M Feld TBM606

606
13. Projektowanie procesu technologicznego części klasy koło zębate
nia jego większą dokładność i umożliwia wymianę uszkodzonych elementów. Przeciąganie koła z uzębieniem wewnętrznym wg przedstawionej technologii zilustrowano na rys. 13.38.
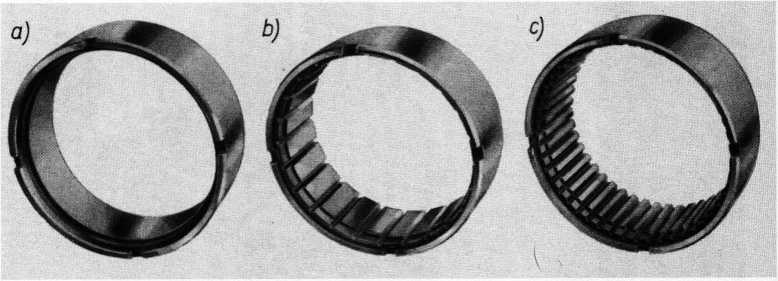
RYS. 13.38. Przedmiot obrabiany: a) przygotowany do przeciągania, b) po przeciąganiu wstępnym, po pierwszym przejściu, c) po przeciąganiu wykańczającym
Znacznie trudniejsza sytuacja występuje przy przeciąganiu uzębień zewnętrznych. Przeciągacz do takiej obróbki ma kształt tulei, w otwór której wstawia się prze-ciągacze płaskie (rys. 13.39). Obróbka odbywa się na przeciągarkach specjalnych, przystosowanych do tych narzędzi (rys. 13.40). Ten sposób obróbki znajduje dotychczas zastosowanie do przeciągania kół o wymiarach nie przekraczających 300 mm. Sprowadza się on do przeciągania wstępnego pod późniejsze wiórkowanie bądź szlifowanie.

RYS. 13.39. Przeciągacz do przeciągania kół o uzębieniu zewnętrznym
Wyszukiwarka
Podobne podstrony:
M Feld TBM582 582 13. Projektowanie procesu technologicznego części klasy koło zębate stanowi podsta
M Feld TBM584 584 13. Projektowanie procesu technologicznego części klasy kolo zębate powierzchni cz
M Feld TBM586 586 13. Projektowanie procesu technologicznego części klasy koło zębate Zęby zaokrągli
M Feld TBM588 588 13. Projektowanie procesu technologicznego części klasy koło zębate -
M Feld TBM590 590 13. Projektowanie procesu technologicznego części klasy koło zębate Linia zęba RYS
M Feld TBM592 592 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.17. Uc
M Feld TBM594 594 13. Projektowanie procesu technologicznego części klasy koło zębate 13.6.6.
M Feld TBM596 596 13. Projektowanie procesu technologicznego części klasy koło zębate bów i wystawał
M Feld TBM600 600 13. Projektowanie procesu technologicznego części klasy koło zęb
M Feld TBM602 602 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.31. Fr
M Feld TBM612 612 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.49. Dł
M Feld TBM614 614 13. Projektowanie procesu technologicznego części klasy koło zębate Dłutowanie met
M Feld TBM616 616 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.57. Za
M Feld TBM618 618 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.61. Je
M Feld TBM620 620 13. Projektowanie procesu technologicznego części klasy koło zębate nych, gdyż są
M Feld TBM622 622 13. Projektowanie procesu technologicznego części klasy koło zębate Podobnie jak w
M Feld TBM624 624 13. Projektowanie procesu technologicznego części klasy koło zębate RYS. 13.69. Sc
M Feld TBM634 634 13. Projektowanie procesu technologicznego części klasy koło zębatetrwałości narzę
więcej podobnych podstron