
NOWOCZESNE
TECHNOLOGIE PRODUKCJI
PREFABRYKATÓW
Z BETONÓW.
Wykonał: Krzysztof Mukawa
WPŁYW METODY PRODUKCJI NA CECHY
PREFABRYKATÓW
PLAN PREZENTACJI
Rodzaje zakładów prefabrykacji
Rodzaje zakładów prefabrykacji
Podział elementów prefabrykowanych z
betonu
Podział elementów prefabrykowanych z
betonu
Metody produkcji prefabrykatów
Metody produkcji prefabrykatów
Wpływ metod na cechy prefabrykatów
Wpływ metod na cechy prefabrykatów
RODZAJE ZAKŁADÓW
PREFABRYKACJI
Tradycyjnie zakłady prefabrykacji betonowej dzieli się na
trzy grupy:
zakłady przyobiektowe
zakłady przyobiektowe
zakłady poligonowe
zakłady poligonowe
stałe zakłady
prefabrykacji
stałe zakłady
prefabrykacji

ZAKŁADY PRZYOBIEKTOWE
Zakłady przyobiektowe powstają wówczas, gdy na placu budowy
wytworzyć należy elementy trudne do wykonania metodą monolityczną.
Bardzo często wykonywane w zakładach przyobiektowych są ciężkie i
wielkogabarytowe słupy hal przemysłowych, biegi schodowe, obudowy
szybów windowych.
W takim przypadku korzysta się z typowego wyposażenia placu budowy
(żuraw, betonownia, zbrojarnia, warsztat ciesielski) uzupełniając go o
przenośną formę stendową dla wykonania określonego typu elementu.
Przyobiektowa wytwórnia elementów funkcjonuje do czasu zakończenia
budowy.

ZAKŁADY POLIGONOWE
Zakłady poligonowe zaliczane są do grupy zakładów półstałych
przewidzianych do eksploatacji na okres 3-6 lat. Na przełomie lat
sześćdziesiątych i siedemdziesiątych XX wieku wytwórnie takie
lokalizowane były w centrum budowanego osiedla i wyposaża w
niezbędny sprzęt i urządzenia do seryjnej produkcji elementów.
Wydziela się budynki administracyjne, produkcyjne (zbrojarnia, warsztat
mechaniczny, laboratorium badań betonów), węzły betoniarskie i
kotłownie oraz poligony (na otwartej przestrzeni) z urządzeniami do
produkcji określonych typów elementów.
Obok poligonów lokalizowane są składowiska wyrobów gotowych i
miejsca załadunku prefabrykatów na środki transportowe.
W szczytowym okresie prefabrykacji elementów betonowych (lata 1975-
1978) w Polsce funkcjonowało około 100 wytwórni.

STAŁE ZAKŁADY
PREFABRYKACJI
Stałe zakłady prefabrykacji nazywane potocznie fabrykami domów i
fabrykami fabryk.
Są to zakłady typu przemysłowego, zlokalizowane w halach
produkcyjnych, o masowej i wielkoseryjnej produkcji elementów.
Przyjmuje się zasadę, że wytwórnie stałe są lokalizowane w większych
ośrodkach miejskich, najlepiej przy źródłach surowców, z możliwością
zaopatrzenia w prefabrykaty danego rejonu.
Produkcja elementów jest całkowicie uniezależniona od warunków
klimatycznych. Funkcjonują stałe wytwórnie produkcji mieszanki
betonowej z zadaszonymi składnikami kruszyw, zbrojarnie, warsztaty
renowacji form, laboratorium. Ponadto zakłady posiadają instalacje do
przyspieszania
dojrzewania
betonu,
sprężonego
powietrza,
pneumatyczne i taśmowe ciągi transportu mieszanki betonowej do
urządzeń formujących.

PODZIAŁ ELEMENTÓW
PREFABRYKOWANYCH Z
BETONU
Betonow
e
Żelbeto
we
Sprężon
e
ze względu na technologie wykonania:
PODZIAŁ ELEMENTÓW
PREFABRYKOWANYCH Z
BETONU
Kanalizacja
• Kręgi betonowe
• Kręgi żelbetowe
• Płyty denne i
pokrywy
nastudzienne
• Komory
osadników
Drogi
• Płyty
chodnikowe
• Płyty drogowe
• Krawężniki
• Przepusty
• Kostka brukowa
• Bariery drogowe
• Ekrany
akustyczne
• Elementy
odwodnienia
Linie
teletechniczne
• Studnie kablowe
• Szczudła
żelbetowe
• Belki ustrojowe
• Kanały kablowe
Budownictwo
mieszkalne i
przemysłowego
• Płyty stropowe
• Dachowe płyty
kortytkowe
• Elementy
ścienne
• Słupy i dźwigary
• Bloczki
betonowe
• Ogrodzenia
ze względu przeznaczenie:
METODY PRODUKCJI
PREFABRYKATÓW
BETONOWYCH
• Technologia
wibroprasowan
ia betonu
• Technologia
odlewania
betonu
• Technologia
radialnego
prasowania
betonu
ŻELBETOWYCH
• Technologia
odlewania
betonu
• Formy
bateryjne
SPRĘŻONYCH
• Metoda torów
naciągowych
• Metoda
sztywnych
form

TECHNOLOGIA
WIBROPRASOWANIA BETONU
Elementy betonowe są produkowane metodami pozwalającymi na
zagęszczenie mieszanki betonowej o konsystencji półsuchej
poprzez wibrowanie, prasowanie i ubijanie oraz metodami
łączącymi te działania.
Technika wibroprasowania polega na mechanicznym
zagęszczaniu mieszanki betonowej w wyniku jednoczesnego
oddziaływania za pomocą drgań i nacisku.
Podczas wibroprasowania parametry drgań i ciśnienia prasującego
powinny być tak dobrane, aby się nie znosiły, a ponadto powinny
być dostosowane do składu mieszanki betonowej.
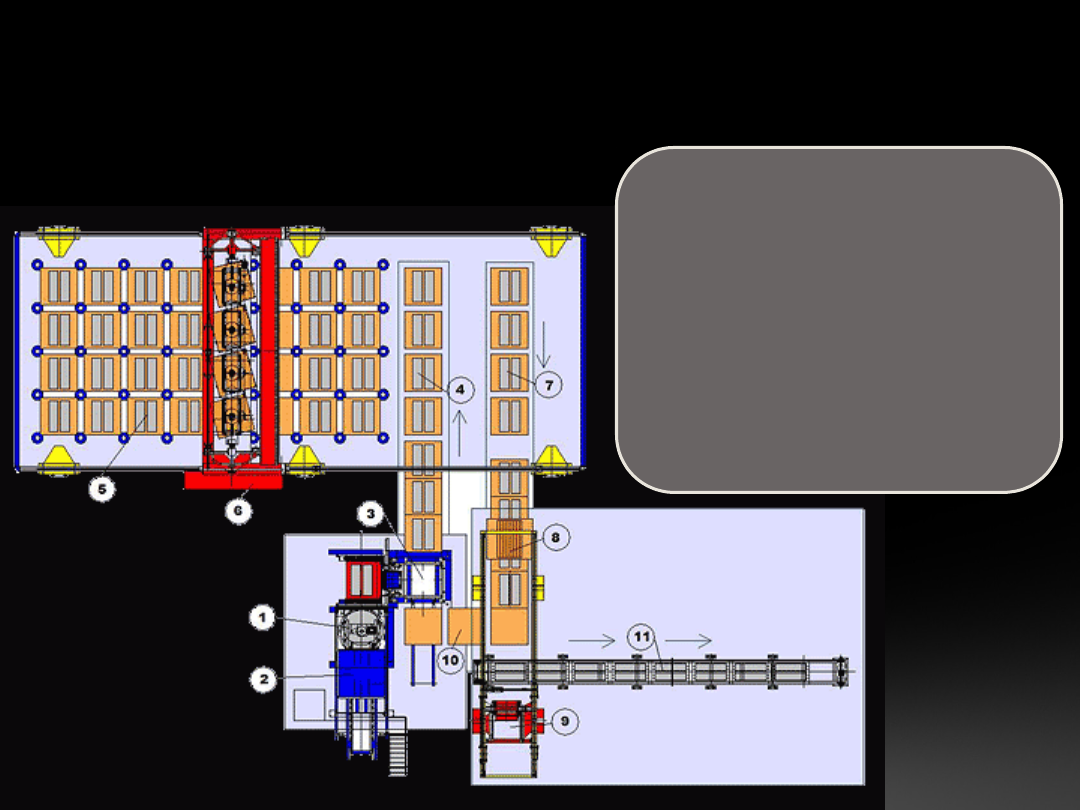
TECHNOLOGIA
WIBROPRASOWANIA BETONU-
SYSTEM ATLAS
1. Stanowisko produkcyjne
2. Silos betonu
3. Stanowisko rozformowywania
4. Przenośnik świeżych wyrobów
5. Regały dojrzewalni
6. Robot bramowy
7. Przenośnik wyrobów
gotowych
8. Paletowanie wyrobów
gotowych
9. Robot składajacy wyroby w
stosy
10. Czyszczenie i natryskiwanie
palet
11. Odbiór wyrobów gotowych
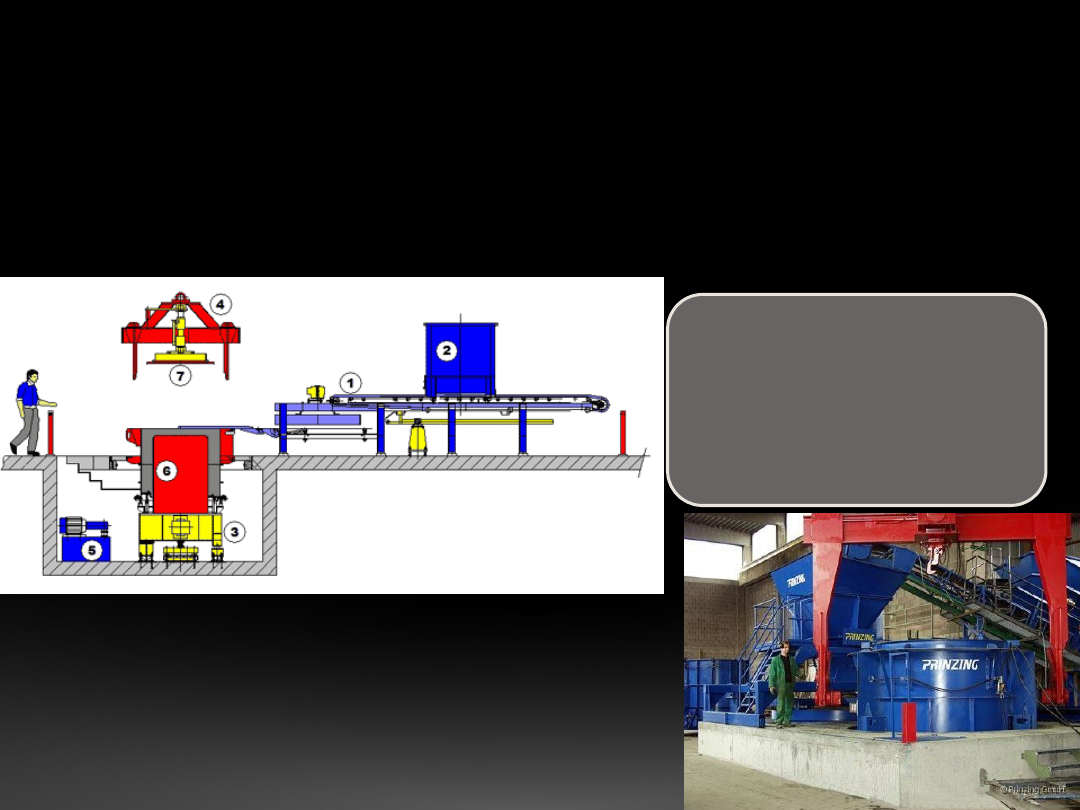
TECHNOLOGIA
WIBROPRASOWANIA BETONU -
SYSTEM ATLAS
1. Podawanie betonu ze
zgarnianiem
2. Silos
3. Jednostka zagęszczająca
4 .Krzyżak podnoszący z
prasą
5. Hydraulika
6.Forma
7. Stempel prasy
1. Stanowisko produkcyjne

TECHNOLOGIA ODLEWANIA
BETONU
W technologii odlewania, formy do najróżniejszych wyrobów są
napełniane mieszanką betonową o konsystencji płynnej i
następnie zagęszczane wibratorami wgłębnymi albo na stołach
wibracyjnych.
Stosując beton samozagęszczający można zrezygnować z jego
zagęszczania.
Gdy beton zwiąże, urządzenie formujące zostaje otwarte, aby
rozformować wyrób.
Urządzenie formujące można napełniać raz, maksymalnie dwa
razy na dobę.
Stosując odpowiednie systemy automatyzacji i większą ilość
urządzeń formujących, można ekonomicznie produkować także
dużą ilość wyrobów.
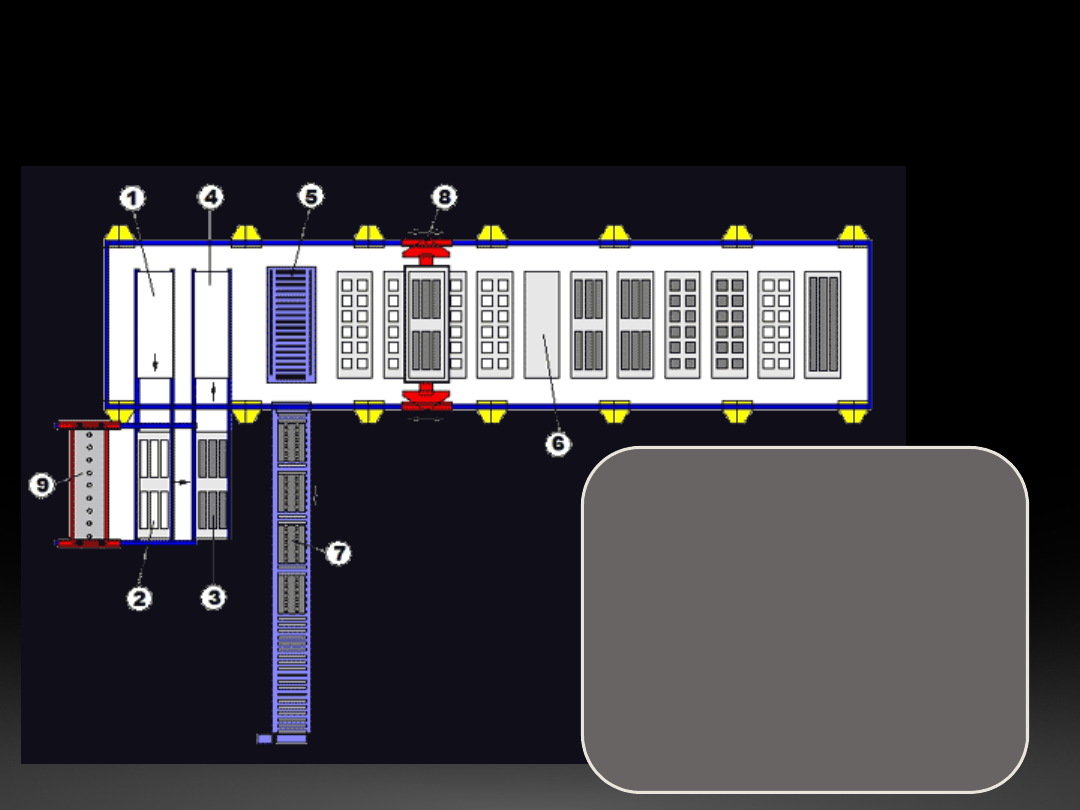
TECHNOLOGIA ODLEWANIA
BETONU
- SYSTEM ZELUS
1.Stanowisko przygotowania
2. Stanowisko napełniania
3. Stanowisko robót
dodatkowych
4. Zabieranie formy przez robota
5. Stanowisko rozformowywania
6. Dojrzewalnia i magazyn form
7. Transporter wyrobów
gotowych
8. Robot suwnicowy
9. Silos z urządzeniem
napełniającym

TECHNOLOGIA ODLEWANIA
BETONU
- SYSTEM ZELUS
1.Stanowisko przygotowania
2. Stanowisko napełniania
6. Dojrzewalnia i magazyn form

TECHNOLOGIA RADIALNEGO
PRASOWANIA BETONU
W przeciwieństwie do technologii wibriprasowania w której beton
jest zagęszczany przez wibracje, w technologii prasowania
radialnego beton jest prasowany promieniowo przez obracającą
się głowicę.
Głowica spełnia klika funkcji, z tego powodu jest zbudowana z
kilku segmentów. Pierwszy segment rozdziela beton, przy czym
ten rozdział odbywa się przeciwbieżnie do prasowania przez drugi
segment. Oprócz tego głowica zawiera trzeci segment, który
wygładza wewnętrzną powierzchnię rury.
Jest to najszybsza technologii produkcji o bardzo niskim poziome
hałasu
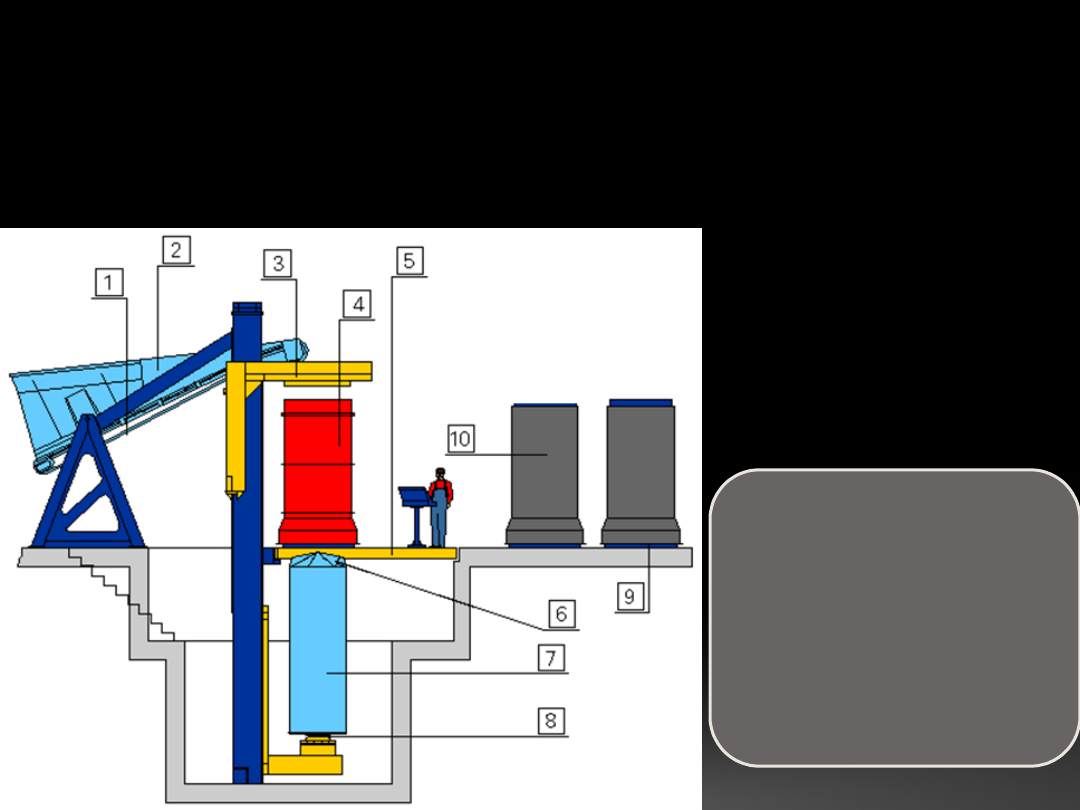
TECHNOLOGIA RADIALNEGO
PRASOWANIA BETONU-SYSTEM
PEGAZ
1. Taśmociąg
2. Silos betonu
3. Wózek
4. Płaszcz formy
5. Stół obrotowy
6. Głowica zagęszczająca
7. Forma
8. Centralny wibrator
9. Pierścień formy
10. Świeży wyrób
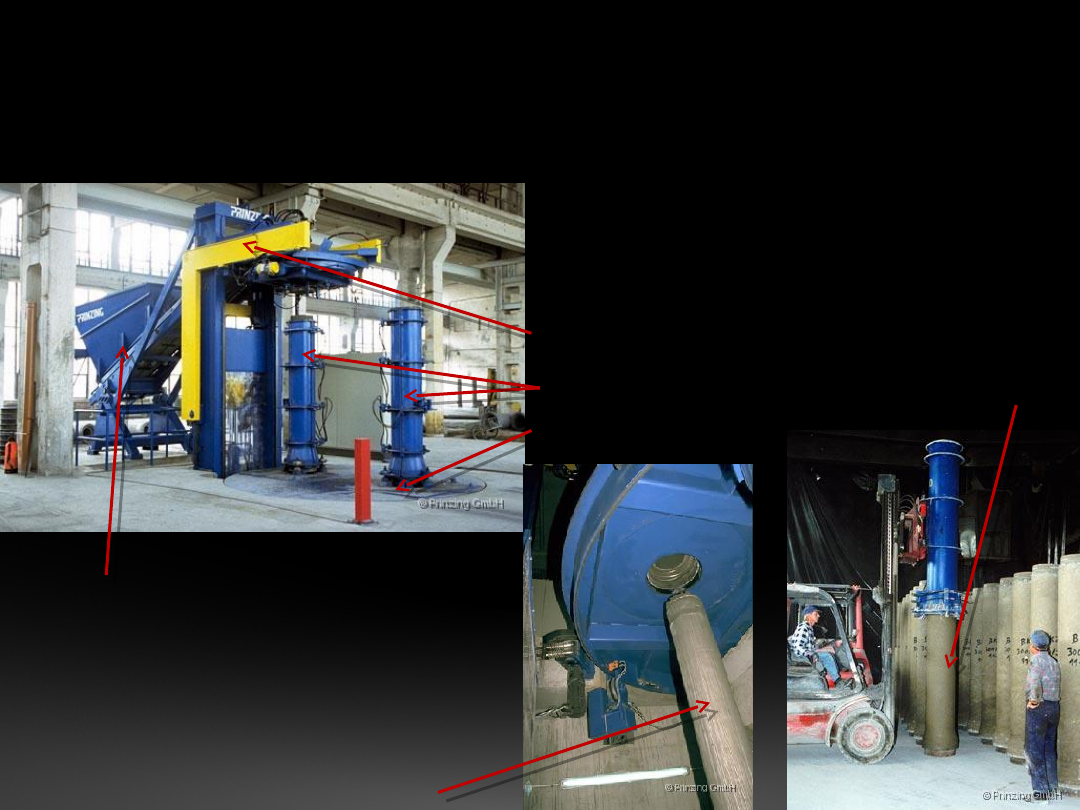
TECHNOLOGIA RADIALNEGO
PRASOWANIA BETONU-SYSTEM
PEGAZ
6. Głowica zagęszczająca z formą
4. Płaszcz formy
5. Stół obrotowy
2. Silos betonu
3. Wózek
10. Świeży wyrób

FORMY BATERYJNE
Formy bateryjne jest odmianą technologii odlewania betonu,
przeznaczone są do produkcji różnego rodzaju elementów
żelbetowych, takich jak: belki nadprożowe, płyty chodnikowe i
drogowe, bariery drogowe, krawężniki drogowe, szczudła
żelbetowe, itp.
Forma bateryjna składa się z dwóch podstawowych elementów:
stołu wibracyjnego oraz elementów formujących kształt wyrobu

FORMY BATERYJNE- BATERIE
TIBAT
FORMY BATERYJNE- BATERIE
BIBAT

METODA TORÓW
NACIĄGOWYCH
Metodę tą wykorzystuje się gdy wykonywane są długie serie
elementów
strunobetonowych, o przekrojach stałych lub nieznacznie
zróżnicowanych.
Elementy produkowane są szeregowo na długości toru, natomiast
naciągu cięgien dokonuje się raz dla całego szeregu. Stanowiska
takie nazywane są torami naciągowymi a na ich końcach znajdują
się masywne konstrukcje oporowe w których kotwi się cięgna
Kształtowanie elementów na takim torze odbywa się za pomocą
stałych lub
przesuwnych form, które nie są obciążone siłami naciągu.
Tor, o płaskim lub korytkowym kształcie, ma zazwyczaj osadzone
elementy umożliwiające ustawianie form prefabrykatów.
Dodatkowe elementy towarzyszące, zazwyczaj przejezdne
umożliwiają transport szkieletu zbrojenia, układanie i
zagęszczanie mieszanki oraz jej pielęgnację. W tym celu tory
naciągowe często umieszczane są w tunelu umożliwiającym
przyśpieszenie dojrzewania betonu.
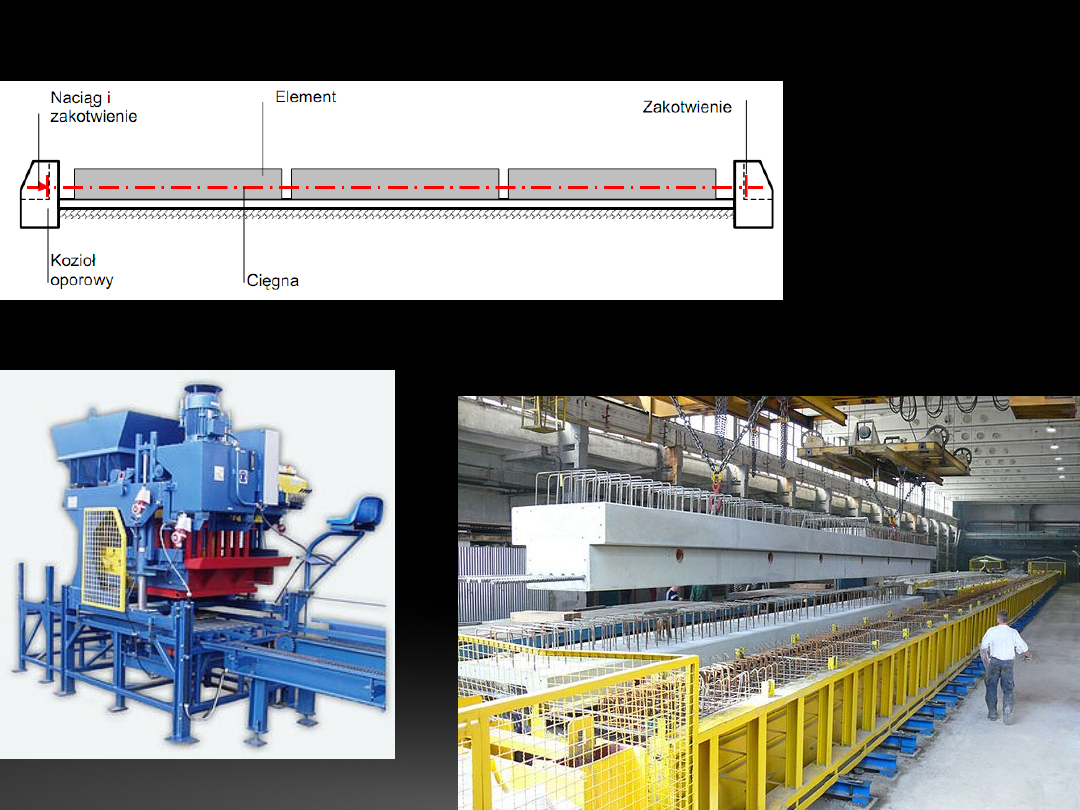
METODA TORÓW
NACIĄGOWYCH
Schemat
Agregat formujący
Belka mostowa strunobetonowa typu "T" na
torze naciągowym o długości 85m
wykonana dla FABET S.A.

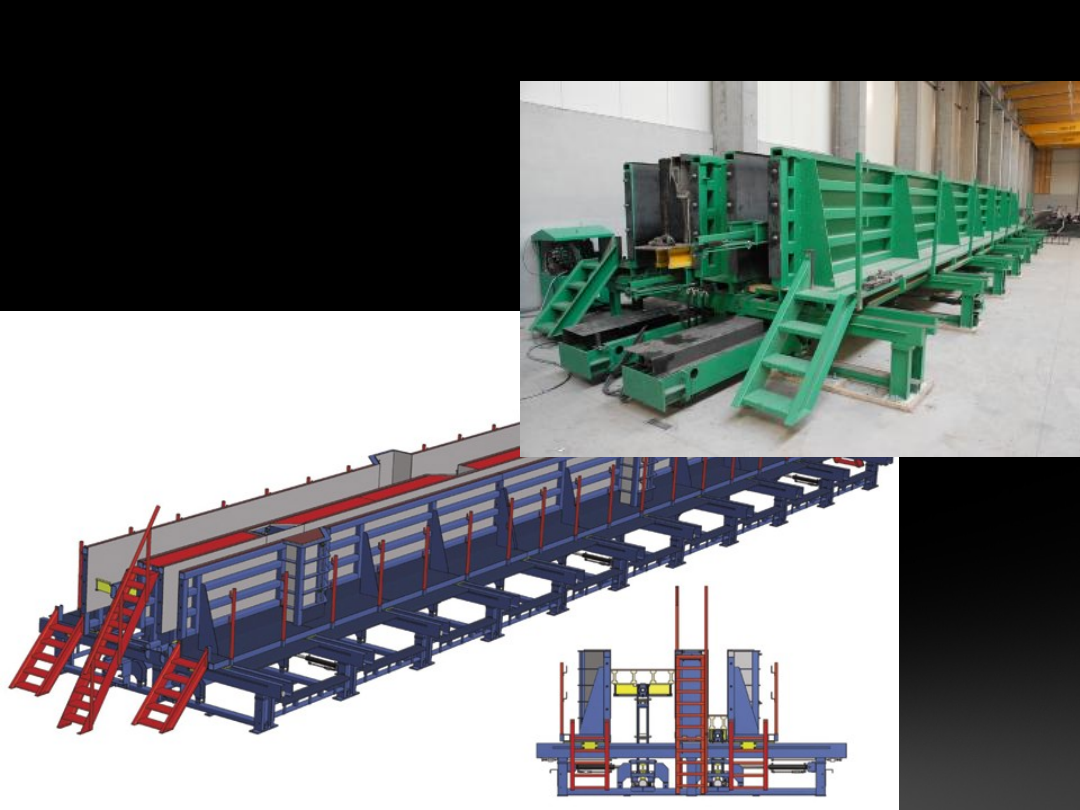
METODA SZTYWNYCH FORM
W tej metodzie naciąg cięgien i ich technologiczne kotwienie
odbywa się w oparciu o czoła formy. Formy muszą być na tyle
sztywne, aby ta siła nie powodowała ich uszkodzenia i deformacji
kształtu elementu.
Metoda sztywnych form jest bardzo zbliżona do wytwarzania
wszelkich prefabrykatów betonowych i żelbetowych. Formy muszą
jednak przenieść siły naciągu cięgien, a zatem muszą być
odpowiednio sztywne i masywne.
W tej metodzie można stosować technologie stacjonarną lub
potokową.
Przy produkcji stacjonarnej, formy są umiejscowione i na jednym
stanowisku przebiega kolejno wszystkie etapy produkcji.
Produkcja potokowa polega na umieszczeniu formy na podwoziu
przejezdnym które porusza się wzdłuż linii kolejnych
wyspecjalizowanych stanowisk, często łącznie z tunelem
przyspieszonego dojrzewania betonu.

METODA SZTYWNYCH FORM
Formy do produkcji podkładów kolejowych
METODA TORÓW NACIĄGOWYCH
I SZTYWNYCH FORM OBEJMUJE:
Przygotowanie cięgien
Przygotowanie zbrojenia pomocniczego
Naciąg cięgien sprężających i ich kotwienie
Ustawienie i zamocowanie form na torze lub przygotowanie agregatu z formą ślizgową
Ułożenie zbrojenia pomocniczego
Układanie mieszanki betonowej
Zagęszczanie betonu i zabiegi pielęgnacyjne przyspieszające dojrzewanie
Rozformowanie
Przekazanie sprężenia na beton
Transport elementów i odpowiednie ułożenie na składowisku
Oczyszczenie form lub część agregatu, kontrola wymiarów form i przygotowanie
produkcji następnej serii

WPŁYW METOD NA CECHY
PREFABRYKATÓW
Współczesnym prefabrykatom betonowym stawia się zdecydowanie
wyższe wymagania jakościowe niż w latach siedemdziesiątych, co
wynika
z
traktowania
gotowego
elementu
jako
ostatecznie
wykończonego.
Funkcje takie sprawują elementy szkieletowe hal i mostów, elementy
elewacyjne budynków, studnie kanalizacyjne, elementy nawierzchni
drogowych typu krawężniki czy kostka brukowa. Do uzyskania takich
efektów przyczyniają się głównie technologie formowania prefabrykatów
betonowych realizowanych poprzez dwa zasadnicze typy urządzeń:
− uniwersalne podkłady formujące przystosowane do wytwarzania
różnych typów prefabrykatów, także wielkogabarytowych,
− w pełni zautomatyzowane agregaty produkcyjne do wytwarzania
elementów gabarytowo małych, lecz o bardzo wysokich parametrach
technicznych.

W celu zapewnienia wymaganej jakości prefabrykatów należy
przeprowadzić na bieżąco kontrolę kolejnych faz wykonania
prefabrykatów oraz kontrolę końcową gotowego wyrobu. Bieżącą
kontrolę końcową przeprowadza się bezpośrednio po wykonaniu
prefabrykatu, tj. przed przekazaniem go do magazynu wyrobów
gotowych.
W tym celu należy sprawdzić rodzaj i jakość wykończenia, wygląd
zewnętrzny, wymiary elementów, wymiary i położenie otworów oraz
innych elementów wyposażenia, a także powinno się sprawdzić
wytrzymałość betonu na ściskanie po zakończeniu składowania na hali,
porównując ją z wymaganą wytrzymałością składowania. Również do
kontroli bieżącej należy sprawdzenie prefabrykatu przez wysłaniem na
budowę.
Poza kontrolą bieżącą jakości wykonania prefabrykatów powinny być
przeprowadzone okresowe badania niepełne i pełne. Zakresy badań
określają normy dla danego asortymentu prefabrykatów.
WPŁYW METOD NA CECHY
PREFABRYKATÓW
W celu ułatwienia kontroli produkcji i określenia przyczyn obniżenia
jakości prefabrykatów stosuje się następujące grupy ocen:
WPŁYW METOD NA CECHY
PREFABRYKATÓW
Nieprzestrzeganie technologiczno-produkcyjne dyscypliny
przez robotników produkcji
Niska jakość maszyn i urządzeń produkcyjnych
Niska jakość materiałów
Brak materiałów przewidzianych projektem
Brak przewidzianych w projekcie maszyn i urządzeń
produkcyjnych
Nieprawidłowe przyspieszanie dojrzewania prefabrykatów
Nieprawidłowe składowanie gotowych wyrobów
OBNIŻENIE JAKOŚCI
PREFABRYKATÓW
Największe obniżenie jakości prefabrykatów spowodowane jest
nieprzestrzeganiem dyscypliny przez robotników produkcyjnych i
personel techniczny zakładów prefabrykacji.
Do największego obniżenia jakości prefabrykatów zachodzi podczas :
Przygotowania form
Podawania i zagęszczania mieszanki betonowej
Nieprawidłowego przyspieszania dojrzewania mieszanki
betonowej
PRZYGOTOWANIE FORM
Formy służą do produkcji prefabrykatów betonowych i mają zapewnić ich
ukształtowanie geometryczne, zgodnie z projektami. Dlatego więc formy
muszą zapewniać uzyskiwanie:
wymiarów prefabrykatów w granicach dopuszczalnych
tolerancji
projektowanego rozmieszczenia zbrojenia oraz innych detali
z możliwością kontroli przy napełnianiu form mieszanką
betonową oraz w czasie jej zagęszczania
dogodność przeprowadzania wymaganych działań
produkcyjnych.
Ogólna klasyfikacja form do produkcji prefabrykatów betonowych
przewiduje podział na formy do prefabrykatów bez zbrojenia
sprężającego oraz formy do prefabrykatów sprężonych.
Stosowana jest też druga ogólna klasyfikacja :dzieląca formy na
agregatowe , stanowiące wyposażenie agregatów formujących lub
agregatów produkcyjnych oraz formy samodzielne.
PRZYGOTOWANIE FORM
Smarowanie
Dla zapewnienia gładkości powierzchni prefabrykatów oraz
prawidłowości użytkowania form niezbędna jest eliminacja przyczepności
betonu do wewnętrznych powierzchni form; uzyskuje się ją dzięki
prawidłowemu smarowaniu tych powierzchni odpowiednim preparatem
przeciwprzyczepnościowym, spełniającym następujące warunki:
łatwe odspajanie betonu od formy
niepowodowanie korozji stali
jednorodność i zachowywanie właściwych cech w okresie
przechowywania
niedoprowadzenie do odkruszeń oraz zanieczyszczeń
prefabrykatu
możliwości mechanizacji i ewentualnej automatyzacji
przygotowania oraz nanoszenia preparatu na powierzchnie
form
dobra przyczepność do pionowych powierzchni form przy
napełnianiu ich mieszanką i stosowaniu wibracji
wysoki stopień wykończenia powierzchni prefabrykatów bez
uzupełniającego zacierania lub szpachlowania
PRZYGOTOWANIE FORM
Czyszczenie
Czyszczenie form może odbywać się w sposób ręczny (szczotki
druciane), mechaniczny (tarcze druciane na szlifierkach) lub
pneumatyczny (czyszczenie form za pomocą strumienia powietrza)
.Niezależnie od dokładnego czyszczenia wszystkich płaszczyzn
stykających się z mieszanką betonową, powinny być oczyszczone te
miejsca formy do których może się przedostać mieszanka betonowa w
czasie wibrowania.
Oczyszczenie formy z betonu z poprzedniego elementu.
Sprawdzenie podstawowych wymiarów formy (długość,
szerokość, wysokość, przekątne)
Sprawdzenie wkładów formujących (średnice, wysokości,
szerokości, długości, przekątne)
Sprawdzenie czy nie występują odkształcenia złączy i innych
elementów form rozbieralnych
Sprawdzenie równoległości ścian bocznych, kątów i
płaszczyzn form, sprawdzenie zamków i uchwytów.
Smarowanie środkiem antyadhezyjnym wszystkich części
stykających się z produkowanym prefabrykatem.

PODAWANIE MIESZANKI
BETONOWEJ
Przy układaniu mieszanki betonowej ważnym zagadnieniem jest to, aby
nie zmieniła ona swoich właściwości w czasie transportu z betonowni do
miejsca jej ułożenia.
Decydującą rolę odgrywa tu liczba przeładunków mieszanki, czas
transportu oraz budowa pojemnika.
Lokalizacja betonowni na przedłużeniu linii produkcyjnej umożliwia
podjazd rozdzielaczy bezpośrednio pod betoniarkę, a następnie przejazd
na stanowisko formowania.
Rozdzielacze są konstruowane w postaci samojezdnego wózka z
pojemnikami na mieszankę betonową oraz urządzeniami roboczymi
zapewniającymi prawidłowe napełnienie formy.
ZAGĘSZCZANIE MIESZANKI
BETONOWEJ
Zagęszczanie mieszanki betonowej w trakcie jej układania lub
bezpośrednio po ułożeniu w formie ma istotne znaczenie dla cech
wytrzymałościowych, szczelności, mrozoodporności, jednorodności
betonu, a więc wszystkich składających się na jakość techniczną
prefabrykatów betonowych:
do cech tych ponadto należy zaliczyć gładkość powierzchni oraz
prawidłowości zagęszczenia. Dwie ostatnie cechy zależą też od gładkości
wewnętrznych powierzchni form, starannego ich czyszczenia oraz
właściwej granulacji kruszywa.
Oddziaływania zewnętrzne prowadzące do zagęszczania mieszanki
betonowej można zawrzeć w dwu podstawowych grupach:
Oddziaływania w postaci drgań
Oddziaływania w postaci nacisków
PRZYŚPIESZONE DOJRZEWANIE
PREFABRYKATÓW
Przy prefabrykowaniu elementów żelbetowych stosuje się przeważnie
przyśpieszone dojrzewanie betonu, jedynie w małych wytwórniach, przy
produkcji elementów drobnowymiarowych, stosowane jest naturalne
twardnienie betonu. Przy zastosowaniu sztucznego dojrzewania
przyspiesza się wiązanie betonu i po upływie kilku lub kilkudziesięciu
godzin osiągana jest wytrzymałość pozwalająca na rozformowanie
prefabrykatu. Skraca to znacznie długość cyklu produkcyjnego, który
zależy od wytrzymałości osiąganej przez beton.
Wyróżnia się trzy metody przyspieszenia dojrzewania prefabrykatów:
Mechaniczne przyśpieszanie dojrzewania betonu
• odbywa się poprzez odpowiednie zagęszczenie mieszanki betonowej za
pomocą wibrowania, ubijania, prasowania, odpowietrzania, wirowania.
Chemiczne dojrzewanie betonu
• poprzez stosowanie dodatków chemicznych przyśpieszających proces
wiązania cementu, np. chlorek wapniowy, cementy specjalne
szybkotwardniejące itp.
Obróbka termiczna
• metoda jest stosowana najczęściej łącznie z metodami z grupy 1 i 2.
WPŁYW METOD NA CECHY
PREFABRYKATÓW
Dzięki prawidłowemu wykonaniu wszystkich kolejnych faz produkcji
prefabrykatu uzyskamy gotowy wyrób o najwyższej jakość:
Wykończenia
Wyglądu zewnętrznego
Wymiarów elementów
Wymiarów i położenia otworów
Wytrzymałości betonu na ściskanie
BIBLIOGRAFIA
http://www.prinzing-gmbh.de
http://www.construx.be
http://www.margoprefabrykaty.pl
http://www.daninwest.com.pl
http://www.road.polish.ru
http://www.unimex.net.pl
http://www.wiadomi.info.pl
http://www.marpo.com.pl
http://www.tkm-projekt.pl
http://www.road.com.pl
http://www.consolis.pl
http://www.inmetkielce.ovh.org

KONIEC
Document Outline
- Nowoczesne technologie produkcji prefabrykatów z betonów.
- Plan prezentacji
- Rodzaje zakładów prefabrykacji
- Zakłady przyobiektowe
- Zakłady poligonowe
- Stałe zakłady prefabrykacji
- Podział elementów prefabrykowanych z betonu
- Podział elementów prefabrykowanych z betonu
- Metody produkcji prefabrykatów
- Technologia wibroprasowania betonu
- Technologia wibroprasowania betonu- SYSTEM ATLAS
- Technologia wibroprasowania betonu - SYSTEM ATLAS
- Technologia odlewania betonu
- Technologia odlewania betonu - system zelus
- Slide 15
- Technologia radialnego prasowania betonu
- Technologia radialnego prasowania betonu-System pegaz
- Technologia radialnego prasowania betonu-System pegaz
- Formy bateryjne
- Formy bateryjne- baterie TIBAT
- Formy bateryjne- baterie BIBAT
- Metoda torów naciągowych
- Metoda torów naciągowych
- Metoda sztywnych form
- Metoda sztywnych form
- Metoda torów naciągowych i sztywnych form obejmuje:
- Wpływ metod na cechy prefabrykatów
- Slide 28
- Slide 29
- Slide 30
- PRZYGOTOWANIE FORM
- PRZYGOTOWANIE FORM
- PRZYGOTOWANIE FORM
- PODAWANIE MIESZANKI BETONOWEJ
- ZAGĘSZCZANIE MIESZANKI BETONOWEJ
- PRZYŚPIESZONE DOJRZEWANIE PREFABRYKATÓW
- Wpływ metod na cechy prefabrykatów
- Bibliografia
- KONIEC
Wyszukiwarka
Podobne podstrony:
24 Nowoczesne technologie produkcji prefabrykatów z?tonów
24 Nowoczesne technologie produkcji prefabrykatów z?tonów
3.2. Nowoczesne technologie w produkcji roślinnej (1), Przedmioty do wyboru na sem. 3 i 4, przedmiot
Nowoczesne technologie produkcji ciepła i elektryczności
Mechanizacja wytwarzania prefabrykatów betonowych w świetle współczesnych technologii produkcji i wy
Zioło Nowoczesne technologie przetwarzania informacji w zarządzaniu logistyką w przedsiębiorstwie(2)
Nowoczesne technologie wytwarzania biopaliw Prof Koltuniewicz
01 Metody odwzorowania, semestr 6, Technologia produkcji i remontu
grafika, wszop ZZIP, II semestr, Technologia informacyjna, Technologia produkcyjna 1
Nowe technologie w produkcji żywności wygodnej 1, PRAWO ŻYWNOŚCIOWE, Ogólna technologia żywności, Pr
technologia produkcji cukru, Studia - materiały, semestr 5, Technologia roślinna
Magazynowanie pasz i odchodów (organizacja przechowywania i zagospodarowania), Studia, Technologia w
Nowoczesne technologie czy natura
Technologia produkcji roślin kolokwium
Nowoczesne technologie izolacji przeciwwilgociowych w Polsce (2)
44 46 Nowoczesne technologie
Podstawy technologii produkcji piwa
Nowoczesne technologie sprzedaży
więcej podobnych podstron