M Feld TBM596
596
13. Projektowanie procesu technologicznego części klasy koło zębate
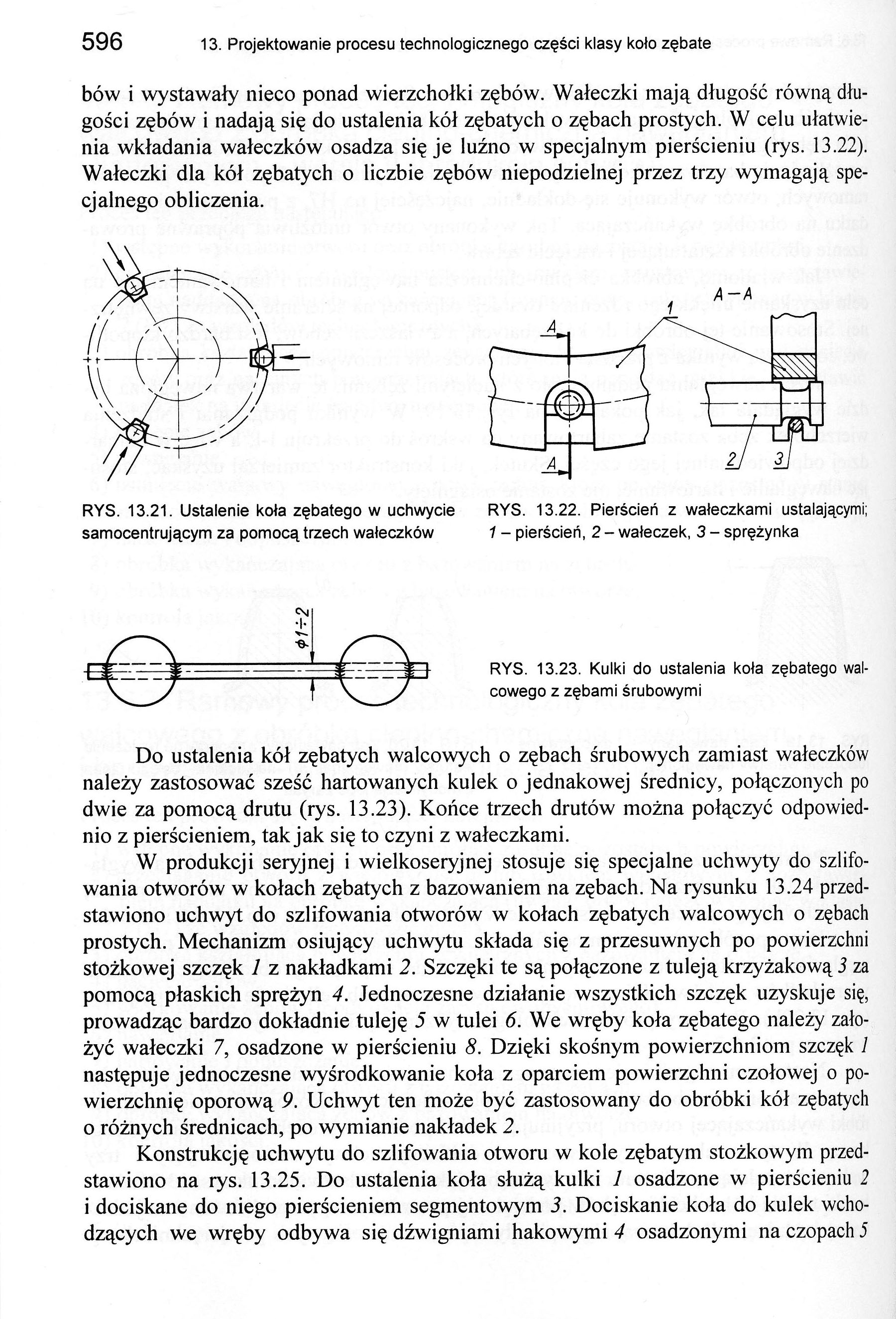
bów i wystawały nieco ponad wierzchołki zębów. Wałeczki mają długość równą długości zębów i nadają się do ustalenia kół zębatych o zębach prostych. W celu ułatwienia wkładania wałeczków osadza się je luźno w specjalnym pierścieniu (rys. 13.22). Wałeczki dla kół zębatych o liczbie zębów niepodzielnej przez trzy wymagają specjalnego obliczenia.

RYS. 13.21. Ustalenie koła zębatego w uchwycie samocentrującym za pomocą trzech wałeczków
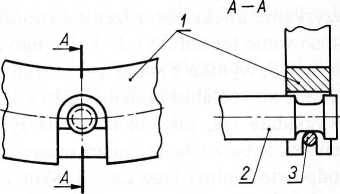
RYS. 13.22. Pierścień z wałeczkami ustalającymi; 1 - pierścień, 2 - wałeczek, 3 - sprężynka

RYS. 13.23. Kulki do ustalenia koła zębatego walcowego z zębami śrubowymi
Do ustalenia kół zębatych walcowych o zębach śrubowych zamiast wałeczków należy zastosować sześć hartowanych kulek o jednakowej średnicy, połączonych po dwie za pomocą drutu (rys. 13.23). Końce trzech drutów można połączyć odpowiednio z pierścieniem, tak jak się to czyni z wałeczkami.
W produkcji seryjnej i wielkoseryjnej stosuje się specjalne uchwyty do szlifowania otworów w kołach zębatych z bazowaniem na zębach. Na rysunku 13.24 przedstawiono uchwyt do szlifowania otworów w kołach zębatych walcowych o zębach prostych. Mechanizm osiujący uchwytu składa się z przesuwnych po powierzchni stożkowej szczęk 1 z nakładkami 2. Szczęki te są połączone z tuleją krzyżakową 3 za pomocą płaskich sprężyn 4. Jednoczesne działanie wszystkich szczęk uzyskuje się, prowadząc bardzo dokładnie tuleję 5 w tulei 6. We wręby koła zębatego należy założyć wałeczki 7, osadzone w pierścieniu 8. Dzięki skośnym powierzchniom szczęk 1 następuje jednoczesne wyśrodkowanie koła z oparciem powierzchni czołowej o powierzchnię oporową 9. Uchwyt ten może być zastosowany do obróbki kół zębatych
0 różnych średnicach, po wymianie nakładek 2.
Konstrukcję uchwytu do szlifowania otworu w kole zębatym stożkowym przedstawiono na rys. 13.25. Do ustalenia koła służą kulki 1 osadzone w pierścieniu 2
1 dociskane do niego pierścieniem segmentowym 3. Dociskanie koła do kulek wchodzących we wręby odbywa się dźwigniami hakowymi 4 osadzonymi na czopach 5
Wyszukiwarka
Podobne podstrony:
M Feld TBM582 582 13. Projektowanie procesu technologicznego części klasy koło zębate stanowi podsta
M Feld TBM584 584 13. Projektowanie procesu technologicznego części klasy kolo zębate powierzchni cz
M Feld TBM586 586 13. Projektowanie procesu technologicznego części klasy koło zębate Zęby zaokrągli
M Feld TBM588 588 13. Projektowanie procesu technologicznego części klasy koło zębate -
M Feld TBM590 590 13. Projektowanie procesu technologicznego części klasy koło zębate Linia zęba RYS
M Feld TBM592 592 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.17. Uc
M Feld TBM594 594 13. Projektowanie procesu technologicznego części klasy koło zębate 13.6.6.
M Feld TBM600 600 13. Projektowanie procesu technologicznego części klasy koło zęb
M Feld TBM602 602 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.31. Fr
M Feld TBM606 606 13. Projektowanie procesu technologicznego części klasy koło zębate nia jego więks
M Feld TBM612 612 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.49. Dł
M Feld TBM614 614 13. Projektowanie procesu technologicznego części klasy koło zębate Dłutowanie met
M Feld TBM616 616 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.57. Za
M Feld TBM618 618 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.61. Je
M Feld TBM620 620 13. Projektowanie procesu technologicznego części klasy koło zębate nych, gdyż są
M Feld TBM622 622 13. Projektowanie procesu technologicznego części klasy koło zębate Podobnie jak w
M Feld TBM624 624 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.69. Sc
M Feld TBM634 634 13. Projektowanie procesu technologicznego części klasy koło zębatetrwałości narzę
więcej podobnych podstron