
Optymalizacja właściwości i zastosowań stali
Prowadzący: dr inż. Tomasz Kachlicki
Temat: Wał korbowy w silniku
spalinowym.

1. Przedstawienie wyrobu
Wał korbowy:
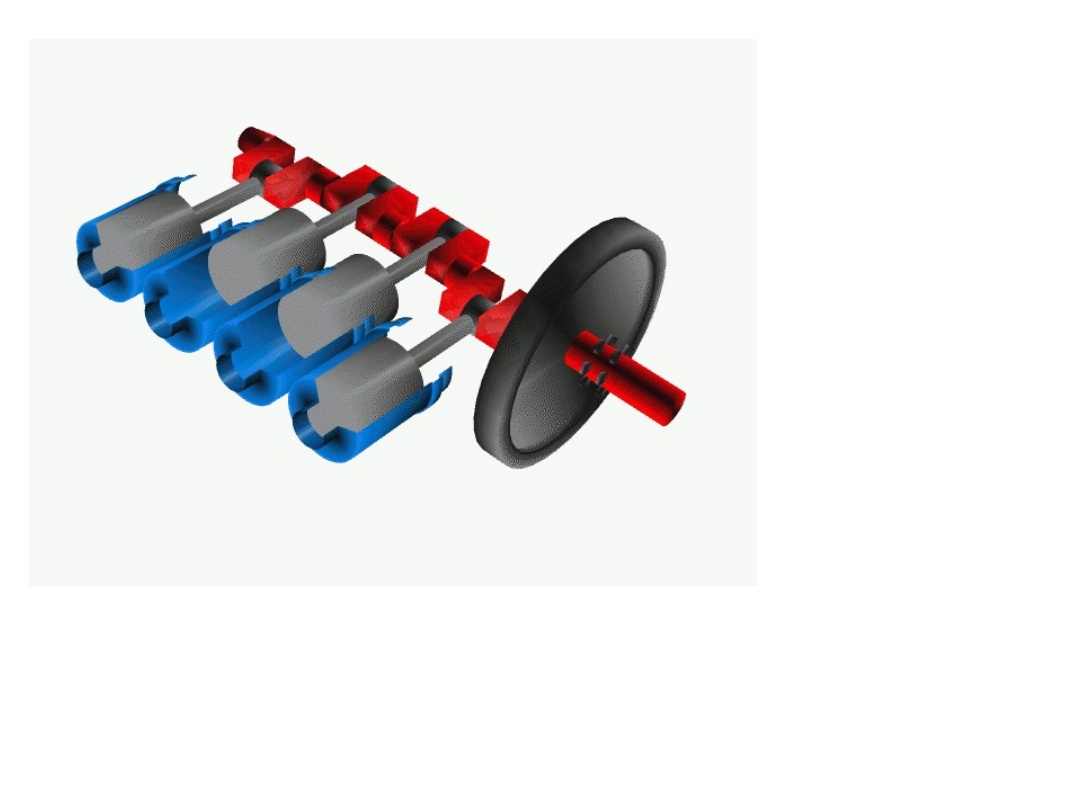
- służy do zamiany ruchu posuwisto-zwrotnego tłoka i wahadłowego
ruchu korbowodu na ruch obrotowy koła zamachowego
- działają na niego siły wynikające z ciśnienia gazów spalin w
cylindrach, które przenoszone są na czopy korbowe wału za
pośrednictwem tłoków i korbowodów, oraz siły bezwładności,
powstające w skutek obracania się wału
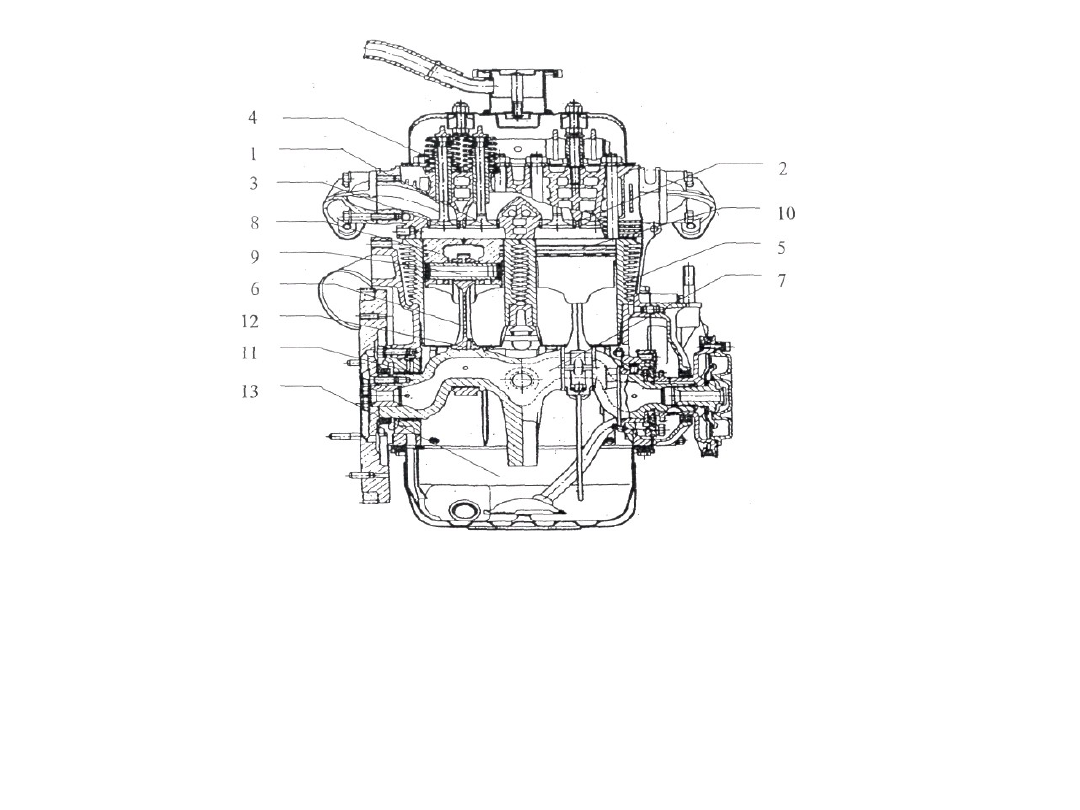
Przekrój silnika samochodu FIAT126p; 1 - zawór ssący, 2 - gniazdo zaworów,
3 - zawór wydechowy, 4 - sprężyny zaworowe, 5 - cylinder, 6 - korbowód,
7- wał korbowy, 8 - tłoki, 9 - sworzeń, 10 - pierścienie, 11 - panewki górne,
12 - panewki korbowodowe, 13 - miska olejowa.
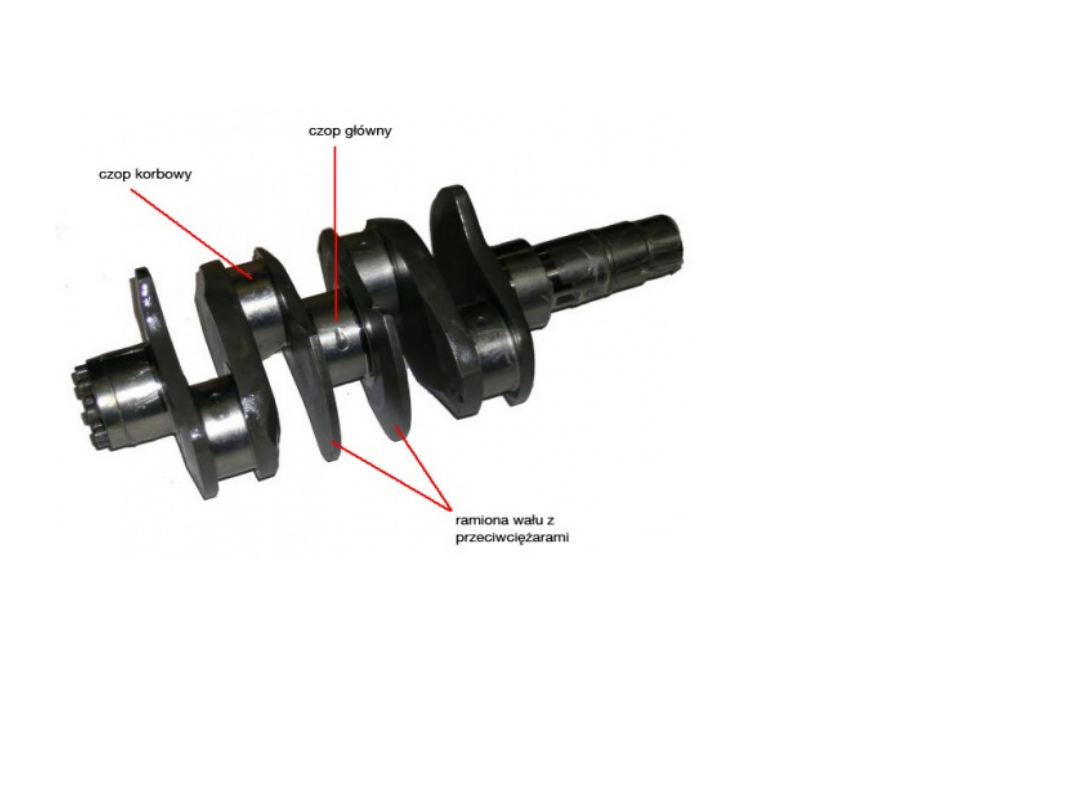
2. Budowa wału korbowego
- czopy główne - wyznaczają oś obrotu wału,
- czopy korbowe, na których osadzone są stopy korbowodów,
- ramiona łączące czopy główne z korbowymi ,
Na kształt wału wpływa:
- konstrukcję silnika,
- liczbę i układ cylindrów,
- kolejność zapłonów,
- liczbę czopów głównych wału itp.
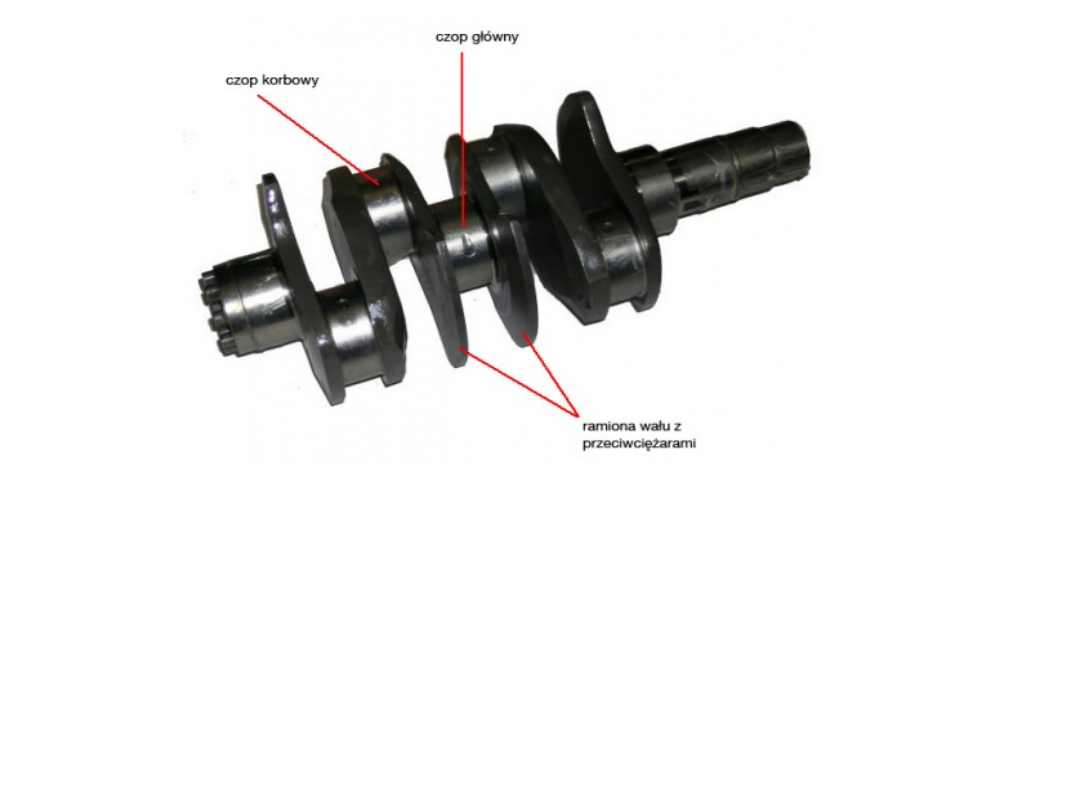
• Przedłużenia ramion wału korbowego pełnią funkcję
przeciwciężarów, które mają za zadanie wyrównoważenie
układu.
• Łożyska czopów głównych i czopów korbowych są
łożyskami ślizgowymi. Charakteryzuje je większa nośność
oraz większa wytrzymałość na zmienne w czasie
obciążenia.

• spalanie mieszanki w cylindrze – w silnikach
Diesla 5 ton na cylinder,
• rosnące do kwadratu prędkości obrotowej siły
bezwładności wału,
• siły odśrodkowe,
• pokonywanie oporów powstających przy
sprężaniu mieszanki paliwowej,
• moment obrotowy największy, gdy korbowód
ustawiony pod kątem prostym do wykorbienia
3. Obciążenia w wale korbowym

Przyczyny:
• nadmierny luz lub uszkodzenie łożysk głównych wału
korbowego,
• niecentryczność lub inne odkształcenia wału korbowego,
• odkształcenie korbowodu.
Naprawa / recykling:
- odzysk produktów, podzespołów i części polega
na ponownym użyciu części, które poddawane są
naprawie, regeneracji i badaniom
dopuszczającym do użytkowania (tzw. ponowne
użycie z ograniczeniami).
- napawanie, szlifowanie wału korbowego, pomiary
odchyłek,
- recykling materiałowy.
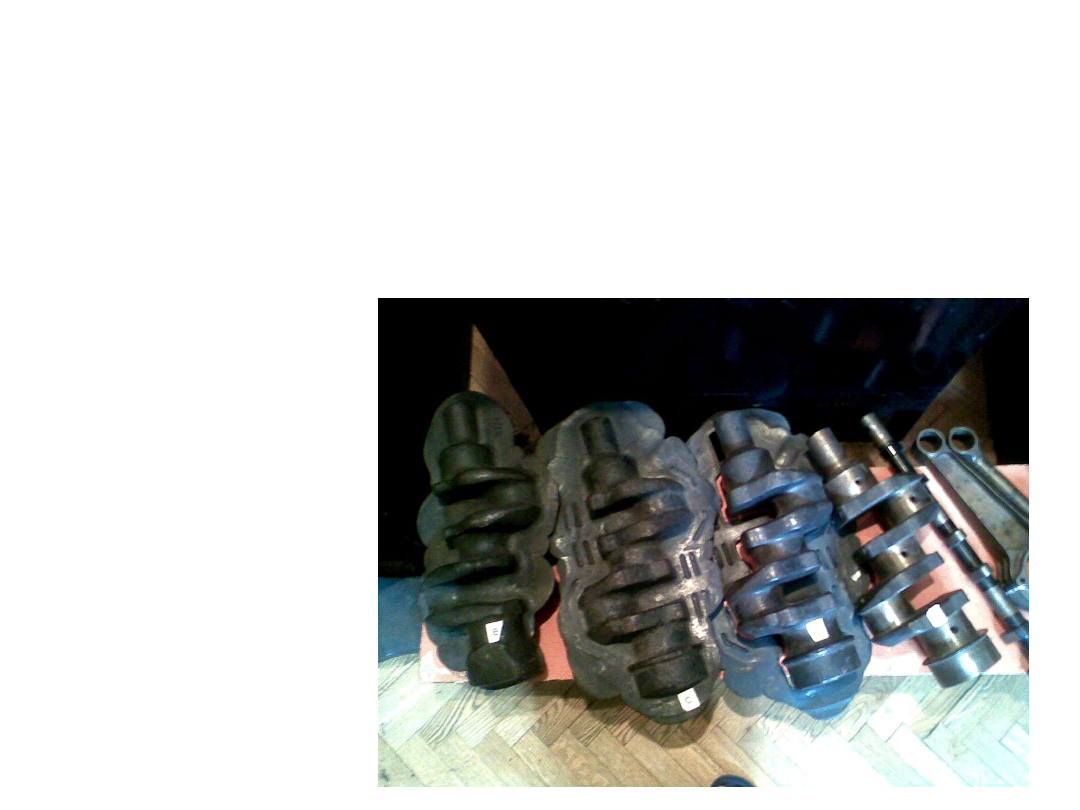
4. Ewentualne uszkodzenia
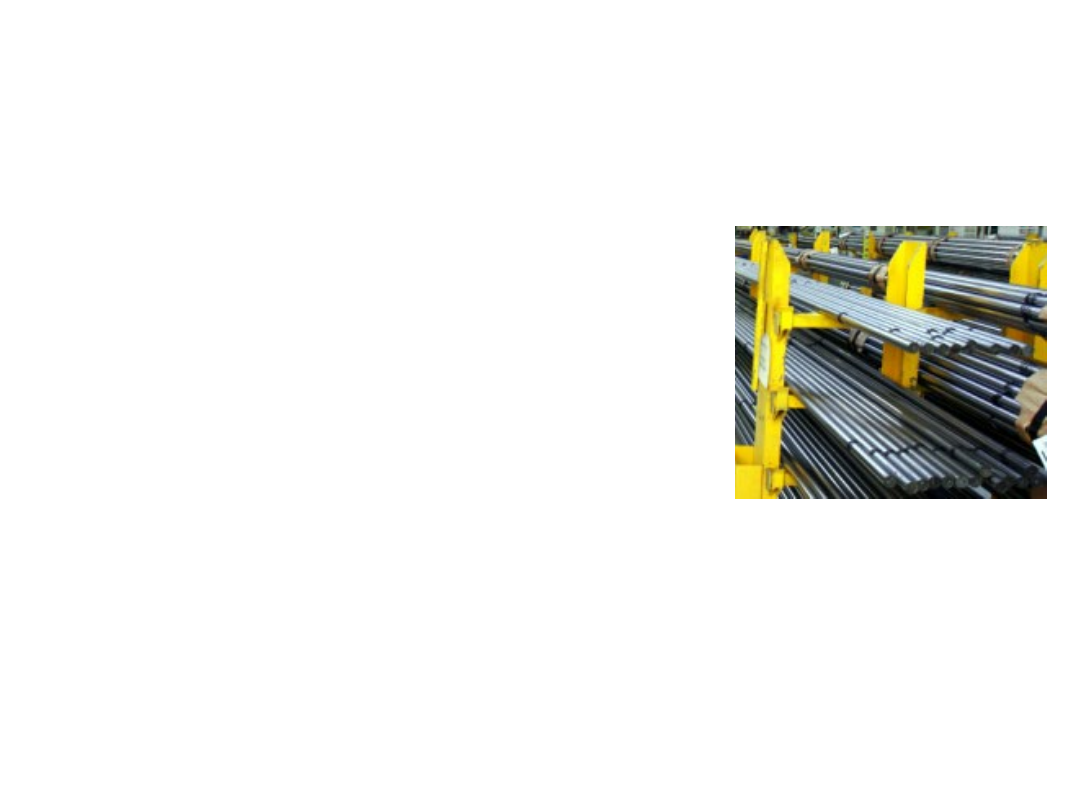
• Kuźnia: wały korbowe z metalowych
prętów φ 30 – 90 mm ciętych na
kawałki, rozgrzewanych
w piecu indukcyjnym do
1200°C i formowane na
prasie o nacisku 2000 ÷ 5000 ton.
• Odlewnia: odlewanie wałów korbowych
żeliwnych w formach wytworzonych
systemem rdzeniowym – 4 czopy = 14
rdzeni
5. Technologia wytwarzania
Wały z kuźni i odlewni poddawane są obróbce mechanicznej
(skrawaniem), która nadaje im ostateczny kształt.
Wymagana jest ogromna precyzja (dokładność do 4 mikronów).
Ostatecznie sprawdzane jest wyważenie wału, dalej montaż –
łączenie
wału z korbowodami.
5. Technologia wytwarzania
• W silnikach o mniejszej mocy do wykonania wałów
korbowych wykorzystuje się głównie żeliwo sferoidalne.
Żeliwo jest materiałem tanim i łatwym w obróbce, a
odlewane zeń wały korbowe pracują bardzo spokojnie.
• Tam jednakże, gdzie silnik ma większą moc oraz w
pojazdach wyczynowych, wały korbowe wykonywane są
ze stali przez odkuwanie matrycowe. Tego typu produkcja
jest droższa, ponieważ dalsza obróbka trwa dłużej.
• Główne wymagania w stosunku do materiałów na wały to
duża sztywność i wytrzymałość zmęczeniowa. Można je
uzyskać stosując duże średnice czopów głównych oraz
odpowiednio mocne ramiona korby.
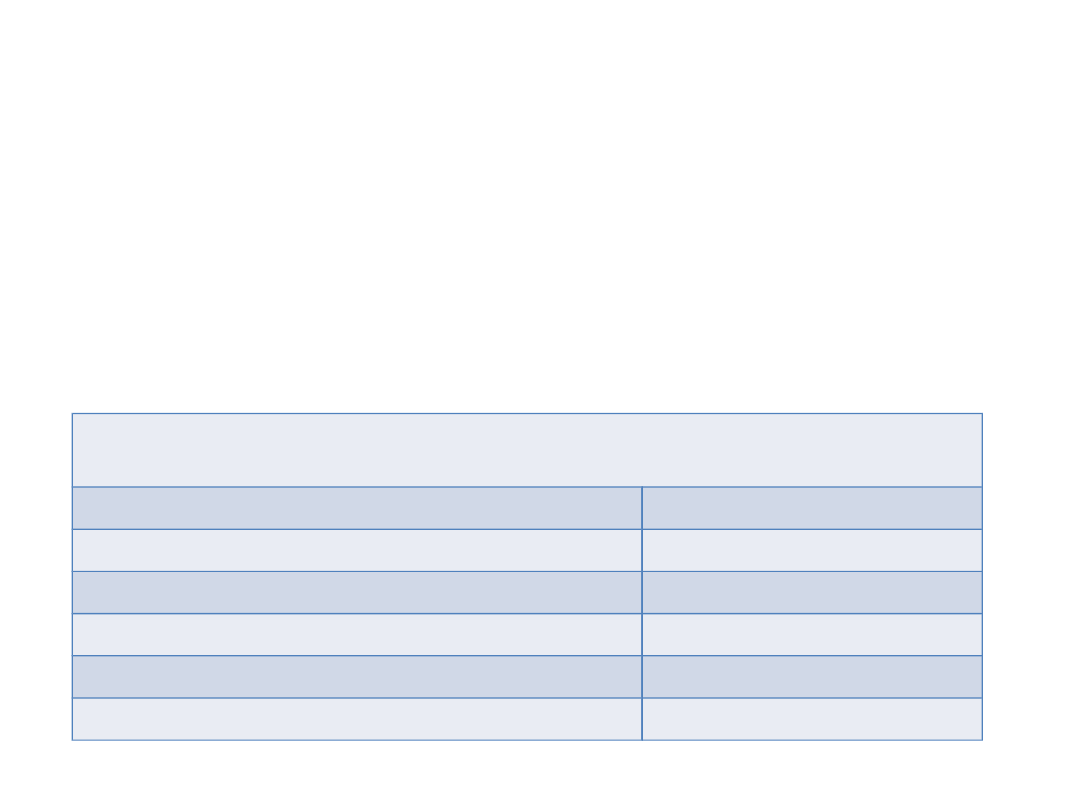
5. Materiały
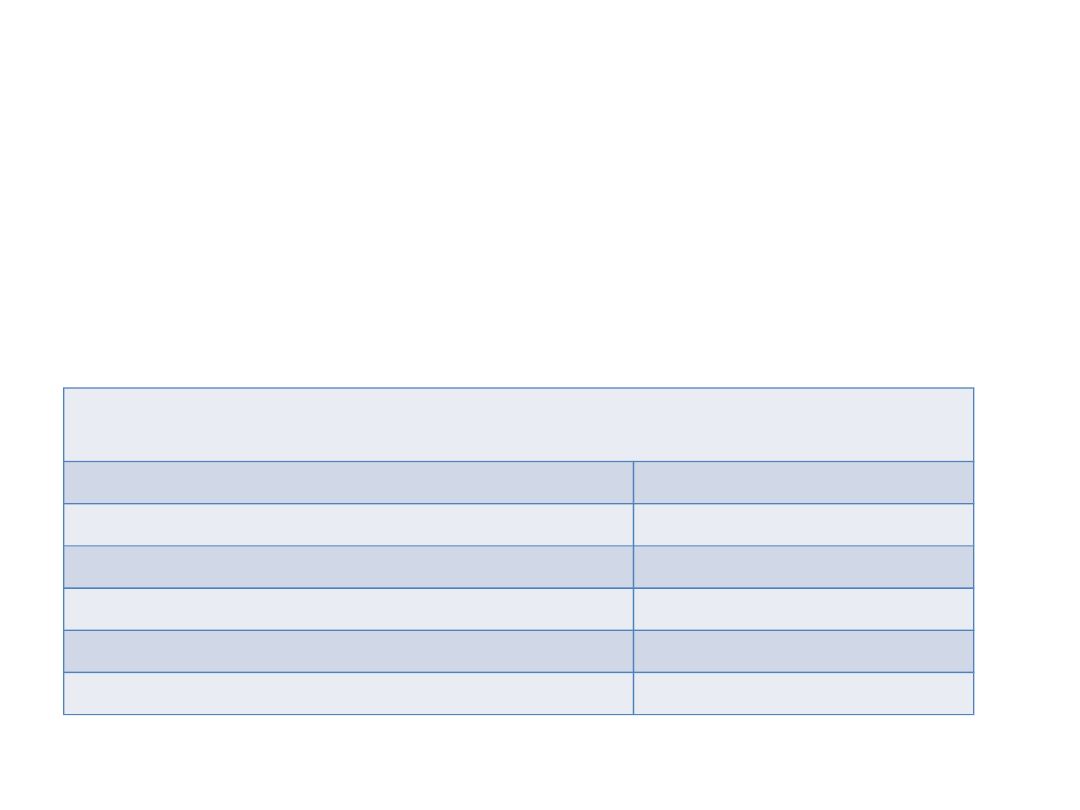
Stal C45
niestopowa jakościowa do ulepszania cieplnego
Zastosowanie:
na części średnio obciążone i odporniejsze na ścieranie,
jak osie, wały korbowe, mimośrodowe oraz uzębione,
wrzeciona, walce, itp.
W stanie ulepszonym cieplnie dla φ 40 – 100
mm
Rm [MPa]
630 - 780
Re (Rp0,2) [Mpa]
≥ 590
wydłużenie A [%]
≥ 17
przewężenie Z [%]
≥ 45
gęstość [g/cm³]
7,85
kt [MPa]
390
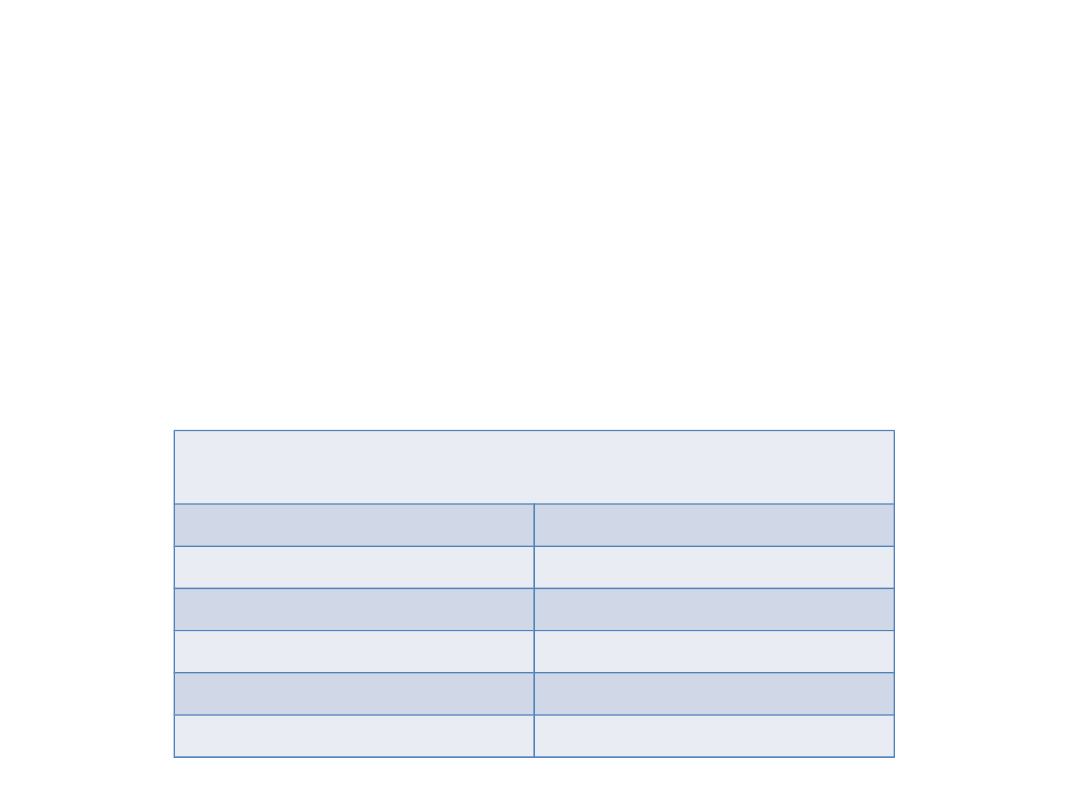
Stal C45
niestopowa jakościowa do ulepszania cieplnego
Informacje technologiczne:
w stanie wyżarzonym zmiękczająco stal ma dobrą
skrawalność, w stanie normalizowanym i wyżarzonym
zmiękczająco jest podatna na cięcie mechaniczne.
Warunki procesów technologicznych obróbki plastycznej i
cieplnej
Kucie
1100 - 850°C
Walcowanie
1100 - 850°C
Hartowanie
820 – 860°C (w/o)
Odpuszczanie
550 - 660°C
Wyżarzanie normalizujące
840 - 880°C
Wyżarzanie zmiękczające
650 - 700°C
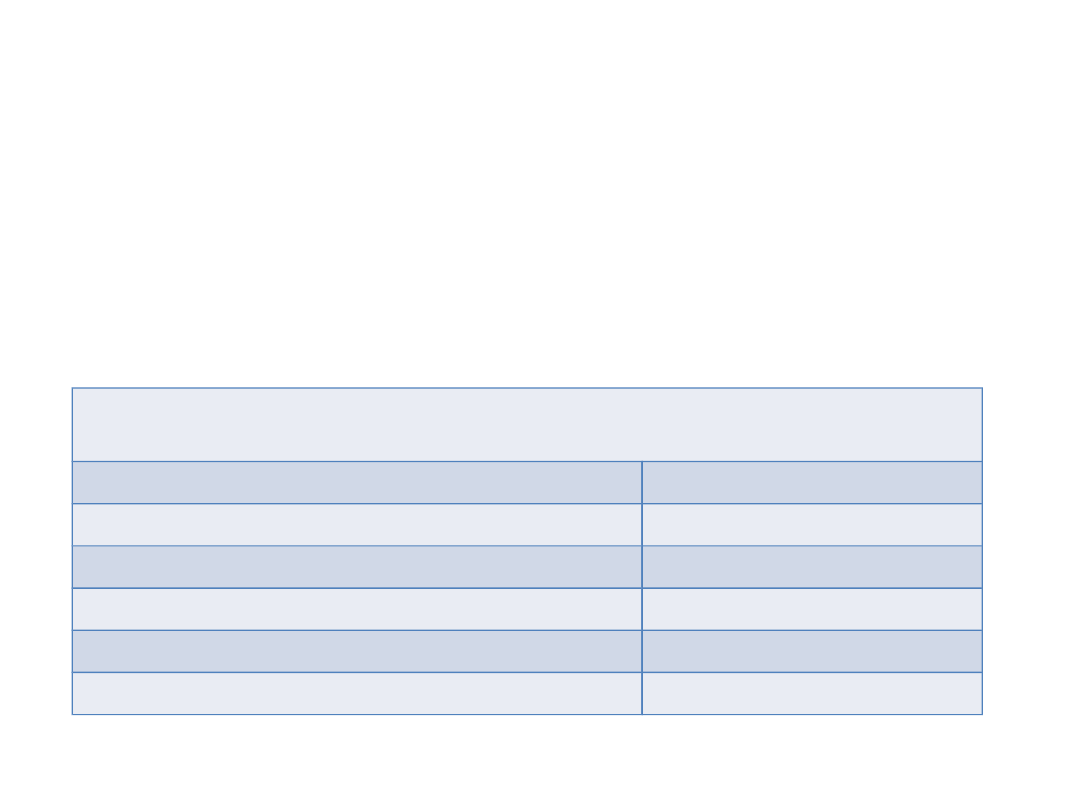
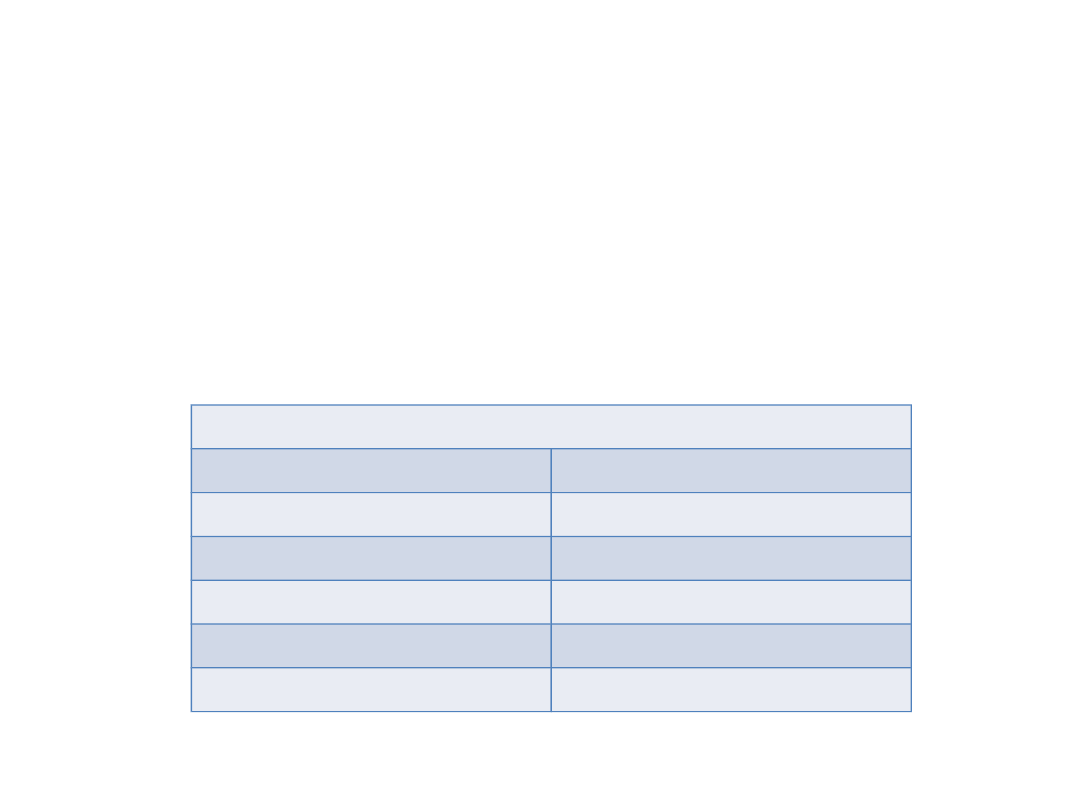
Stal 38HNM
konstrukcyjna stopowa do ulepszania cieplnego
Zastosowanie:
na silnie obciążone wały wykorbione, korbowody,
piasty śmigieł, części pomp, pras, sprężarek, bębny,
wały, tarcze i pierścienie turbin parowych.
W stanie ulepszonym cieplnie dla φ 40 – 100
mm
Rm [MPa]
880 - 1080
Re (Rp0,2) [Mpa]
≥ 690
wydłużenie A [%]
≥ 12
przewężenie Z [%]
≥ 50
gęstość [g/cm³]
7,85
kt [MPa]
540
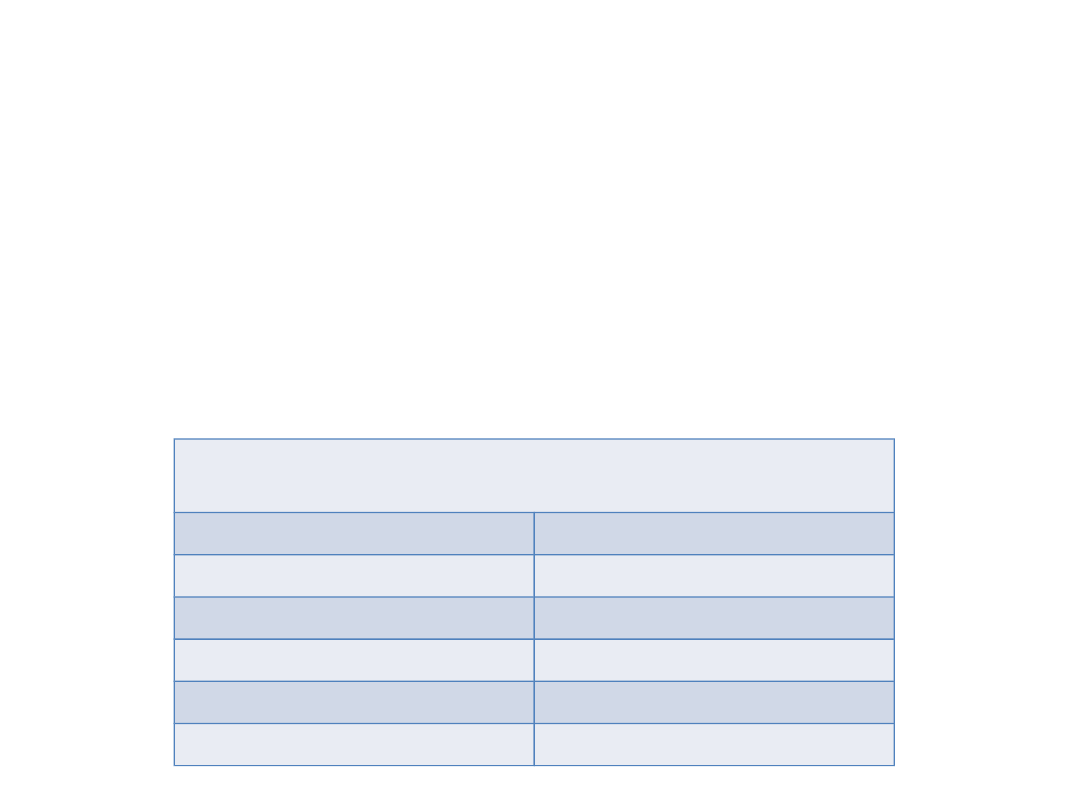
Stal 38HNM
konstrukcyjna stopowa do ulepszania cieplnego
Informacje technologiczne:
stal spawalna, skrawalna oraz podatna na cięcie
mechaniczne.
Warunki procesów technologicznych obróbki plastycznej i
cieplnej
Kucie
1050 - 850°C
Walcowanie
1180 - 850°C
Hartowanie
830 – 860°C (w/o)
Odpuszczanie
540 - 660°C
Wyżarzanie normalizujące
830 - 860°C
Wyżarzanie zmiękczające
650 - 700°C
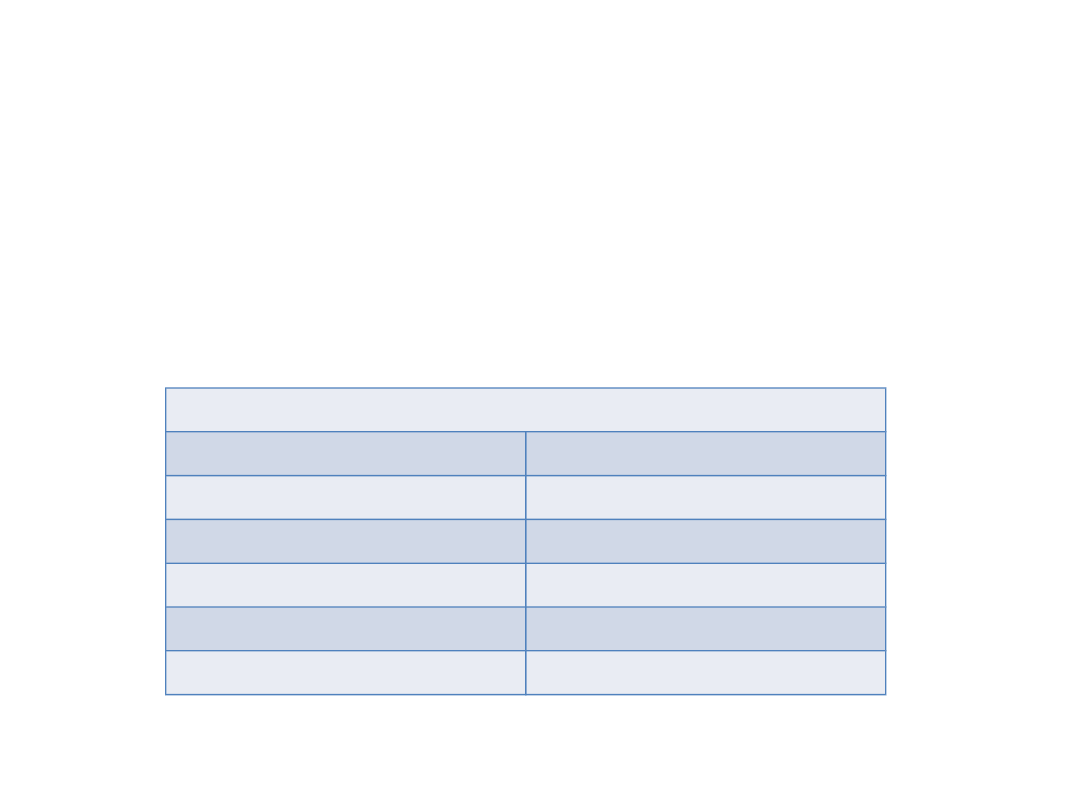
Stal 42CrMo4
stopowa specjalna do ulepszania cieplnego
Zastosowanie:
na bardzo obciążone osie, wały, wały korbowe, części
narażone na zmienne obciążenia zginające i
skręcające oraz na zużycie, koła zębate, itp.
W stanie ulepszonym cieplnie dla φ 40 – 100
mm
Rm [MPa]
1000 - 1200
Re (Rp0,2) [Mpa]
≥ 750
wydłużenie A [%]
≥ 11
przewężenie Z [%]
≥ 45
gęstość [g/cm³]
7,85
kt [MPa]
660
Stal 42CrMo4
stopowa specjalna do ulepszania cieplnego
Informacje technologiczne:
stal spawalna, skrawalna oraz podatna na cięcie
mechaniczne.
Warunki procesów technologicznych obróbki plastycznej i
cieplnej
Kucie
1050 - 850°C
Walcowanie
1050 - 850°C
Hartowanie
820 – 860°C (w/o)
Odpuszczanie
540 - 680°C
Wyżarzanie normalizujące
840 - 880°C
Wyżarzanie zmiękczające
680 - 720°C
Żeliwo ciągliwe
EN-GJMB-600-3
Zastosowanie:
motoryzacja: wały korbowe i korbowody samochodów
i ciągników.
Właściwości mechaniczne
Rm [MPa]
≥ 600
Re (Rp0,2) [Mpa]
≥ 390
wydłużenie A [%]
≥ 3
twardość [HB]
≥ 195 - 245
gęstość [g/cm³]
7,3 – 7,5
kt [MPa]
500
Żeliwo sferoidalne
EN-GJS-800-2
Zastosowanie:
odlewy pracujące przy znacznych obciążeniach i
naciskach, np. stoły pras, wały wykorbione, koła
zębate, suwaki i tuleje suwakowe.
Właściwości mechaniczne
Rm [MPa]
≥ 800
Re (Rp0,2) [Mpa]
≥ 480
wydłużenie A [%]
≥ 2
przewężenie Z [%]
≥ 45
gęstość [g/cm³]
7,2
kt [MPa]
720
Wyznaczenie spawalności
CEV = C + Mn/6 + (Cr+Mo+V)/5 + (Ni +
Cu)/15 [%]
C45:
CEV = 0,45 + 0,65/6 + (0,3 + 0,1+ 0)/5 + (0,3 + 0)/15 =
0,66
38HNM:
CEV = 0,38 + 0,56/6 + (0,75 + 0,2 + 0,05)/5 + (0,85 +
0,15)/15 = 0,64
42CrMo4:
CEV = 0,42 + 0,75/6 + (1,1 + 0,2 + 0)/5 + (0 + 0)/15 =
0,81
Żeliwo ciągliwe: praktycznie
niespawalne
Żeliwo sferoidalne: trudno spawalne
Proces wytwarzania
C45
-
kucie, obróbka cieplna, niski rygor czystości,
38HMN
-
dodatki stopowe, kucie, obróbka cieplna,
42CrMo4
-
znaczna ilość dodatków stopowych,
kucie, obróbka cieplna,
Żeliwo ciągliwe
– wytworzenie żeliwa białego,
skurcz odlewniczy 2%, obróbka cieplna, trudna
obróbka skrawaniem, w szczególności w centrach
obróbczych sterowanych numerycznie (CNC),
Żeliwo sferoidalne
– modyfikacja żeliwa
wyjściowego, skurcz odlewniczy 1%, trudna
obróbka skrawaniem, w szczególności w centrach
obróbczych sterowanych numerycznie (CNC),
Przyznanie punktacji materiałom w kategorii odpowiedniej właściwości
C45
38HNM
42CrMo4
Żeliwo
ciągliwe
Żeliwo
sferoidaln
e
R0,2
[Mpa]
≥ 590
7,9 pkt.
≥ 690
9,2 pkt.
≥ 750
10 pkt.
≥ 390
5,2 pkt.
≥ 480
6,4 pkt.
wytrzym.
na ścinanie
kt
[MPa]
390
5,4 pkt.
540
7,5 pkt.
660
9 pkt.
500
7 pkt.
720
10 pkt.
gęstość ρ
[g/cm³]
7,85
8 pkt.
7,85
8 pkt.
7,85
8 pkt.
7,3 – 7,5
9 pkt.
7,2
10 pkt.
trudność
produkcji /
cena
10
pkt.
9 pkt.
8 pkt.
6 pkt.
7 pkt.
spawalność
CEV
CEV 0,66
8 pkt.
CEV 0,64
8 pkt.
CEV 0,81
10 pkt.
niespawaln
a
1 pkt.
trudno
spawalna
2 pkt.
moduł
Younga E
[GPa]
207
9,8 pkt.
210
10 pkt.
210
10 pkt.
130-170
7,1 pkt.
176
8,4 pkt.
Przyznanie wartości współczynnika α danej właściwości materiału
R0,2
[Mpa]
wytrzym.
na
ścinanie
kt
[MPa]
gęstość
ρ
[g/cm³]
trudność
produkcji
/ cena
spawalno
ść
CEV
moduł
Younga E
SUMA
R0,2
[Mpa]
0
1
1
1
1
4
wytrzym.
na
ścinanie kt
[MPa]
1
1
1
0
0
3
gęstość ρ
[g/cm³]
0
0
0
0
0
0
trudność
produkcji /
cena
0
0
1
1
1
3
spawalnoś
ć
CEV
0
1
1
0
0
2
moduł
Younga E
0
1
1
0
1
3
R0,2 4 pkt. ->
α = 0,24
k
t
3 pkt. ->
α = 0,2
ρ 0 pkt. ->
α = 0,04
prod./cena 2 pkt. ->
α = 0,12
spawalność 3 pkt. ->
α = 0,2
E 3 pkt. ->
α = 0,2
C45
38HMN
42CrMo4
żeliwo
ciągliwe
żeliwo
sferoidaln
e
α
β
γ=
α*β
β
γ=
α*β
β
γ=
α*β
β
γ=
α*β
β
γ=
α*β
R
0,2
0,2
4
7,9
1,9
9,2
2,21
10
2,4
5,2
1,25
6,4
1,54
k
t
0,2
5,4
1,08
7,5
1,5
9
1,8
7
1,4
10
2
ρ
0,0
4
8
0,32
8
0,32
8
0,32
9
0,36
10
0,4
prod
/
cena
0,1
2
10
1,2
9
1,08
8
0,96
6
0,84
7
0,72
spaw
.
0,2
8
1,6
8
1,6
10
2
1
0,2
2
0,4
E
0,2
9,8
1,96
10
2
10
2
7,1
1,42
8,4
1,68
SUM
A
8,06
8,71
9,48
5,47
6,74

Najbardziej optymalnym materiałem na wał korbowy okazała się
stal 42CrMo4, odznaczająca się największą sztywnością oraz
najwyższą granicą plastyczności.
Z uwagi na wykorzystanie wałów korbowych w środkach
komunikacji, ich poprawne działanie stanowi istotną kwestię
dla bezpieczeństwa ogromnej ilości osób.
Największe zagrożenie wynika z możliwości uszkodzenia łożysk
głównych wału korbowego. Dzieje się tak zwłaszcza w
przypadku zastosowania łożysk ślizgowych, które po kilku
sekundach pracy bez właściwego smarowania przegrzewają się
i zacierają, dlatego po zapaleniu się kontrolki ciśnienia oleju
najlepiej zgasić silnik.
Kontrola oraz naprawa wałów korbowych powinna odbywać się
jedynie w warsztacie wyposażonym w odpowiednie urządzenia
– do rozebrania i złożenia wału konieczna jest prasa o nacisku
około 4-5 ton, natomiast wycentrowanie złożonego wału
wymaga zamocowania go w kłach tokarki lub specjalnego
przyrządu oraz jednoczesnego użycia dwóch czujników.
7. Podsumowanie

• Norma EN 10083 1996
• Norma EN 1562 1997
• Norma EN 1563 1997
• Dobrzański A.: Zasady doboru materiałów inżynierskich z kartami charakterystyk, 2000r.
• Goncza P., Gubeljak N.: Fracture mechanics parameters od 42CrMo4 steel, Advanced
Engineering, 2010r.
• Myszka D., Babul T.: Wytwarzanie żeliwa sferoidalnego ausferrytycznego w piecu
próżniowym z chłodzeniem gazowym, Archiwum Technologii Maszyn i Automatyzacji, 2010r.
• Tabor A., Rączka J.: Polskie urządzenie do ekologicznej produkcji żeliwa sferoidalnego,
Sodification of Metals and Alloys, 1999r.
• Tabor A., Lewandowski K.: Wpływ magnezu na strukturę i właściwości wytrzymałościowe
białego żeliwa ciągliwego, Archiwum Odlewnistwa, 2006r.
• Karty technologiczne firmy Novacciai, 2013r.
• Katalog firmy AlfaTech, 2013r.
• Katalog firmy Lucefin Group, 2012r.
• Katalog firmy SCHEDA TECNICA, 2012r.
• steelnumber.com, Free Searchable Database of the National Technical University KhPl
• toyotapl.com, Toyota Motor Manufacturing Poland
8. Wykorzystane źródła

Dziękuję za uwagę
Alicja Drzewiecka
Inżynieria Materiałowa
Rok IV, semestr VII
Document Outline
- Slide 1
- 1. Przedstawienie wyrobu
- Slide 3
- Slide 4
- 2. Budowa wału korbowego
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Proces wytwarzania
- Slide 22
- Przyznanie wartości współczynnika α danej właściwości materiału
- Slide 24
- Slide 25
- Slide 26
- Dziękuję za uwagę
Wyszukiwarka
Podobne podstrony:
pkm wał korbowy, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkola, PKM
Wał Korbowy 2
Dane techniczne Wał korbowy Panewki łożysk głównych wału korbowego
10 Wał korbowy i korbowód
E24 Wał korbowy
Wał korbowy
Wał korbowy
E11 Wał korbowy
Wał Korbowy od Bisa
Wał Korbowy po wyważeniu
Wał korbowy, korbowód, tłoki
C5 (X7) B1BBPGP0 2 17 08 2011 Dane techniczne Wał korbowy Panewki łożysk głównych wału korbowe
D Studiowe PKM Wał Wał złożeniowy Model POPRAWIONY
Przegląd układu tłokowo – korbowego silnika MAN B&W – L 2330 H
12 1! skrecanie wal utwierdzony
KNOCH WAŁ 51 4540 6355
wstepobliczenia wytrzymalosciowe walu maszynowego, SiMR, PKM II, Wał
O zimie i świętach Bożego Narodzenia, ►Walentynki►, WIERSZE.SUPER
Projekt Nr 3 Wał Strona Tytułowa
więcej podobnych podstron