M Feld TBM590
590
13. Projektowanie procesu technologicznego części klasy koło zębate
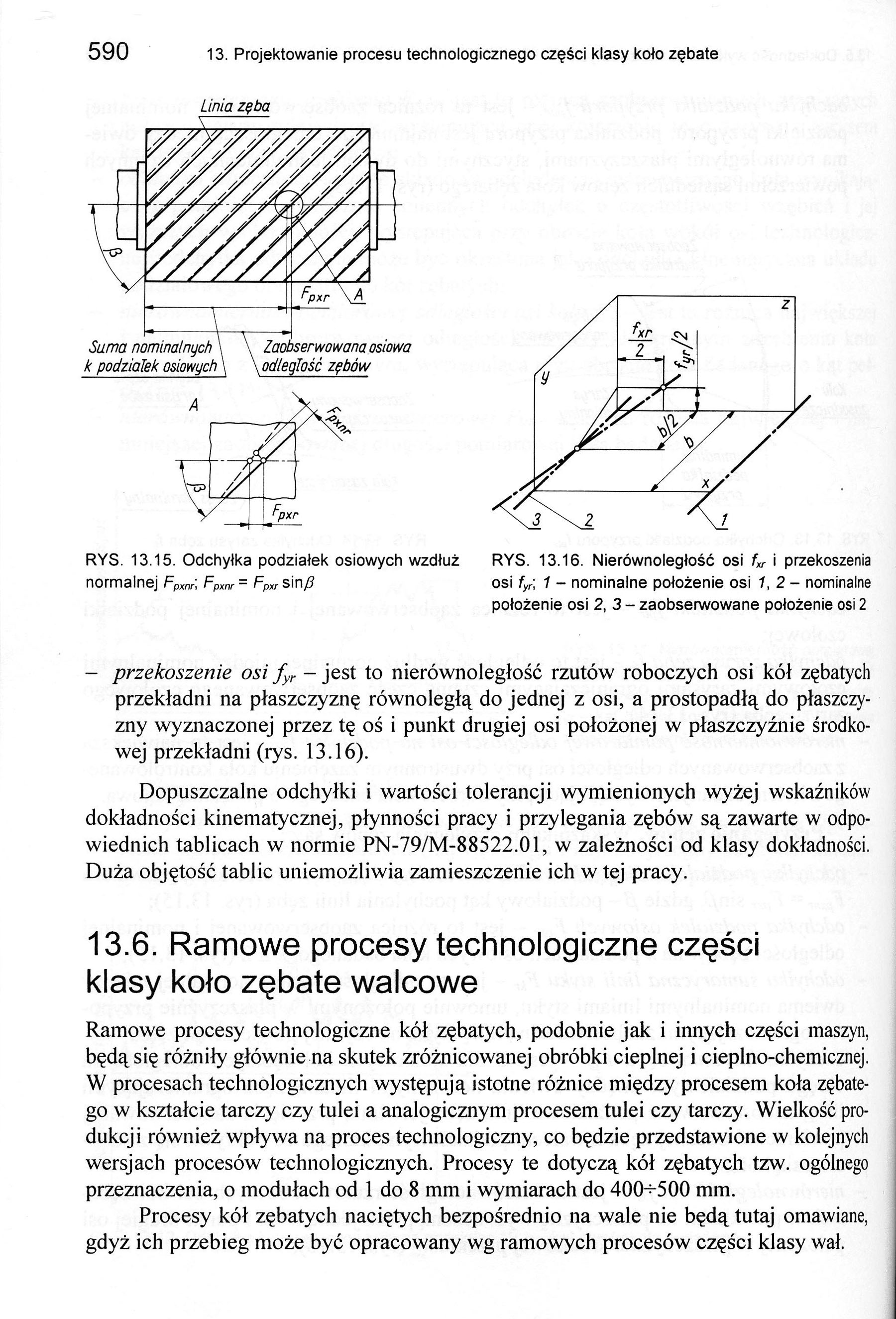
Linia zęba
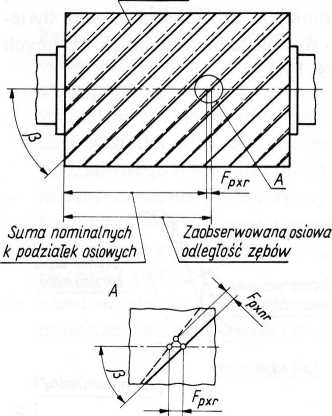
RYS. 13.15. Odchyłka podziałek osiowych wzdłuż normalnej Fpxpr; Fpxnr = Fpxrsin/J

RYS. 13.16. Nierównoległość osi f„ i przekoszenia osi fyr', 1 - nominalne położenie osi 1,2 - nominalne położenie osi 2, 3- zaobserwowane położenie osi 2
- przekoszenie osi fyr - jest to nierównoległość rzutów roboczych osi kół zębatych przekładni na płaszczyznę równoległą do jednej z osi, a prostopadłą do płaszczyzny wyznaczonej przez tę oś i punkt drugiej osi położonej w płaszczyźnie środkowej przekładni (rys. 13.16).
Dopuszczalne odchyłki i wartości tolerancji wymienionych wyżej wskaźników dokładności kinematycznej, płynności pracy i przylegania zębów są zawarte w odpowiednich tablicach w normie PN-79/M-88522.01, w zależności od klasy dokładności. Duża objętość tablic uniemożliwia zamieszczenie ich w tej pracy.
13.6. Ramowe procesy technologiczne części klasy koło zębate walcowe
Ramowe procesy technologiczne kół zębatych, podobnie jak i innych części maszyn, będą się różniły głównie na skutek zróżnicowanej obróbki cieplnej i cieplno-chemicznej. W procesach technologicznych występują istotne różnice między procesem koła zębatego w kształcie tarczy czy tulei a analogicznym procesem tulei czy tarczy. Wielkość produkcji również wpływa na proces technologiczny, co będzie przedstawione w kolejnych wersjach procesów technologicznych. Procesy te dotyczą kół zębatych tzw. ogólnego przeznaczenia, o modułach od 1 do 8 mm i wymiarach do 40(H500 mm.
Procesy kół zębatych naciętych bezpośrednio na wale nie będą tutaj omawiane, gdyż ich przebieg może być opracowany wg ramowych procesów części klasy wał.
Wyszukiwarka
Podobne podstrony:
M Feld TBM582 582 13. Projektowanie procesu technologicznego części klasy koło zębate stanowi podsta
M Feld TBM584 584 13. Projektowanie procesu technologicznego części klasy kolo zębate powierzchni cz
M Feld TBM586 586 13. Projektowanie procesu technologicznego części klasy koło zębate Zęby zaokrągli
M Feld TBM588 588 13. Projektowanie procesu technologicznego części klasy koło zębate -
M Feld TBM592 592 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.17. Uc
M Feld TBM594 594 13. Projektowanie procesu technologicznego części klasy koło zębate 13.6.6.
M Feld TBM596 596 13. Projektowanie procesu technologicznego części klasy koło zębate bów i wystawał
M Feld TBM600 600 13. Projektowanie procesu technologicznego części klasy koło zęb
M Feld TBM602 602 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.31. Fr
M Feld TBM604 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.34. Frezar
M Feld TBM606 606 13. Projektowanie procesu technologicznego części klasy koło zębate nia jego więks
M Feld TBM612 612 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.49. Dł
M Feld TBM614 614 13. Projektowanie procesu technologicznego części klasy koło zębate Dłutowanie met
M Feld TBM616 616 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.57. Za
M Feld TBM618 618 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.61. Je
M Feld TBM620 620 13. Projektowanie procesu technologicznego części klasy koło zębate nych, gdyż są
M Feld TBM622 622 13. Projektowanie procesu technologicznego części klasy koło zębate Podobnie jak w
M Feld TBM624 624 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.69. Sc
więcej podobnych podstron