [2]. It has
been found that they protect the steel from intermetallic formation by acting
as a barrier between the casting alloy and tool steel [2, 3, 4]. Never the less,
build-up layers of casting alloy (non-reactive soldering) have been observed
on the core pins after many casting cycles with no failure of the coating.
This alloy build-up layer stops growing after getting to a certain thickness
[3]. However, a review of the literature has revealed that most of the surface
engineered coatings that have previously been tested for prevention of sol-
dering in high pressure die casting are quite expensive. Recently, we have
investigated pure magnetite (Fe
3
O
4
) layers on H13 tool steel under industrial
high pressure die casting conditions that are relatively cheap compared to
the other coatings [5].
The literature revealed that alumina layers could be formed on aluminium
containing steels. Alumina (Al
2
O
3
) has more thermodynamic stability, with
a higher free energy of formation than iron oxides. Alumina-forming su-
peralloys contain sufficient aluminium to form a protective alumina (Al
2
O
3
)
layer on the surface under high-temperature oxidation conditions. The ad-
vantage of oxidising these alloys in comparison with H13 steel is that a
single oxide layer can be formed, this oxide layer should have better wear
resistance, and favourable oxidation can be carried out in air as opposed
to the controlled atmospheres required to produce magnetite oxide layers.
Formation of Alumina Layer on Aluminium-Containing Steels for Prevention of ...
993
Therefore, it was decided to use an alumina-forming superalloy and form a
protective alumina layer at the surface.
Incoloy MA956, a ferritic oxide dispersion strengthened (ODS) Fe-Cr-Al
alloy, was used in this evaluation. The Incoloy MA956 matrix is strength-
ened by rare-earth oxide dispersoids [6]. Rare earth oxide contained in the
alloy is also an advantage as it ensures that after high-temperature oxida-
tion the alumina (Al
2
O
3
) layer formed is smooth and compact compared to
alloys without rare-earth oxides [7]. This alloy is obtained by mechanical
alloying using a high energy ball-milling process, then the powdered ma-
terial is consolidated using extrusion or hot isostatic pressing. Subsequent
thermomechanical processing by hot working produces a fine grain size [6].
In this study the oxide layers formed on Incoloy MA956 were subjected to
high pressure die casting conditions using an experimental die. The solder-
ing performance was evaluated by examining the core pins from the die and
the surfaces of the casting after the experiment.
EXPERIMENTAL PROCEDURE
H13 hot work tool steel is one of the most widely used steels for high
pressure die casting dies. The composition of the H13 die steel is given
in Table 1. For the experiments presented in this paper the steel was used
in the hardened and triple tempered condition to 46-49 HRC according to
guidelines published by CAST [8].
Table 1.
H13 steel composition (wt%)
Fe
Cr
Mo
Si
V
C
Bal
5.0
1.35
1.05
1.1
0.4
Inco Alloys International supplied Incoloy MA956 as unrecrystallised
bars of 12.7 mm diameter. The composition is given in Table 2.
The Fe-Cr-Al Incoloy MA956 alloy samples (10 × 10 × 60 mm) and 3
core pins were oxidised in air. Prior to oxidation, all samples were ground
using 600 grit silicon carbide (SiC) paper and cleaned in ethanol. Oxidation
was performed in a ceramic muffle furnace at 1100℃ for 24 hours. The
atmosphere was static air and the samples were furnace cooled.
994
6TH INTERNATIONAL TOOLING CONFERENCE
Table 2.
Incoloy MA956 composition (wt %)
Fe
Cr
Ti
C
Al
Y
2
O
3
Bal
20
0.5
0.016
4.5
0.5
Cross-sections through the oxide layer were made using a diamond-tipped
wafering saw. Mounted metallographic cross-sections were polished to 1 µm
finish using diamond paste. Optical microscopy and a Leica S440 scanning
electron microscope were used to determine the thickness of the oxide layer.
X-ray diffraction was performed on the oxide layers to determine the oxide
phase structures. Diffraction experiments were performed using a Siemens
D500 X-ray diffractometer with monochromatized Cu Kα
1
radiation (λ =
1.54056˚A). The scanning range (2Θ) was from 10 to 90 and the scanning
rate was 0.2 min
−
1
with a step width of 0.04.
The hardness and modulus of the oxide layers was determined using a
UMIS2000 nanoindentor. A triangular (Berkovich) diamond indentor tip
with a maximum load of 10 mN was used to indent the oxides. Care was
taken during indentation not to penetrate more than 10% of the oxide scale
thickness to avoid substrate effects on the indentation measurements.
Experiments were conducted using a 250 tonne Toshiba HPDC machine.
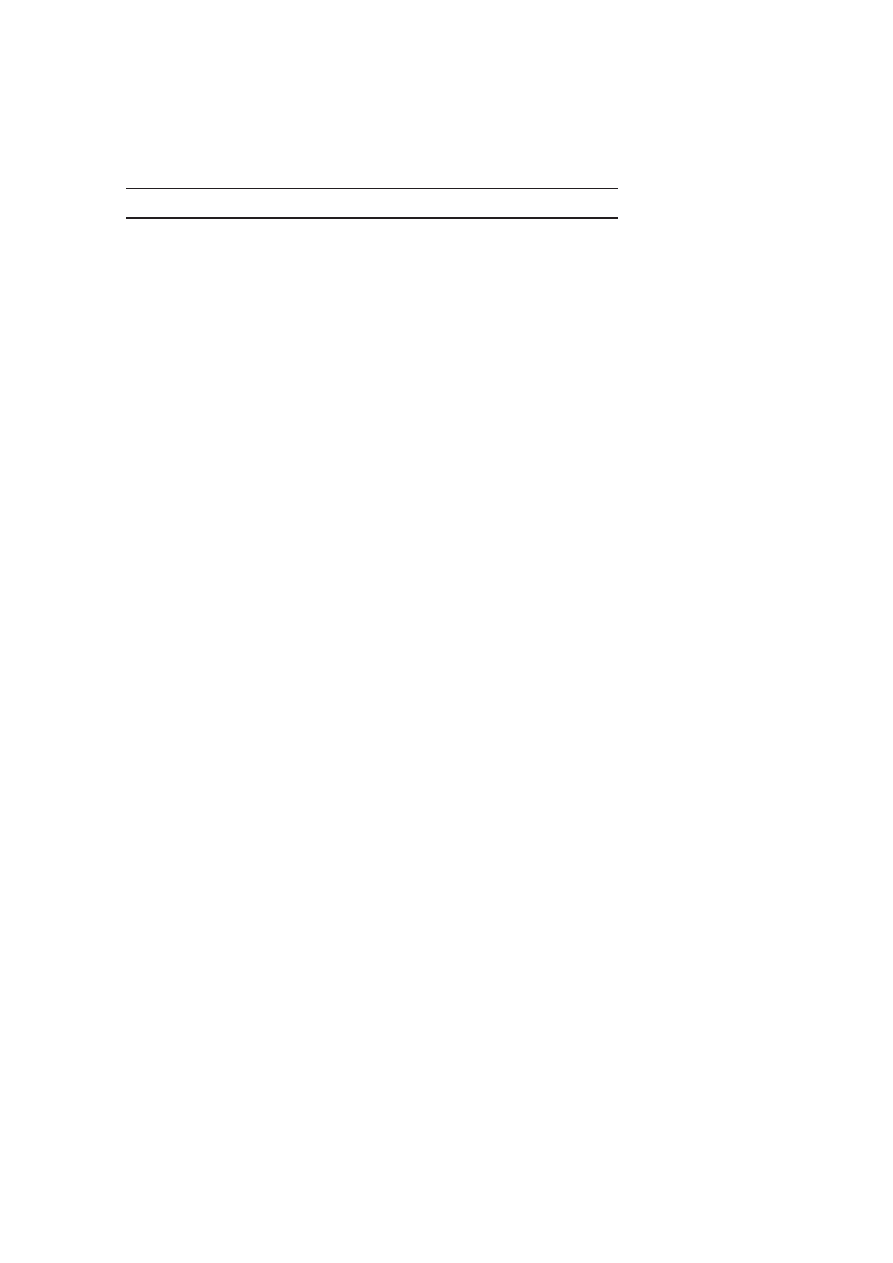
The die design with dimensions of the removable core pin is shown in Fig. 1b.
The die was designed so that the core pins could be removed at intervals
during the casting trial. The casting alloy composition is given in Table 3.
The melt temperature in the holding furnace prior to casting was maintained
at 680℃. A gate velocity of approximately 50 m/s was achieved. The die was
then opened and the casting was ejected. At the beginning of each casting
cycle, the die was sprayed with a water-based die spray. The settings of the
die spray were kept constant for all experiments. Three oxidised core pins
were tested in the machine. It had been previously established that after
20–25 casting cycles, with a cycle time around 60 seconds, severe soldering
with formation of intermetallic phases resulted on the surface of the core
pins using this die [9]. A bare H13 core pin was also tested to compare with
the oxidised core pins.
At the end of the casting trial the core pins were removed and marked
in relation to the position directly facing the gate. The surfaces of the pins
Formation of Alumina Layer on Aluminium-Containing Steels for Prevention of ...
995
Table 3.
Composition of casting alloy (wt %)
Al
Si
Cu
Fe
Mn
Mg
Zn
Bal
11.5
2.8
1.0
0.2
0.16
1.0
Figure 1a.
Schematic of experimental die with a thick casting section around a single
removable core pin.
Figure 1b.
Removable core pin (all dimensions in mm).
were photographed using a 35 mm camera. The core pins were sectioned
using a diamond wafering saw perpendicular to the tip of the pin, along
the exposed surface. The metallographic sections were polished and etched
with 2% nital and the soldered layers formed were examined using optical
microscopy and a Leica S440 scanning electron microscope.

996
6TH INTERNATIONAL TOOLING CONFERENCE
RESULTS
Incoloy MA956 was oxidised in air at 1100℃ for 24 hours.
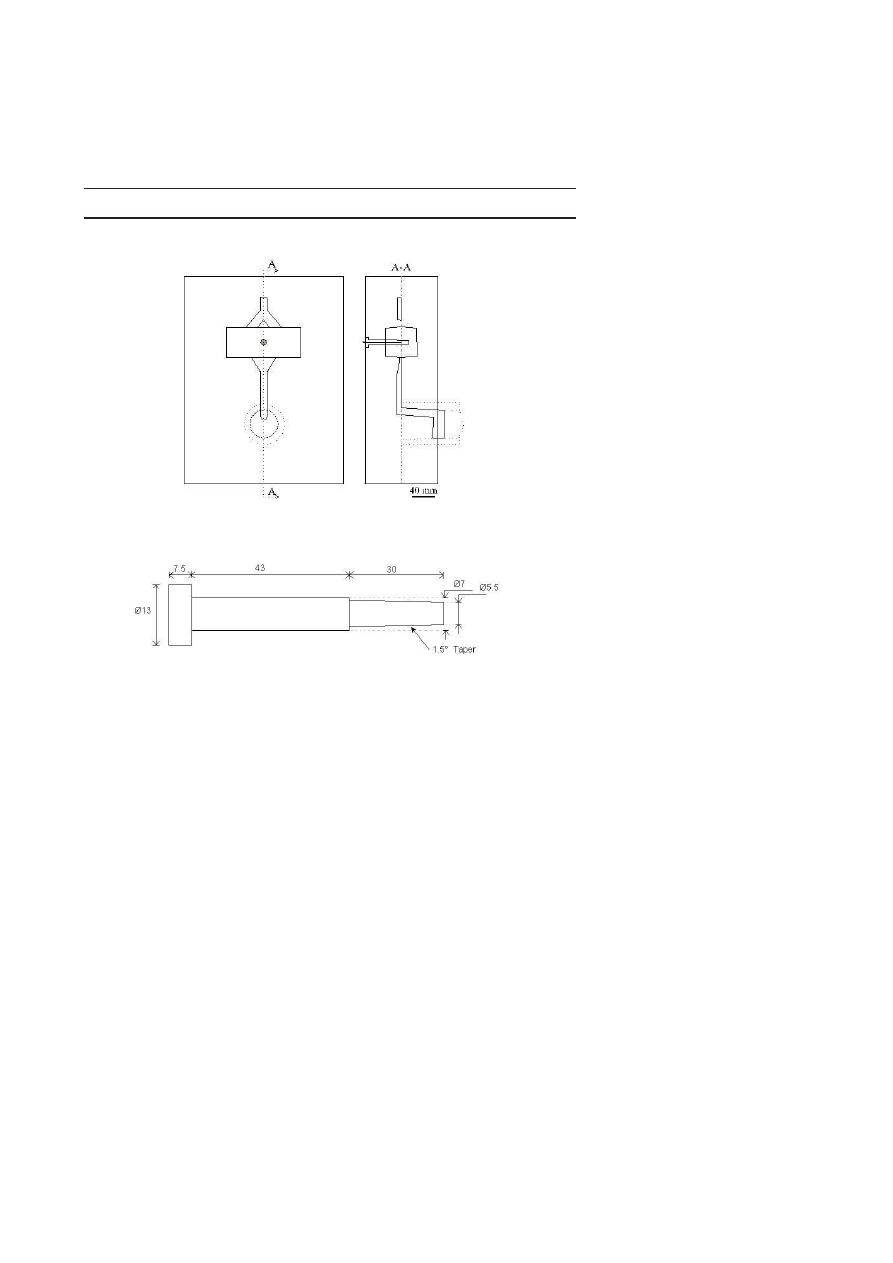
Cross-
sectional examination of the oxide layer on Incoloy MA856 revealed that a
single oxide layer about 2 µm thick was formed, as shown in Fig. 2b. The
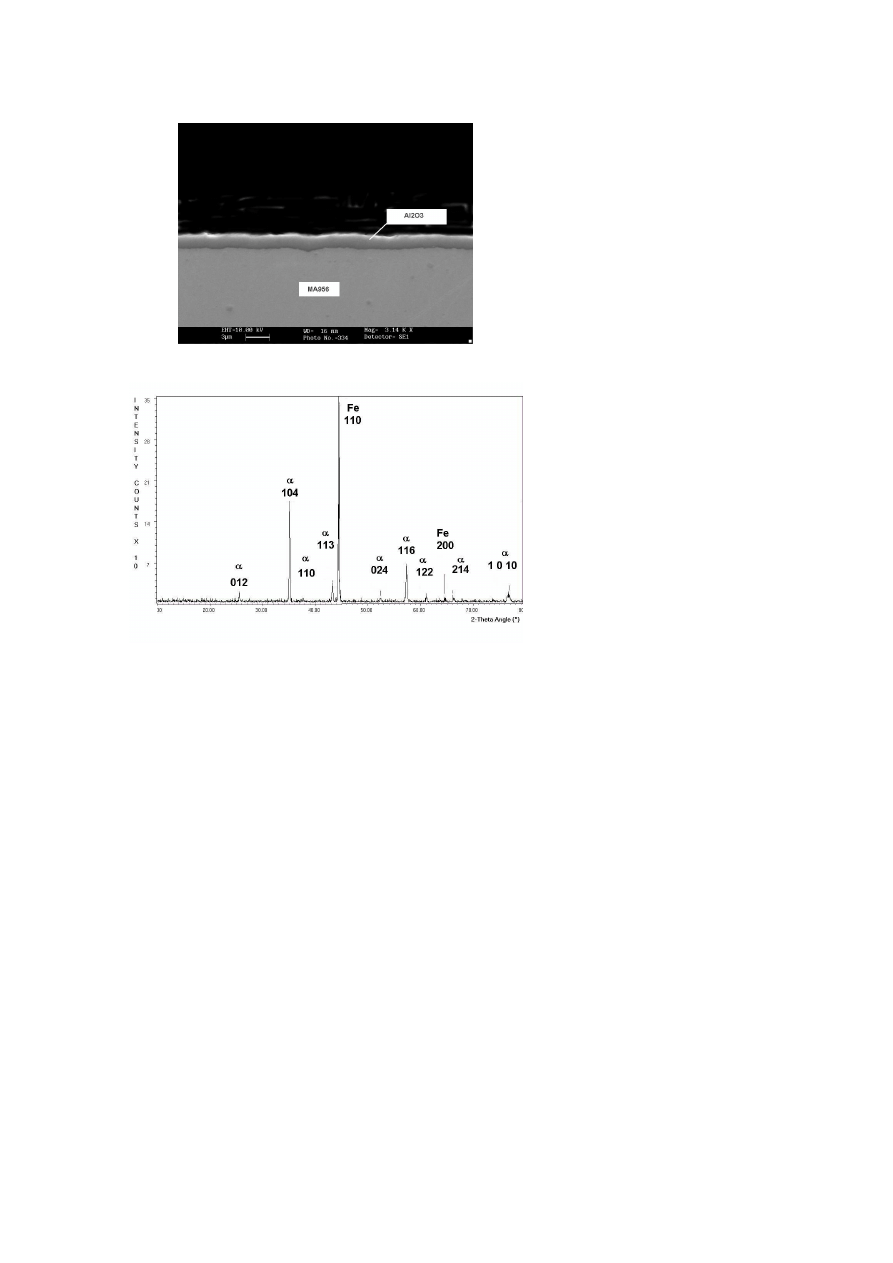
oxide layer was also dense and parallel with the substrate. The oxide layer
was analysed using X-ray diffraction, which confirmed an alumina structure.
The diffraction pattern is shown in Fig. 2b and 11 peaks were assigned to
α-Al
2
O
3
according to JCPDS file 46-1212.
The hardness (H) and elastic modulus (E) of the oxide layer were measured
by nanoindentation using the UMIS 2000 nanoindentor. The results obtained
are given in Table 4. All results are the average of three indentations. Errors
quoted for the modulus and hardness are the 95% confidence limits, plus or
minus two standard deviations.
Table 4.
Results of nanoindentation on oxide layer
E [GPa]
378± 77
H [GPa]
27 ± 1
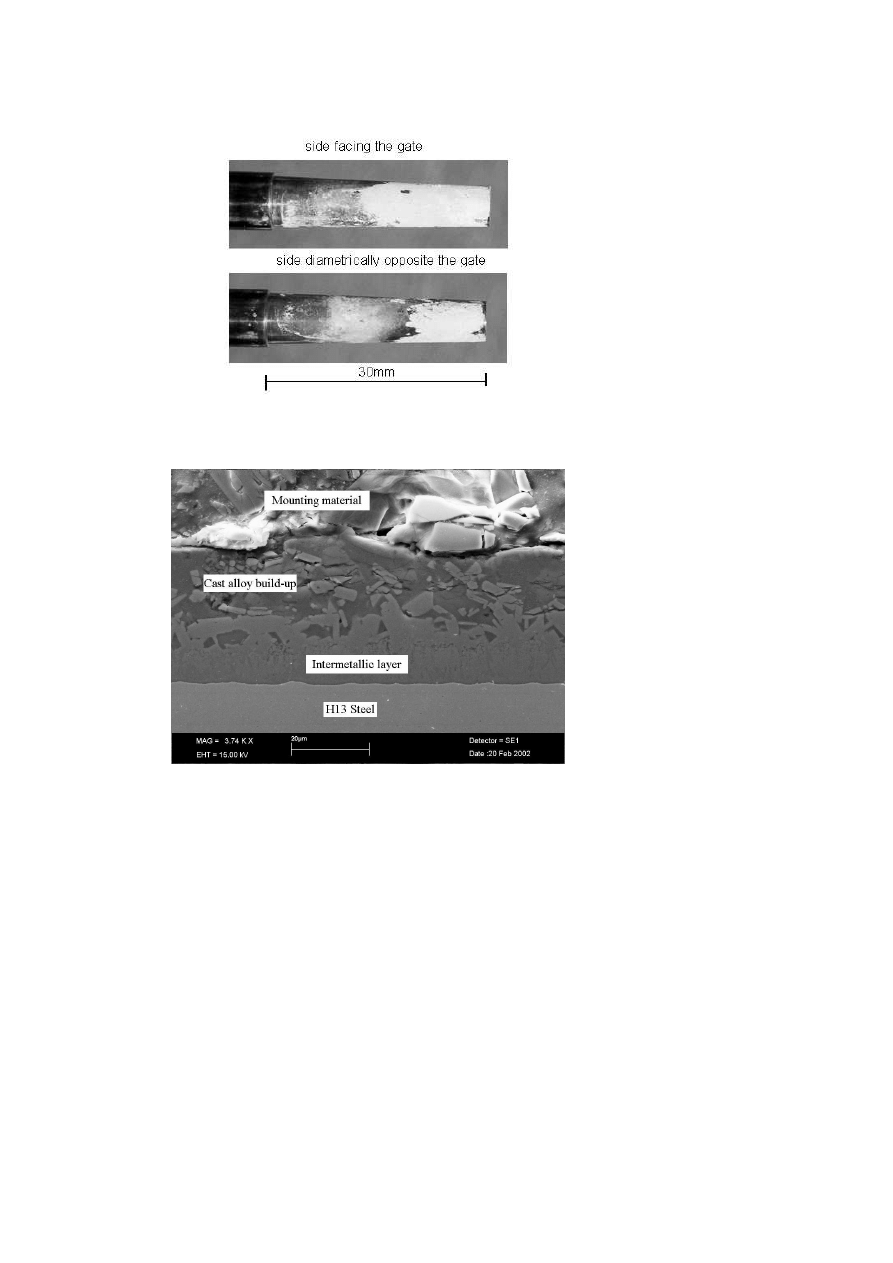
The untreated H13 steel core pin was put in the experimental die and
tested in the high pressure die casting machine for 20 casting cycles. The
bare H13 core pin developed soldering on the surface, Fig. 3.
Cross-sectional examination of the soldered layers on the H13 steel re-
vealed that intermetallic phases had grown under the cast alloy that had
built-up on the surface, Fig. 4. The intermetallic layer appeared continu-
ously along the steel interface.
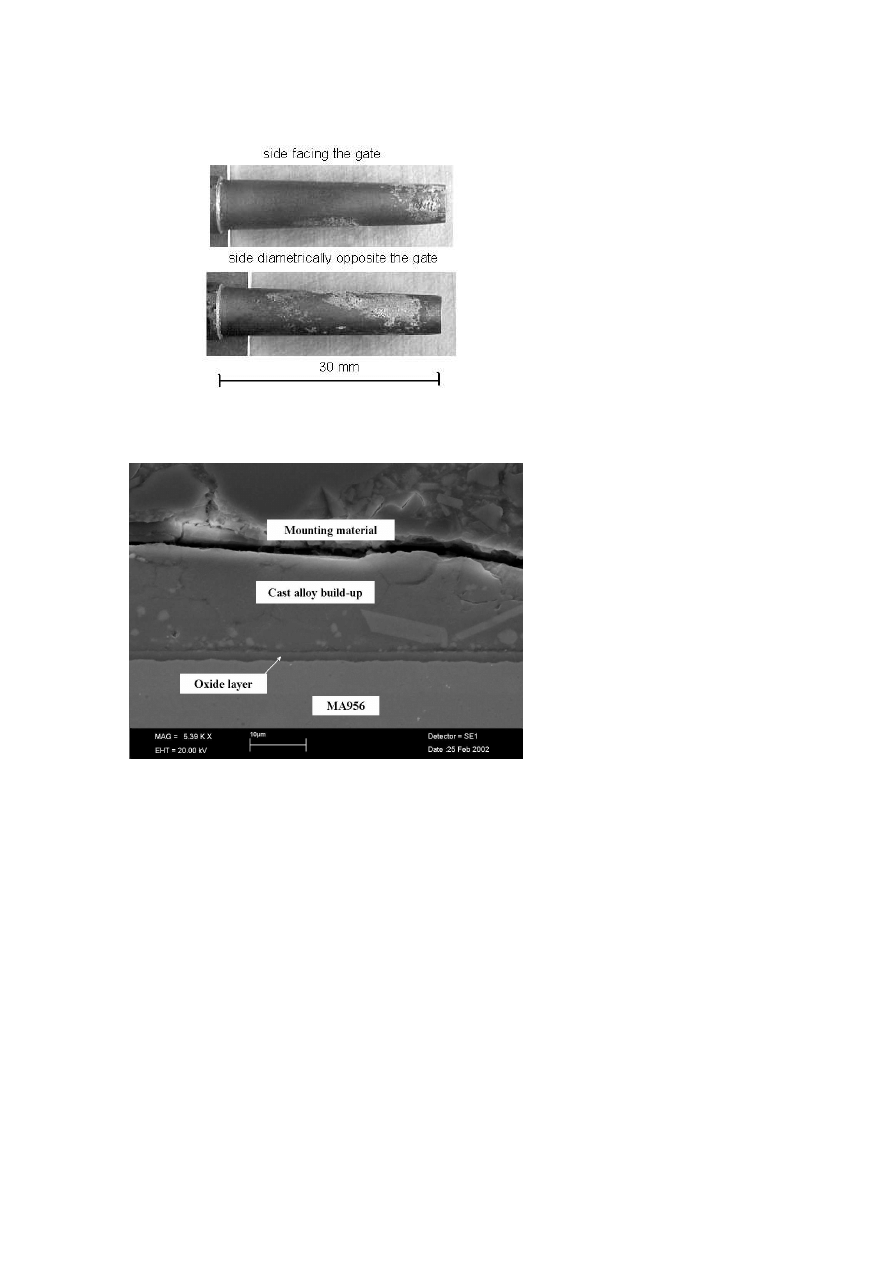
The air-oxidised Incoloy MA956 core pins were put in the experimental
die and tested in the high pressure die casting machine for 20 casting cy-
cles. The result is shown in Fig. 5. The core pins were sectioned and the
microstructure was examined, Fig. 6. The oxide layer was intact and there
was no sign of intermetallic formation. Only a small amount of cast alloy
had built-up on the surface of the oxide. This had not reacted to form inter-
metallic material. This result is similar to other observations of build-up on
physical vapour deposition (PVD) coatings found in the literature [2, 3].
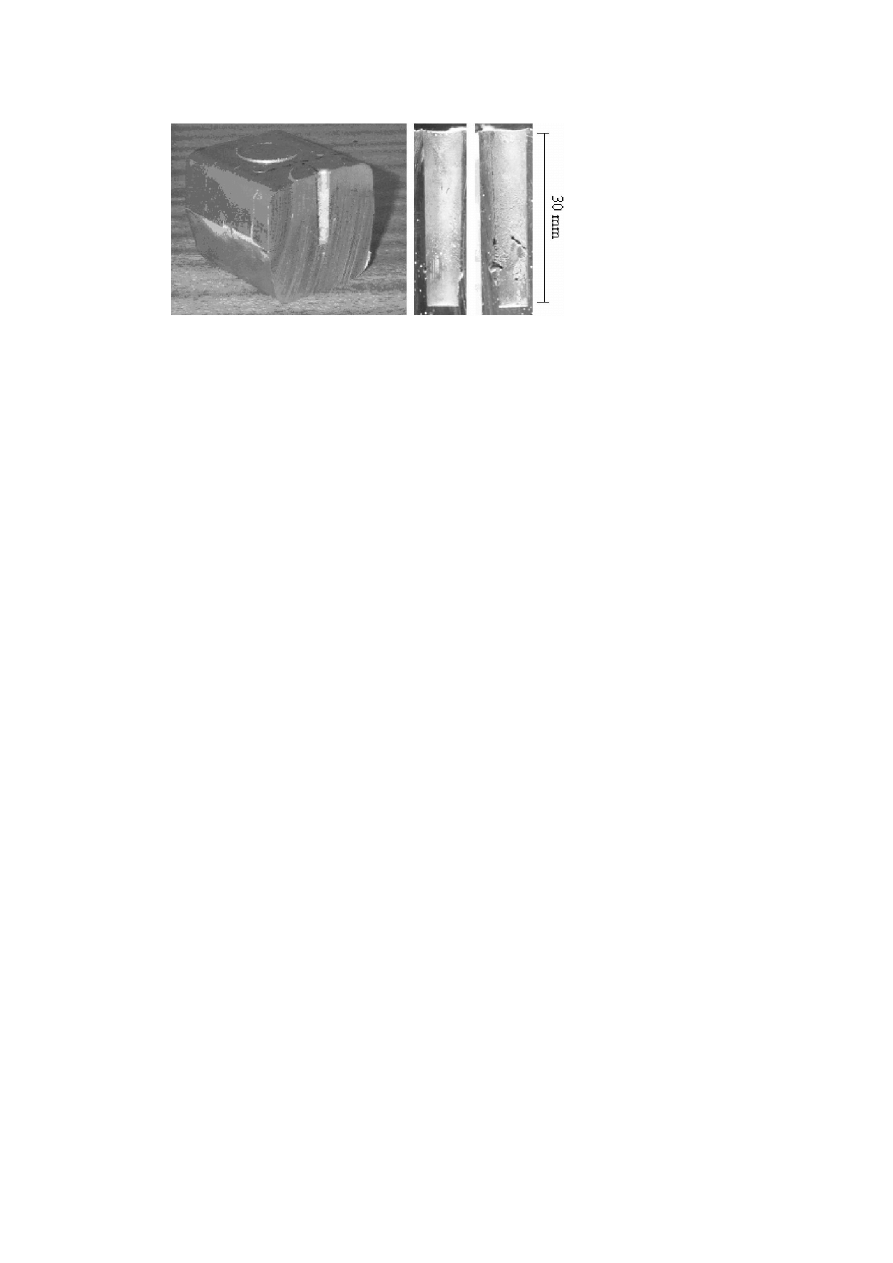
The internal surfaces of the castings were examined. The internal surface
of castings after 5 and 20 casting cycles are shown in Fig. 7. Only minor
Formation of Alumina Layer on Aluminium-Containing Steels for Prevention of ...
997
Figure 2a.
SEM micrograph.
Figure 2b.
X-ray diffraction pattern of oxide layer on Incoloy MA956 α = α-Al
2
O
3
peaks.
surface features from the core pin are present, with no sign of oxide adhering
to the casting.
DISCUSSION
On the uncoated H13 core pins intermetallic phases formed at the surface
of the core pin due to reaction between the die steel and the casting alloy.
A coating on the surface of the core pin can protect the substrate from
998
6TH INTERNATIONAL TOOLING CONFERENCE
Figure 3.
Photographs of a bare H13 steel core pin with soldering after 20 casting cycles.
Figure 4.
SEM micrograph of soldered layer on H13 steel.
Formation of Alumina Layer on Aluminium-Containing Steels for Prevention of ...
999
Figure 5.
Photographs of oxidised MA956 after 20 casting cycles.
Figure 6.
SEM micrograph of cross-section of an oxidised Incoloy MA956 pin after 20
casting cycles.
1000
6TH INTERNATIONAL TOOLING CONFERENCE
Figure 7.
Photographs of internal surface of castings made on oxidised Incoloy MA956
pin after 5 and 20 casting cycles.
intermetallic phase formation during soldering by acting as a barrier between
the casting alloy and the die steel.
Aluminium containing steels may be used to form a protective alumina
(Al
2
O
3
) layer on the surface of the steel under high-temperature oxidation
conditions. The results presented in Fig. 2b showed that high-temperature
air oxidation at 110℃ for 24 hours of Incoloy MA956 produced single phase,
compact, α-alumina (Al
2
O
3
) layers on the surface of the steel. The oxidised
Incoloy MA956 core pins prevented "reactive" soldering in the specially de-
signed die as the α-alumina (Al
2
O
3
) layers acted as a barrier layer between
the casting alloy and the core pin. Furthermore, there was no sign of alu-
minium oxide coating attached to the castings. However, a small amount
of build-up of aluminium alloy (non-reactive soldering) was attached to the
oxide layer. This is similar to other coatings found in the literature [2, 3].
The advantage of oxidising Incoloy MA956 alloy in comparison with H13
steel is that a single oxide layer can be formed, the oxide layer should have
better wear resistance, and favourable oxidation can be carried out in air. Our
previous work developed a treatment for oxidising H13 tool steel to produce
pure magnetite (Fe
3
O
4
) layers that is relatively cheap and can be applied
to large areas of the die compared to physical vapour deposition (PVD)
coatings. Incoloy MA956 is more expensive than H13 tool steel. However,
Incoloy MA956 could be used in the areas of the die that are subject to higher
wear as a replacement of H13 steel. Further work on aluminium containing

Formation of Alumina Layer on Aluminium-Containing Steels for Prevention of ...
1001
steels or surface treatments that increase the aluminium concentration of
steels could be beneficial for increasing tool life.
CONCLUSIONS
Incoloy MA956 steel containing 4.5 wt.% aluminium, oxidised in air
at 1100℃, produces a single, compact, hard oxide layer with α-alumina
(Al
2
O
3
) structure, that prevents the formation of intermetallic phases be-
tween aluminium alloy and steel during the high pressure die casting oper-
ation.
ACKNOWLEDGMENTS
The authors would like to thank CRC for Cast Metals Manufacturing
(CAST) for financial support of this work. Many thanks to Dr. David Hay
and characterization group for X-ray diffraction and Mr. A Yob, Mr. R
Knight for casting trials at CSIRO. Thanks also to Dr. Z. W. Chen, Mr. S.
Gulizia and Prof. D. St John for helpful discussions.
REFERENCES
[1] D. T. FRASER and M. JAHEDI, in Die Casting and Toolmaking Technology, Inter-
national Conference, Melbourne, Australia, June 22-25, 1997, (Australian Die Casting
Association, 1997), paper 97-22.
[2] S. GULIZIA, M. Z. JAHEDI and E. D. DOYLE. Z. W. CHEN, in Tooling ’99 Con-
ference Proceedings, Melbourne, Australia, 25-26 March, 1999, (Institute of Materials
Engineering Australasia Ltd and the Tooling Industry Forum of Australia, 1999) pp.
205-210.
[3] ) S. GULIZIA. M. JAHEDI. E. D. DOYLE. Z. W. CHEN, in Materials ’98 Proceedings
of the Biennial Materials Conference of The Institute of Materials Engineering, Aus-
tralasia, University of Wollongong, Australia, 6-8 July, 1998 edited by Michael Ferry
(Institute of Materials Engineering Australasia Ltd., 1998) pp. 365-370.
[4] T. TSUCHIYA. H. KAWARA. K. HASHIMOTO. H. INAGAKI. T. ARAI, in Transac-
tions of the 19th International Die Casting Congress, Minneapolis, Minnesota, USA,
3-6 Nov, 1997, (North American Die Casting Association, 1997) paper T97-103.
[5] M. Z. JAHEDI. D. T. FRASER, in Transactions of the 21st International Die Casting
Congress, Cincinnati, Ohio, USA, Oct 29-Nov 1, 2001, (North American Die Casting
Association, 2001) paper T01-112.
[6] B. DUBIEL, A. CAYRSKA-FILEMONOWICZ, J. Mats. Proc. Tech. 64, (1997)53-64.
[7] V. K. TOLPYGO, Oxid. of Met., 51 (5/6) (1999) 449-477.

1002
6TH INTERNATIONAL TOOLING CONFERENCE
[8] Guidelines for the acceptance and heat treatment of H13 die steel, (1996), CRC for Cast
Metals Manufacturing (CAST)
[9] Z. W. CHEN. M. Z. JAHEDI, Int. J. Cast Metals Res., 11 (1998) 129-138.
Wyszukiwarka
Podobne podstrony:
76 1075 1088 The Effect of a Nitride Layer on the Texturability of Steels for Plastic Moulds
feminism and formation of ethnic identity in greek culture
Formation of heartwood substances in the stemwood of Robinia
94 1363 1372 On the Application of Hot Work Tool Steels for Mandrel Bars
Formation of a new chromosomes as a virulence mechanism in C glabrata
Garret Formation of Indoeuropean subgroups, Chronology
formation of an individual
Kant The Universal Law Formation of the?tergorical Imp~B8F
70 1003 1019 Influence of Surface Engineering on the Performance of Tool Steels for Die Casting
Evidence for the formation of anhydrous zinc acetate and acetic
Advisory Committee on the Framework Convention for the Protection of National Minorities Second Opin
Andrew Garrett Convergence in the formation of Indo European subgroups
A Propagandist of Extermination, Johann von Leers and the Anti Semitic Formation of Children in Nazi
Plebaniak, Robert On best proximity points for set valued contractions of Nadler type with respect
więcej podobnych podstron