„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Nina Maruszak
Stosowanie
tworzyw
sztucznych
i
materiałów
skóropodobnych 744[01].Z1.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Małgorzata Korczak
inż. Jolanta Górska
Opracowanie redakcyjne:
mgr inż. Małgorzata Latek
Konsultacja:
mgr inż. Zdzisław Feldo
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 744[01].Z1.03
„Stosowanie tworzyw sztucznych i materiałów skóropodobnych”, zawartego w modułowym
programie nauczania dla zawodu kaletnik 744[01].
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
4
2.
Wymagania wstępne
5
3.
Cele kształcenia
6
4.
Materiał nauczania
7
4.1. Otrzymywanie,
właściwości
i
zastosowanie
tworzyw
sztucznych
w kaletnictwie
7
4.1.1 Materiał nauczania
7
4.1.2. Pytania sprawdzające
16
4.1.3. Ćwiczenia
16
4.1.4. Sprawdzian postępów
17
4.2. Otrzymywanie materiałów skóropodobnych
18
4.2.1. Materiał nauczania
18
4.2.2. Pytania sprawdzające
26
4.2.3. Ćwiczenia
26
4.2.4. Sprawdzian postępów
27
4.3. Właściwości i zastosowanie w kaletnictwie materiałów skóropodobnych
28
4.3.1. Materiał nauczania
28
4.3.2. Pytania sprawdzające
36
4.3.3. Ćwiczenia
36
4.3.4. Sprawdzian postępów
37
5.
Sprawdzian osiągnięć
38
6. Literatura
42

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik, będzie Ci pomocny w przyswajaniu wiedzy w zakresie stosowania tworzyw
sztucznych i materiałów skóropodobnych w produkcji kaletniczej.
W poradniku znajdziesz:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już opanowane, byś
mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
−
materiał nauczania – wiadomości teoretyczne niezbędne do osiągnięcia założonych celów
kształcenia i opanowania umiejętności zawartych w jednostce modułowej,
−
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
−
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian postępów,
−
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie tego testu potwierdzi czy
opanowałeś materiał,
−
literaturę.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie czy dobrze wykonujesz daną czynność.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
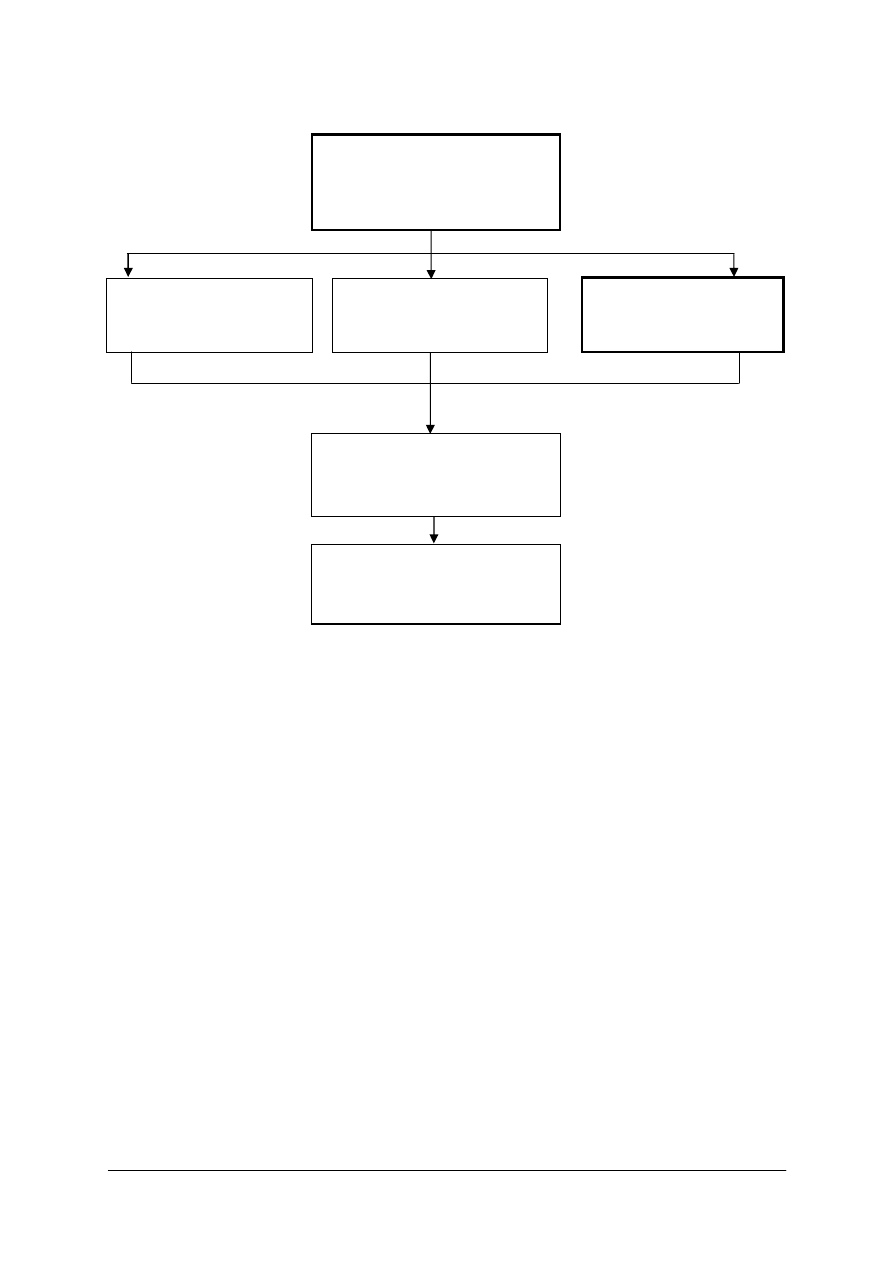
Schemat układu jednostek modułowych
744[01].Z1
Surowce i materiały
kaletnicze
744[01].Z1.02
Stosowanie surowców
i materiałów włókienniczych
744[01].Z1.03
Stosowanie tworzyw sztucznych
i materiałów skóropodobnych
744[01]. Z1.05
Ocenianie jakości surowców
i materiałów do produkcji wyrobów
kaletniczych
744[01].Z1.01
Stosowanie surowców
skórzanych i skór wyprawionych
744[01]. Z1.04
Stosowanie materiałów pomocniczych do
produkcji wyrobów kaletniczych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
wykorzystywać podstawowe prawa chemii i fizyki w procesach wytwarzania materiałów
podstawowych i pomocniczych,
–
posługiwać się dokumentacją technologiczną i techniczną stosowaną w procesach
wytwarzania wyrobów skórzanych,
–
stosować podstawowe badania organoleptyczne i oznaczenia laboratoryjne do określania
właściwości tworzyw skóropodobnych, tworzyw sztucznych,
–
posługiwać się przyrządami pomiarowymi,
–
organizować stanowisko pracy zgodnie z wymogami ergonomii,
–
korzystać z różnych źródeł informacji,
–
przestrzegać przepisów bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska,
–
charakteryzować wyroby włókiennicze stosowane na podłoże tworzyw skóropodobnych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
rozróżnić surowce i półprodukty do produkcji tworzyw skóropodobnych,
−
dokonać podziału tworzyw skóropodobnych ze względu na rodzaj podłoża, sposób
wytworzenia, rodzaj powłoki, właściwości fizyczne i przydatność,
−
scharakteryzować metody i techniki wytwarzania tworzyw skóropodobnych,
−
zbadać właściwości tworzyw skóropodobnych miękkich,
−
wyjaśnić pojęcia: tworzywa niehigieniczne i higieniczne,
−
określić przydatność tworzyw skóropodobnych w produkcji wyrobów kaletniczych,
−
scharakteryzować sposoby wykończania tworzyw skóropodobnych,
−
dokonać podziału tworzyw skóropodobnych na gatunki według określonych kryteriów,
−
określić warunki magazynowania tworzyw skóropodobnych,
−
rozróżnić rodzaje tworzyw sztucznych,
−
scharakteryzować chemiczną budowę tworzyw sztucznych,
−
dobrać surowce i półprodukty do produkcji tworzyw sztucznych,
−
scharakteryzować metody wytwarzania tworzyw sztucznych,
−
określić właściwości tworzyw sztucznych,
−
określić zalety i wady tworzyw sztucznych,
−
scharakteryzować wyroby z tworzyw sztucznych stosowane w kaletnictwie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATRIAŁ NAUCZANIA
4.1. Otrzymywanie,
właściwości
i
zastosowanie
tworzyw
sztucznych w kaletnictwie
4.1.1. Materiał nauczania
Metody otrzymywania tworzyw sztucznych
Tworzywa sztuczne to materiały wytworzone przez człowieka, oparte na polimerach
naturalnych lub syntetycznych. W skład tworzyw sztucznych oprócz polimerów wchodzą
różnego rodzaju dodatki nadające tworzywu określone własności.
Podstawowymi surowcami do produkcji tworzyw sztucznych są np.: węgiel, ropa
naftowa, tlen i azot z powietrza czy woda. Jednak procesy chemiczne przy ich otrzymywaniu
są bardzo skomplikowane i wymagają kosztownej aparatury.
Tworzywa sztuczne otrzymuje się w drodze reakcji chemicznych łączenia podstawowych
cząsteczek, często prostych związków zwanych monomerami, w układy wielocząsteczkowe
zwane polimerami. Reakcja taka nosi nazwę polimeryzacji. Podobną reakcją jest kondensacja,
podczas której cząsteczki proste łączą się przy jednoczesnym wydzielaniu produktów
ubocznych, tj. woda, amoniak itp.
Tworzywa sztuczne można również otrzymywać przez modyfikację różnych związków
naturalnych.
Chemia polimerów
Atomy węgla, z których składają się związki organiczne, są ze sobą powiązane
w pewnym porządku. Zbadanie tych układów oraz stwierdzenie, które atomy lub ich grupy
powtarzają się i w jaki sposób są ułożone, umożliwiło utworzenie takich samych układów
w syntezie chemicznej.
Pierwszym etapem otrzymywania tworzyw sztucznych jest uzyskanie podstawowej
cząsteczki, często prostego związku, które nazywa się monomerem. Łączenie tak uzyskanych
monomerów nazywa się polimeryzacją, a uzyskany produkt – polimerem.
Polimeryzacja jest, więc procesem wzajemnego połączenia pewnej liczby takich samych
cząsteczek z jednoczesnym utworzeniem związku, który ma taki sam skład elementarny jak
wyjściowy monomer. Masa cząsteczkowa polimeru jest wielokrotnością masy cząsteczkowej
monomeru.
Jeśli w reakcji polimeryzacji biorą udział dwa lub więcej monomery, to taka reakcja nosi
nazwę kopolimeryzacji (polimeryzacji mieszanej), a w nazwie uzyskanego produktu
uwzględnia się nazwę wszystkich monomerów biorących udział w reakcji np.: polimeryzacja
butadienu ze styrenem daje kauczuk butalienowo-sterynowy, natomiast polimeryzacja
akrylonitrylu, butadienu i styrenu daje polimer ABS.
Polimery otrzymywać możemy również w wyniku polikondensacji lub poliaddycji.
Polikondensacja jest procesem, podczas którego cząsteczki proste łączą się
z jednoczesnym wydzielaniem produktów ubocznych, tj. wody, chlorowodoru itp.
Polikondensacja jest reakcją stopniową, gdzie w czasie jej trwania następuje równomierny
wzrost cząsteczek. Proces polikondensacji można zatrzymać w każdym momencie otrzymując
produkty o różnej masie cząsteczkowej. Powoduje to otrzymanie żywic o różnych
właściwościach i zastosowaniach.
Do polimerów polikondensacyjnych należą poliestry, poliamidy, tj. jedne z bardzo
ważnych grup polimerów włóknotwórczych i konstrukcyjnych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
W reakcji poliaddycji następuje łączenie się cząsteczek prostych bez wydzielania
produktów ubocznych, ale przykładem reakcji poliaddycji jest otrzymywanie poliuretanów.
W przebiegu reakcji występuje przemieszczenie atomu wodoru lub grup atomów.
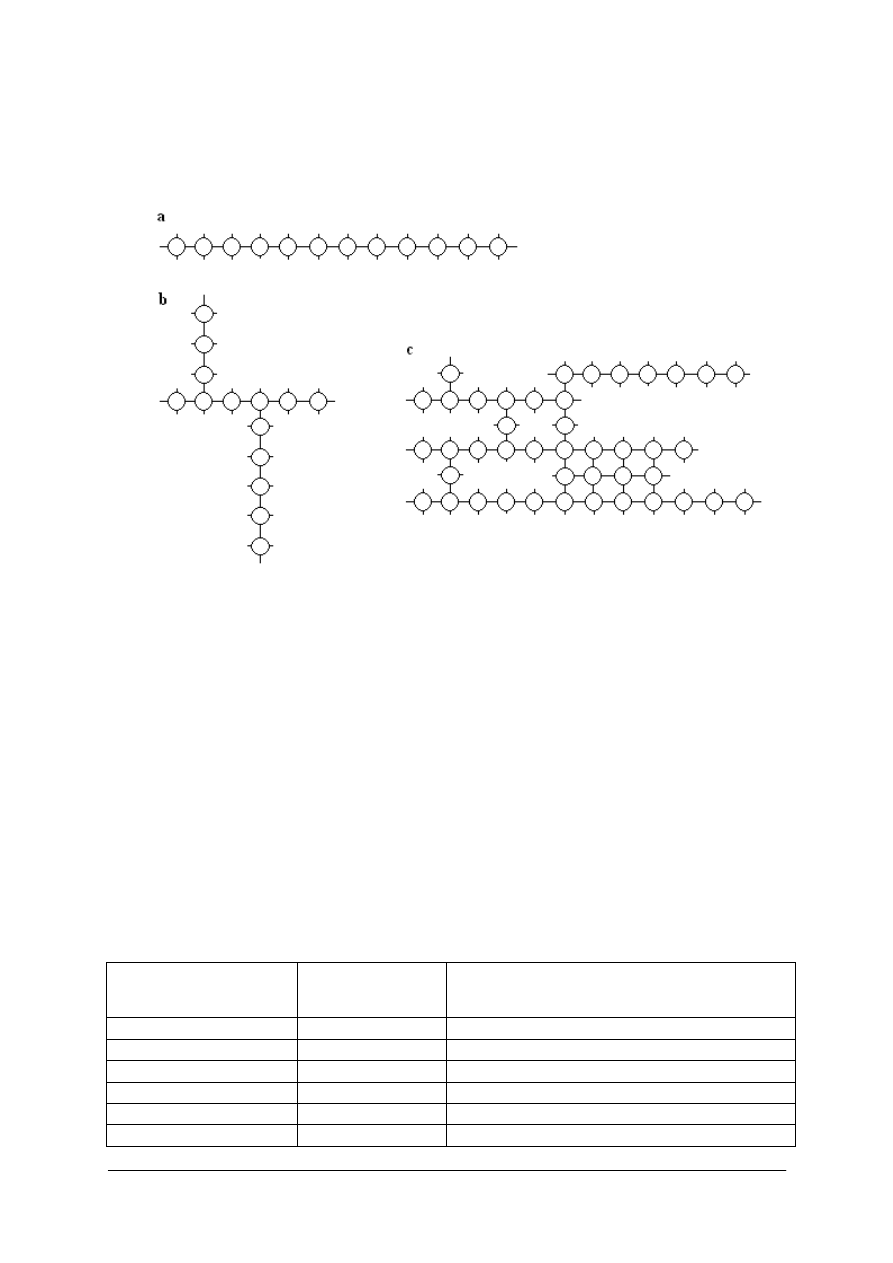
Polimery mogą mieć budowę liniową, usieciowaną lub rozgałęzioną.
Rys. 1. Struktura polimerów: a – polimer liniowy,
b – polimer rozgałęziony, c – polimer usieciowany [1, s.183].
Budowa zależy od liczby grup funkcyjnych biorących udział w reakcji polimeryzacji lub
polikondensacji.
Tworzywa sztuczne można też otrzymywać przez chemiczną przemianę surowca
naturalnego. Proces taki określa się jako modyfikację polimeru naturalnego.
W skład tworzyw sztucznych wchodzą polimer, napełniacze, plastyfikatory, stabilizatory
(fotostabilizatory, termostabilizatory, antyozonaty i dodatki zmniejszające palność),
antystatyki i barwniki.
Do podstawowych technik stosowanych w przetwórstwie tworzyw sztucznych zaliczamy:
1. wtłaczanie,
2. wtrysk,
3. prasowanie (tłoczne, przetłoczne, płytowe, niskociśnieniowe),
4. walcowanie i kalandrowanie,
5. odlewanie.
Podstawowe zastosowanie tworzyw sztucznych przedstawiono w tabeli poniżej.
Tworzywa termoplastyczne
Rodzaj tworzywa
Symbol
Zastosowanie
Polietylen
PE
kubki, butelki
Polistyren
PS
zabawki, pudełka na produkty sypkie
Polichlorek winylu
PCV
rury kanalizacyjne, wykładziny
Poliamid
PA
tkaniny, włókna
Polimetakrylan metylu
PMM
osłony świateł samochodowych
Octan celulozy
błony fotograficzne
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Tworzywa termoutwardzalne
Rodzaj tworzywa
Nazwa handlowa
Zastosowanie
Fenoloplasty
bakelit
aparatura elektrotechniczna części maszyn
Aminoplasty
melolak
galanteria elektrotechniczna
Tworzywa chemoutwardzalne
Rodzaj tworzywa
Nazwa handlowa
Zastosowanie
Poliestry
elana
tkaniny, taśmy magnetofonowe
Żywice poliestrowe
polimel
kadłuby lodzi, szybowców, budownictwo
Żywice epoksydowe
epidian
kleje, urządzenia elektrotechniczne
Dziedzina tworzyw sztucznych jest niezmiernie bogata i przedstawia nieograniczone
możliwości rozwoju i zastosowania. Trafia do coraz szerszego zastosowania w różnych
gałęziach przemysłu zastępując często naturalne surowce.
Tak jest w przemyśle skórzanym, gdzie zastępuje skórę, a w kaletnictwie stwarza
olbrzymie możliwości w produkcji galanterii, tj. pasków, waliz, teczek, futerałów itp.
Rodzaje tworzyw sztucznych
Tworzywa sztuczne mogą być klasyfikowane na wiele sposobów. Do najczęściej
spotykanych metod klasyfikacji należy podział ze względu na główny składnik polimerowy
tworzywa, zastosowanie, właściwości, sposób otrzymywania polimeru itp.
Ze względu na główny składnik polimerowy, tworzywa sztuczne dzielimy na: polietylen,
polipropylen, polistyren, polichlorek winylu, poliamid, polimetakrylan metylu, politereftalan
etylenu i inne.
Ze względu na zastosowanie tworzywa sztuczne dzielimy na: konstrukcyjne, powłokowe,
athezyjne, włóknotwórcze i specjalne, jak wymieniacze jonowe czy polimery biomedyczne.
Ze względu na właściwości tworzywa sztuczne dzielimy na:
1. tworzywa termoplastyczne (termoplasty),
2. tworzywa utwardzalne (duroplasty):
−
termoutwardzalne,
−
chemoutwardzalne.
Ze względu na sposób otrzymywania polimeru tworzywa sztuczne dzielimy na:
1. polimeryzacyjne,
2. polikondensacyjne,
3. poliaddycyjne.
Ze względów ekologicznych trwają prace nad biologicznie rozkładającymi się
tworzywami sztucznymi, produkowanymi na bazie roślinnej lub zwierzęcej.
Właściwości tworzyw sztucznych
1. Tworzywa termoplastyczne
Tworzywa termoplastyczne miękną podczas ogrzewania i w tym stanie mogą być
kształtowane. Ochłodzenie powoduje ich twardnienie i zachowanie nadanego kształtu,
przy czym proces ten można przeprowadzać wielokrotnie.
2. Tworzywa termoutwardzalne
Tworzywa termoutwardzalne podczas ogrzewania początkowo miękną, lecz poddane
działaniu podwyższonej temperatury utwardzają się w sposób nieodwracalny. Oznacza
to, że ponowne ogrzanie nie spowoduje już zmiękczenia tworzywa, a proces
kształtowania może być przeprowadzony jednokrotnie.
3. Tworzywa chemoutwardzalne
Tworzywa chemoutwardzalne charakteryzują się podobnymi właściwościami, jak
tworzywa termoutwardzalne, z tą jednak różnicą, że proces twardnienia nie przebiega pod
wpływem podwyższonej temperatury,
lecz substancji chemicznych zwanych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
utwardzaczami. I w tym przypadku jest to proces nieodwracalny i raz utwardzone
tworzywo nie może przejść w stan plastyczny.
Charakterystyka tworzyw sztucznych
Najczęściej stosowanymi tworzywami sztucznymi w wyrobach skórzanych są:
polichlorek winylu PCW, polioctan winylu POW, poliuretany PU, poliamidy PA, poliestry,
polimery akrylowe, fenoloplasty, aminoplasty czy kazeinit.
Polietylen PE otrzymuje się w wyniku reakcji polimeryzacji etylenu. Jest tworzywem
odpornym na działanie kwasów, zasad i roztworów soli, a nieodpornym na działanie silnych
utleniaczy i stężonych kwasów.
PE znalazł zastosowanie do wyrobu włókien, folii, opakowań i artykułów gospodarstwa
domowego. Stosuje się go również jako tworzywo powłokowe. Wyroby z PE mogą być
otrzymywane przez walcowanie, wytłaczanie, wtrysk czy obróbkę mechaniczną.
Polipropylen PP powstaje w wyniku polimeryzacji propylenu. Charakteryzuje się dużą
odpornością chemiczną. Nie wykazuje wrażliwości na działanie wody, roztworów mocnych
kwasów, zasad i soli nieorganicznych. Wyroby z termoplastycznego PP mogą być formowane
metodą wtrysku czy wytłaczania. PP znalazł zastosowanie jako tworzywo konstrukcyjne, do
produkcji folii czy włókien.
Polistyren PS otrzymuje się w wyniku wolnorodnikowej polimeryzacji styrenu. PS
można łatwo przetwarzać metodą wtrysku, wytłaczania czy prasowania. Wyroby odznaczają
się pięknym wyglądem, dobrymi właściwościami dielektrycznymi i optycznymi. PS można
barwić na wszystkie kolory. Wadą wyrobów z tego tworzywa jest niska udarność, którą
można poprawić przez modyfikację. PS jest doskonałym materiałem izolacyjnym.
Polichlorek winylu otrzymuje się w wyniku reakcji polimeryzacji chlorku winylu. PCW
jest polimerem termoplastycznym mającym postać białego lub jasnożółtego proszku,
niepalnym, bez zapachu i smaku. Jest odporny na działanie wody, kwasów, zasad, olejów
mineralnych i tlenu. PCW pęcznieje lub rozpuszcza się między innymi w estrach, ketonach
czy chlorowcopochodnych organicznych. Wyroby z nie zmiękczonego polichlorku winylu
mogą być otrzymywane metodami wytłaczania, wtrysku, spiekania i spawania.
Nie zmiękczony polichlorek winylu stosowany jest jako tworzywo konstrukcyjne, między
innymi do wytwarzania kształtek i rur kanalizacyjnych, pojemników i zbiorników i innych.
Zmiękczony PCW służy do wyrobu różnego rodzaju folii, powłok wykończalniczych
tworzyw skóropodobnych, elementów spodu obuwia i tym podobnych.
Polioctan winylu POW otrzymuje się w wyniku polimeryzacji octanu winylu. Polimery
o małej masie cząsteczkowej są miękkie i żywicowate, a o dużej twarde. Polioctan winylu
rozpuszcza się dobrze prawie we wszystkich rozpuszczalnikach organicznych, znalazł
zastosowanie jako składnik klejów, tworzyw powłokowych, apretur, lakierów czy mas
wiążących.
Poliuretany powstają w wyniku reakcji poliaddycji dwuizocyjanianów z alkoholami lub
innymi poliolami (związki zawierające ruchliwy wodór). Grupą funkcyjną izocyjanianów jest
–N=C=O, która reaguje z wszystkimi połączeniami mającymi ruchliwy wodór, najczęściej
grupami hydroksylowymi –OH i aminowymi –NH
2
. Powstawanie żywic poliuretanowych
oparte jest więc na reakcji między dwuizocyjanianami i związkami zawierającymi grupy
hydroksylowe.
Istotną właściwością izocyjanianów jest ich reakcja z wodą. Wydzielający się wtedy
dwutlenek węgla umożliwia uzyskanie polimeru o strukturze porowatej (pianka).
O właściwościach polimerów uretanowych decyduje rodzaj użytych polieteroli i poliestroli,
rodzaj izocyjanianów oraz stosunek ilościowy użytych składników, dzięki temu można
otrzymać produkty gąbczaste, miękkie i ciągliwe, elastyczne i twarde. Ogromne znaczenie
przetwórcze znalazły elastomery poliuretanowe zastępujące w wielu przypadkach kauczuki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
W zależności od sposobu wytwarzania elastomery poliuretanowe dzieli się na lane,
walcowane i termoplastyczne. Elastomery termoplastyczne przerabia się najczęściej metodą
wtrysku lub wytłaczania. Metodą wtrysku wytwarza się, np. podeszwy czy obcasy.
Poliuretany znalazły zastosowanie jako doskonałe powłoki ochronne do metali, drewna,
jako powłoki wodoszczelne do betonu, jako powłoki elastyczne do skóry, gumy i innych
tworzyw, jako powłoki uszczelniające tkaniny i papier, posiadają właściwości adhezyjne,
a nawet włóknotwórcze.
Poliamidy PA stanowią grupę termoplastycznych tworzy otrzymywanych na skalę
techniczną przez polikondensację dwumian alifatycznych z alifatycznymi kwasami
dwukarboksylowymi. Występuje wiele gatunków tworzyw poliamidowych różniących się nie
tylko właściwościami fizykomechanicznymi, lecz także zawartością składników dodatkowych
(stabilizatory, barwniki, napełniacze itp.). Poliamidy występują pod różnymi nazwami
handlowymi np. Nylon, Steelon, Grilon, Rilsan, Stilon, Polan, Kapron, Perlon. Poliamidy
mogą być przetwarzane metodą wtrysku, wytłaczania. Tworzywa te znalazły szerokie
zastosowanie do wyrobu włókien syntetycznych, kształtek technicznych, powłok tworzyw
skóropodobnych, impregnacji materiałów tkanych i nietkanych, klejów topliwych, folii,
obcasów obuwia damskiego, nici i wielu innych wyrobów.
Poliestry są tworzywami otrzymywanymi w reakcji polikondensacji wielofunkcyjnych
kwasów z alkoholami z wydzieleniem cząsteczek wody.
Żywice poliestrowe znalazły zastosowanie do otrzymywania włókien o nazwach
handlowych Elana, Torlen, Dacron, Tergal, Terylen itp., a także lakierów ochronnych
i izolacyjnych, klejów topliwych i innych wyrobów.
Polimery akrylowe otrzymuje się z odpowiednich monomerów, pochodnych kwasu
akrylowego. Tworzywa te mogą być miękkie, podobne do gumy, albo twarde jak szkło.
Żywice poliakrylowe znalazły zastosowanie jako kleje, impregnaty, zestawy do krycia
skór i tworzyw skóropodobnych.
Aminoplasty otrzymuje się z aldehydu mrówkowego oraz mocznika. Przez kształtowanie
w prasach można otrzymać przedmioty w kolorach pastelowych. Z aminoplastów wytwarza
się talerze, kubki i inny sprzęt nietłukący się. Podczas prowadzenia reakcji polikondensacji
wielofunkcyjnych związków aminowych z aldehydem mrówkowym, przy odpowiedniej
kontroli pH otrzymamy produkty, które mają zastosowanie jako kleje, spoiwa do tłoczyw lub
laminatów oraz środki impregnujące.
Fenoplasty są to tworzywa sztuczne otrzymywane przez polikondensację fenolu
i aldehydu mrówkowego. Znane są również pod nazwą tworzyw fenoloformaldehydowych
zwanych bakelitami.W wyniku syntezy żywicy w środowisku kwasowym otrzymujemy, tzw.
nowolaki służące do wytwarzania tłoczyw fenolowych czy lakierów, natomiast w środowisku
zasadowym otrzymuje się, tzw. rezole służące do impregnacji i powlekania oraz lane rezolany
stosowane w galanterii. Zarówno rezole, jak i nowolaki pod wpływem ogrzewania szybko
powiększają swoje cząsteczki i przechodzą w trudno rozpuszczalny i trudno topliwy rezitol,
a następnie całkowicie nierozpuszczalny i nietopliwy rezit.
Kazeinit to tworzywo modyfikowane zwane sztucznym rogiem otrzymywane w wyniku
działania aldehydu mrówkowego na kazeinę. Kazeinit jest podobny do rogu, lecz ma większy
połysk, jest twardszy, bardziej kruchy. Mięknie w wodzie i rozpuszcza się w kwasach
i zasadach. W czasie spalania wydziela woń przypalonego mleka. Wielką zaletą kazeinitu jest
możliwość otrzymywania go we wszystkich kolorach i kształtach oraz łatwość obróbki
mechanicznej. Można wykorzystać go w produkcji galanterii do produkcji np. rączek, ozdób
czy guzików.
Nitroceluloza powstaje w wyniku estryfikacji celulozy kwasem azotowym w obecności
kwasu siarkowego. W zależności od warunków prowadzenia procesu można otrzymać
nitrocelulozę o różnym stopniu podstawienia grupami azotanowymi. Polimer ten pod
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
względem chemicznym jest mieszaniną azotanów celulozy, a nazwa nitroceluloza jest nazwą
zwyczajową. Azotany celulozy mają duże zastosowanie w produkcji lakierów, mas
plastycznych, błon filmowych, bezdymnego prochu, jako pokrycia tkanin, skóry i innych
materiałów. Estry celulozy znalazły zastosowanie w produkcji mas plastycznych, błon,
lakierów, powłok kryjących odpornych na wodę i innych.
Właściwości tworzyw sztucznych
Tworzywa sztuczne posiadają szereg cech fizykomechanicznych, które ułatwiają ich
identyfikację, np.: barwa, przezroczystość, twardość, podatność na odkształcenia, gęstość,
zachowanie podczas zmian temperatury lub w płomieniu, rozpuszczalność w różnych
cieczach, widma spektroskopowe lub charakterystyczne reakcje.
W tym celu rozpoznania nieznanego tworzywa należy posłużyć się kluczem ujętym
w postaci opisowej lub odpowiednią tablicą.
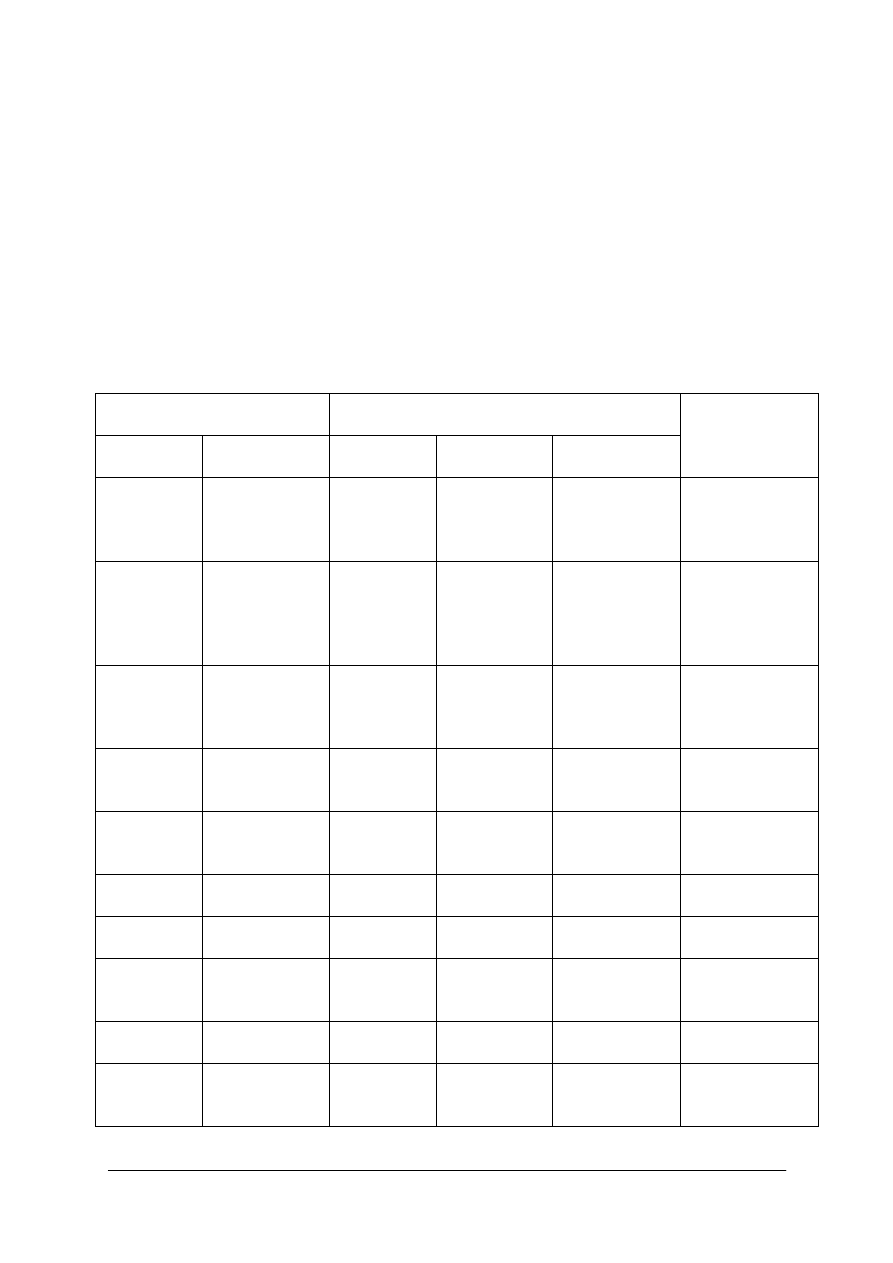
Tabela 1. Zachowanie się tworzyw sztucznych w czasie suchej destylacji.
Obserwacja ogrzewanej
próbki
Badanie wodnego roztworu destylatu
Zachowanie
się próbki
barwa przy
rozkładzie
odczyn
zapach
reakcja
rozpoznawcza
Rodzaj
tworzywa
sztucznego
Topi się
a następnie
ulega
rozkładowi
bez zmian
obojętny lub
słabo
zasadowy
fenolu i
formaldehydu
na fenol
fenoplasty
Ulega
rozkładowi,
pęczniejąc,
pęka przy
rozkładzie
bez zmian
obojętny lub
słabo
zasadowy
fenolu i
formaldehydu
na fenol
wyroby
utwardzane
z fenoplastu
Topi się,
a następnie
ulega
rozkładowi
ciemnieje
zasadowy
amoniaku
i amin
na amoniak
aminoplasty
Topi się
i ulega
rozkładowi
bez zmian
obojętny
słaby gumy
—
poliizobutylen
Topi się
i ulega
rozkładowi
żółknie lub
brązowieje
obojętny
słodkawy
—
polistyren
Ulega
rozkładowi
ciemnobrązowy silnie
kwasowy
kwasu solnego na chlorek
polichlorek
winylu
Topi się
brązowieje
kwasowy
kwasu
octowego
na kwas
octowy
polioctan winylu
Rozkłada się
burzliwie,
pryska
bez zmian
obojętny
owocowy
—
polimetakrylany
Gwałtowny
rozkład
czasem czarne
dymy
silnie
kwasowy
tlenów azotu
i kamfory
na azotany
celuloid
Topi się,
następnie
zwęgla
czarna
zwęglona
obojętny
spalonego
papieru
—
etyloceluloza
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Topi się
i ulega
rozkładowi
czarna
kwasowy
kwasu
octowego
i palonego
papieru
na kwas
octowy
octan celulozy
Ulega
rozkładowi
i zwęgleniu
czarna
zwęglona
zasadowy
spalonego
rogu
—
galalit
Topi się dość
trudno,
następnie
ulega
rozkładowi
przeważnie bez
zmian
zasadowy
spalonego
rogu
—
poliamidy
Najczęściej identyfikacja próbki tworzywa opiera się na wyglądzie zewnętrznym próbki
i obserwacjach organoleptycznych, na zachowaniu podczas ogrzewania bez dostępu
powietrza, podczas kontaktu z płomieniem oraz na działaniu na tworzywo rozpuszczalnikami
i niektórymi stężonymi odczynnikami chemicznymi, np.: 30% H
2
SO
4
, 20% NaOH i innymi.
Przy stwierdzeniu przydatności tworzywa sztucznego wymagane jest przeprowadzenie
szeregu badań własności fizycznych i fizykomechanicznych, takich jak: ciężar właściwy,
gęstość, wilgotność, chłonność wody, twardość, elastyczność, wytrzymałość na rozciąganie,
wytrzymałość podczas ściskania, zginania, rozdzierania, udarowa, odporność na ścieranie,
zmęczenie przy wielokrotnym zginaniu i inne.
Ciężar właściwy jest to stosunek ciężaru badanej próbki do jej objętości. Tworzywa
sztuczne z reguły cechuje mały ciężar właściwy.
Oznaczanie chłonności wody polega na określeniu stosunku ciężaru wody pochłoniętej
przez próbkę do ciężaru tej próbki w stanie suchym. Poliamidy, pochodne celulozy oraz
polimetakrylany są najbardziej wrażliwe na działanie wody. Nasiąkliwość zależy od składu,
postaci i powierzchni tworzywa, a pochłonięta woda powoduje spęcznienie materiału i może
mieć wpływ na zmiany właściwości wytrzymałościowych i elektrycznych tworzywa.
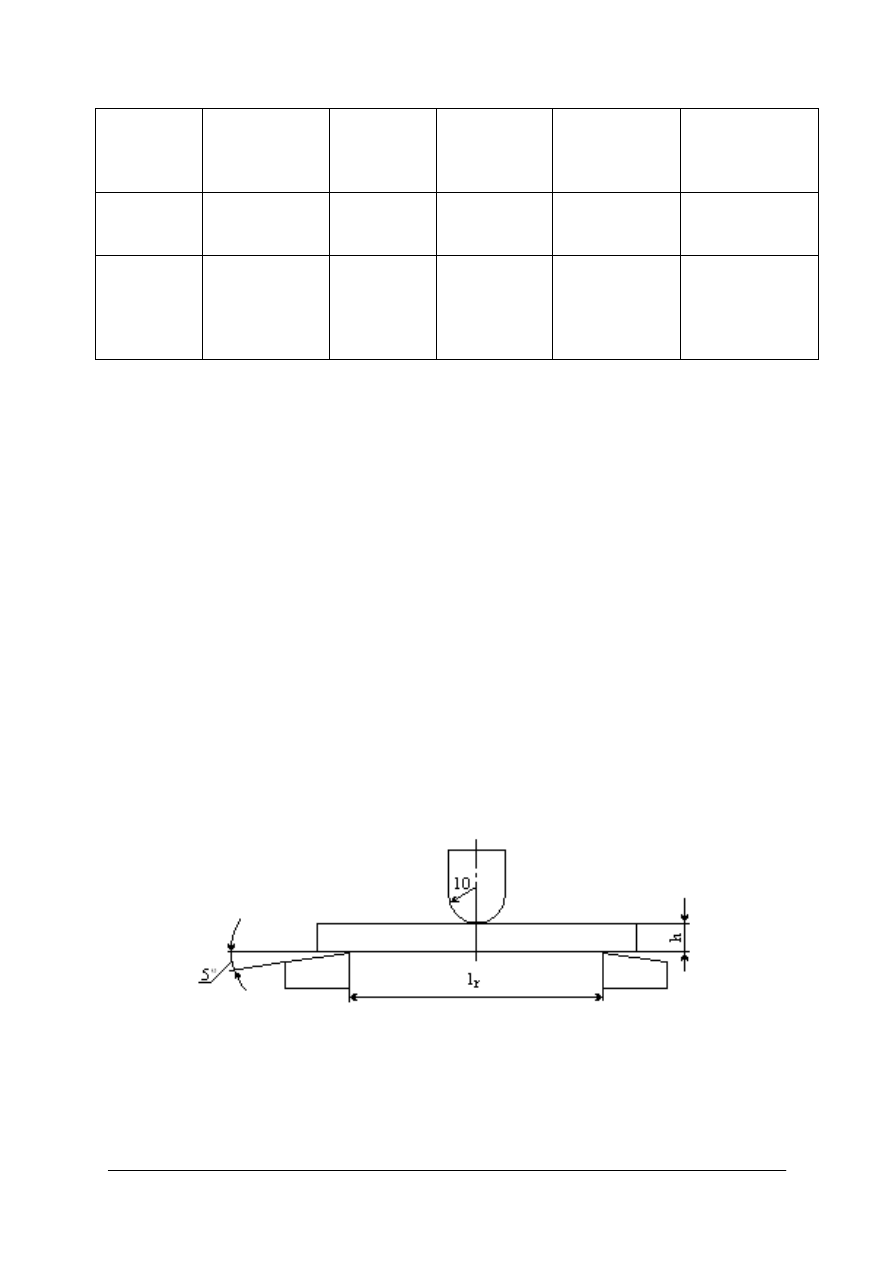
Wytrzymałość na zginanie jest to wielkość naprężenia zginającego powodującego
złamanie próbki. Oznacza się je doprowadzając do zniszczenia próbki w aparacie do badań
wytrzymałości. Przygotowaną próbkę układa się na podporach i naciska pozwalając na ciągłe,
równomierne zwiększanie nacisku aż do zniszczenia próbki, odnotowując wielkość
obciążenia zginającego.
Rys.2. Próba zginania beleczki leżącej na podporach: l
r
– rozstaw podpór h – grubość próbki [6, s. 254].
Wytrzymałość na rozciąganie określa wielkość siły rozciągającej, która powoduje
rozerwanie próbki. Badanie przeprowadza się za pomocą zrywarki. Stosunek siły niszczącej
do powierzchni przekroju pierwotnego próbki nazywa się wytrzymałością doraźną i wyraża
się w N/m
2
.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
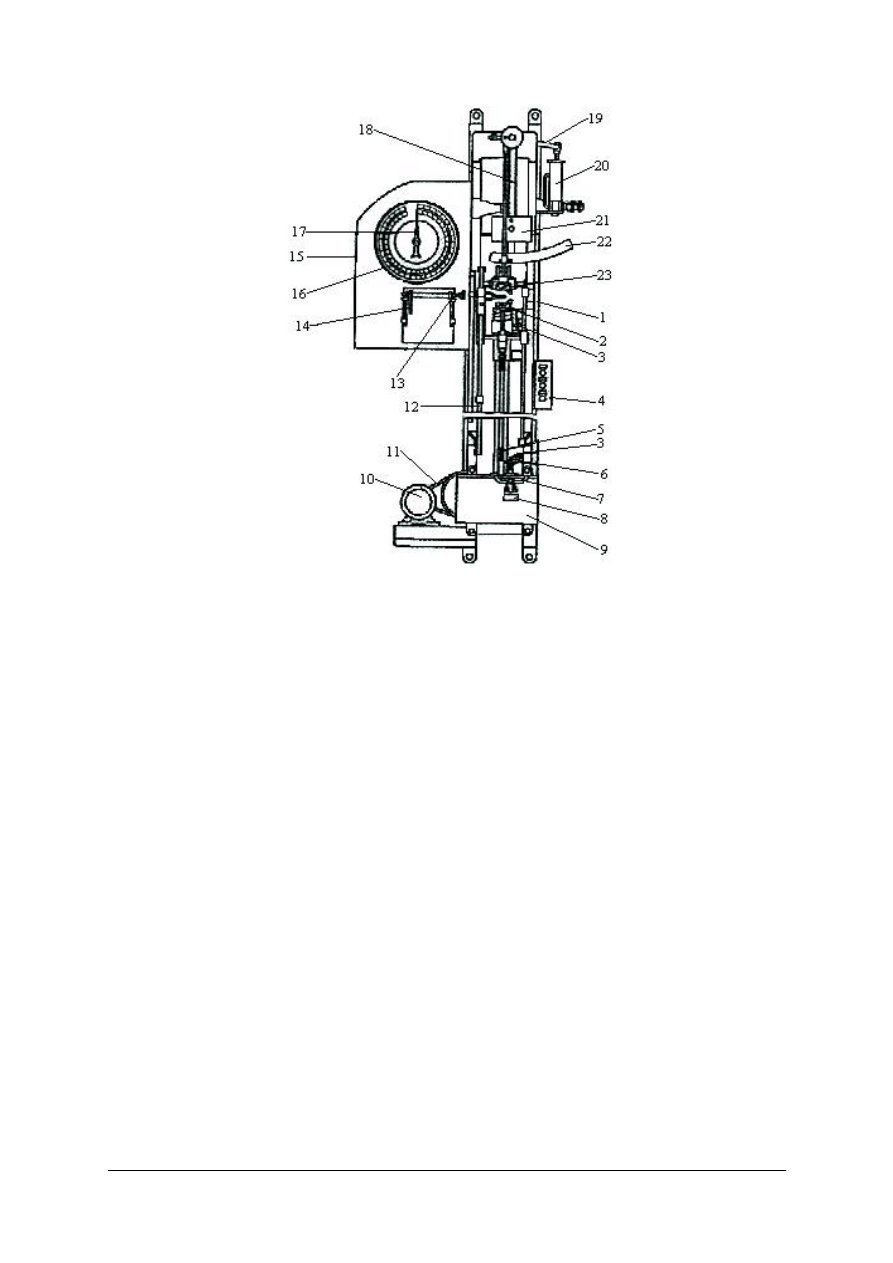
Rys. 3. Schemat maszyny wytrzymałościowej RMI–60: 1- obudowa, 2, 23 – zaciski, 3 - wyłączniki końcowe,
4 – rozrusznik magnetyczny, 5 –- łańcuch, 6, 7 – pedały, 8 – wskaźnik szybkości, 9 – reduktor,
10 – silnik elektryczny, 11 – przekładnia pasowo-klinowa, 12 – linijka, 13 – mechanizm do podawania papieru,
14 – karetka, 15 – osłona, 16 – tarcza, 17 – strzałka, 18 – wahadło, 19 – dźwignia,
20 – tłumik olejowy, 21 – obciążenie zmienne, 22 – skala łukowa [5, s.157].
Wytrzymałość na ściskanie jest to stosunek siły ściskającej, powodującej pęknięcie
przekroju lub określone odkształcenie próbki, do początkowej powierzchni przekroju próbki.
Oznaczenie przeprowadza się na maszynie wytrzymałościowej o stałym wzroście prędkości
obciążenia. Przy braku objawów uszkodzenia próbki za siłę niszczącą przyjmuje się nacisk
powodujący 50% odkształcenia.
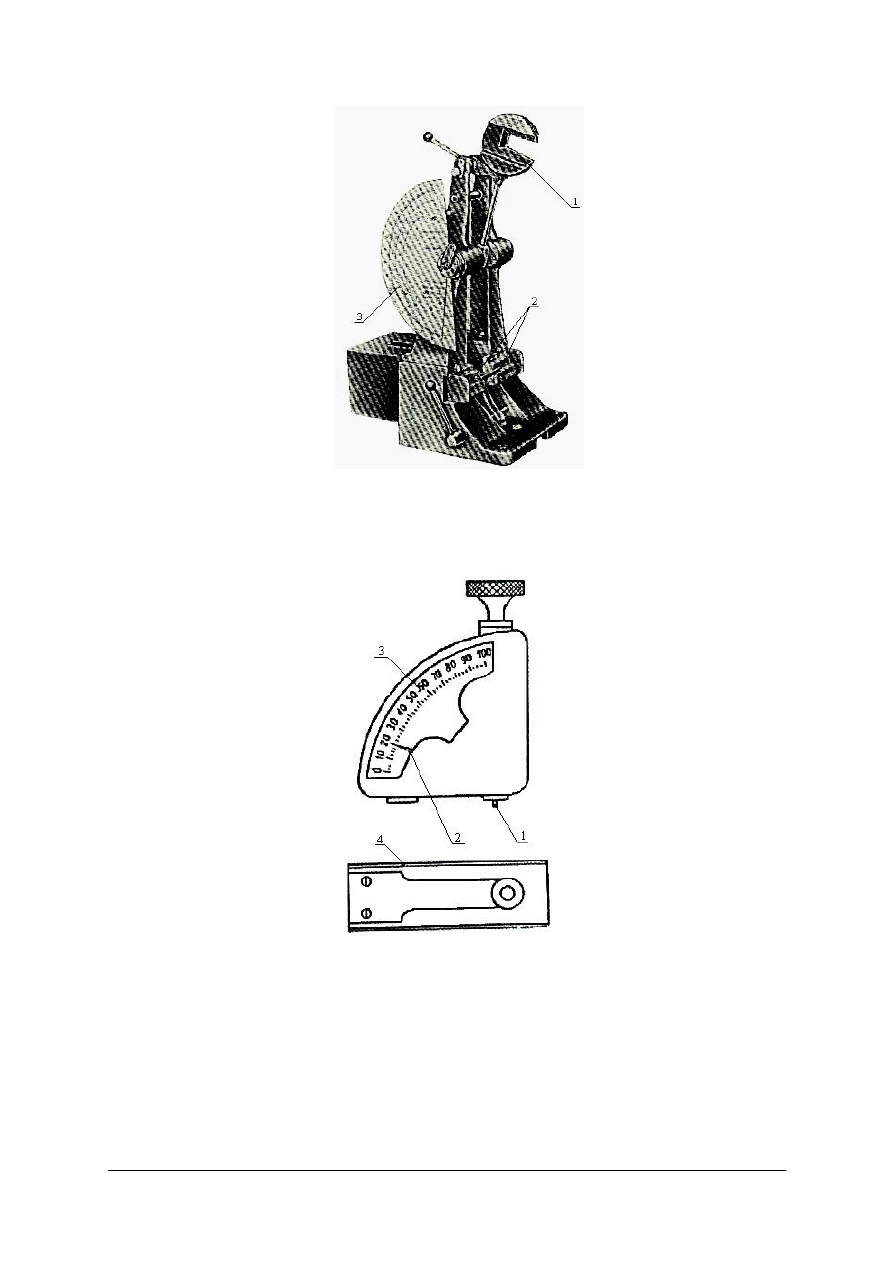
Udarność jest to stosunek pracy użytej na dynamiczne złamanie próbki do przekroju
poprzecznego tej próbki w miejscu złamania. Badanie to dotyczy tworzyw sztucznych
sztywnych i polega na zastosowaniu do łamania próbek wahadłowego młota Charpy’ego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Rys.4. Młot udarowy Charpy’ego: 1 – wahadło, 2 – podpory, 3 – skala [6, s. 257].
Twardość jest to wielkość oporu na jaki napotyka inne ciało przenikające w głąb
tworzywa. W badaną próbkę wciska się stalową kulkę o średnicy 0,5 mm pod działaniem
obciążenia podstawowego.
Rys.5. Twardościomierz Shore’a A: 1 – iglica, 2 – wskazówka, 3 – skala, 4 – sprawdzian [5, str. 139].
Do oznaczenia twardości można zastosować metodę np. Shore’a A. Próbki w tej metodzie
powinny mieć grubość minimum 5 mm oraz taką wielkość, by można było wykonać, co
najmniej 3 oznaczenia w miejscach odległych od siebie, co najmniej 10 mm i tyle od
zewnętrznej krawędzi. W próbkę wciska się za pomocą dźwigni iglicę, zwalnia nacisk i po
15 sekundach od chwili usunięcia nacisku odczytuje bezpośrednio wynik na tarczy przyrządu.
Wynikiem jest średnia arytmetyczna oznaczeń, co najmniej 3 próbek z tego samego
materiału, przy czym na każdej z nich dokonuje się, co najmniej 3 oznaczeń.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Zastosowanie tworzyw sztucznych w kaletnictwie
Wycięte i wykrojone części składowe np. z folii z tworzyw termoplastycznych, są
łączone najczęściej w gotowy wyrób kaletniczy metoda zgrzewania pojemnościowego.
Tworzywa termoplastyczne są to tworzywa sztuczne, które pod wpływem temperatury
miękną i przechodzą w stan plastyczny. Po ostudzeniu właściwości plastyczne znikają,
a tworzywo powraca do stanu pierwotnego.
Do najważniejszych tworzyw termoplastycznych stosowanych w kaletnictwie zaliczamy:
miękki polichlorek winylu (PCW) i twardy zwany winidurem, polistyren, polimetakrylan,
poliamid i polietylen.
Najszersze zastosowanie w kaletnictwie ma kalandrowana folia z polichlorku winylu,
która otrzymywana jest przez mieszanie sproszkowanego polichlorku winylu ze
zmiękczaczami, wypełniaczami i pigmentami. Odbywa się ten proces w specjalnej mieszarce,
a następnie masa jest walcowana w kalandrach w temperaturze 140–170º.
Folie kalandrowane w kaletnictwie stosowane są do wyrobów tańszych torebek
damskich, puderniczek, okładek na książki i zeszyty, wszelkiego rodzaju pokrowców, etui itp.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Wymień podstawowe surowce do produkcji tworzyw sztucznych?
2. Co to jest monomer?
3. Co to jest polimer?
4. Wymień produkty uboczne polikondensacji?
5. Jaką budowę mogą mieć polimery?
6. Jak dzielą się tworzywa sztuczne ze względu na właściwości?
7. Jakie tworzywa sztuczne stosowane są najczęściej w kaletnictwie?
8. Scharakteryzuj polipropylen?
9. Jak otrzymujemy kalandrowaną folię z polichlorku winylu?
10. Co to jest udarność?
11. Co to jest twardość?
4.1.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj i nazwij budowę polimerów przedstawionych na planszy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem nauczania,
2) zorganizować stanowisko pracy,
3) przeanalizować budowę polimerów,
4) nazwać budowę polimerów z planszy,
5) zapisać w zeszycie wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
plansza z przedstawionymi polimerami,
−
przybory do pisania,
−
zeszyt,
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Ćwiczenie 2
Rozpoznaj z przedstawionych wyrobów rodzaj tworzywa sztucznego: polietylen,
polichlorek winylu, bakelit.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem nauczania,
2) zorganizować stanowisko pracy,
3) dokonać oględzin przygotowanych wyrobów,
4) rozpoznać i nazwać tworzywa sztuczne,
5) zapisać wyniki w zeszycie.
Wyposażenie stanowiska pracy:
−
stół do rozłożenia tworzyw sztucznych,
−
próbki tworzyw sztucznych,
−
przybory do pisania,
−
zeszyt,
−
literatura z rozdziału 6.
Ćwiczenie 3
Przeprowadź z wybranych przez nauczyciela próbek tworzyw sztucznych test na
twardość materiału.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem nauczania,
2) zorganizować stanowisko pracy,
3) przeprowadzić test,
4) wyniki zaprezentować na forum klasy,
5) wnioski zapisać w zeszycie.
Wyposażenie stanowiska pracy:
−
próbki tworzyw sztucznych,
−
twardościomierz
−
przybory do pisania,
−
zeszyt,
−
literatura z rozdziału 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić pojęcia monomer i polimer?
2) wymienić podstawowe techniki stosowane w przetwórstwie tworzyw
sztucznych?
3) wymienić najczęściej stosowane metody klasyfikacji tworzyw
sztucznych?
4) podać
różnicę
miedzy
tworzywem
termoutwardzalnym,
a chemoutwardzalnym?
5) podać z czego otrzymuje się polietylen?
6) podać zalety polipropylenu?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4.2. Otrzymywanie materiałów skóropodobnych
4.2.1. Materiał nauczania
W ostatnim okresie, dzięki ogromnemu postępowi chemii powstała możliwość
otrzymywania wielu tworzyw skóropodobnych, które są zbliżone do skóry naturalnej
i wyglądem i niektórymi właściwościami fizycznymi.
Podział tych tworzyw można przeprowadzić w zależności od:
−
podłoża: bez podłoża, z podłożem, włókniste i specjalne,
−
sposobu wytwarzania: powlekane, laminowane, napawane, moczone czy kombinowane,
−
przeznaczenia: obuwiowe, obiciowe, odzieżowe i specjalne,
−
rodzaju powłoki: polichlorek winylu (PCW), poliuretany (PU),żywice poliamidowe (PA)
i żywice poliakrylowe.
Podział tworzyw skóropodobnych w zależności od właściwości i struktury można
przedstawić następująco:
1. Tworzywa skóropodobne niehigieniczne z polimerów praktycznie niesorbujących wilgoci
- namiastki skóry naturalnej z powłoką litą lub spienioną.
2. Tworzywa skóropodobne poromeryczne, higieniczne – zamienniki skór naturalnych
z mikroporami w postaci otwartych kanalików.
Grupą drugą są TSP poromeryczne, które na podstawie oceny organoleptycznej nie
różnią się od skór naturalnych oraz wykazują mniejszą lub większą zdolność przepuszczania
pary wodnej i powietrza.
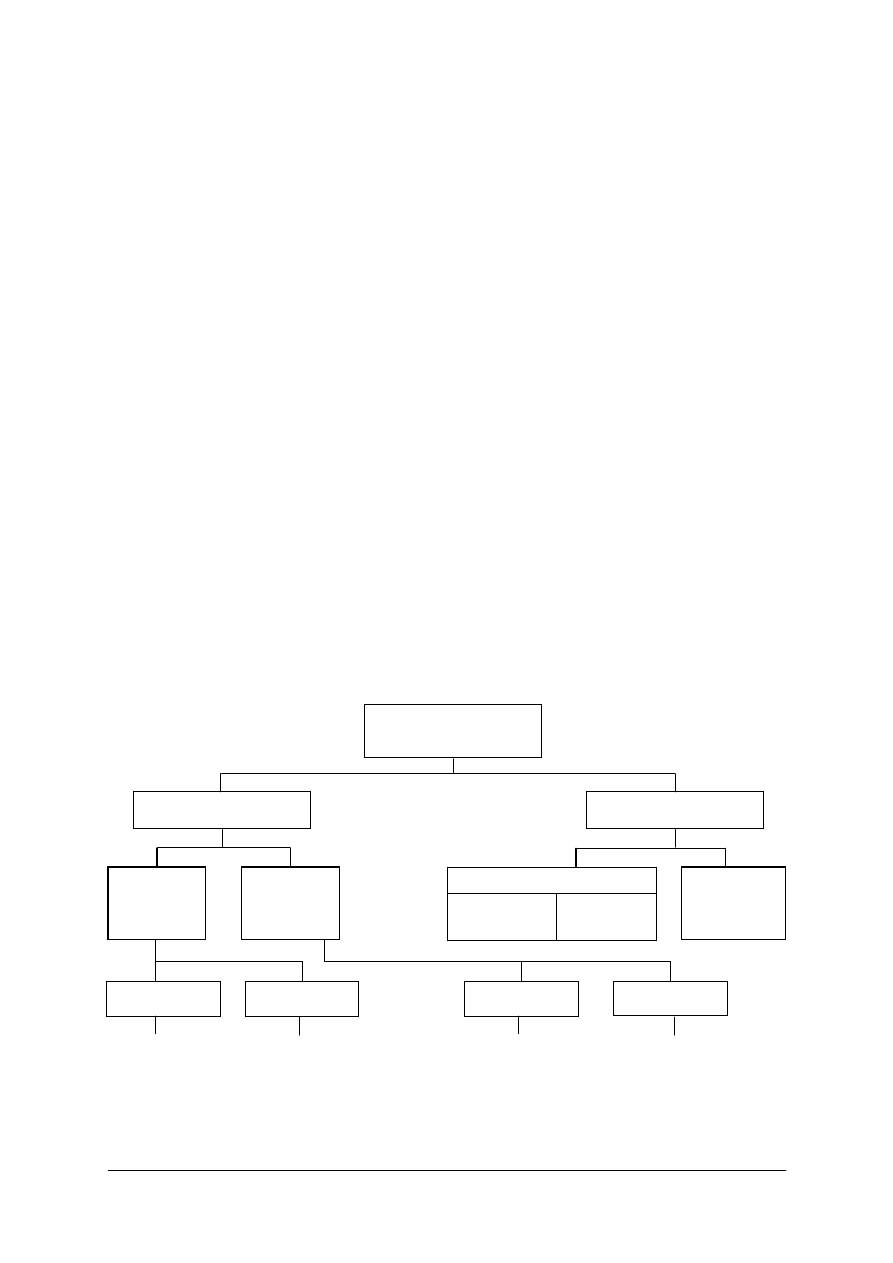
Miękkie tworzywa skóropodobne to materiał o podłożu włóknistym, na który naniesiono
jedną lub więcej warstw tworzywa powłokowego. Warstwy kryjące mogą być lite,
mikroporowate, o komórkach otwartych lub zamkniętych. Liczba i kolejność naniesionych
warstw jest różna w zależności od technologii produkcji i przeznaczenia. Uproszczony
schemat TSP pod względem technologicznym przedstawiony jest na rysunku 6.
Lita
Lita/Mikroporowata
Tkane
Tkanina/Włóknina
Mikroskopowa
Mikroporowata/Lita
Nietkane
Tkanina/Filc
Porowata/Lita
Dziane
Lita/Porowata
Rys. 6. Tworzywa skóropodobne [5, s. 214].
Tworzywa
skóropodobne TSP
Wielowarstwowe
Jednowarstwowe
Podłoże z włókniny
napawane
napawane
tworzywem kolagenem
Warstwa
tworzywa
Podłoże
włókniste
Folie
z tworzyw
sztucznych
Pojedyncza
Podwójna
Pojedyncze
Podwójne

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Surowce do wytwarzania tworzyw skóropodobnych
Do wytwarzania powłoki tworzywa skóropodobnego stosuje się różne rodzaje mieszanek
polimerów jako wodne emulsje lub roztwory w rozpuszczalnikach organicznych albo też jako
mieszaniny polimerów z dodatkiem zmiękczaczy. Polimer, zwany środkiem wiążącym, jest
podstawowym składnikiem do wytworzenia powłoki, natomiast inne dodatki nadają jej
odpowiednie właściwości, utrwalają procesy wytwarzania itp.
Podstawowymi
polimerami
stosowanymi
do
wytwarzania
powłok tworzywa
skóropodobnego są poliuretany oraz zmiękczony polichlorek winylu. W mniejszym stopniu
stosuje się poliamidy i żywice poliakrylowe.
Wyżej wymienione polimery zostały omówione w rozdziale 4.1 niniejszego poradnika.
Żaden z podstawowych polimerów nie nadaje się do użycia bez dodania środków
pomocniczych tj. środki barwiące, zmiękczacze, stabilizatory, wypełniacze czy innych
dodatków takich jak środki bakteriobójcze utrudniające palenie, antystatyki czy zapachowe.
Zmiękczacze są to ciekłe lub stałe związki organiczne, które oddziaływują fizycznie na
substancje wielkocząsteczkowe nadając uzyskanym produktom plastyczność i miękkość oraz
podwyższają odporność na niskie temperatury. Największą i najczęściej stosowaną grupą
plastyfikatorów są estry, a wśród nich ftalany i fosforany.
Wypełniacze stosowane są w małych ilościach, przeważnie wchodzą w skład warstwy
środkowej powłoki tworzywa z polichlorku winylu. Wypełniaczami mogą być kaolin, kreda,
czy sproszkowane związki wapnia.
Stabilizatory są związkami chemicznymi opóźniającymi procesy starzenia tworzywa,
a tym samym zwiększają trwałość wyrobu. Do grupy stabilizatorów zaliczamy:
antyutleniacze, antyozonanty, fotostabilizatory, stabilizatory cieplne i dezaktywatory cieplne.
Środki barwiące to substancje nadające tworzywu określoną barwę, do nich można
zaliczyć pigmenty organiczne i nieorganiczne, które nie wchodzą w reakcje chemiczne
z polimerami i nie rozpuszczają się w nich oraz barwniki będące związkami organicznymi
rozpuszczającymi się w polimerze lub wchodzącymi z nim w reakcje.
Środki porotwórcze dodawane są do tworzyw sztucznych w celu otrzymania materiałów
porowatych. Są to organiczne lub nieorganiczne substancje, które pod wpływem ciepła
ulegają rozkładowi z wydzielaniem gazów. Do poroforów nieorganicznych należą, np.:
wodorowęglan sodowy, węglan i wodorowęglan amonowy, natomiast porofory organiczne, to
związki nitrozowe, azowe i inne.
Środki utrudniające palenie stosowane są w celu zmniejszenia palności tworzyw przez
zastosowanie określonych zmiękczaczy, np. fosforanu trójkrezylowego lub chloroparafiny,
bądź też przez zastosowanie określonych wypełniaczy, jak np. tlenki lub sole antymonu.
Jako środki pomocnicze mogą być również stosowane środki zapachowe dodawane
szczególnie do mieszanek PCW w celu nadania tworzywu określonego zapach lub
zatuszowania nieprzyjemnego zapachu niektórych składników mieszanki, np. zmiękczaczy.
Materiały do wytwarzania podłoża tworzyw
Ponieważ tworzywa skóropodobne bez podłoża mają małą wytrzymałość na rozciąganie
i nadmierną ciągliwość, stąd zastosowanie ich w kaletnictwie jest ograniczone. Dlatego
stosuje się tworzywa skóropodobne z podłożem, którym może być tkanina, dzianina,
włóknina czy nawet papier. Podłoże wpływa, zatem na polepszenie wskaźników
wytrzymałościowych, na zachowanie stateczności wymiarów i uproszczenie przetwórstwa.
W zależności od przeznaczenia tworzywa skóropodobnego na podłoże stosuje się tkaniny
o splotach płóciennych, atłasowych i skośnych.
Przędze do produkcji tkanin stosowanych na podłoża tworzyw skóropodobnych
wytwarza się z włókien bawełnianych, z mieszanin włókien bawełnianych i wiskozowych lub
tylko wiskozowych. Dobór rodzaju włókna zależy od tworzywa skóropodobnego. Tkaniny

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
przeznaczone na podłoże są poddawane specjalnej obróbce, tj. wyrównaniu powierzchni,
strzyżeniu, opalaniu, bieleniu czy prasowaniu.
Dla zapewnienia tworzywom skóropodobnym większej ciągliwości i sprężystości
wprowadzono na podłoża dzianiny. Są one stosowane w tworzywach skóropodobnych
odzieżowych, galanteryjnych rękawiczkowych i do celów tapicerskich.
Coraz większe zastosowanie do produkcji tworzyw skóropodobnych poromerycznych
mają włókniny. Podstawowym surowcem do wytwarzania podłoża włókninowego są włókna
naturalne lub chemiczne, albo mieszanki tych włókien. Z grupy włókien chemicznych stosuje
się włókna poliamidowe, poliestrowe, poliakrylonitrylowe i inne z grupy kopolimerów.
Dla otrzymania wyrobu o dobrych właściwościach nadają się przede wszystkim włókna
kurczliwe, które kurczą się pod wpływem temperatury lub obróbki chemicznej. Prowadzi to
do zagęszczenia struktury włókniny.
Produkcję i właściwości tkanin, dzianin i włóknin poznałeś podczas realizacji jednostki Z1.02
„Stosowanie surowców i materiałów włókienniczych”.
Wytwarzanie tworzyw skóropodobnych
Tworzywa skóropodobne warstwowe otrzymuje się przez nasycanie lub powlekanie
tkanin lub materiałów włókienniczych nietkanych tworzywami sztucznymi. Tworzywa
wielowarstwowe są często stosowane w obuwnictwie, jednowarstwowe zaś, nasycone lub
w postaci folii wykorzystywane są w kaletnictwie i do celów obiciowo-tapicerskich.
1. Powlekanie
Powlekanie jest jednym z podstawowych sposobów produkcji TSP. Operacja ta
stosowana do tkanin i włóknin różnymi żywicami może być przeprowadzana jednostronnie
lub dwustronnie metodą bezpośrednią lub pośrednią. Powlekanie przeprowadza się
warstwowo, stosując dla każdej warstwy pasty o różnym składzie. Rozróżnia się trzy główne
warstwy: podkładową, środkową i powierzchniową.
Warstwę podkładową nanosi się bezpośrednio na podłoże tak, by możliwie najgłębiej
wniknęła w podłoże w celu zakotwiczenia się i trwałego połączenia.
Warstwa środkowa znajduje się między warstwami podkładowymi i powierzchniowymi.
Otrzymuje się ją przez dwu lub trzykrotne nanoszenie. Stanowi ona zazwyczaj ok. 50% całej
powłoki tworzywa.
Warstwa powierzchniowa zwana też licową większości TSP jest narażona na działanie
czynników mechanicznych. Dla tej warstwy dobiera się odpowiednio twarde tworzywo,
np. żywice poliakrylowe.
Skład mieszanek na poszczególne warstwy dobiera się w zależności od przeznaczenia
i warunków użytkowania gotowego wyrobu. Najczęściej pasty stosowane na warstwy
podkładowe zawierają większą ilość zmiękczaczy i wykazują mniejszą lepkość od past na
warstwy powierzchniowe. Tworzywa skóropodobne stosowane w kaletnictwie powinny
wykazywać znaczną wytrzymałość na rozciąganie i odporność na ścieranie.
Rozróżnia się dwa sposoby powlekania: bezpośrednie i pośrednie.
Powlekanie bezpośrednie stosuje się na podłoża włókiennicze o małej ciągłości i dużej
wytrzymałości na rozciąganie. W zależności od rodzaju produkowanego tworzywa
skóropodobnego nanosi się na podłoże od 2–6 warstw. Odpowiednio przygotowaną masę
w postaci pasty nakłada się na podłoże za pomocą powlekarek.
Powlekarka jest wyposażona w urządzanie podające do odwijania powlekanego
materiału, zespół do powlekania właściwego, suszarnię z komorą grzejną o charakterystyce
określonej przez właściwości nanoszonego polimeru, wałki chłodzące oraz urządzenie
zwijające TSP w rolkę.
Urządzenie do powlekania podłoży dzieli się na trzy typy: nożowe, walcowe i specjalne.
Nóż powlekający służy do równomiernego rozprowadzania warstwy polimeru na
podłożu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
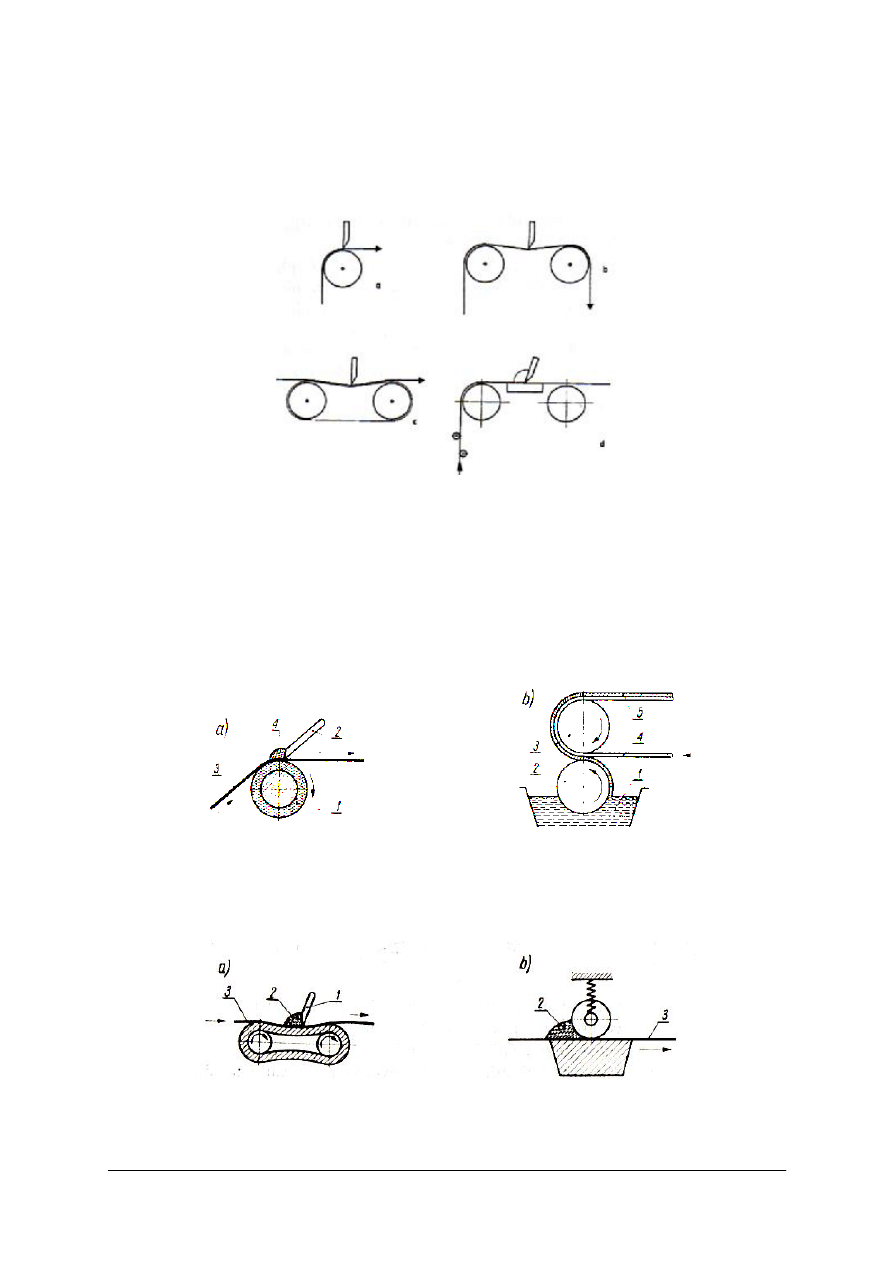
Powlekarki nożowe mogą być wyposażone w:
a) nóż oparty na walcu (rys. 7a),
b) nóż podwieszony (w powietrzu) (rys. 7b),
c) nóż nad taśmą przenośnika oparty na taśmie przenośnika (rys. 7c),
d) nóż oparty na sztywnej płycie (rys. 7d).
Rys. 7. Schemat urządzeń do powlekania podłoża przy pomocy noża:
a) nóż opary na wałku, b) nóż podwieszony, c) nóż oparty na gumowej taśmie przenośnika,
d) nóż oparty na sztywnej płycie [9, s. 61].
Ilość naniesionego polimeru reguluje się odległością noża od podłoża, ręcznie,
pneumatycznie czy hydraulicznie.
Do powlekania lepkich materiałów stosuje się nóż oparty na walcu gumowym (rys. 8a).
Powlekana pasta jest wcierana w podłoże włókiennicze między nożem a walcem.
W urządzeniu walcowym powlekanie włóknin przeprowadza się z zastosowaniem układu
walców, w którym jeden jest nakładający, drugi zaś wyżymający (rys. 8b).
Rys. 8. Schemat powlekania: a) nożem na walcu gumowym: 1 – walec gumowy, 2 – nóż,
3 – podłoże włókiennicze, 4 – pasta kryjąca, b) wałkiem wyżymającym: 1 – pasta,
2 – walec nakładający, 3 – walec wyżymający, 4 – podłoże, 5 – tworzywo [5, s. 216].
Powlekanie większości podłoży włókienniczych przeprowadza się na gumowej taśmie
przenośnika przeciągniętej na dwóch walcach.
Rys. 9. Powlekanie tkaniny żywicą: a) na taśmie, b) na płycie,
1 – nóż, 2 – pasta kryjąca, 3 – podłoże włókiennicze [5, s. 217].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Nad taśmą, pod określonym kątem, ustawiony jest nóż stalowy służący do
rozprowadzenia pasty na podłoże włókiennicze, ułożone na przesuwającej się taśmie.
Do powlekania bardzo lepkich materiałów stosuje się walec rozprowadzający
umieszczony nad gładką płytą (rys. 9b).
Podłoże włókiennicze przesuwa się między płytą i obracającym się walcem.
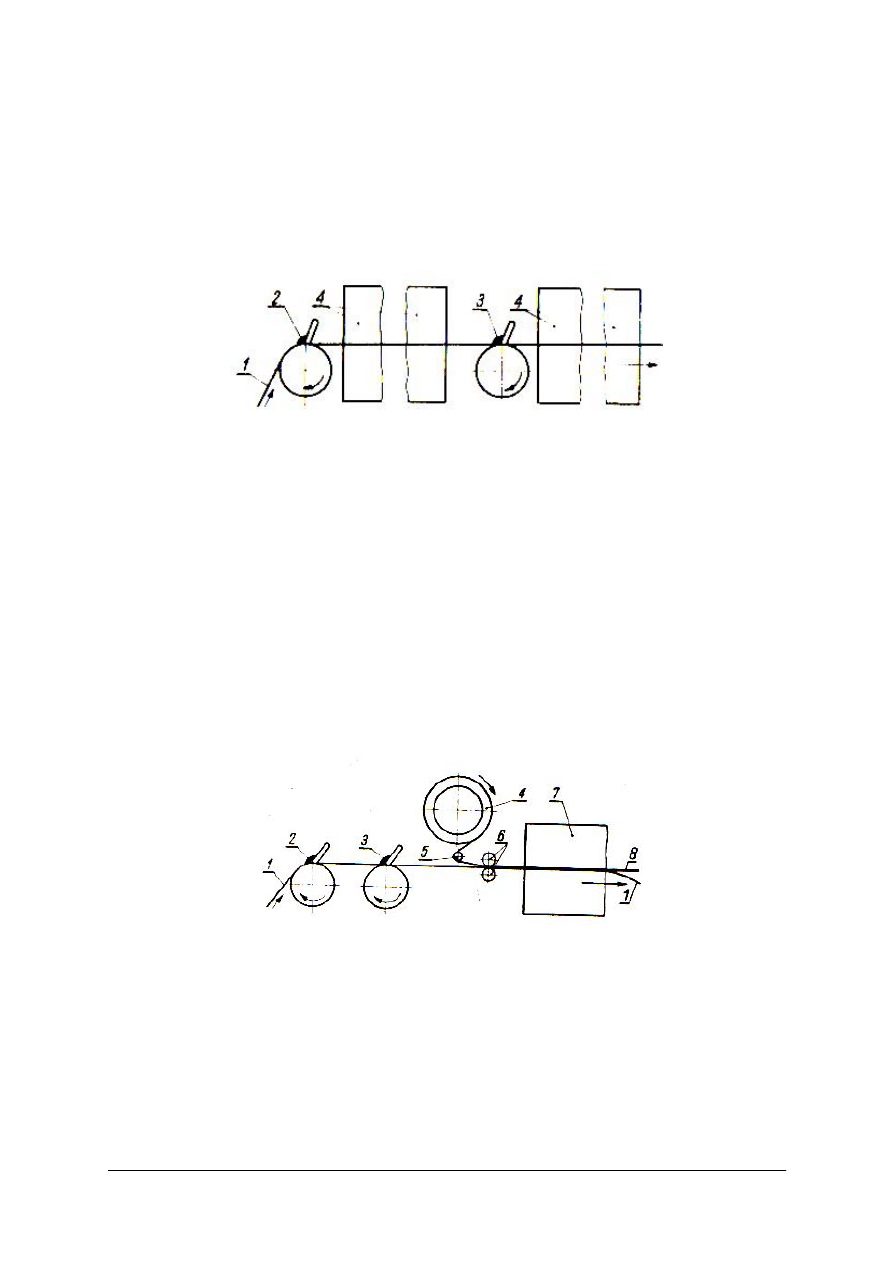
Zasadę powlekania bezpośredniego przy wytwarzaniu sztucznej skóry ze spienionego
PCW przedstawia rysunek 10.
Rys. 10. Schemat powlekania metoda bezpośrednią:1 – tkanina, 2 – pasta ze związkiem spieniającym,
3 – pasta do sporządzania warstwy licowej, 4 – komory grzejne [5, s. 217].
Powlekanie bezpośrednie polimeru na podłoże stwarza pewne ograniczenia, m.in.:
a) powlekany materiał musi mieć dostateczną wytrzymałość i nierozciągliwość,
b) penetracja polimeru do podłoża przy nanoszeniu bezpośrednim powoduje sztywnienie
powlekanego materiału,
c) bezpośrednie powlekanie nie może zmienić zasadniczo wyglądu podłoża tekstylnego.
Aby te ograniczenia wyeliminować stosuje się metodę pośrednią, którą stosuje się do
powlekania nośnika włókienniczego luźnego np.: dzianin. Pastę tworzywa nakłada się na
taśmę papierową lub stalową o powierzchni gładkiej lub z wytłoczonymi wzorami
imitującymi lico skóry, a następnie pokrywa podłożem z dzianiny. Taśma papierowa,
spełniająca rolę taśmy przenośnika, wraz z naniesionym podłożem i pastą tworzywa
przechodzą przez komorę grzejną, a po ochłodzeniu papier oddziela się od podłoża
powleczonego pastą.
Rys. 11. Schemat powlekania metodą pośrednią: 1 – taśma papierowa, 2 – pasta do sporządzania
warstwy licowej, 3 – warstwa do sporządzania warstwy spienionej, 4 – bęben z dzianiną,
5 – walec naprężający, 6 – walce dociskające tkaninę, 7 – komora grzejna, 8 – tworzywo [5, s. 218].
Wytworzona powłoka może być lita lub porowata, a jej jednolitość zapewnia stała
temperatura procesu.
Dzianina do powlekania pośredniego może być dowolnie cienka i rozciągliwa, gdyż
przygotowywana jest do procesu przez natryskiwanie środkami usztywniającymi. Zamiast
przenośników z papieru stosuje się często bardziej trwałe taśmy z dzianin impregnowanych
kauczukiem silikonowym lub używa się specjalnych powlekarek z taśmą stalową o obwodzie
zamkniętym.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Odmianą powlekania pośredniego jest laminowanie tkaniny powłoką wstępnie
zżelowioną. Powlekarki używane w tej metodzie są wyposażone w dwie lub trzy głowice.
Pierwsza głowica nakłada mieszanki PCW o odpowiedniej lepkości, druga nakłada warstwę
pasty zawierającej środki spieniające, a trzecia głowica nakłada pastę PCW przeznaczoną do
związania z dzianiną.
Metody powlekania pośredniego i bezpośredniego mogą mieć różne rozwiązania, mogą
być stosowane do produkcji tworzyw skóropodobnych nie tylko z PCW, lecz także
z poliamidów i poliuretanów.
Do niedawna najbardziej popularnym tworzywem był dermatoid, otrzymywany przez
pokrycie tkaniny bawełnianej powłoką z nitrocelulozy. Wytrzymałość dermatoidu jest
niekiedy większa niż skóry naturalnej. Jest on miękki, elastyczny, niełamliwy i odporny na
działanie wody. Spotyka się go w różnych odcieniach barw o powierzchni od matowej do
pięknie lśniącej. W odróżnianiu od skóry jest on łatwopalny. Dermatoid znajduje duże
zastosowanie jako produkt zastępujący skórę miękką do pokrycia mebli, walizek, wnętrz
wagonów, statków itp.
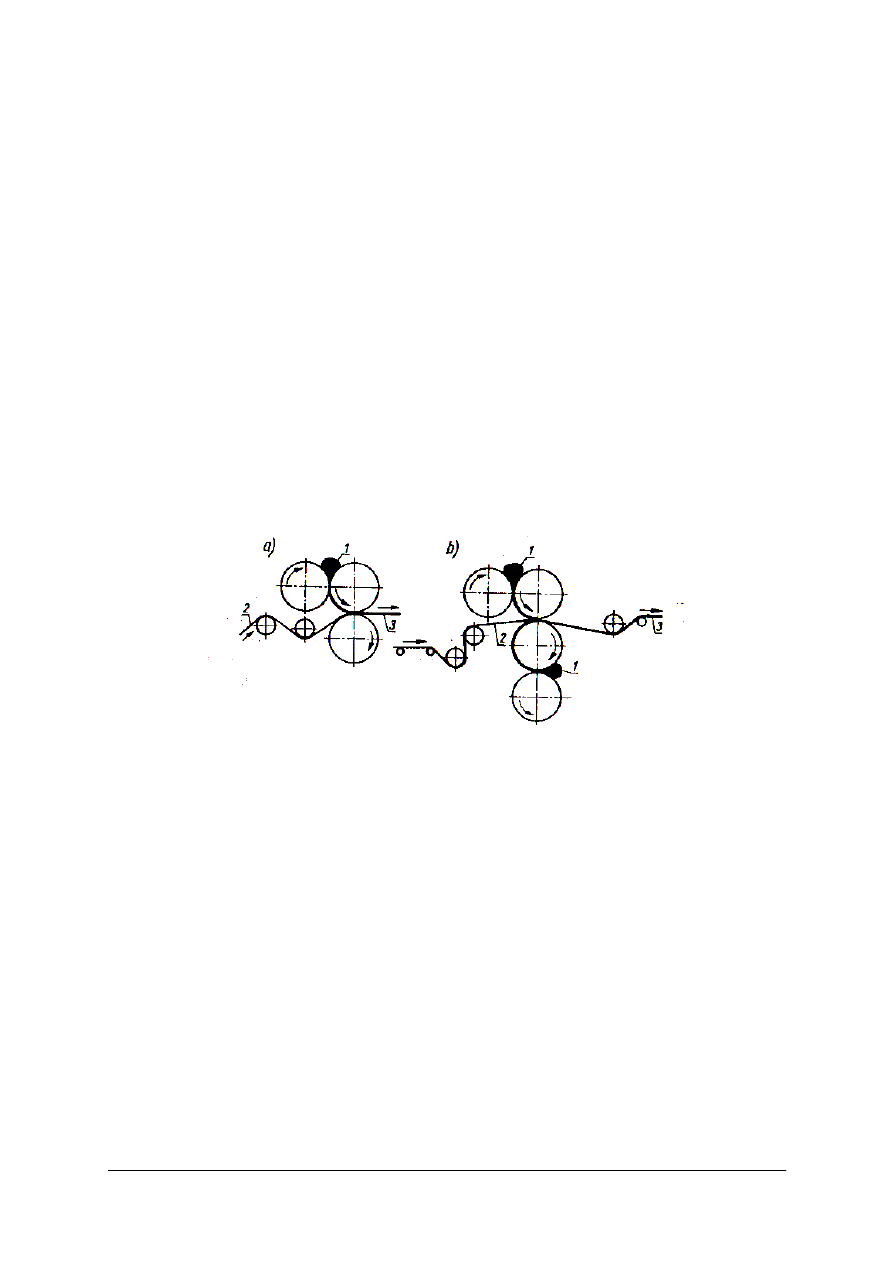
2. Kalandrowanie
Kalandrowanie (rys. 12) jest stosowane do wytwarzania tworzyw skóropodobnych
z PCW. Technika kalandrowania polega na nawarstwianiu i wtłaczaniu powłok.
Nawarstwianie polega na wytworzeniu powłoki tworzywa na jednej lub dwóch stronach
podłoża włókienniczego przy stałej prędkości obrotowej wszystkich walców.
Rys. 12. Powlekanie przez kalandrowanie tworzywa skóropodobnego: a) jednostronne, b) obustronne,
1 – dawkowanie mieszanki PCV, 2 – podłoże tkaninowe, 3 – tworzywo skóropodobne [5, s. 219].
Wtłaczanie różni się od nawarstwiania tym, że tworzywo nakłada się na podłoże
systemem wielowalcowym przy różnych prędkościach obrotowych walców kalandra.
Wielkość szczeliny określa nam końcową grubość wyrobu. Przy zastosowaniu metody
nawarstwiania, wprowadzając dodatkowy walec dociskowy, można laminować folię
o określonej, stałej grubości.
Przebieg produkcji TSP przez kalandrowanie polega na przygotowaniu i żelowaniu
mieszanki PCW, wyrobie folii na walcach, nakładaniu folii na podłoże, deseniowaniu oraz
wykończaniu.
Kalandry są to urządzenia 2, 4 walcowe, z ogrzewanymi walcami, w których pomiędzy
każdą parą walców polimer przechodzi tylko raz. Poza kalandrami mają też zastosowanie inne
maszyny i urządzenia jak mieszalniki, ugniatarki czy wytłaczarki.
3. Podwajanie
Podwajanie polega na łączeniu dwóch jednorodnych materiałów, np. dwóch folii PCW
lub tkanin. Tkaniny podwojone znalazły zastosowanie jako podłoża do specjalnych rodzajów
TSP. Tkaniny podwaja się na różnych maszynach z zastosowaniem klejów kauczukowych lub
past PCW. Podwajane folie są wykorzystywane w produkcji TSP w celu uzyskania folii
dwubarwnych. Podwajanie przeprowadza się na kalandrach, prasach i innych urządzeniach.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4. Laminowanie
Laminowanie na próżniowych walcach obrotowych polega na nałożeniu podgrzanej folii
na stalowy bęben, wewnątrz którego jest próżnia. Laminowanie może być połączone
z jednoczesnym zgrzewaniem punktowym np. trzech warstw: zewnętrznej (kolorowo
deseniowana folia z miękkiego PCW), środkowej (wata celulozowa lub miękki porowaty
PCW) i dolnej (folia miękka biała).
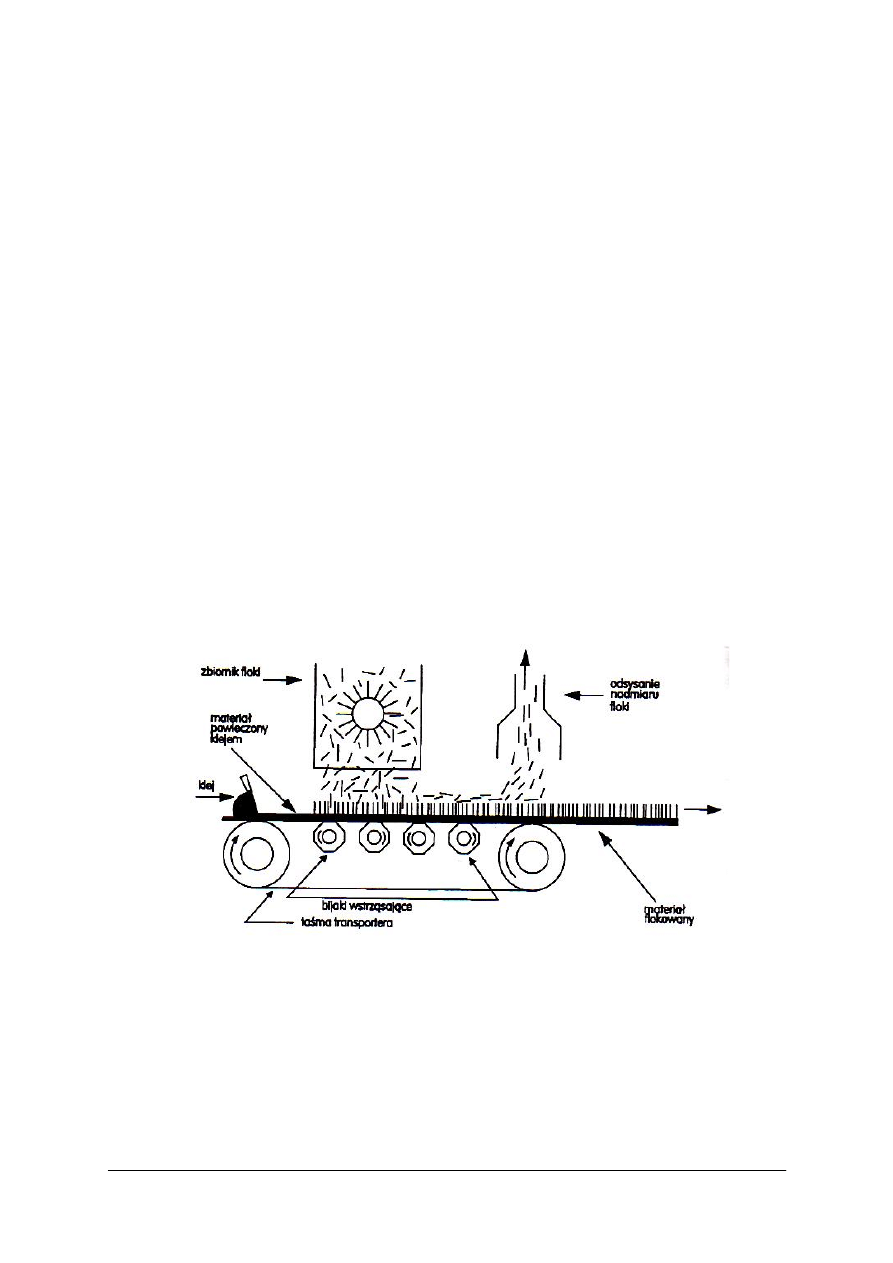
5. Flokowanie
Flokowanie polega na nanoszeniu drobnych, ciętych włókienek syntetycznych lub
naturalnych (floka) o długości 0,3–5 mm pionowo na powierzchnie powleczone warstwą
klejową. Flokowanie odgrywa rolę dekoracyjną, zmienia charakter powierzchni, może być
zastosowane zarówno do powierzchni płaskich, jak i o strukturze przestrzennej.
Flokowanie:
a) tworzy miękką, welwetową powierzchnię nawet na twardych wyrobach,
b) maskuje ewentualne nierówności powierzchni,
c) umożliwia uzyskanie efektów specjalnych: barwnych odcieni tęczowych, połysku,
efektów przestrzennych, zmniejszenie lub zwiększenie tarcia czy nadawanie luksusowego
dotyku.
Proces flokowania obejmuje takie operacje jak:
1. Przygotowanie podłoża.
2. Naniesienie na podłoże warstwy kleju.
3. Flokowanie właściwe.
4. Usunięcie nadmiaru floki.
5. Suszenie lub utwardzanie kleju.
6. Końcowe czyszczenie, tj. usunięcie niezwiązanych resztek włókienek.
Flokowanie wyrobów trójwymiarowych można przeprowadzić nanosząc włókna
grawitacyjne i wstrząsając wyroby mechaniczne.
Rys. 13. Schemat flokowania mechanicznego [9, s. 88].
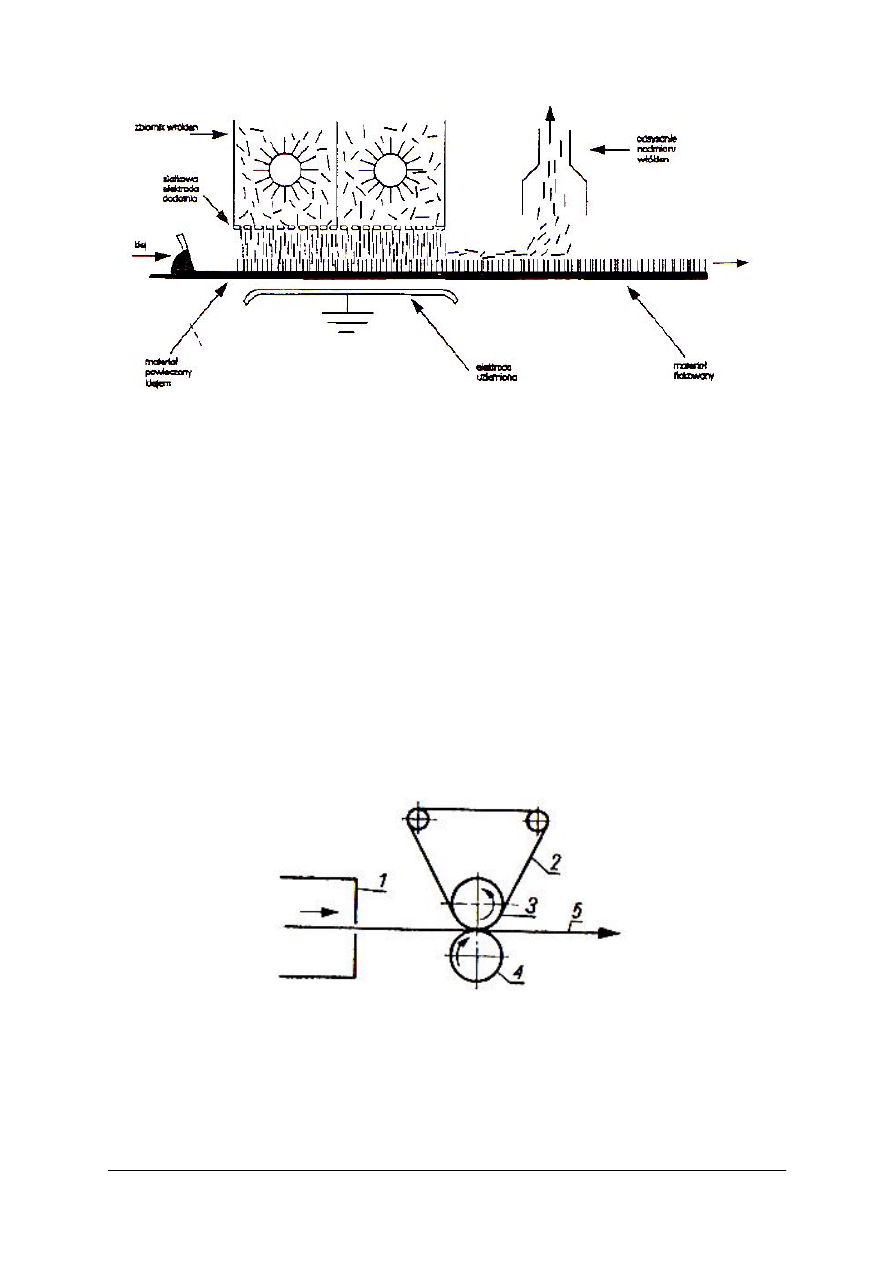
Zapewnia to doskonałe związanie włókna z podłożem. Do ukierunkowania włókien
prostopadle do płaskiej flokowanej powierzchni najczęściej wykorzystuje się pole
elektrostatyczne.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Rys. 14. Schemat flokowania elektrostatycznego [9, s. 88].
Elektroda nadaje włóknom ładunek elektrostatyczny. Tak naładowane włókno przesuwa
się wzdłuż linii pola elektrostatycznego, osiadając prostopadle na pokrytej klejem flokowanej
powierzchni i tworząc gęste, pluszowe wykończenie.
Właściwości materiałów flokowanych zależą w znacznym stopniu od użytych
materiałów: podłoża, kleju i flokujących włókien, które mogą być bardzo różne.
Wykończanie tworzyw skóropodobnych miękkich
Wykończanie tworzyw skóropodobnych ma na celu uszlachetnienie tworzywa
i polepszenie jego wyglądu zewnętrznego. Wykonuje się poprzez procesy chemiczne
i operacje mechaniczne.
Procesy chemiczne polegają na pokrywaniu powierzchni przez lakierowanie, nalewanie
lub drukowanie, a mechaniczne polegają na deseniowaniu lub szlifowaniu powierzchni.
1. Deseniowanie
Jest to operacja wykończająca, polegająca na uszlachetnieniu warstwy kryjącej.
Deseniowanie jest możliwe dzięki termoplastycznym właściwościom środków wiążących.
Operacja deseniowania odbywa się na prasach z płytami deseniującymi lub na walcu
kalandra. W czasie deseniowania stosuje się podwyższoną temperaturę, a dla utrwalenia
faktury tworzywo ochładza się.
Rys. 15. Schemat deseniowania tworzyw skóropodobnych: 1 – podgrzewanie, 2 – wkładka z taśmy,
3 – walec gładki lub ryflowany, 4 – walec dociskowy, 5 –deseniowane tworzywo [5, s. 226].
2. Drukowanie
Operacja ta polega na tym, że nanosi się na powierzchnię tworzywa odpowiedni wzór,
stosując druk wklęsły. Do drukowania stosuje się rozpuszczalne środki wiążące, do których
zalicza się np.: kopolimery chlorku winylu z octanem winylu. Dodaje się jeszcze różne ilości
pigmentów w postaci pasty.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
3. Powlekanie wielobarwne
Powlekanie wielobarwne polega na wypełnieniu wgłębień faktury deseniowania
zestawem kryjącym na powlekarce. Oprócz środków wiążących w rozpuszczalnikach
organicznych można stosować również pasty PCW.
4. Wykończanie apreturami lub lakierami
Ten rodzaj wykończenia polega na pokrywaniu powierzchni tworzywa skóropodobnego
powłoką zawierającą polimery jako środki wiążące z dodatkiem substancji zabarwiającej.
Naniesiona warstewka musi być elastyczna, wykazywać zdolność przyczepności do
powierzchni i nie może reagować ze zmiękczaczami wchodzącymi w skład tworzywa.
Do apretur stosuje się żywice akrylowe niekiedy z dodatkiem polichlorku winylu.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Podaj podział tworzyw skóropodobnych w zależności od właściwości i struktury?
2. Co jest podstawowym składnikiem wytwarzania powłoki?
3. Podaj podstawowe polimery stosowane do wytwarzania powłok TSP?
4. O jakich splotach stosuje się tkaniny na podłoża TSP?
5. Scharakteryzuj powlekanie?
6. Podaj sposoby usytuowania noża na powlekarkach?
7. Opisz metodę laminowania?
8. Jakie procesy stosujemy przy uszlachetnianiu i poprawie wyglądu zewnętrznego TSP?
9. Co to jest deseniowanie?
10. Na czym polega drukowanie?
4.2.3. Ćwiczenia
Ćwiczenie 1
Rozpoznać i nazwać sposoby usytuowania noża w powlekarkach przedstawione na
planszy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem nauczania,
2) zorganizować stanowisko pracy,
3) przeanalizować schemat urządzeń do powlekania podłoży przy pomocy noża,
4) nazwać sposoby usytuowania noża,
5) zapisać w zeszycie wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
plansza lub rzutnik ze schematem usytuowania noża w powlekarkach,
−
przybory do pisania,
−
zeszyt,
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Ćwiczenie 2
Na podstawie przygotowanych próbek rozpoznaj sposoby wykończania tworzyw
skóropodobnych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem nauczania,
2) zorganizować stanowisko pracy,
3) wykorzystując wzrok i dotyk stwierdzić sposób wykończenia próbek,
4) wyniki zanotować w zeszycie.
Wyposażenie stanowiska pracy:
−
próbki tworzyw skóropodobnych,
−
przybory do pisania,
−
zeszyt do ćwiczeń,
−
literatura z rozdziału 6.
Ćwiczenie 3
Rozróżnij sposób wytwarzania tworzyw skóropodobnych na podstawie przygotowanych
próbek.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem nauczania,
2) zorganizować stanowisko pracy,
3) pogrupować i oznaczyć próbki,
4) dokładnie przyjrzeć się próbkom,
5) opisać sposób wytwarzania tworzyw,
6) wyniki zapisać w zeszycie.
Wyposażenie stanowiska pracy
−
próbki tworzyw skóropodobnych,
−
lupa,
−
przybory do pisania,
−
zeszyt do ćwiczeń,
−
literatura z rozdziału 6.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić przeznaczenie tworzyw skóropodobnych?
2) wyliczyć materiały do wytwarzania podłoża tworzyw?
3) opisać metody powlekania tworzyw sztucznych?
4) podać liczbę warstw nanoszoną na podłoże tworzywa?
5) narysować schemat zamocowania noża opartego na wałku przy
powlekaniu?
6) opisać metodę kalandrowania?
7) wymienić procesy chemiczne wykończania tworzyw miękkich?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.3. Właściwości i zastosowanie w kaletnictwie materiałów
skóropodobnych
4.3.1. Materiał nauczania
Rodzaje i charakterystyka tworzyw skóropodobnych stosowanych w przemyśle
skórzanym
Wśród stosowanych w przemyśle skórzanym tworzyw skóropodobnych rozróżnia się dwa
podstawowe rodzaje:
−
tworzywa skóropodobne poromeryczne, które częściowo mają właściwości higieniczne,
zwane często skórami syntetycznymi,
−
tworzywa skóropodobne niehigieniczne (skóry sztuczne), niemające tych właściwości,
zwane często namiastkami skóry.
1. Tworzywa skóropodobne poromeryczne.
Pierwszym tworzywem syntetycznym poromerycznym był Corfam opracowany przez
amerykańską firmę Du Pont. Na podstawie tej licencji w Polsce produkowano Polcorfam.
Początkowo Corfam produkowany był jako tworzywo skóropodobne o wysokim wskaźniku
sprężystości i przypominał gumę.
Tworzywo tego typu składa się z:
a) Warstwy podłoża włókninowego decydującej o grubości materiału i jego wytrzymałości
na wielokrotne zginanie. Warstwa ta jest wykonana z włókniny poliestrowej,
zagęszczonej przez igłowanie i wykurczanie termiczne, a następnie impregnowanie
żywicą poliuretanową.
b) Przekładka albo warstwa wzmacniająca nadaje tworzywu wytrzymałość na rozciąganie,
obniża ciągliwość i nadaje powierzchni odpowiednią gładkość. Warstwa ta jest tkaniną
poliestrową (elaną) lub też może być włókniną.
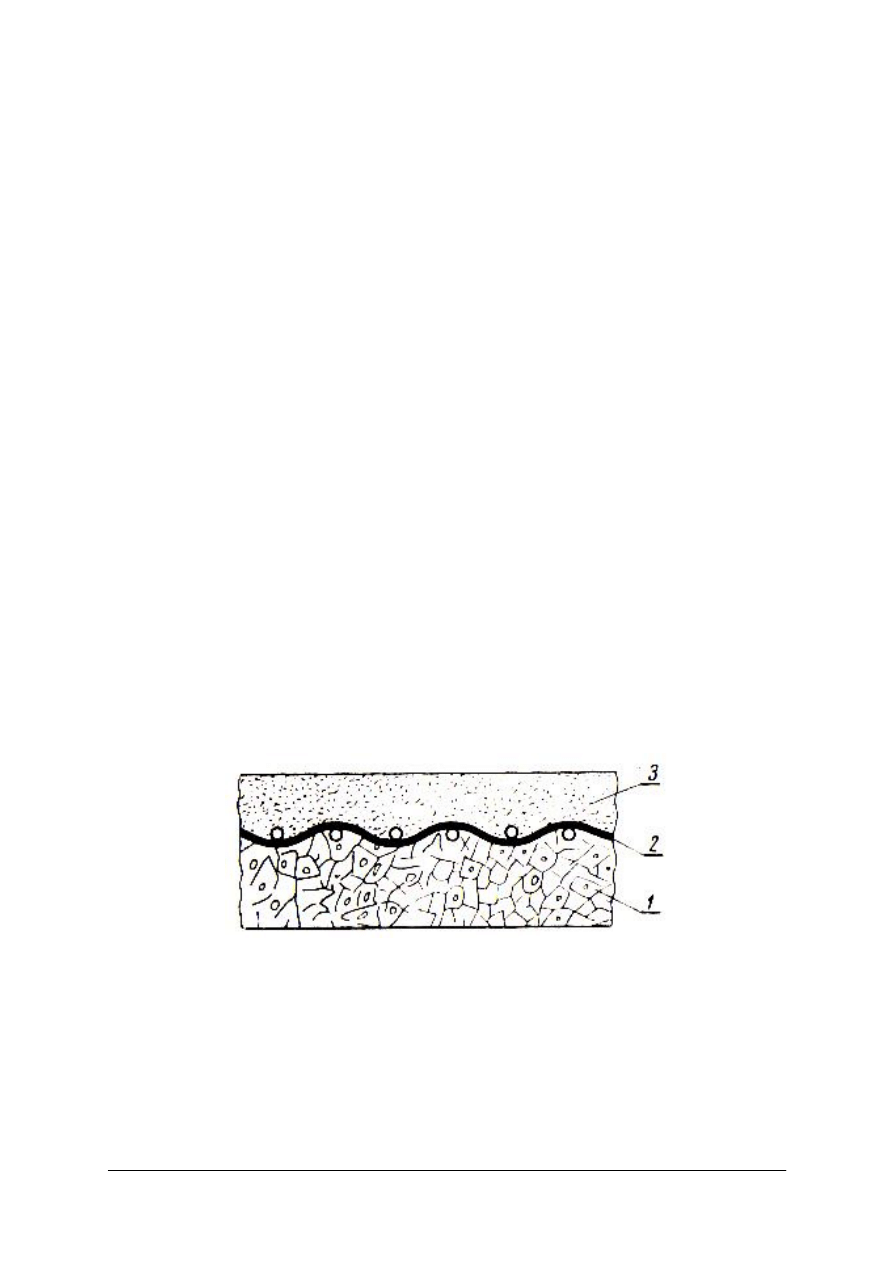
c) Warstwa kryjąca mikroporowatego poliuretanu, nazywana warstwą licową ma strukturę
o rozwiniętej w różnym stopniu porowatości. Warstwa ta imituje lico skóry, nadaje
tworzywu odpowiedni wygląd, połysk, uodparnia na wodę i czynniki mechaniczne.
Rys. 16. Przekrój tworzywa skóropodobnego typu poromer: 1 – podłoże włókninowe,
2 – warstwa wzmacniająca (przekładka), 3 – warstwa kryjąca [5, s. 234].
2. Rodzaje tworzyw skóropodobnych niehigienicznych
Tworzywa skóropodobne niehigieniczne, zwane namiastkami skóry, produkowane są
najczęściej na podłożu tekstylnym, powlekane powłoką litą lub mikrokomórkową,
o strukturze porów zamkniętych i dlatego nie przepuszczają one powietrza i pary wodnej.
Tworzywa skóropodobne niehigieniczne są powlekane PCW i żywicami poliamidowymi.
Największe znaczenie mają tworzywa skóropodobne powlekane zmiękczonym PCW.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
W zależności od struktury powłoki można odróżnić namiastki skóry:
−
jednowarstwowe, gdy włóknina lub tkanina drapana jest nasycona tylko tworzywem
sztucznym,
−
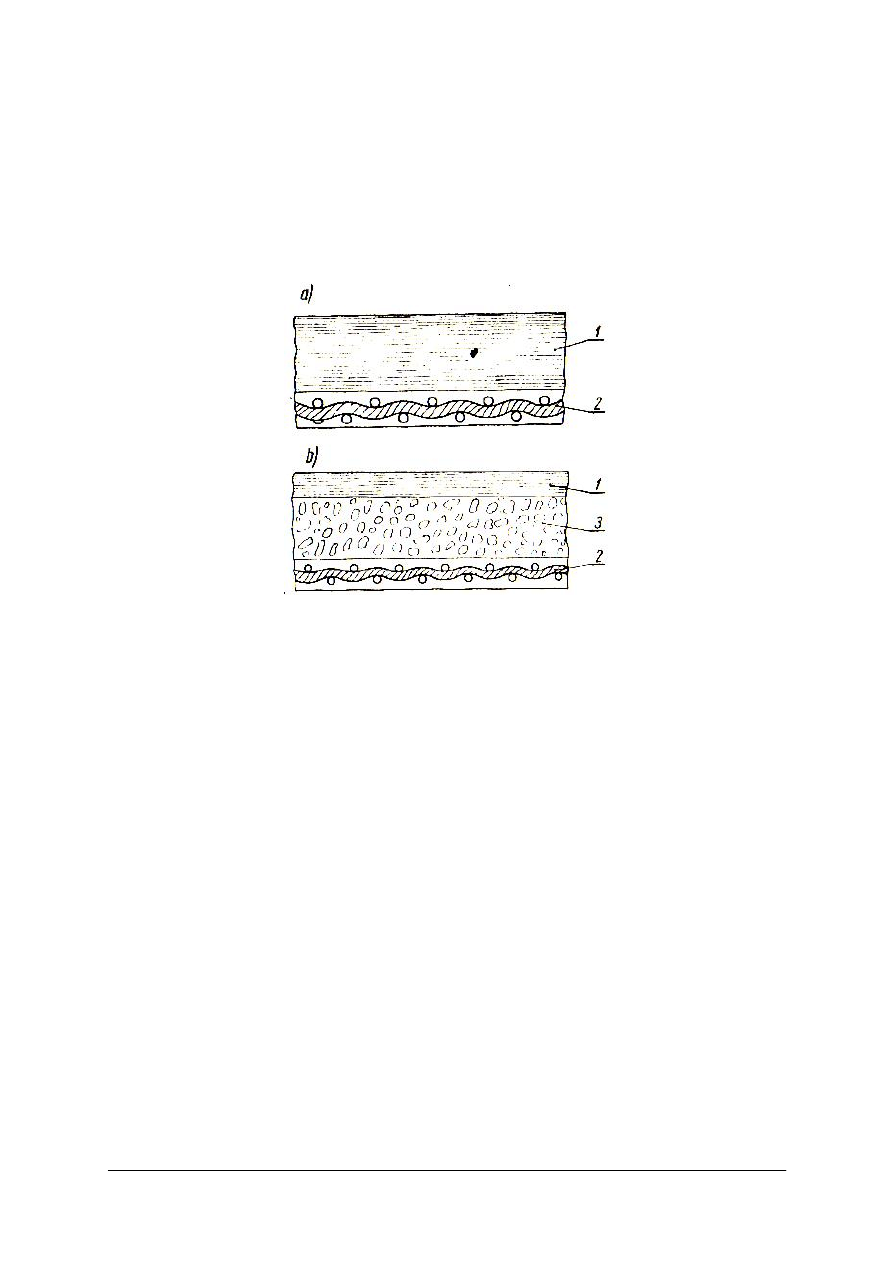
dwuwarstwowe (rys. 17a) składające się z podłoża włókienniczego, którym mogą być
tkaniny gładkie, drapane, a także dzianiny, włókniny pokrywane tworzywami
sztucznymi: warstwę licową tworzą lite lub mikroporowate powłoki z różnych tworzyw
sztucznych,
Rys. 17. Przekrój tworzyw skóropodobnych niehigienicznych: a) dwuwarstwowych,
b) trójwarstwowych, 1 – warstwa licowa, 2 – podłoże, 3 – warstwa spieniona [5, s. 241].
−
trójwarstwowe (rys. 17b) składające się z tkaniny i dzianiny jako podłoża, stosunkowo
grubej spienionej warstwy PCW i górnej warstwy litej także z PCW lub kombinowanej
żywicy poliuretanowej z polichlorkiem winylu np.: skaj.
W różny sposób można wykończać tworzywa skóropodobne niehigieniczne, ale
najczęściej upodabnia się je do niemal wszystkich rodzajów skór miękkich. Podzielić je
można na imitujące skóry licowe, skóropodobne lakierowane, typu welurowego lub
nubukowego oraz tworzywa imitujące skóry bardzo miękkie np.: nappa.
Ze względu na brak higieniczności tworzywa te stosuje się najczęściej w kaletnictwie.
Wady tworzyw skóropodobnych
Wady tworzyw skóropodobnych można podzielić na dwie grupy:
−
wady podłoża włókienniczego lub włókninowego,
−
wady powłoki kryjącej.
W pierwszym przypadku wad nie udało się stwierdzić w niepowleczonym podłożu,
a w drugim wynikają z nieprawidłowego powlekania, niewłaściwego zestawu powłoki i itp.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Tab. 2. Wady i ich określenia dla tworzywa skóropodobnego poromerycznego [5, s. 244].
Nazwa wady
Określenie
Rozwarstwienie
brak przyczepności miedzy poszczególnymi warstwami
składającymi się na tworzywo
Łączenie materiału
miejsce połączenia dwóch odcinków materiału za
pomocą taśmy samoklejącej
Plamy trwałe
poplamienie warstwy podłoża farbą
Przecięcia
warstwy
podłoża
nie zszyte przecięcia podłoża włókninowego
Zaprasowanie
warstwy podłoża
trwałe zgniecenie powstałe przy złożeniu materiału
i jego zaprasowanie
Odciśnięcia
łączenia
podłoża
widoczne od strony lica ślady szycia warstwy podłoża
Słabe
odciśnięcia
deseniu
wadliwe wykonanie operacji wytłaczania
Przymglenia
brak połysku, zmatowienie warstwy wierzchniej
Brak
powłoki
wykończeniowej
miejscowy brak powłoki wykończeniowej na skutek
złego nałożenia
Sfałdowania,
zmarszczenia
skurczenie
się
warstwy
wykończeniowej
dające
pofałdowanie powierzchni
Przebijanie tkanin
widoczny na powierzchni licowej splot tkaniny
wzmacniającej spowodowany nałożeniem zbyt cienkiej
warstwy poliuretanowej
Pęcherze
powietrza,
piana, żel i inne
wady wynikające z nieprawidłowego i niestarannego
nałożenia warstwy wykończeniowej
Znaki
liniowe
zatrzymania
się
barwnika
brak farby kryjącej lub jej nadmiar na całej szerokości
podkładu powstającego przy zatrzymaniu procesu
barwienia
Niejednolitość barwy,
pasma
jasne
lub
ciemne, zaplamienie
różne
odcienie
powłoki
kryjącej
w
wyniku
niedokładnego krycia
Zmarszczenia,
zadrapania
zbyt głębokie tłoczenie powodujące zmarszczenia
warstwy wykończeniowej
Nakładanie się tłoczeń powtarzanie się tłoczenia deseniu, nieprawidłowe
wykonanie deseniowania powodujące zmianę grubości
warstwy wykończeniowej
Rysy
i nierównomierne
szlifowanie
wady pochodzenia mechanicznego powstające przy
niestarannym szlifowaniu powierzchni
Nietrwałość
wybarwienia
mała odporność na tarcie mokre i suche
Pękanie
warstwy
kryjącej
pękanie spowodowane niewłaściwym wykończeniem
i małą przyczepnością warstwy wierzchniej do podłoża
Wady występujące na tworzywie poromerycznym dzieli się na:
−
wady ciągłe nieprzekraczające 10 mm szerokości i długości odcinka w rolce, liczba tych
wad występujących równolegle w odległości powyżej 30 cm wynosi nie więcej niż 3,
−
wady punktowe o powierzchni do 25 mm
2
, liczba tych wad na długości 1 m zależy od
gatunku i wynosi 3÷10,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
−
wady powierzchniowe o szerokości powyżej 10 mm i długości określonej w normie
przedmiotowej.
Podstawowym kryterium podziału na gatunki jest liczba wad określonych w zależności
od szerokości tworzywa oraz stopień wykorzystania powierzchni, tj.
100
⋅
=
C
U
P
P
P
gdzie:
P – powierzchnia użytkowa w %
U
P – powierzchnia użytkowa tworzywa po odliczeniu wad (
U
W
C
P
P
P
=
−
)
C
P – powierzchnia całkowita
Rodzaje tworzyw skóropodobnych miękkich
Obecnie w wielu uprzemysłowionych krajach produkuje się tworzywa skóropodobne
o różnej strukturze tworzywa i o różnym stopniu higieniczności.
Obecnie tendencje w produkcji TSP można przedstawić następująco:
−
TSP na podłożu tkaninowym powlekane pośrednio poliuretanami,
−
TSP na podłożu tkaninowym powlekane bezpośrednio PCW z udziałem spienionych
warstw, metodą mechaniczną,
−
materiały na podłożu włókninowym powlekane PU lub PCW,
−
materiały tkaninowe impregnowane poliuretanami,
−
TSP na podłożu dzianinowym z włókien poliamidowych lub poliestrowych powlekanych
pośrednio PU i laminowane metodą płomieniową,
−
TSP produkowane metodą flokowania.
Tworzywa skóropodobne niehigieniczne
Do tych tworzyw skóropodobnych zalicza się tworzywa z powłoką litą i mikroporowatą.
Tworzywa skóropodobne z powłoką litą
Te tworzywa mogą być wytwarzane przez powlekanie lub technikę kalandrowania pasty
kryjącej z polichlorku winylu, najczęściej na podłożu tkaninowym. Jest to stosunkowo prosta
metoda, najstarsza i najtańsza uzyskiwania tkanin powlekanych, stosowanych w produkcji
kaletniczej.
Tworzywa skóropodobne z powłoką litą mogą wykazywać właściwości higieniczne, jeśli
w procesie produkcyjnym dodamy operacje mechaniczne lub fizykomechaniczne, nadające
tworzywu zdolności częściowego przepuszczania powietrza i pary wodnej. Taką operacją
mechaniczną jest perforowanie powłoki kryjącej cienkimi igłami umieszczonymi na
obracającym się walcu maszyny.
Pewien efekt higieniczności uzyskuje się również przez zastosowanie na podłoże
materiału włókienniczego mocno podrapanego, którego mechanicznie podniesiony włos
przechodzi przez warstwę powlekającej pasty kryjącej.
Sposoby fizykomechaniczne polegają na wprowadzeniu do powłoki kryjącej substancji
porotwórczych lub substancji łatwo wymywanych wodą, po usunięciu, których tworzą się
różne formy porów. Dla przykładu można zastosować sól kuchenną i chlorek amonu
z dodatkiem substancji hydrofilowych, które ułatwiają sorbcję pary wodnej.
Wiele jest metod na podwyższenie własności higienicznych tworzyw skóropodobnych
litych, ale uzyskiwane efekty nie są dość zadawalające, nie zaspokajają wymagań stawianych
przez przemysł.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Tworzywa skóropodobne lite wytwarzane są najczęściej na podłożu tkaninowym przez
powlekanie pośrednie lub laminowanie folią na kalandrach.
Tworzywa skóropodobne z powłoką litą składają się z dwóch podstawowych warstw
kryjących: podkładowej i właściwej kryjącej.
Warstwa podkładowa, która wnika w podłoże tkaninowe na ok. 50% jej grubości ma
wpływ na miękkość gotowego produktu. Stosuje się tu pastę PCW, wstępnie żelowaną lub
lateksy miękkich żywic syntetycznych. Dla zapewnienia odpowiedniej miękkości do warstwy
tej dodaje się ok. 40% zmiękczaczy.
Warstwa właściwa kryjąca stanowi też połowę grubości całej powłoki. Do warstwy tej
dodaje się wypełniacze.
Tworzywa skóropodobne lite uzyskuje się przez powlekanie w różnych kombinacjach
doboru składu mieszanek PCW, które modyfikuje się innymi polimerami. Ten zmienny dobór
składników pozwala na zróżnicowanie właściwości powłoki kryjącej, a w konsekwencji
produktu gotowego.
Tworzywa skóropodobne z powłoką mikroporowatą
Tworzywa skóropodobne z powloką mikroporowatą są miękkie, mają własności
plastyczne i w nieznacznym stopniu wykazują właściwości higieniczne. Konstrukcja takiego
tworzywa jest podobna do tworzyw skóropodobnych z powłoką litą. Cechuje je miły dotyk,
ponieważ warstwę litą zastępuje warstwa mikroporowata.
Tworzywa z powłoką mikroporowatą są wytwarzane bez podłoża przez powlekanie
pośrednie lub na podłożu tkaninowym przez powlekanie metodą bezpośrednią. Warstwa
podkładowa może być lita lub porowata w zależności od przeznaczenia tworzyw.
Powłokę mikroporowatą można uzyskać metodami fizycznymi i chemicznymi.
Tworzywa skóropodobne higieniczne
Tworzywa skóropodobne higieniczne zwane również poromerycznymi mają właściwości
zbliżone do skór miękkich, np.: boksów bydlęcych i otrzymywane są na podłożu nietkanym,
nasycane i powlekane porowatymi powłokami z poliuretanów. Obecnie produkty wykazują
dobre własności fizykomechaniczne, przepuszczają gazy i parę wodną, z wyglądu i w dotyku
podobne są do skór wyprawionych.
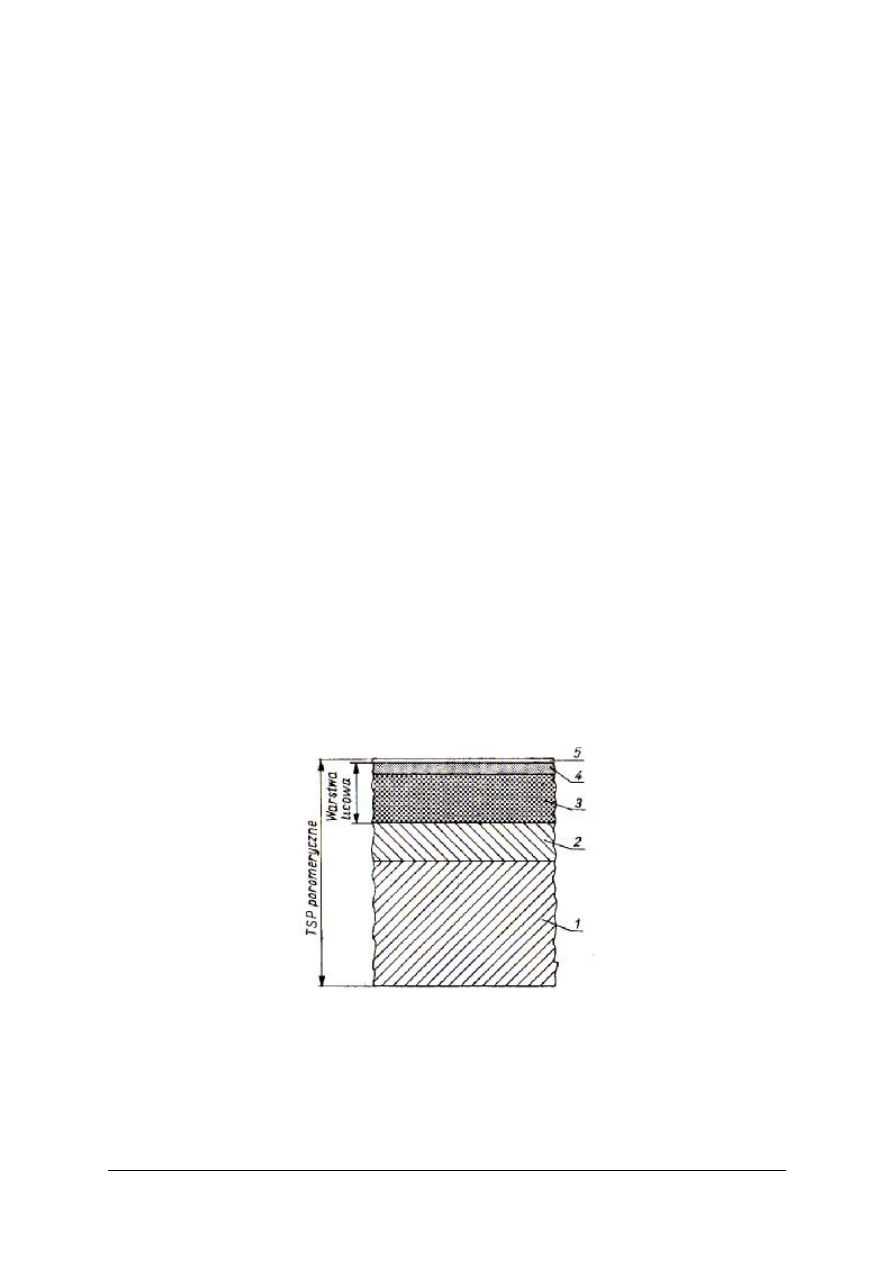
Badania tworzyw skóropodobnych higienicznych wykazały, że składają się one z kilku
warstw.
Rys. 18. Schemat budowy warstwowej SP poromerycznego:1 – podłoże (60-75),
2 – warstwa wzmacniająca (do 20), 3 – warstwa mikroporowata (20-35%),
4 – „skórka” (ok. 50 μm), 5 – wykończenie (ok. 10 μm) [5, s. 223].
Warstwa zewnętrzna wykończeniowa jest bardzo cienka, ok. 10 μm grubości i tworzy
powierzchnię o określonej barwie, połysku, chwycie, efektownym wyglądzie zgodnie z modą
i odporną na zadrapania. Warstwę tą tworzą barwne pigmenty kryjące w mieszaninie
z polimerami uretanowymi lub akrylowymi jako środkami wiążącymi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Warstwę licową tworzy tzw. ,,skórka” oraz warstwa mikroporowata. Zewnętrzna błona
warstwy licowej to,, skórka” ma 50 μm grubości, wykazuje strukturę mikroporowatą, zawiera
pory otwarte o średnicy 1μm. Błona ta umożliwia przenikanie od zewnątrz wody i przyjmuje
charakterystyczny rysunek lica po deseniowaniu. Warstwa mikroporowata przylega do
podłoża tworzywa, ma pory o wielkości od 1÷5 μm.
Warstwa wzmacniająca tzw. zbrojeniowa zwana jest przekładką i jest istotnym
elementem tworzyw trójwarstwowych. W strukturze tworzywa higienicznego podwyższa ona
wytrzymałość na rozciąganie, obniża jego ciągliwość, zwiększa wytrzymałość na wielokrotne
zginanie.
Funkcję podłoża tworzywa spełniają włókniny z włókien chemicznych, głównie
poliestrowych, poliamidowych i poliakrynitrylowych, impregnowane polimerem uretanowym
jako środkiem wiążącym. Może być to podłoże całopolimerowe mikroporowate o porach
otwartych średnicy od 5÷50 μm, mające zdolność nasiąkania wodą. Warstwa podłoża stanowi
zwykle od 60 do 80% całkowitej grubości tworzywa.
Właściwości tworzyw skóropodobnych miękkich
Tworzywa skóropodobne na podłożu włóknistym, oprócz specjalnej struktury splotów
tkaniny lub przygotowania materiałów nietkanych, odznaczają się charakterystycznym
sposobem ułożenia wypełnienia i powlekania tworzywami sztucznymi oraz określoną budową
wypełnienia. Dotyczy to struktury i równomiernego układu warstwy licowej, głębokości,
trwałości i sposobu wiązania z elementami włóknistymi poszczególnych warstw tworzących
produkt gotowy.
Poddając badaniu mikroskopowemu tworzywo skóropodobne, okazuje się, że
w zależności od technologii produkcji i rodzaju stosowanych zestawów kryjących uzyskuje
się różny obraz przekroju. Mogą to być układy, w których tworzywo sztuczne otacza włókno
podłoża w postaci przerywanej lub ciągłej tworząc grubsze lub cieńsze otoczki, wypełnia
mniej lub więcej przestrzenie międzywłókniste. Wypełnienie podłoża włókienniczego zależy
od ścisłości jego splotu. Przy ścisłym splocie jest słabsze wewnątrz, a przy luźniejszym na
zewnątrz. Poszczególne rodzaje tworzyw skóropodobnych różnią się liczbą naniesionych
warstw i związaniem ich między sobą, głębokością przeniknięcia substancji powlekającej,
grubością warstwy zewnętrznej, stopniem porowatości poszczególnych warstw itp.
Wymagania jakościowe tworzyw skóropodobnych dzielimy na dwie grupy:
1. badania własności strukturalnych,
2. badania trwałości wykończenia.
W przemyśle największe znaczenie mają badania strukturalne, gdyż są istotne dla
przetwórstwa, tj. grubość, masa 1 m², zdolność formowania przy określonym naprężeniu,
wytrzymałość na rozciąganie i wydłużenie, a także zdolność zachowania kształtu formy.
Do badań istotnych dla użytkownika można zaliczyć wytrzymałość na zginanie w różnych
temperaturach, wytrzymałość na ścieranie i odporność na starzenie. Badanie właściwości
higienicznych to określenie wodoodporności, przepuszczalności pary wodnej i powietrza,
sorpcja i desorpcja pary wodnej, przewodnictwo cieplne materiału suchego i zwilżonego,
zachowanie konstrukcji powierzchni pod wpływem zmian wilgotności powietrza.
Badania trwałości wykończenia tworzywa skóropodobnego polega na określeniu
przyczepności powłok kryjących do podłoża, elastyczność tych powłok, odporność
wykończenia na tarcie suche i mokre, odporność na drapanie, odporności termicznej oraz na
światło i plamienie.
1. Badanie grubości
Badanie grubości odbywa się za pomocą grubościomierza o stopce płaskiej, średnicy
10 mm, co najmniej w pięciu miejscach oddalonych od brzegu próbki o 30 mm. Grubość
tworzyw skóropodobnych poromerycznych waha się od 0,6 do 1,25 mm, zaś tworzyw
niehigienicznych ok. 1,4 mm.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
2. Oznaczanie masy 1 m²
Masę 1 m² oznacza się przez zważenie próbki i przeliczenie na 1 m². Masa 1 m²
tworzywa skóropodobnego litego wynosi ok. 1,25 kg, poromerycznego ok. 0,6 kg. Te
wartości są orientacyjne, ponieważ każdy rodzaj tworzywa skóropodobnego ma inna masę.
3. Oznaczenie wytrzymałości na rozciąganie
Wytrzymałość na rozciąganie przeprowadza się za pomocą zrywarki w kierunku wszerz
i wzdłuż rolki tworzywa. Oznacza się wytrzymałość na rozciąganie i wydłużanie maksymalne
w chwili rozerwania próbki oraz naprężenie w chwili określonego wydłużenia próbki. Duży
wpływ na wytrzymałość na rozciąganie ma rodzaj warstwy podłoża tworzywa.
4. Wydłużenie
Wydłużenie przeprowadza się w momencie oznaczenia wytrzymałości na rozciąganie
i wynosi 20÷45% wzdłuż i 25÷75% wszerz rolki. Określenie naprężenia przy określonym
wydłużeniu przeprowadza się na zrywarce przy ustalonym wydłużeniu np.: 20% wydłużenia
w chwili zerwania próbki.
5. Wytrzymałość na rozdzieranie
To badanie przeprowadza się na zrywarce określając siłę potrzebną do rozerwania szwu
imitującego szycie. Pomiar przeprowadza się w ten sposób, że przez dwa otwory w próbce
przeciąga się zgięty drut, a jego końce przymocowuje się w dolnym uchwycie zrywarki,
natomiast w górnym uchwycie drugi koniec próbki.
6. Wytrzymałość na rozwarstwianie
Wytrzymałość na rozwarstwianie oznacza się między następującymi warstwami:
−
powłoką kryjącą i tkaniną przekładkową,
−
tkaniną przekładkową i podłożem,
−
powłoką i podłożem, jeśli tworzywo nie ma przekładki.
Najpierw rozwarstwia się próbkę przez ręczne naderwanie na długości ok. 30 mm,
a następnie końce rozwarstwionej próbki umieszcza się w zrywarce i poddaje rozwarstwieniu
na długości ok. 60 mm.
7. Wytrzymałość na wielokrotne zginanie
Próbkę poddaje się wielokrotnemu zginaniu w temperaturze pokojowej i w temperaturze
-15°C za pomocą fleksometru Bally’ego.
Rys. 19. Fazy mięcia próbki we fleksometrze Ballye
’
go [5, s. 83].
Zachowanie się powłoki kryjącej obserwuje się przez szkło powiększające po każdych
20 tys. zgięć. Jako wynik badania przyjmuje się liczbę zgięć, po której następują od strony
licowej zmiany, które określa się stopniami:
−
pierwszy stopień – wyraźne uszkodzenie powierzchni widoczne w warstwie kryjącej
wykończeniowej,
−
drugi stopień – pęknięcie sięgające w głąb tworzywa widoczne w warstwie kryjącej
wykończeniowej,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
−
trzeci stopień – pęknięcie przez całą grubość tworzywa.
Wytrzymałość na wielokrotne zginanie wg drugiego stopnia wynosi dla:
−
tworzyw poromerycznych w temperaturze pokojowej – 150 tys. zgięć, w temperaturze
- 15°C – 80 tys. zgięć,
−
dla tworzywa skóropodobnego z PCW na podłożu tkaninowym – 300 tys. zgięć.
8. Odporność wybarwienia na tarcie
Odporność wybarwienia na tarcie przeprowadza się za pomocą przyrządu, w którym
kilkakrotnie zmieniane krążki filcu ruchem obrotowym trą powierzchnię próbki w kilku
miejscach. Zmiany w miejscu tarcia ocenia się za pomocą ustalonej skali barw. Wyniki
badania wyraża się liczbą obrotów, przy której nastąpiła zmiana wyglądu miejsca ścieranego
w określonej normami skali barwy.
9. Odporność na przemakanie
Odporność na przemakanie oznacza się w penetrometrze w warunkach dynamicznych
przez zginanie próbki zanurzonej w wodzie stroną warstwy kryjącej do powierzchni wody.
Określa się czas zginania potrzebny do przeniknięcia wody przez badaną próbkę. Wynik
stanowią trzy wartości związane z przemakaniem:
−
masa wchłoniętej przez próbkę wody w ciągu określonego czasu (nasiąkliwość w %),
−
nasiąkliwość próbki i ilość wody przepuszczonej w ciągu określonego czasu
(przepuszczalność w g/h),
−
czas zginania potrzebny do przeniknięcia wody przez próbkę (przemakalność
w minutach).
Podstawowe wyroby kaletnicze wytwarzane z tworzyw skóropodobnych
Torebki damskie produkowane są z różnych rodzajów tworzyw skóropodobnych
powlekanych i bez podłoża, o powierzchni z połyskiem lub wykończonych w inny sposób np.
o deseniach imitujących skóry gadów. Z tworzyw skóropodobnych bez podłoża wykonuje się
zmywalne podszewki do torebek damskich.
Torby na zakupy produkowane są z tworzyw skóropodobnych w połączeniu ze skórami
lub tkaninami.
Aktówki i teczki produkowane są z cięższych rodzajów tworzyw na podłożu, które
ochroni zawartość przed deszczem, wilgocią czy kurzem.
Drobne wyroby tj. portmonetki, futerały czy okładki wykonuje się najczęściej z odpadu
międzywzornikowego tworzyw skóropodobnych bez podłoża.
Do tworzyw skóropodobnych produkowanych w Polsce należą:
−
Santex B 011 – produkowany na nośniku włókninowym z przekładką dzianinową,
powłokę stanowią poliuretan i polichlorek winylu,
−
Spartan B 515 – jest materiałem trójwarstwowym składającym się z nośnika
włókninowego, przekładki dzianinowej oraz powłoki z PCW + PU lub PCW
z wykończeniem akrylowym,
−
Skaden B 946 – posiadający dzianinowe podłoże powleczone warstwą PCW,
−
Sofil B 576 – otrzymywany na nośniku dzianiny bawełnianej pokrytej powłoką z PCW –
PU,
−
Skiltex 655 – który jest materiałem trójwarstwowym i składa się z tworzywa Spartan +
pianka PU 8 mm – dzianina futerkowa.
Magazynowanie tworzyw skóropodobnych
Pomieszczenie magazynowe tworzyw skóropodobnych musi być ze względu na
bezpieczeństwo ppoż. murowane z odizolowanymi przedziałami. Musi być też wyposażone
w podstawowe środki gaśnicze.
Wilgotność względna takiego pomieszczenia nie powinna przekraczać 65%,
a temperatura zawierać się powinna w granicach od 5 do 25°C. Magazyn musi być
wyposażony w wentylację mechaniczną do usuwania wydzielanych przez tworzywa gazów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Tworzywa skóropodobne na podłożu tkaninowym są zwijane w rulony stroną powlekaną
do wewnątrz. Waga rulonu nie powinna przekraczać 25 kg. Tworzywa, które ulegają
wpływom wilgoci, powinny być pakowane w specjalne folie lub papiery chroniące przed
wilgocią.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Wymień podstawowe rodzaje tworzyw skóropodobnych stosowanych w kaletnictwie?
2. Jak inaczej nazwiemy tworzywo skóropodobne niehigieniczne?
3. Wymień podstawowe wady tworzyw skóropodobnych?
4. Czym charakteryzuje się wada rozwarstwienia tworzywa?
5. Opisz tworzywo skóropodobne z powłoką mikroporowatą?
6. Na jakie grupy dzielimy wymagania jakościowe tworzyw?
7. Między jakimi warstwami oznacza się wytrzymałość na rozwarstwianie?
8. Jakie podstawowe wymagania powinien spełniać magazyn tworzyw skóropodobnych?
4.3.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj z próbek tworzyw skóropodobnych tworzywo: z podłożem, bez podłoża,
jednowarstwowe i wielowarstwowe.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem nauczania,
2) zorganizować stanowisko pracy,
3) oznaczyć próbki,
4) dokonać obserwacji próbek,
5) wyniki ćwiczenia zanotować w zeszycie.
Wyposażenie stanowiska pracy:
−
zestaw próbek tworzyw skóropodobnych,
−
lupa,
−
przybory do pisania,
−
zeszyt,
−
literatura z rozdziału 6.
Ćwiczenie 2
Nazwij wady występujące na próbkach tworzyw skóropodobnych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem nauczania,
2) zorganizować stanowisko pracy,
3) oznaczyć próbki,
4) dokonać obserwacji próbek,
5) wyniki ćwiczenia zanotować w zeszycie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Wyposażenie stanowiska pracy:
−
zestaw próbek tworzyw skóropodobnych z różnymi wadami,
−
lupa,
−
przybory do pisania,
−
zeszyt,
−
literatura z rozdziału 6.
Ćwiczenie 3
Dokonaj
pod
mikroskopem
obserwacji
przekrojów
poprzecznych
tworzyw
skóropodobnych i podaj ich nazwy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem nauczania,
2) zorganizować stanowisko pracy,
3) dokonać obserwacji przekrojów poprzecznych próbek,
4) narysować przekroje i nazwać ich warstwy,
5) wyniki ćwiczenia zanotować w zeszycie.
Wyposażenie stanowiska pracy:
−
zestaw próbek tworzyw skóropodobnych,
−
mikroskop,
−
przybory do rysowania i pisania,
−
zeszyt,
−
literatura z rozdziału 6.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) odróżnić w zależności od struktury namiastki skóry?
2) nazwać warstwy tworzyw skóropodobnych niehigienicznych,
trójwarstwowych?
3) rozpoznać tworzywo bez podłoża i z podłożem?
4) określić procentowy udział warstwy mikroskopowej w tworzywie
skóropodobnym poromerycznym?
5) rozpoznać tworzywo jedno i wielowarstwowe?
6) określić wytrzymałość na rozciąganie tworzywa skóropodobnego?
7) określić wadę rozwarstwienia?
8) dokonać podziału wad tworzyw skóropodobnych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadania o różnym stopniu trudności. Są to zadania wielokrotnego
wyboru. Do każdego zadania dołączone są 4 możliwe odpowiedzi, tylko jedna jest
prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, stawiając w odpowiedniej
rubryce znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem,
a następnie ponownie zakreślić odpowiedź prawidłową.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego
rozwiązanie na później i wróć do niego, gdy zostanie Ci czas wolny.
8. Na rozwiązanie testu masz 45 min.
Powodzenia
ZESTAW ZADAŃ TESTOWYCH
1. Polikondensacja jest to
a) reakcja w której biorą udział dwa lub więcej monomery.
b) proces podczas którego cząsteczki proste łączą się z jednoczesnym wydzielaniem
produktów ubocznych (woda, chlorowodór).
c) uzyskanie podstawowej cząsteczki prostego związku chemicznego.
d) łączenie cząsteczek prostych bez wydzielania produktów ubocznych.
2. Polimeryzacja to
a) proces wzajemnego połączenia pewnej liczby takich samych cząsteczek.
b) atomy węgla z których składają się związki organiczne.
c) uzyskanie podstawowej cząsteczki prostego związku chemicznego.
d) nanoszenie na podłoże warstwy kleju.
3. Aminoplasty otrzymuje się z
a) aldehydu mrówkowego oraz mocznika.
b) polikondensacji fenolu i aldehydu.
c) estryfikacji celulozy kwasem azotowym.
d) reakcji polikondensacji wielofunkcyjnych kwasów z alkoholami z wydzielaniem
cząsteczek wody.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
4. Badania wytrzymałości na rozciąganie wykonywane są za pomocą
a) młota udarowego.
b) prasy.
c) zrywarki.
d) twardościomierza.
5. Polichlorek winylu ma symbol
a) PCW-S.
b) PCW.
c) PCW-E.
d) PU.
6. Głównym składnikiem tworzywa sztucznego jest
a) barwnik.
b) zmiękczacz.
c) woda.
d) polimer.
7. Proces flokowania obejmuje operacje takie jak
a) nanoszenie na podłoże warstwy kleju.
b) ogrzewanie i formowanie.
c) kalandrowanie.
d) drukowanie.
8. Tworzywa skóropodobne z powłoką litą to tworzywa
a) kombinowane.
b) poromeryczne.
c) higieniczne.
d) niehigieniczne.
9. W powlekaniu warstwa środkowa stanowi ok.
a) 42% całej powłoki tworzywa.
b) 50% całej powłoki tworzywa.
c) 45% całej powłoki tworzywa.
d) 60% całej powłoki tworzywa.
10. Do powlekania lepkich materiałów stosuje się
a) nóż nad sztywną płytą.
b) nóż podwieszony.
c) nóż oparty na walcu gumowym.
d) nóż nad taśmą przenośnika.
11. Technika polegająca na nawarstwianiu i wtłaczaniu powłok to
a) drukowanie.
b) flokowanie.
c) kalandrowanie.
d) laminowanie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
12. Operacja polegająca na uszlachetnieniu warstwy kryjącej to
a) laminowanie.
b) deseniowanie.
c) utwardzanie kleju.
d) naniesienie warstwy kleju na podłoże.
13. Masa 1 m
2
tworzywa skóropodobnego litego waży ok.
a) 1,25kg.
b) 0,60kg.
c) 0,75kg.
d) 1,10kg.
14. Polcorfam składa się z
a) jednej warstwy.
b) czterech warstw.
c) dwóch warstw.
d) trzech warstw.
15. Warstwa podłoża włókninowego decyduje o
a) odporności na sorbcję wody.
b) nadaniu odpowiedniego wyglądu.
c) grubości materiału i wytrzymałości na wielokrotne zginanie.
d) wyglądzie zewnętrznym tworzywa.
16. Namiastkami skóry nazywamy tworzywa skóropodobne
a) higieniczne.
b) niehigieniczne.
c) poromeryczne.
d) poliamidy.
17. Właściwości poliamidów zależą od
a) użytych substratów.
b) glikoli.
c) monomeru podstawowego użytego do syntezy.
d) rodzaju użytego katalizatora.
18. Ostatnia faza otrzymywania elastomeru poliuretanowego to
a) otrzymanie granulatu.
b) powstanie żywicy poliuretanowej.
c) sieciowanie.
d) pozbycie się nadmiaru dwuizocyjanianu.
19. Metodą zgrzewania można łączyć tworzywa
a) termoutwardzalne.
b) chemoutwardzalne.
c) termochemiczne.
d) termoplastyczne.
20. Waga rulonu tworzywa skóropodobnego nie powinna przekraczać
a) 15kg.
b) 25kg.
c) 20kg.
d) 30kg.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Stosowanie tworzyw sztucznych i materiałów skóropodobnych
Zakreśl poprawną odpowiedź
Nr
zadania
Odpowiedź
Punkty
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
6. LITERATURA
1. Bogdańska Zarembina A., Matusewicz E. I.: Chemia dla szkół średnich Cz.2. WSiP,
Warszawa 1993
2. Brzozowski Cz., Kałuża B., Kosior Z.: Technologia – kierunek skórzany. WSiP,
Warszawa 1976
3. Christ J.W.: Kaletnictwo. WSiP, Warszawa 1970
4. Pelikowski J., Puszyński A.: Technologia tworzyw sztucznych. Wydawnictwo Naukowo-
Techniczne, Politechnika Krakowska 1983
5. Persz T.: Materiałoznawstwo dla technikum przemysłu skórzanego. WSiP, Warszawa
1992
6. Persz T.: Materiałoznawstwo dla zasadniczych szkół skórzanych. WSiP, Warszawa 1997
7. Persz T.: Materiałoznawstwo skórzane. WPLiS, Warszawa 1959
8. Praca zbiorowa: Tworzywa skóropodobne. WNT, Warszawa 1973
9. Wirpsza Z.: Technologia syntetycznych materiałów obuwiowych. Politechnika Radomska
1996
Wyszukiwarka
Podobne podstrony:
Stosowanie tworzyw sztucznych i materiałów skóropodobnych
Określanie właściwości skór, tworzyw sztucznych i skóropodobnych stosowanych w tapicerstwie
TWORZYWA SZTUCZNE STOSOWANE W PROTETYCE
Tworzywa sztuczne stosowane w protetyce akryl
TWORZYWA SZTUCZNE STOSOWANE W PROTETYCE
tworzywa sztuczne stosowane w stomatologi
Tworzywa sztuczne stosowane w protetyce stomatologicznej
Określanie właściwości skór, tworzyw sztucznych i skóropodobnych stosowanych w tapicerstwie
OPAKOWANIA Z TWORZYW SZTUCZNYCH
w3 recykling tworzyw sztucznych
BUD OG wykład 11 1 Tworzywa sztuczne
9 MATERIAŁY ŚCIERNE I TWORZYWA SZTUCZNE
Materiały nieżelazne Tworzywa sztuczne Przetwórstwo Auto Expert
Metalizacja tworzyw sztucznych
Tworzywa Sztuczne
tab imip a4, AiR WIP, IV semestr, PRZTS Przetwórstwo tworzyw sztucznych, projekt
więcej podobnych podstron