M Feld TBM222
5. Technologiczne przygotowanie produkcji
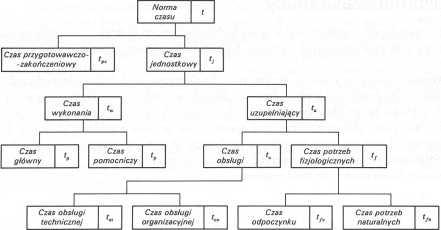
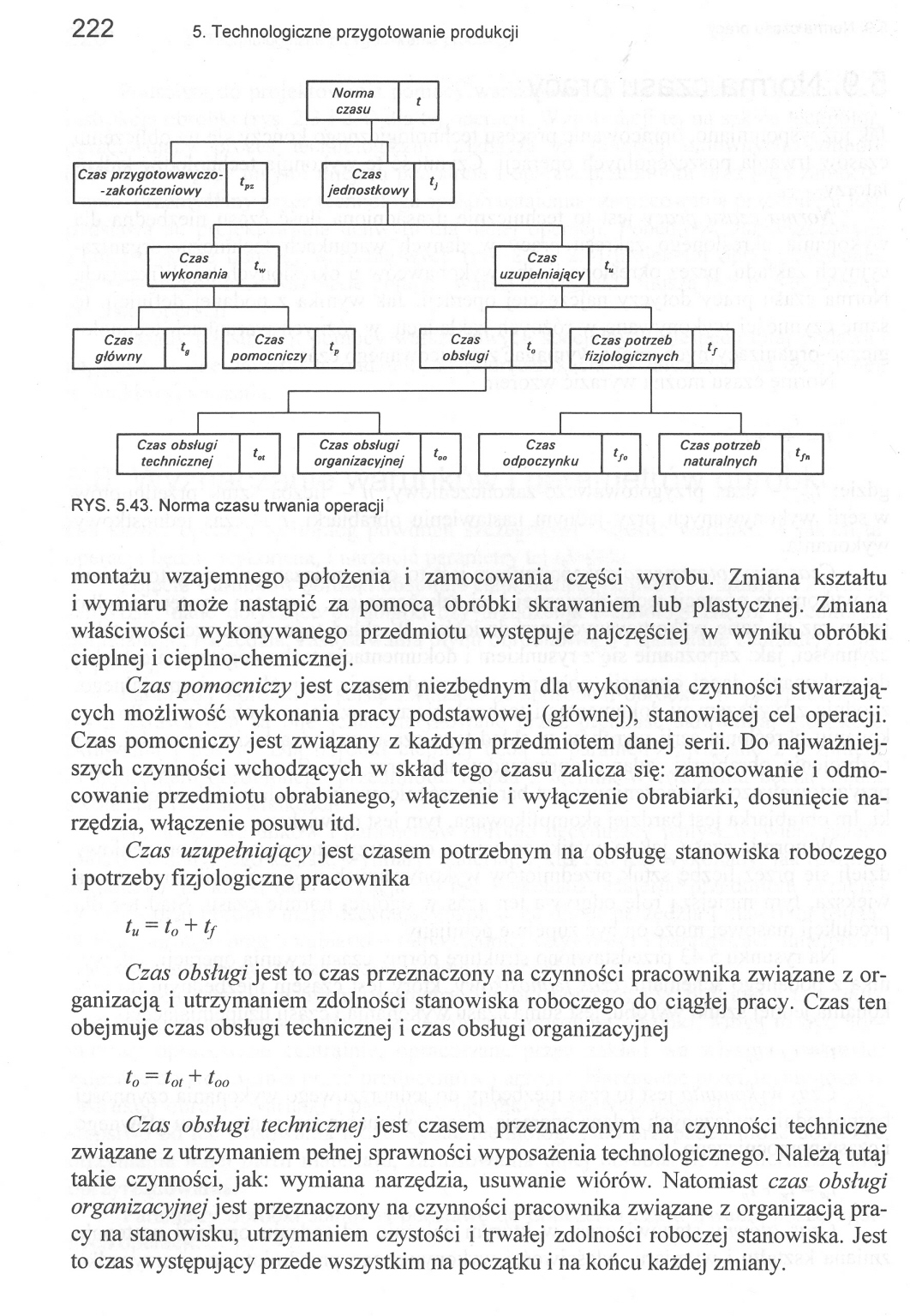
RYS. 5.43. Norma czasu trwania operacji
222
montażu wzajemnego położenia i zamocowania części wyrobu. Zmiana kształtu i wymiaru może nastąpić za pomocą obróbki skrawaniem lub plastycznej. Zmiana właściwości wykonywanego przedmiotu występuje najczęściej w wyniku obróbki cieplnej i cieplno-chemicznej.
Czas pomocniczy jest czasem niezbędnym dla wykonania czynności stwarzających możliwość wykonania pracy podstawowej (głównej), stanowiącej cel operacji. Czas pomocniczy jest związany z każdym przedmiotem danej serii. Do najważniejszych czynności wchodzących w skład tego czasu zalicza się: zamocowanie i odmo-cowanie przedmiotu obrabianego, włączenie i wyłączenie obrabiarki, dosunięcie narzędzia, włączenie posuwu itd.
Czas uzupełniający jest czasem potrzebnym na obsługę stanowiska roboczego i potrzeby fizjologiczne pracownika
tu = t0 + tf
Czas obsługi jest to czas przeznaczony na czynności pracownika związane z organizacją i utrzymaniem zdolności stanowiska roboczego do ciągłej pracy. Czas ten obejmuje czas obsługi technicznej i czas obsługi organizacyjnej
t0 = t0, + tao
Czas obsługi technicznej jest czasem przeznaczonym na czynności techniczne związane z utrzymaniem pełnej sprawności wyposażenia technologicznego. Należą tutaj takie czynności, jak: wymiana narzędzia, usuwanie wiórów. Natomiast czas obsługi organizacyjnej jest przeznaczony na czynności pracownika związane z organizacją pracy na stanowisku, utrzymaniem czystości i trwałej zdolności roboczej stanowiska. Jest to czas występujący przede wszystkim na początku i na końcu każdej zmiany.
Wyszukiwarka
Podobne podstrony:
M Feld TBM178 5. Technologiczne przygotowanie produkcji RYS. 5.6. Instrukcja obróbki
M Feld TBM186 5. Technologiczne przygotowanie produkcji RYS. 5.10. Ogólny schemat przetwarzania dany
M Feld TBM198 5. Technologiczne przygotowanie produkcji RYS. 5.22. Autonomiczna stacja tokarska198 A
M Feld TBM210 5. Technologiczne przygotowanie produkcji210 RYS. 5.34. Urządzenie do hartowania płomi
M Feld TBM216 5. Technologiczne przygotowanie produkcji RYS. 5.37. Maszyna pomiarowa osłonięta kabin
M Feld TBM200 200 5. Technologiczne przygotowanie produkcji RYS. 5.25. Elastyczny system obróbkowy;
M Feld TBM208 208 5. Technologiczne przygotowanie produkcji RYS. 5.30. Temperatury hartowania i odpu
t3 = 2 min tij - norma czasu trwania operacji 6
M Feld TBM194 194 5. Technologiczne przygotowanie produkcji Z kolei w przedmiocie pokazanym na rys.
M Feld TBM171 5Technologiczne przygotowanie produkcji Technologiczne przygotowanie produkcji to opra
M Feld TBM172 172 5. Technologiczne przygotowanie produkcji - właściwe zaprojektow
M Feld TBM174 174 5. Technologiczne przygotowanie produkcji5.1.3.2. Technologiczność konstrukcji odk
M Feld TBM188 188 5. Technologiczne przygotowanie produkcji Programowanie warsztatowe może odbywać s
M Feld TBM190 190 5. Technologiczne przygotowanie produkcji ce kształtującej, o ile przedmiot nie po
M Feld TBM192 192 5. Technologiczne przygotowanie produkcji Na podstawie opracowanego procesu techno
M Feld TBM196 196 5. Technologiczne przygotowanie produkcji powierzchnię bazującą powierzchnię A. Po
M Feld TBM204 204 5. Technologiczne przygotowanie produkcji5.4.4. Dobór narzędzi Technolog dysponuje
M Feld TBM206 206 5. Technologiczne przygotowanie produkcji Obróbkę cieplną i cieplno-chemiczną narz
M Feld TBM212 212 5. Technologiczne przygotowanie produkcji szklistej. Pasty nanosi się na powierzch
więcej podobnych podstron