
Wydział Mechaniczny - Technologiczny
Politechnika Śląska w Gliwicach
Obróbka Cieplna - Laboratorium
Sprawozdanie
Prowadzący zajęcia:
dr inż. Beata KRUPIŃSKA
Opracowali:
Paweł SKARWECKI
Grzegorz ŁAPA
Janusz ŁASKAWIEC
Roman WYSZYŃSKI
Kierunek:
AiR
Grupa:
3
Semestr:
3
Gliwice, grudzień 2006

Obróbka Cieplna - Laboratorium.
Gliwice 2006
2
Spis Treści
1. Parametry hartowania ......................................................................... 3
1.1 Temperatura
hartowania................................................................................ 3
1.2 Szybkość
nagrzewania .................................................................................... 4
1.3 Czas
wygrzewania .......................................................................................... 4
1.4 Szybkość
chłodzenia ....................................................................................... 4
2. Rodzaje hartowania.............................................................................. 6
2.1 Hartowanie zwykłe ......................................................................................... 6
2.2 Hartowanie
stopniowe .................................................................................... 7
2.3
Hartowanie z przemianą izotermiczną............................................................ 8
2.4 Hartowanie
powierzchniowe ........................................................................... 9
2.5 Patentowanie .................................................................................................10
3. Przebieg ćwiczenia ............................................................................. 10
3.1 Próbki
poddane
hartowaniu. .........................................................................10
3.2 Parametry
i
przebieg
zabiegu hartowania. ....................................................11
3.3
Pomiar twardości – metoda Rockwella. ........................................................11
3.4 Zestawienie wyników. ....................................................................................12
3.5 Struktury
stali C45E. ....................................................................................13
4. Odpuszczanie...................................................................................... 15
5. Wyżarzanie ........................................................................................ 16
5.1 Wyżarzanie
rekrystalizujące. .........................................................................16
5.2 Wyżarzanie
normalizujące.............................................................................18
5.3 Wyżarzanie
zupełne.......................................................................................18
5.4 Wyżarzanie
izotermiczne. ..............................................................................19
6. Obróbka cieplna dla stali C45E .......................................................... 19
7. Wnioski .............................................................................................. 20
8. Bibliografia......................................................................................... 21
Wykorzystane normy ...............................................................................................21
Obróbka Cieplna - Laboratorium.
Gliwice 2006
3
1.
Parametry hartowania
1.1
Temperatura hartowania
Hartowanie, jako zabieg cieplny, polega na nagrzaniu materiału do
temperatury austenityzowania, wygrzaniu go w tej temperaturze, a następnie
chłodzeniu z prędkością większą od krytycznej w celu otrzymania w strukturze
martenzytu lub bainitu. Hartowanie stali wymaga stosowania odpowiedniej
temperatury powodującej powstanie w strukturze drobnoziarnistego austenitu, a przy
chłodzeniu drobnoiglastego martenzytu. Stosowanie zbyt wysokiej temperatury
spowoduje powstanie martenzyu gruboiglastego (z gruboziarnistego austenitu) o
gorszych własnościach wytrzymałościowych i zwiększonej kruchości.
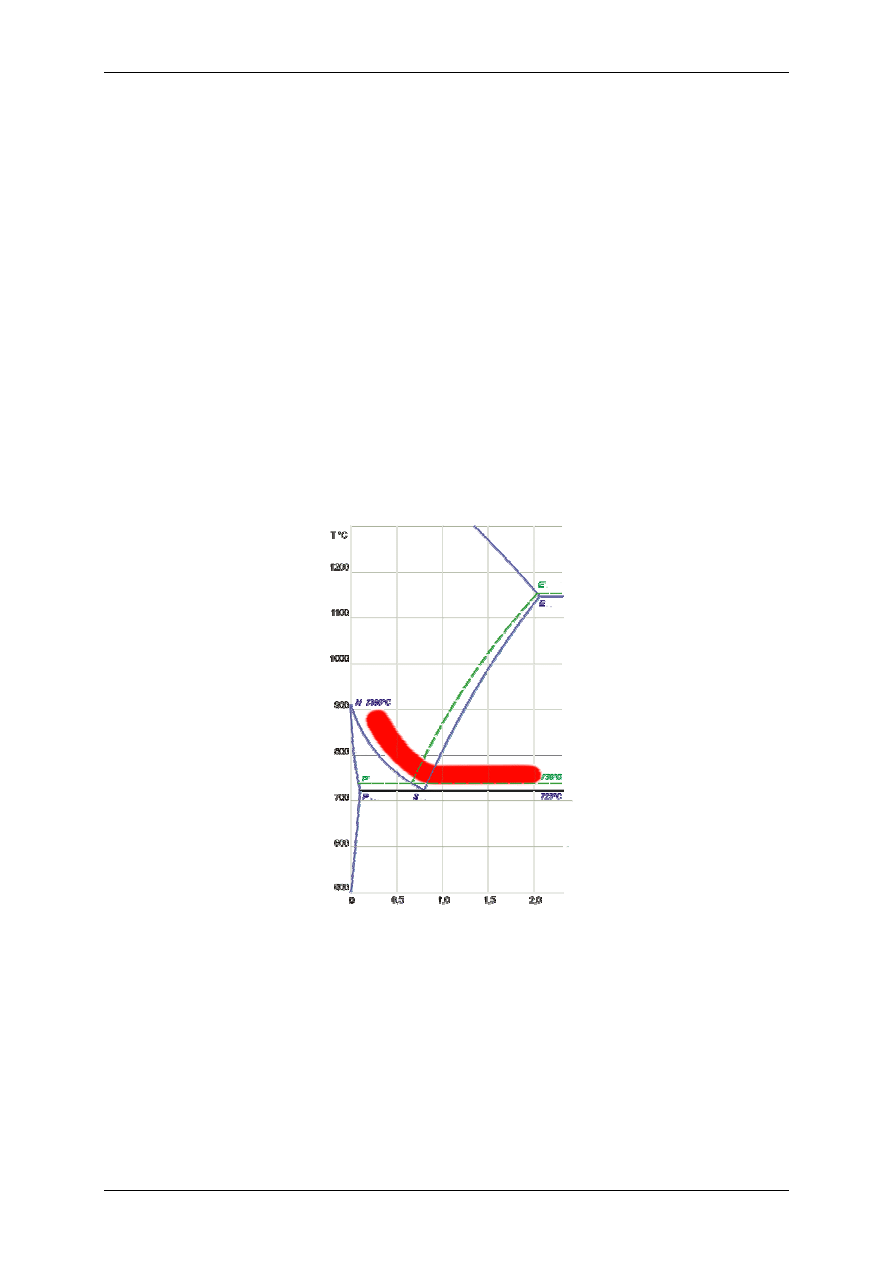
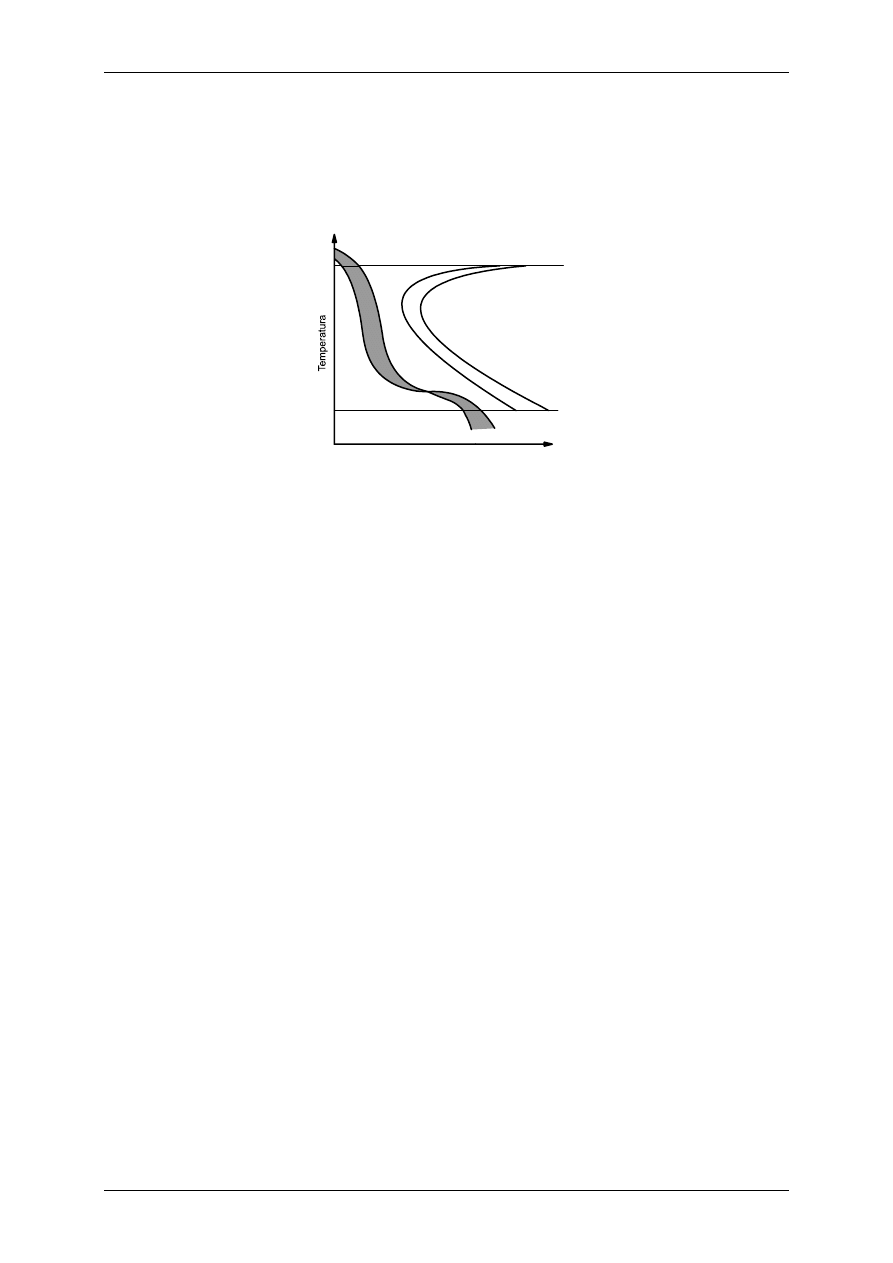
Dobór temperatury dla hartowania stali węglowej i niskostopowej przyjmuje
się jako równą Ac
3
+(30÷50
°C), co obrazuje rysunek:
Rys. 2.1. Dobór temperatury hartowania stali węglowych.
Powyższy wykres nie daje jednak odniesienia dla określania temperatury
austenityzacji dla stali stopowych. W ich przypadku trzeba posługiwać się układami
równowagi fazowej dla trzech lub więcej składników, ponieważ temperatury krytyczne
w stalach stopowych zmieniają się w zależności od dodatków stopowych. W
przypadku braku danych literaturowych temperaturę nagrzewania stali stopowych
określa się eksperymentalnie.
Obróbka Cieplna - Laboratorium.
Gliwice 2006
4
1.2
Szybkość nagrzewania
Z reguły szybkość nagrzewania do temperatury austenityzacji nie ma wpływu
na proces tworzenia martenzytu przy chłodzeniu, zależy jedynie od kształtów
materiału oraz jego przewodności cieplnej i wymiarów.
Szybkość nagrzwania ma natomiast znaczny wpływ na powstające w materiale
naprężenia cieplne i związane z nimi odkształcenia. Dlatego często zaleca się powolne
grzanie do temperatury 600÷700
°C, a następnie szybkie grzanie do temperatury
wymaganej. Powolne nagrzewanie w fazie wstępnej powoduje zmniejszenie różnicy
temperatur pomiędzy rdzeniem a powierzchnią przedmiotu oraz przekrojami o
różnych wymiarach. Tym samym powoduje to zmniejszenie naprężeń cieplnych.
1.3
Czas wygrzewania
Temperatura i czas austenityzacji mają bardzo duży wpływ na rodzaj
powstałego austenitu oraz późniejszego martenzytu. Przekroczenie czasu wygrzewania
ma taki sam wpływ na proces austenityzacji ja przekroczenie dopuszczalnych
temperatur, czyli także prowadzi do nadmiernego rozrostu ziarn i w konsekwencji
powstania martenzytu gruboiglastego.
Z punktu widzenia technologii czas wygrzewania powinien być możliwie
najkrótszy, dający jednak wystarczające nagrzanie materiału. W praktyce czas
austenityzacji mieści się w przedziale od kilku do kilkudziesięciu minut, w zależności
od rodzaju i kształtu przedmiotu hartowanego.
1.4
Szybkość chłodzenia
W zależności od szybkości chłodzenia możemy uzyskać trzy różne struktury, z
czego dwie można zaliczyć do procesu hartowania. Przy powolnym chłodzeniu (w
piecu, powietrzu) uzyskana struktura stali będzie zgodna z wykresem Fe-Fe
3
C, czyli
powstałą strukturą będzie perlit (przemiana perlityczna nie jest zatem zaliczana do
procesów hartowania)
Przy zwiększonej szybkości (np. w oleju) powstanie struktura zwana bainitem.
Przemiana bainityczna jest pośrednią pomiędzy przemianą perlityczną a
martenzytyczną. Bainit charakteryzuje się zatem większą twardością i mniejszą
ciągliwością od perlitu i odwrotnie w stosunku do martenzytu.
Przy największych prędkościach chłodzenia (z prędkością większą od

Obróbka Cieplna - Laboratorium.
Gliwice 2006
5
krytycznej, np. w wodzie) powstanie struktura zwana martenzytem i charakteryzuje
się największą twardością i najmniejszą ciągliwością.
Do procesu hartowania zaliczamy więc tylko przeminę bainityczną
i martezytyczną. Należy także zaznaczyć, że podczas procesu hartowania nie da się w
uzyskać struktury martenzytycznej na całym przekroju. Jest to powodowane
rosnącymi naprężeniami w materiale, przez co po zakończeniu przemiany występuje
pewna ilość austenitu szczątkowego.
Z krzywych kształtu przemiany austenitu wynika, że najintensywniejsze
chłodzenie jest potrzebne w zakresie temperatur 650÷550
°C, czyli w zakresie
najmniejszej trwałości austenitu. W niższych temperaturach i temperaturach czasie
samej przemiany prędkość chłodzenia może być mniejsza, co spowoduje zmniejszenie
naprężeń wewnętrznych.
Wpływ na proces chłodzenia i tym samym wynik hartowania ma także ośrodek
chłodzący. Najczęściej stosowanymi do tego celu są różnego rodzaju ciecze, jak woda,
roztwory wodne soli, rzadziej kwasów oraz wszelkiego rodzaju oleje, które
charakteryzują się różnym stopniem odprowadzania ciepła.
Dobrą ciecz hartowniczą charakteryzować będą następujące czynniki:
9
duże ciepło właściwe oraz ciepło parowania,
9
duża przewodność cieplna,
9
małe napięcia powierzchowne,
9
stałe własności przy zmianach temperatur.
Szybkość chłodzenia jest uzależniona od możliwości odprowadzenia ciepła z
przedmiotu do otoczenia (woda, olej). Zależy więc od trwałości otoczki pary tworzącej
się na powierzchni przedmiotu hartowanego, która oddziela go od ośrodka
chłodzącego. Warstwę tą można usuwać poprzez ruch ośrodka lub przedmiotu, a
także poprzez wprowadzenie do ośrodka dodatków, tj. kwasu solnego, siarkowego, soli
kuchennej lub zmniejszyć w ośrodku zawartość powietrza. Dodatki wodorotlenku
wapnia, mydła czy gliceryny zwiększają tworzenie się pary zmniejszając tym samym
właściwości chłodzące ośrodka.
W zależności od sposobu chłodzenia możemy wyróżnić następujące rodzaje
hartowania:
9
martenzytyczne zwykłe z chłodzeniem ciągłym,
9
martenzytyczne z chłodzeniem stopniowym,
Obróbka Cieplna - Laboratorium.
Gliwice 2006
6
9
bainityczne z przemianą izotermiczną.
Czas
Austenit
Ac
1,3
M
s
p
r
b)
Martenzyt
Czas
Austenit
Ac
1,3
M
s
p
r
c)
Martenzyt
Bainit
Czas
Austenit
Ac
1,3
M
s
p
r
a)
Martenzyt
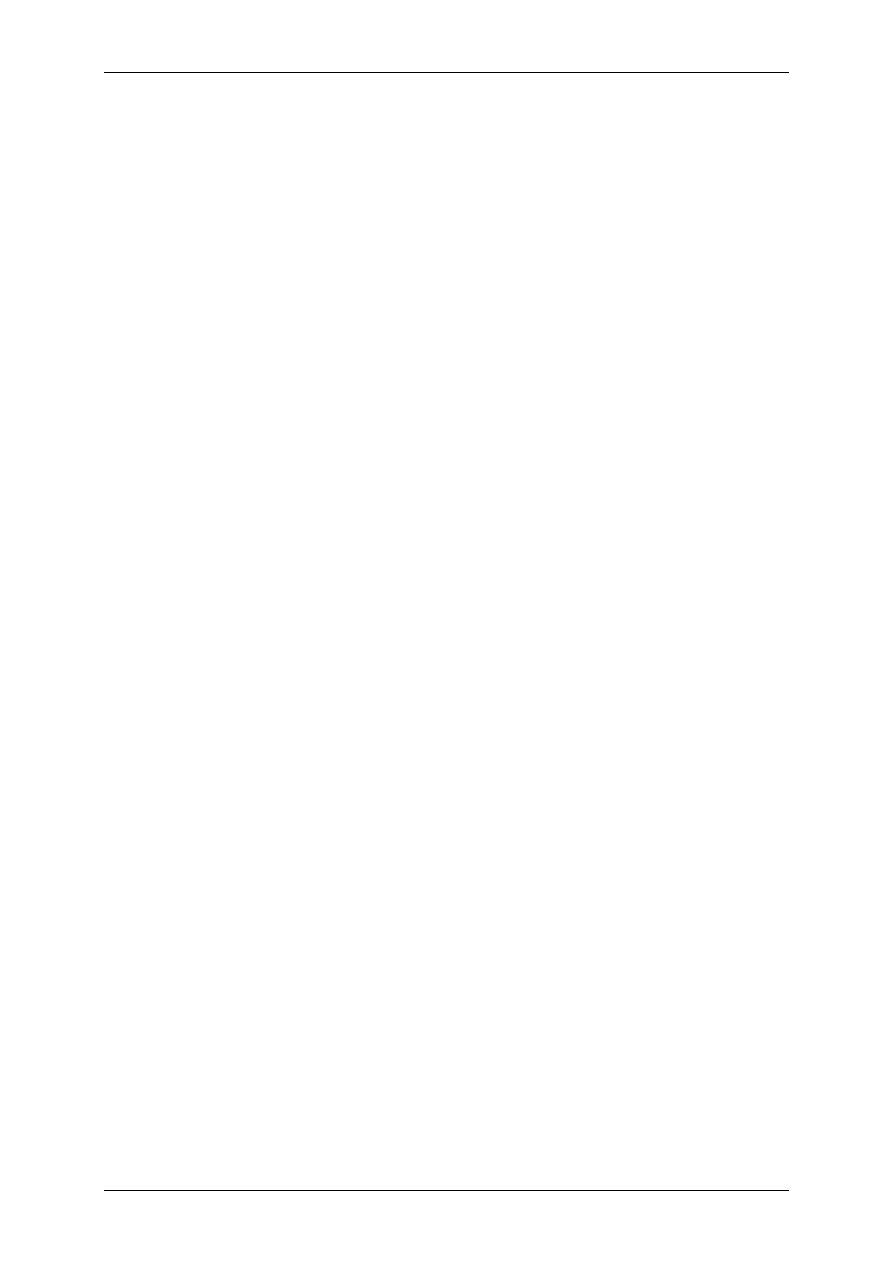
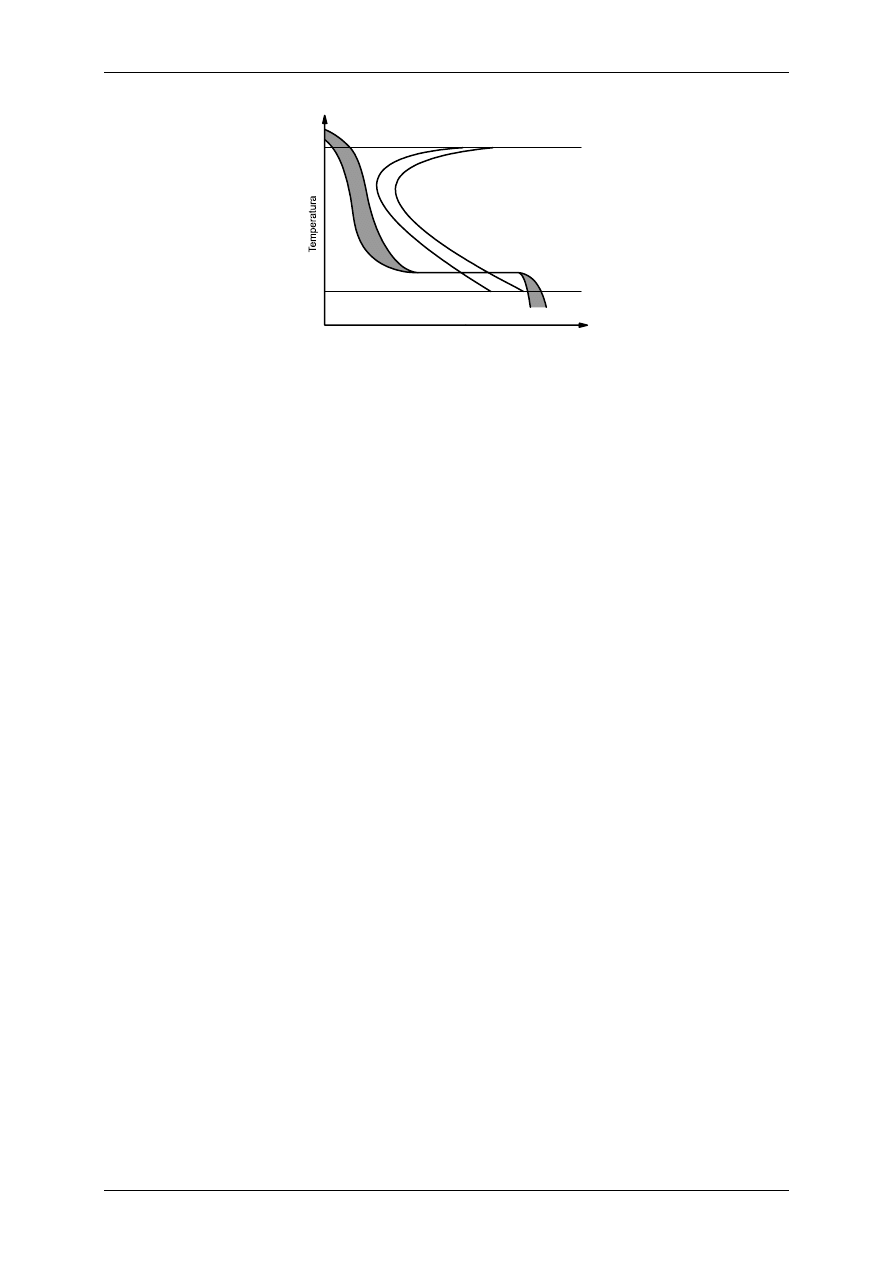
Rys. 2.2. Różne rodzaje hartowania stali
a – hartowanie zwykłe, b – stopniowe, c – z przemianą izotermiczną;
p – powierzchnia, r – rdzeń przedmiotu.
Hartowanie martenzytyczne wraz z odpuszczaniem wysokim nosi nazwę
ulepszania cieplnego.
2.
Rodzaje hartowania
2.1
Hartowanie zwykłe
Hartowanie zwykłe (ciągłe) jest najszerzej stosowanym i najpopularniejszym
rodzajem hartowania. Polega na nagrzaniu stali do temperatury austenityzacji,
wygrzaniu w tej temperaturze i bezpośrednim chłodzeniu z prędkością większą od
krytycznej (także w rdzeniu przedmiotu). Dzięki takim warunkom procesu
powinniśmy uzyskać strukturę martenzytyczną na całym przekroju hartowanego
przedmiotu, w praktyce jednak uzyskujemy ok. 90 % martenzytu na powierzchni oraz
ok. 50 % w pozostałej części.
Szybkość chłodzenia podczas hartowania jest uzależniona od ciepła właściwego
i przewodności cieplnej stali, także od rodzaju ośrodka i wielkości oraz kształtu
przedmiotu. Kluczowy czynnik odgrywa tutaj ośrodek chłodzący, warunkujący
szybkość oziębiania.
Najszybsze chłodzenie powinno występować w zakresie temperatur 700÷450
°C,
w którym, austenit jest najmniej trwały. W temperaturach powyżej oraz poniżej
chłodzenie może odbywać się wolniej, austenit pozostaje wówczas dłużej w stanie
przechłodzonym. Chłodzenie pomiędzy temperaturami M
s
i M
f
powinno być powolne
z uwagi na zmniejszenie naprężeń strukturalnych. Dla większości stali węglowych
temperatura zakończenia procesu przemiany martenzytycznej M
f
leży poniżej zera.
Obróbka Cieplna - Laboratorium.
Gliwice 2006
7
Najogólniej proces hartowania odbywa się następująco: w pierwszej fazie
chłodzenie jest gwałtowne i maleje proporcjonalnie do spadku różnicy temperatur
pomiędzy przedmiotem i ośrodkiem chłodzącym. Podczas chłodzenia w powietrzu nie
uzyskuje się wymaganej szybkości krytycznej dla stali węglowych (przemiana
perlityczna). Jedynie niektóre stale wysokostopowe o małej szybkości krytycznej
hartują się w powietrzu (tzw. stale samohartujące się).
Stale węglowe z reguły hartuje się w wodzie natomiast stale stopowe w oleju.
Oziębianie przy hartowaniu zwykłym można przeprowadzić w cieczy spokojnej lub z
wymuszonym obiegiem, a także za pomocą prasy hartowniczej.
Hartowanie zwykłe stosuje się zwykle dla przedmiotów o małych przekrojach.
Czas
Austenit
Ac
1,3
M
s
p
r
Martenzyt
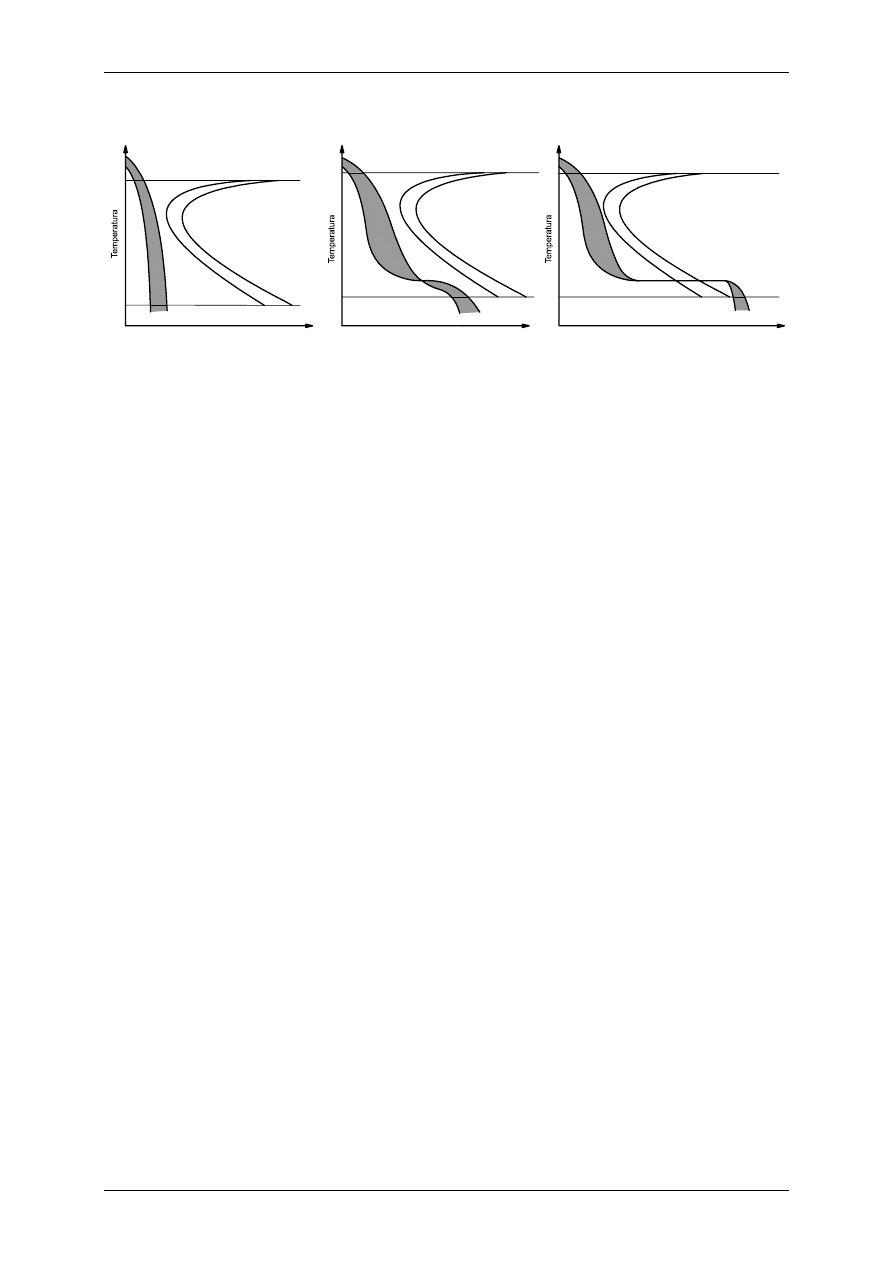
Rys. 3.1. Hartowanie zwykłe
2.2
Hartowanie stopniowe
Hartowanie stopniowe polega na nagrzaniu stali powyżej temperatury Ac
3
,
wygrzaniu w tej temperaturze, następnym zanurzeniu w kąpieli solnej o temperaturze
nieznacznie (20÷40
°C) wyższej od M
s
(potrzebnym na wyrównanie temperatury na
całym przekroju) i powolnym chłodzeniu w powietrzu. Wytrzymanie przedmiotu w
kąpieli solnej ma na celu zmniejszenie do minimum naprężeń cieplnych powstających
podczas hartowania. Ten rodzaj hartowania zmniejsza także naprężenia strukturalne
przez przedłużenie przebiegu przemiany martenzytycznej, częściowo zmniejsza
odkształcenia i zapobiega powstaniu pęknięć.
Ograniczeniem stosowania tej metody jest zmniejszenie prędkości chłodzenia
do temperatury M
s
(pierwsza faza) poprzez zanurzenie w gorącej kąpieli, dlatego aby
proces hartowania mógł być spełniony prędkość ta nie powinna być niższa od
prędkości krytycznej. Hartowanie stopniowe można zatem stosować tylko dla stali
charakteryzujących się dużą hartownością, a przekroje przedmiotów powinny być
Obróbka Cieplna - Laboratorium.
Gliwice 2006
8
mniejsze niż przy hartowaniu ciągłym.
Hartowanie stopniowe stosuję głównie się w obróbce cieplnej narzędzi i części
maszyn (o przekroju nieprzekraczającym 5 mm) ze stali węglowych lub
niskowęglowych oraz przedmiotów o skomplikowanych kształtach.
Czas
Austenit
Ac
1,3
M
s
p
r
Martenzyt
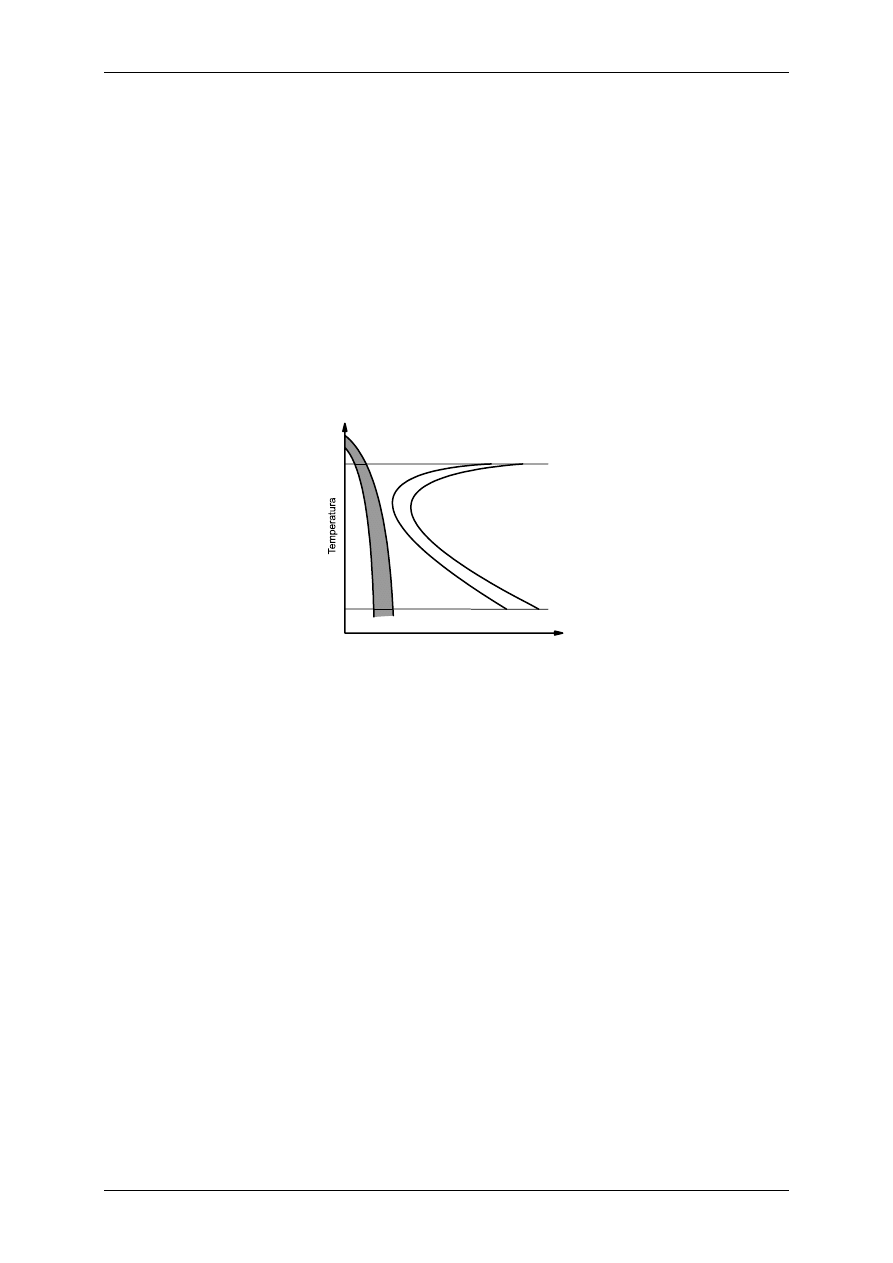
Rys. 3.2. Hartowanie stopniowe
2.3
Hartowanie z przemianą izotermiczną
Hartowanie z przemianą izotermiczną jest rozszerzeniem hartowania
stopniowego. Polega ona na nagrzaniu przedmiotu do temperatury austenityzacji i
wygrzaniu w tej temperaturze. Następnie ochłodzeniu w kąpieli (roztopiona saletra
lub ołów) o temperaturze wyższej od M
s
, wytrzymaniu w tej kąpieli aż do zupełnego
zakończenia przemiany bainitycznej i dowolnym chłodzeniu do temperatury
otoczenia.
Po hartowaniu z przemianą izotermiczną w strukturze na ogół występuje
bainit. Występują także wszystkie pozytywne cechy hartowania stopniowego, tj.
zmniejszenie naprężeń, pęknięć i deformacji.
Hartowanie izotermiczne nadaje materiałowi zbliżone wartości jak hartowanie
z odpuszczaniem (ulepszanie cieplne). Stosuje się je głównie dla przedmiotów o
małych przekrojach (ok. 20 mm), można jednak hartować większe przekroje ze stali
wysokostopowych, które charakteryzują się dużym zakresem trwałości austenitu.
Hartowanie izotermiczne jest jednak procesem długotrwałym, niekiedy
przeciągającym się do kilku godzin.
Obróbka Cieplna - Laboratorium.
Gliwice 2006
9
Czas
Austenit
Ac
1,3
M
s
p
r
c)
Martenzyt
Bainit
Rys. 3.3. Hartowanie z przemianą izotermiczną.
Odmianą hartowania izotermicznego jest hartowanie w celu uzyskania w
strukturze martenzytu i bainitu. Przeprowadza się je podobnie do hartowania
stopniowego, jednak czas wytrzymania w kąpieli wydłuża się aż do otrzymania
częściowej przemiany bainitycznej. Po wyjęciu z kąpieli pozostały austenit rozpada się
na martenzytu i dzięki temu otrzymuje się strukturę bainitu i martenzytu o
pośrednich własnościach. Obróbce takiej poddaje się z reguły narzędzia w celu
zachowania dużej twardości i ciągliwości.
2.4
Hartowanie powierzchniowe
Hartowanie powierzchniowe stosuje się głównie w celu uzyskania zahartowanej
powierzchni przedmiotu z zachowaniem niezmienionego rdzenia. Polega ona na
nagrzaniu powierzchni przedmiotu do temperatury o 50
°C wyższej od temperatury
hartowania dla danej stali i następnym chłodzeniu z prędkością większą od
krytycznej. Grubość warstwy zahartowanej zależy od grubości warstwy nagrzanej
powyżej temp. austenityzacji. Przegrzanie nie powoduje zbytniego rozrostu ziarna
austenitu ze względu na bardzo krótki czas nagrzewania. Powierzchniowo hartuje się
stale węglowe o 0,4÷0,5% zwartości węgla lub niskostopowe o 0,3÷0,6%C.
Cienka warstwa powierzchniowa poddawana hartowaniu wymaga bardzo
szybkiego nagrzania i chłodzenia tak, aby jej ciepło nie zdążyło nagrzać wnętrza
przedmiotu.
Rozróżnia się następujące rodzaje hartowania powierzchniowego, różniące się
metodą nagrzewania powierzchni przedmiotu:
•
Hartowanie powierzchniowe metodą płomieniową – polega na nagrzaniu
przedmiotu za pomocą płomienia ze spalania gazów (palnika) i następnym

Obróbka Cieplna - Laboratorium.
Gliwice 2006
10
chłodzeniu natryskiem wodnym,
•
Hartowanie powierzchniowe metodą indukcyjną – polega na rozgrzaniu
przedmiotu (powierzchni) poprzez szybkozmienne prądy wzbudzone (prądy
wirowe), materiał z reguły jest przeciągany przez cewką indukcyjną,
•
Hartowanie powierzchniowe metodą kąpielową – polega na rozgrzaniu
powierzchni przedmiotu poprzez zanurzenie go na krótką chwilę w kąpieli o
temperaturze na tyle wysokiej, aby powierzchnia zdążyła się nagrzać do
temperatury austenityzacji, chłodzenie następuje pod natryskiem wodnym.
Z wymienionych metod najpopularniejsza staje się metoda indukcyjna ze
względu na możliwość kontrolowania temperatury orz głębokości warstwy nagrzanej.
2.5
Patentowanie
Patentowanie jest szczególnym rodzajem hartowania izotermicznego. Celem
tego rodzaju hartowania jest jednak uzyskanie w strukturze drobnoziarnistego perlitu
i jest stosowane dla drutów lub taśm ze stali o zawartości 0,35÷1%C.
Polega na austenityzowaniu przedmiotu w temperaturze ok. 1100
°C i
oziębianiu do temperatury przemiany izotermicznej, z reguły w kąpieli ołowiowej lub
solnej w temperaturze 400÷550
°C. Dzięki takim zabiegom otrzymuje się strukturę
drobnego perlitu, które po zastosowaniu obróbki plastycznej na zimno zwiększa
wytrzymałość.
3.
Przebieg ćwiczenia
3.1
Próbki poddane hartowaniu.
Materiałem poddanym hartowaniu była stal węglowa oznaczona symbolem
C45E (wg PN-EN 10083-1). Zabiegowi poddano dwie próbki walcowe o wymiarach
30 x 20mm. Jedna z próbek poddana została wygrzewaniu i chłodzeniu w oleju,
natomiast druga wygrzaniu, wstępnym ochłodzeniu na powietrzu i następnym
chłodzeniu w wodzie.
Skład chemiczny stali C45E jest następujący:
Skład chemiczny wytopu (%):
C
0,42 – 0,50
Si
max 0,40
Ciąg dalszy tabeli na
następnej stronie

Obróbka Cieplna - Laboratorium.
Gliwice 2006
11
Mn
0,50 – 0,80
P max
0,035
S max
0,035
Cr max
0,40
Mo max
0,10
Ni max
0,40
V -
Cr + Mo + Ni
max 0,63
3.2
Parametry i przebieg zabiegu hartowania.
Dla próbki wykonanej z materiału C45E zakres temperatury hartowania waha
się w granicach 830 – 860°C dla chłodzenia w oleju. Czas wygrzewania jest natomiast
zależny od wielkości próbki oraz jej kształtu. Czas wygrzewania określa iloczyn
współczynnika kształtu oraz wymiaru dominującego. W naszym przypadku
współczynnik dla walca wnosi 1 natomiast wymiar dominujący 30 (wynik podawany
jest w minutach).
W doświadczeniu parametry były następujące i jednakowe dla obu próbek:
9
Temperatura wygrzewania - 850°C
9
Czas wygrzewania – 30 minut
Chłodzenie z temperatury austenityzowania odbyło się dla jednej próbki
prawidłowo (bezpośrednio w oleju), natomiast dla drugiej próbki było niewłaściwe:
wstępne chłodzenie w powietrzu i następnie w wodzie nie zważając na tworzącą się
wokół próbki strefę powietrza.
3.3
Pomiar twardości – metoda Rockwella.
Dla zahartowanych próbek zbadano twardość korzystając z metody Rockwella.
Pomiar polega na wciskaniu wgłębnika (w naszym przypadku dla skali C jest to
stożek diamentowy) w powierzchnię próbki dwustopniowo w określonych warunkach.
Pomiar trwałego przyrostu głębokości odcisku h pod działaniem określonej siły po
usunięciu głównej siły obciążającej.
Twardość Rockwella oblicza się z wartości h i dwóch stałych wartości N i S
według następującego wzoru:
S
h
N
HRx
−
=
gdzie: HR oznacza twardość Rockwella, natomiast x – skalę (np. HRC), S
określa jednostkę skali, a N stałą liczbową odpowiednią do skali.
Obróbka Cieplna - Laboratorium.
Gliwice 2006
12
Skalę C (stożek diamentowy o kącie wierzchołkowym 120° i promieni
krzywizny 0,2mm) stosuje się dla elementów hartowanych ze względu na wysoką ich
twardość. Popularnie stosowana jest także skala B (kulka stalowa o średnicy
1,587mm), jednak dla przedmiotów hartowanych wykazuje zbyt małą twardość, co
może spowodować uszkodzenie twardościomierza.
Dla stożka diamentowego (skale A, C i D) wzór jest następujący:
002
,
0
h
100
HRC
−
=
natomiast dla kulki stalowej (skale B, E, F, G, H i K):
002
,
0
h
130
HRB
−
=
Skala HRC charakteryzuje się następującymi parametrami:
Siła obciążająca wstępna – 98,07 N,
Siła obciążająca główna – 1373 N,
Siła obciążająca całkowita 1471 N.
Czas przejścia siły obciążającej wstępnej do siły obciążającej całkowitej
powinien wynosić 1 do 8 sekund, natomiast czas działania siły obciążającej całkowitej
(pomiar) powinien trwać 4 sekundy (
±2 sekundy). Zakres stosowania skali C wynosi
20 do 70 HRC.
3.4
Zestawienie wyników.
W doświadczeniu uzyskano następujące wyniki pomiaru twardości:
9
Próbka surowa: 37.5, 29, 33, 29, 34, 33 [HRC],
9
Próbka niewłaściwie hartowana: 20.5, 28, 29, 26, 27, 26 [HRC],
9
Próbka hartowana w oleju: 37, 38, 35.5, 39, 35, 36, 35 [HRC].
Wartości średnie wynoszą odpowiednio:
9
Próbka surowa: 32.58 [HRC],
9
Próbka niewłaściwie hartowana: 26.08 [HRC],
9
Próbka hartowana w oleju: 36.50 [HRC].
Skala B posiada zakres 20 do 100 HRB. Maksymalny zakres (100 HRB)
odpowiada wartości 20 HRC, czyli najniższemu zakresowi skali C. Stąd wnioskujemy,
że skala B nie nadaje się do pomiaru zahartowanych materiałów.
Wyniki możemy przliczyć na skalę Brinella (HB). Przy pomiarze twardości
metodą Brinella, w próbkę metalu wciska się kulkę z węglików spiekanych. Średnica
Obróbka Cieplna - Laboratorium.
Gliwice 2006
13
kulki wynosi 1 do 10 mm, a czas oraz siła docisku jest zależna od rodzaju materiału i
grubości próbki.
Wynik pomiaru metodą Brinella ustala się wg wzoru:
]
mm
N
[
S
F
HB
2
=
gdzie: F – jest siłą obciążającą, a S – powierzchnią odcisku.
Wartości średnie wynoszą odpowiednio dla skali Brinella (podane wartości
zostały przybliżone do wartości podanych w nawiasach):
9
Próbka surowa: 308 [HB] (dla 32 HRC),
9
Próbka niewłaściwie hartowana: 245 [HB] (dla 22 HRC),
9
Próbka hartowana w oleju: 340 [HB] (dla 36 HRC).
Wartość twardości HRC podana w normie dla stali C45E, jest zależna od
odległości od czoła hartowanej próbki i wynosi odpowiednio:
Odległość od hartowanego czoła [mm]
Gatunek
Numer
materiałowy
Symbol
hartowności
Zakres
1 2 3 4 5 7 8 8 9 10
max 62 61 61 60 57 51 44 37 34
33
C45E 1.1191
+H
min 55 51 37 30 28 27 26 25 24
23
Przyjmując, że pomiar na próbkach wyznaczono w okolicach połowy promienia
próbki oraz na zeszlifowanej powierzchni, która też uległa zahartowaniu, odległość od
hartowanego czoła wynosi ok 1÷2 mm. Hartowane czoło próbki znajduje się bowiem
na powierzchni, która uległa zeszlifowaniu. Przyjmując wielkość zeszlifowania ok 1÷2
mm wartość twardości według normy powinna mieścić się w zakresie od ok 55 do 62
HRC.
3.5
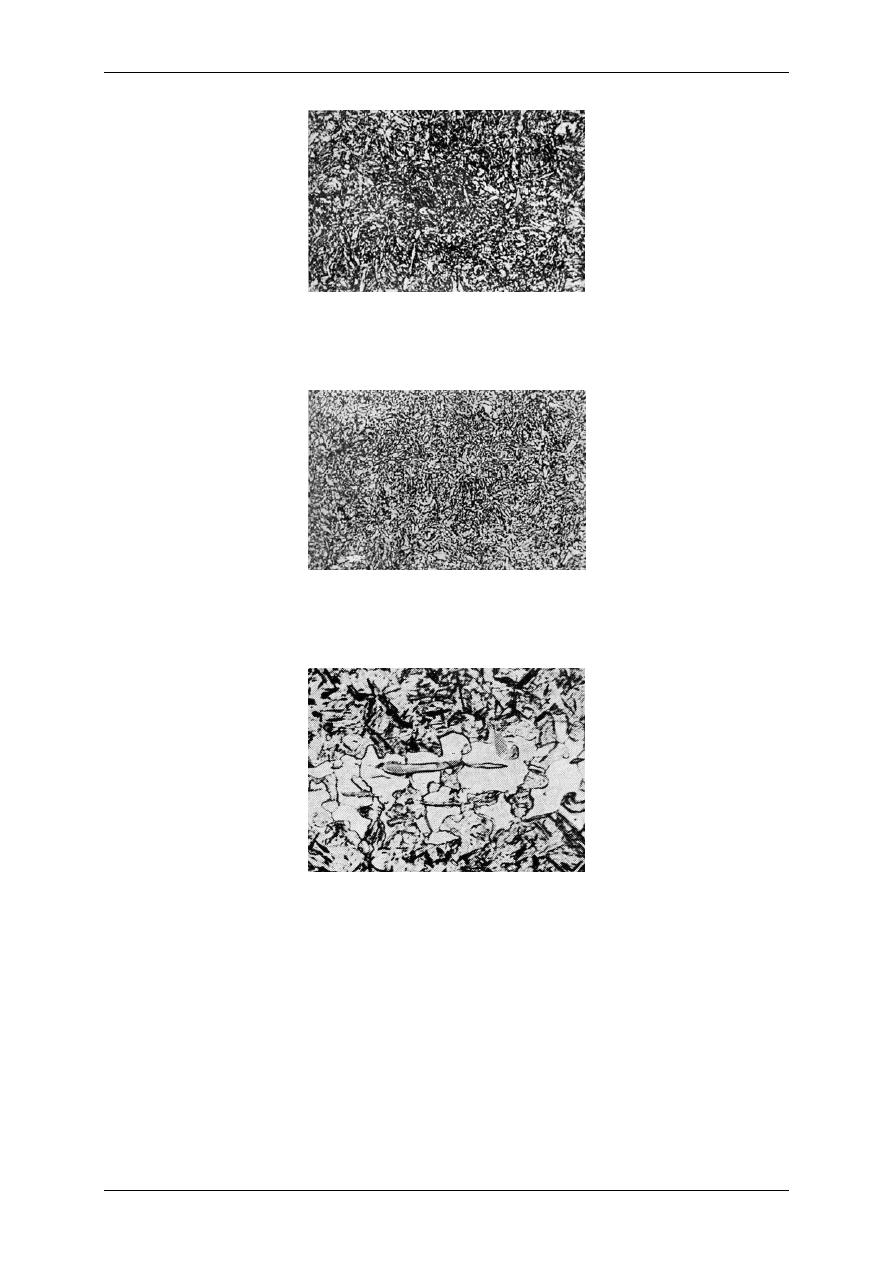
Struktury stali C45E.
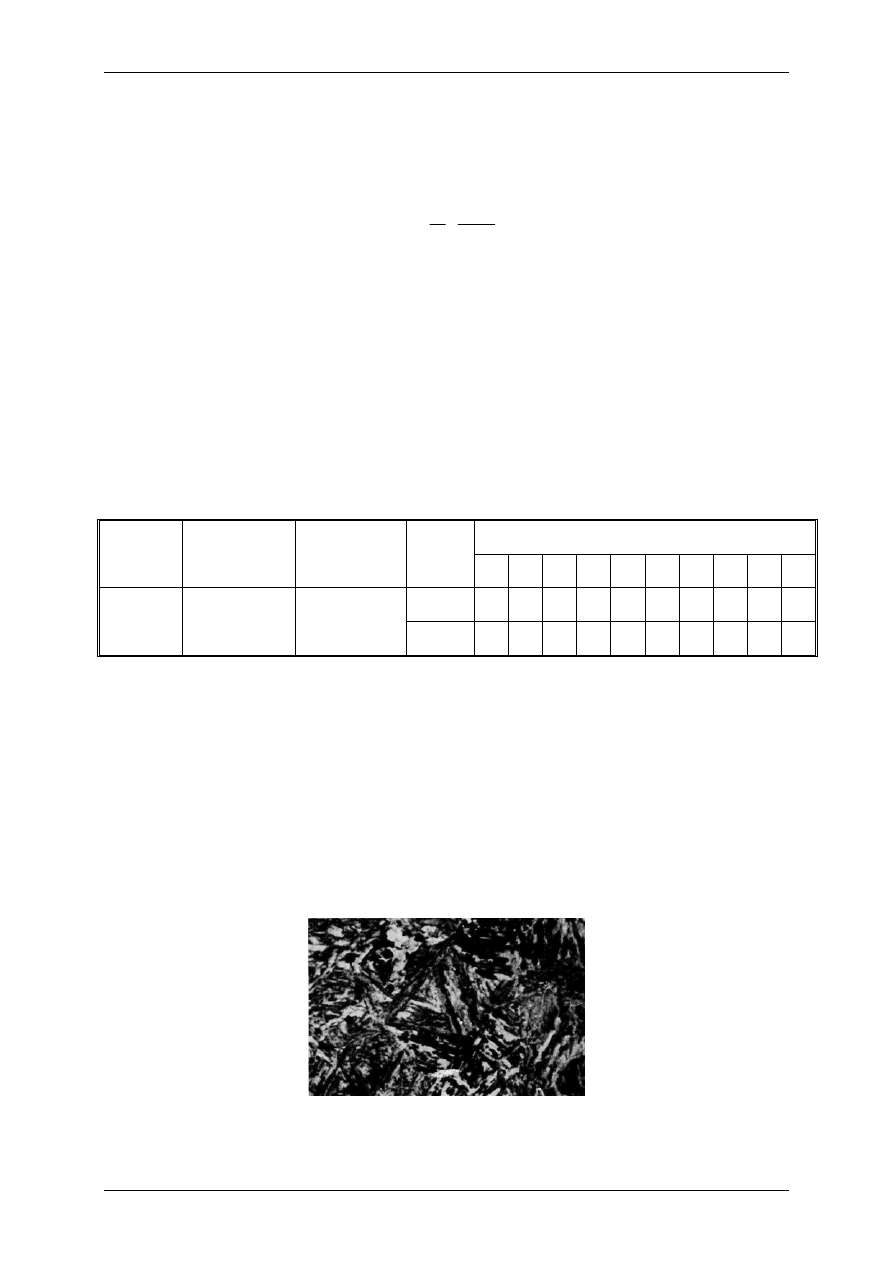
Ryc
3.5.1 Martenzyt (hartowanie 900°C) – układ iglasty, w środkowej części zdjęcia
charakterystyczne ułożenie igieł (zwany „Heynit”); pow 1000x, nital.
Obróbka Cieplna - Laboratorium.
Gliwice 2006
14
Ryc
3.5.2 Ulepszanie cieplne – hartowanie i odpuszczanie średnie; struktura martenzytu
odpuszczonego (troostyt), układ iglasty jako pozostałość po strukturze martenzytycznej;
pow
500x,
nital.
Ryc 3.5.3
Ulepszanie cieplne – struktura sorbityczna, typowa dla stali cieplnie ulepszonej, w osnowie
ferrytu b. drobne ziarenka cementytu, prawie niewidoczne przy takim powiększeniu;
pow
500x,
nital.
Ryc 3.5.4
Hartowanie niezupełne (750°C) – ferryt i martenzyt, jasne ziarna ferrytu w osnowie
martenzytu iglastego, wydłużone wtrącenia w ferrycie charakteryzują pasma
niejednorodne, bogatsze w fosfor, których przeprowadzanie w roztwór stały wymaga
wyższych temperatur oraz dłuższych czasów wygrzewania; wada spowodowana
niejednorodnością
składu
chemicznego
oraz zbyt niską temperaturą hartowania;
pow
x500,
nital.
Obróbka Cieplna - Laboratorium.
Gliwice 2006
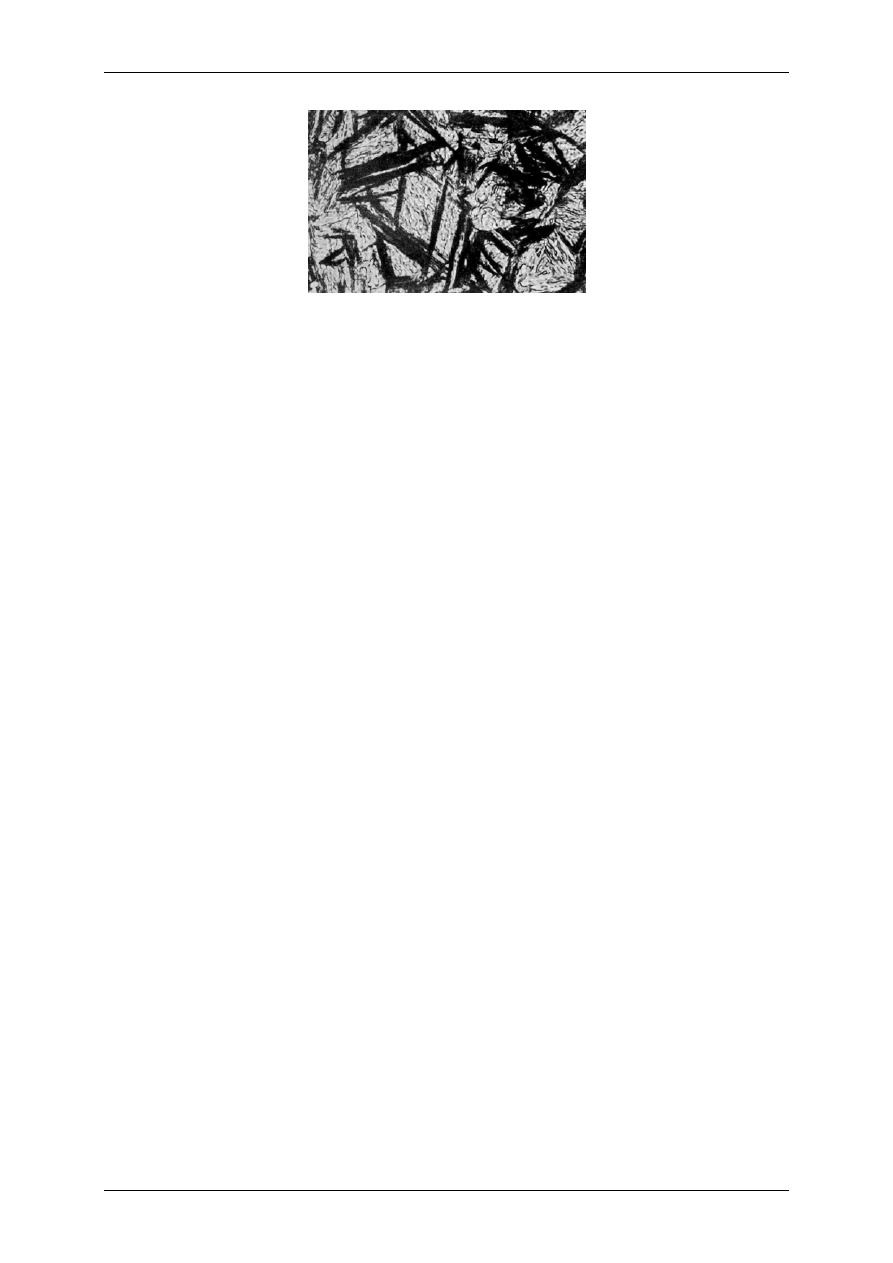
15
Ryc 3.5.5 Hartowanie izotermiczne (860°C/sól, 350°C/20sek/woda) – grube, ciemne igły
bainitu ułożone gdzieniegdzie pod kątem 60°, w osnowie drobnoiglastego
martenzytu; pow 2000x, nital.
4.
Odpuszczanie
Odpuszczanie jest to zabieg cieplny, polegający na nagrzaniu uprzednio za-
hartowanej stali do temperatury poniżej A
c1
, wygrzaniu w tej temperaturze a
następnie chłodzeniu.
Celem tego zabiegu jest podwyższenie własności plastycznych zahartowanej
stali. Rozróżnia się kilka zakresów temperatur odpuszczania, zaznaczających się mniej
lub bardziej wyraźnie zmianami w strukturze. W szczególności, zmiany struktury
zahartowanej stali nadeutektoidalnej mają przebieg następujący:
Do ok. 80 °C nie zachodzą żadne wyraźne zmiany.
Od 80-200°C zaznacza się zanik tetragonalności sieci martenzytu spowodowany
wydzieleniem węgla w postaci subdyspersyjnej (węglik
ε, ~Fe
x
C). Na krzywej
dilatometrycznej obserwuje się skurcz. Powstaje martenzyt odpuszczony jako
niejednorodny roztwór stały węgla w ferrycie i bardzo drobne cząstki węglika
ε. Przy
dalszym wzroście temperatury odpuszczania, do ok. 250 °C, występuje wzrost
objętości tłumaczony przemianą austenitu szczątkowego w bainit (zakres 17). Jeżeli
odpuszczanie zostaje zakończone zanim wszystek austenit szczątkowy przemieni się w
bainit (w tym zakresie temperatur czas trwania przemiany bainitycznej jest wg
krzywych CTP na ogół długi), podczas chłodzenia pozostały austenit szczątkowy
przemienia się w martenzyt. W badaniu mikroskopowym zgładu próbki zahartowanej
widoczne są w osnowie ciemnych igieł martenzytu jasne pola austenitu szczątkowego.
W przypadku wyższej zawartości węgla niż eutektoidalna oraz wyższej temperatury
hartowania ilość austenitu szczątkowego wzrasta; po odpuszczeniu w niskiej
temperaturze pola austenitu szczątkowego ciemnieją, wskutek przejścia w bainit lub

Obróbka Cieplna - Laboratorium.
Gliwice 2006
16
martenzyt odpuszczony.
W zakresie 250-400°C następuje intensywny skurcz próbki (zakres III)
spowodowanej całkowitym wydzieleniem węgla z roztworu przesyconego oraz
przemianą węglika
ε w cementyt. W przypadku stali węglowych powstaje wówczas
łatwo ulegająca natrawieniu struktura martenzytu odpuszczonego, nazywana
tradycyjnie strukturą troostytyczną.
Powyżej 400°C (zakres IV) następuje koalescencja i koagulacja węglików w
ferrycie oraz rekrystalizacja osnowy ferrytycznej. Zanika budowa iglasta, wydzielania
węglików stają się widoczne pod mikroskopem optycznym, szczególnie w stalach
węglowych i niskostopowych. Powstaje struktura sorbityczna.
W temperaturach bliskich A
c1
przy długotrwałym odpuszczaniu koagulacja
wydzieleń cementytu (lub węglików) zachodzi tak dalece, że powstaje struktura
sferoidytu składająca się ze stosunkowo dużych cząstek węglików o kształcie
sferoidalnym w osnowie ferrytycznej.
W praktyce wyodrębnia się trzy zakresy temperatur odpuszczania, tzw. niskie
w temperaturze poniżej 300 °C, średnie w zakresie 300-500 °C i wysokie powyżej
500°C. Po przeprowadzeniu takiego zabiegu otrzymuje się struktury martenzytu
odpuszczonego lub sorbitu, wyraźnie się różniące własnościami — głównie twardością
i plastycznością.
Połączenie zabiegów hartowania i wysokiego odpuszczania określa się nazwą
„ulepszanie cieplne”, które stosuje się przeważnie do stali konstrukcyjnych w celu
uzyskania optymalnych własności mechanicznych przy możliwości obróbki
skrawaniem. Szybkość nagrzewania oraz czas wygrzewania zależą od wielkości i
kształtu przedmiotów. Stale węglowe po odpuszczaniu studzi się na powietrzu,
niektóre stale stopowe (Cr, Ni, Mn) należy chłodzić w wodzie lub oleju, w celu
zapobieżenia kruchości odpuszczania.
5.
Wyżarzanie
5.1
Wyżarzanie rekrystalizujące.
Metale i stopy odkształcone plastycznie na zimno wykazują w porównaniu ze
stanem wyjściowym zwiększoną energie wewnętrzną wynikającą z dużej gęstości wad
sieci krystalicznej, w wyniku tego wzrasta stopniowo opór odkształcenia materiału w

Obróbka Cieplna - Laboratorium.
Gliwice 2006
17
trakcie dalszej obróbki plastycznej i aby ją kontynuować, należy stosować coraz
większe siły nacisku. Zmagazynowana energia odkształcenia zwiększa energię
swobodną materiału, w wyniku czego pozostaje on w stanie równowagi metastabilnej.
Wydzielanie energii Zmagazynowanej i powrót materiału do stanu równowagi
stabilnej zachodzi w szeregu procesów fizycznych zwanych ogólnie rekrystalizacją.
Podczas wyżarzania rekrystalizującego zachodzą procesy:
1.
Zdrowienie,
2.
Rekrystalizacja pierwotna,
3.
Rozrost ziarn,
4.
Rekrystalizacja wtórna.
Zdrowienie jest procesem aktywowanym cieplnie prowadzącym do
przegrupowania dyslokacji w konfiguracje o niższej energii jak i również do
częściowego zmniejszenia gęstości dyslokacji oraz zmniejszenia stężenia defektów
punktowych.
Rekrystalizacja pierwotna rozpoczyna się w odkształconym metalu po
przekroczeniu tzw. Temperatury rekrystalizacji. Definiuje się ją jako tworzenie i
wzrost zarodków nowych ziarn. Rekrystalizacja pierwotna obejmuje kolejne objętości
materiału odkształconego i kończy się powstaniem ziarn rekrystalizowanych w całej
jego objętości.
Rozrost rekrystalizowanych ziarn zachodzi przez migracje szerokokątowych
granic i prowadzi do uzyskania struktur o ziarnach oddzielonych granicami
prostoliniowymi.
Rekrystalizacja wtórna występuje w przypadku nagrzania metalu do
temperatur o kilkaset stopni powyżej temperatury rekrystalizacji. Charakteryzuje ją
selektywny rozrost ziarn kosztem zrekrystalizowanch obszarów po zakończonej
rekrystalizacji pierwotnej.
Przywrócenie struktury oraz własności, jakie materiał posiadał przed
odkształceniem plastycznym, wymaga nagrzania go do określonej temperatury zwanej
temperaturą rekrystalizacji. Temperatura ta zależy głownie od temperatury topnienia
metali i stopów. Zależność pomiędzy temperaturą topnienia T
t
i rekrystalizacji T
r
określa wzór empiryczny:
a
T
T
t
r
⋅
=
gdzie: a – współczynnik proporcjonalności.

Obróbka Cieplna - Laboratorium.
Gliwice 2006
18
Ustalono doświadczalnie, że dla metali o bardzo dużej czystości współczynnik
a=0,35÷0,6, a dla stopów będących roztworami stałymi a=0,7.
Temperatura rekrystalizacji jest ważnym parametrem w praktyce
przemysłowej, gdyż stanowi granicę oddzielającą proces obróbki plastycznej na zimno
i na gorąco.
W celu przywrócenia plastyczności metalu stosuje się międzyoperacyjne
wyżarzanie rekrystalizujące pozwalające na przeprowadzenie kolejnych operacji
odkształcenia plastycznego. Ten rodzaj wyżarzania stosuje się w procesach
technologicznych obróbki plastycznej na zimno: prętów, taśm, blach i rur. Prowadzi
się go w takich warunkach, aby materiał uzyskał ziarno o określonej wielkości
determinujące optymalne własności do dalszego przerobu technologicznego. W celu
otrzymania określonych własności gotowego wyrobu stosuje się tzw. Końcowe
wyżarzanie rekrystalizujące. Po wyżarzaniu końcowym można uzyskać gotowy wyrób
w postaci drutu, taśmy itp. w stanie twardym, półtwardym lub miękkim.
5.2
Wyżarzanie normalizujące.
Wyżarzanie to polega na nagrzaniu stali do stanu austenitycznego, wygrzaniu
w tej temperaturze i następnym chłodzeniu w spokojnym powietrzu, co najmniej do
temperatur podkrytycznych. Temperaturę wyżarzania normalizującego dla
określonego gatunku materiału podają zwykle karty materiałowe. Czas grzania
natomiast zależy od przekroju wyżarzanego materiału.
Duży wpływ na strukturę i własności uzyskane w wyniku operacji wyżarzania
wywiera wielkość przekroju przedmiotu oraz szybkość chłodzenia.
Praktycznie wyżarzaniu normalizującemu poddaje się stale o dostatecznie dużych
szybkościach chłodzenia oraz staliwo i żeliwo. Nie znajduje ono zastosowania dla stali
stopowych o małych szybkościach chłodzenia.
5.3
Wyżarzanie zupełne.
Wyżarzanie zupełne różni się od normalizowania sposobem chłodzenia. Polega
ono na nagrzaniu przedmiotów o 30÷50°C powyżej linii GSE, wygrzaniu w tej
temperaturze i następnie powolnym ich chłodzeniu w zakresie temperatur
krytycznych. Najczęściej po austenityzowaniu stosuje się bardzo powolne chłodzenie

Obróbka Cieplna - Laboratorium.
Gliwice 2006
19
wsadu z piecem. Dzięki temu uzyskuje się strukturę bardziej zbliżoną do
równowagowej aniżeli po wyżarzaniu normalizującym. Celem tego wyżarzania jest
zmniejszenie niejednorodności struktury i wielkości ziarna, polepszenie ciągliwości i
obrabialności materiału. Poddaje się niemu stale, dla których szybkość chłodzenia w
spokojnym powietrzu stosowana podczas wyżarzania normalizującego jest większa od
krytycznej.
5.4
Wyżarzanie izotermiczne.
Posiada ono podstawy analogiczne jak normalizujące i zupełne, różni się
natomiast od nich sposobem chłodzenia. Po austenityzowaniu stosuje się szybkie
chłodzenie do temperatury
Nieco poniżej A
r1
, a następnie przetrzymuj się w niej przez czas niezbędny do
zakończenia przemiany perlitycznej; dalsze chłodzenie do temperatury otoczenia jest
prowadzone z dowolną szybkością. Taki przebieg wyżarzania izotermicznego skraca
czas jego trwania w porównaniu z wyżarzaniem zupełnym 2 – 3-krotnie.
6.
Obróbka cieplna dla stali C45E
Materiałem wykorzystanym w doświadczeniu były walcowe próbki ze stali
C45. Jako, że praktycznie przeprowadzono tylko zabieg hartowania, parametry dla
pozostałych zabiegów stosowanych dla tej stali zostaną wypisane poniżej.
9
Hartowanie
o Temperatura – 820÷860°C
o Środek hartowniczy – woda lub olej
9
Odpuszczanie
o Temperatura – 550÷660°C
o Czas odpuszczania minimum 60 minut
9
Próba hartowania od czoła
o Temperatura – 850±5°C
9
Normalizowanie
o Temperatura – 840÷880°C
o Czas austenityzowania minimum 30 minut

Obróbka Cieplna - Laboratorium.
Gliwice 2006
20
7.
Wnioski
Badanie miało na celu wyznaczenie zależności pomiędzy dwoma rodzajami
chłodzenia: prawidłowym oraz nieprawidłowym. Dzięki badaniu twardości mogliśmy
ocenić prawidłowość uzyskanej struktury i odnieść uzyskane wyniki do normy.
Analizując wyniki możemy łatwo zauważyć, że obie próbki zostały
zahartowane nieprawidłowo. Prześledźmy zatem zabiegi dla poszczególnych próbek.
Próbka chłodzona w wodzie została wstępnie ochłodzona (kilka sekund) w powietrzu,
co oczywiście spowodowało hartowanie z temperatury niższej niż wymagana. Po
drugie próbka została ochłodzona w wodzie nie przygotowanej do hartowania (tzn.
bez wymaganych dodatków), czyli podczas chłodzenia wokół materiału utworzyła się
warstwa powietrza otaczająca próbkę. Taka sytuacja oczywiście negatywnie wpływa
na proces chłodzenia, zmniejszając jego prędkość, zgodnie z teorią przemiany
perlitycznej.
Prawidłowe chłodzenie zostało zapewnione próbce chłodzonej w oleju. Tutaj
wyniki także w znacznym stopniu odbiegają od znormalizowanych. Przyjmując, że
jeśli olej był prawidłowy, błędy mogły być spowodowane niewłaściwymi warunkami
wygrzewania. Do warunków tych możemy zaliczyć niewłaściwą temperaturę wewnątrz
pieca, która mogła być zależna także od umiejscowienia próbki.
Należy także zaznaczyć, że norma umożliwia chłodzenie próbek w wodzie lub
oleju, zatem jeżeli chłodziliśmy próbki w oleju interesować powinny nas niższe
wartości twardości, zgodnie z teorią przemiany bainitycznej.
Podsumowując: twardość obu próbek nie mieści się w zakresach
znormalizowanych. Jednak próbka hartowana w oleju wykazuje własności bliższe
znormalizowanym, stąd można przyjąć prawidłowość przebiegu zabiegu tylko dla tej
próbki.

Obróbka Cieplna - Laboratorium.
Gliwice 2006
21
8.
Bibliografia
[1]
Dobrzański L.A.: Metaloznawstwo i obróbka cieplna stopów metali.
Wydawnictwo Politechniki Śląskiej, Gliwice 1995.
[2]
Staub F.: Metaloznawstwo. Wydawnictwo „Śląsk”, Katowice 1979.
[3]
Szewieczek D.: Ćwiczenia laboratoryjne z obróbki cieplnej stopów metali.
Wydawnictwo Politechniki Śląskiej, Gliwice 1992.
Wykorzystane normy
[4]
PN-EN 10083-1+A1 „Stale do ulepszania cieplnego.”
[5]
PN-EN ISO 6508-1 „Pomiar sposobem Rockwella. Część 1: Metoda badań.”
[6]
PN-93/H-01200 „Obróbka cieplna metali i stopów. Terminologia.”
[7]
Atlas metalograficzny
Wyszukiwarka
Podobne podstrony:
obróbka cieplna (tem6), Sprawka
Sprawko spawalnictwo 1, studia, studia Politechnika Poznańska - BMiZ - Mechatronika, 2 semestr, obro
Sprawko spawalnictwo 1, obróbka plastyczna, Obróbka Cieplna i Spawalnictwo
Str.5 - Obróbka cieplna, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje,
Sprawko spawalnictwo 2, obróbka plastyczna, Obróbka Cieplna i Spawalnictwo
Sprawko spawalnictwo 3, obróbka plastyczna, Obróbka Cieplna i Spawalnictwo
07. Obróbka cieplna, Politechnika Lubelska, Studia, Studia, Sprawka 5 semestr, technologia maszyn tu
Sprawko spawalnictwo 3, studia, studia Politechnika Poznańska - BMiZ - Mechatronika, 2 semestr, obro
Krystaliczna struktura metali - laborka, Automatyka i Robotyka, Semestr 3, Obróbka cieplna i powier
sprawko 8 obróbka cieplno chemiczna
Obróbka cieplna, Studia Transport, Sem1, 1semestr, Nauka o Materiałach, Sprawka
Następna laborka, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, Spawalnictwo
sprawko 5 obróbka cieplna
Sprawko spawalnictwo 1, studia, studia Politechnika Poznańska - BMiZ - Mechatronika, 2 semestr, obro
Sprawko spawalnictwo 1, obróbka plastyczna, Obróbka Cieplna i Spawalnictwo
Obróbka cieplna sprawko nr 2 Natalia Znojkiewicz
więcej podobnych podstron