HPIM0890
10 7jwvm*fM uMrn pr/Mrrr*r*yfh
10 7jwvm*fM uMrn pr/Mrrr*r*yfh

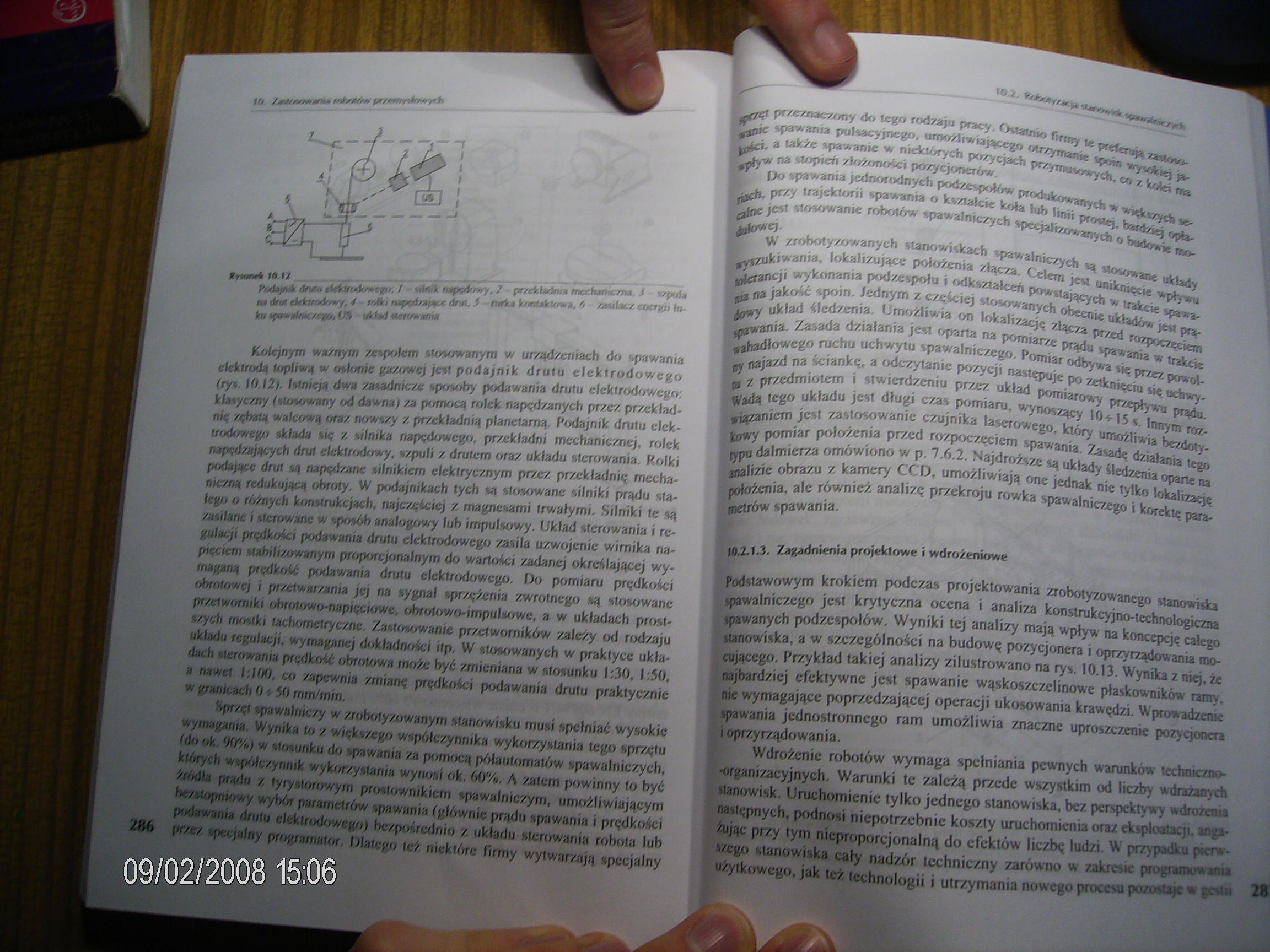
m óm ekki/arftftry, 4 - folki rmpctiy*f*A drut, 5 kv *ęar*»ttm./egi*, Uf ■• ufcład matmwtM
, 2 - pr/tkbdnn tnechtthc7Vb. J t/pufa rurii biMikinwi, O /Mfac/. energii fu-
Kolejnym ważnym zespołem stosowanym w urządzeniach do spawania elektrodą fopliwą w osłonie gazowej jest podajnik drutu elektrodowego (rys, 10,12), Istnieją dwa zasadnicze sposoby podawania drutu elektrodowego: klasyczny (stosowany od dawna) za pomocą rolek napędzanych przez przekład' nie zębata walcową oraz nowszy z przekładnią planetarną, Podajnik drutu ciek' (rodowego składa się z silnika napadowego, przekładni mechanicznej, rolek napędzających drut elektrodowy, szpuli z drutem oraz układu sterowania. Rolki podające drut są napędzane silnikiem elektrycznym przez przekładnie mccha-niczną redukującą obroty, W podajnikach tych są stosowane silniki prądu sta-łego o różnych konstrukcjach, najczęściej z magnesami trwałymi. Silniki te są zasilane i sterowane w sposób analogowy lub impulsowy. Układ sterowania i regulacji prędkości podawania drutu elektrodowego zasila uzwojenie wirnika napięciem stabilizowanym proporcjonalnym do wartości zadanej określającej wymaganą prędkość podawania drutu elektrodowego. Do pomiaru prędkości obrotowej i przetwarzania jej na sygnał sprzężenia zwrotnego są stosowane przetworniki obrotowo-napięciowe, obrotowo-impulsowc, a w układach prostszych ftjofłkt tachometryczne. Zastosowanie przetworników zależy od rodzaju układu regulacji, wymaganej dokładności itp, W stosowanych w praktyce układach sterowania prędkość obrotowa może być zmieniana w stosunku 1:30, 1:50, I nawet 1:100, co zapewnia zmianę prędkości podawania drutu praktycznie i granitach 0 $ 50 mm/min.
Sprząt spawalniczy w zrobotyzowanym stanowisku musi spełniać wysokie wymagania. Wynika to | większego współczynnika wykorzystania tego sprzętu (do ok. 90%) w stosunku (ki spawania za pomocą półautomatów spawalniczych, których współczynnik wykorzystania wynosi ok. 60%, A zatem powinny to być źródła prądu z tyrystorowym prostownikiem spawalniczym, umożliwiającym bezstopniowy wybór parametrów spawania (głównie prądu spawania i prędkości podawania drutu elektrodowego) bezpośrednio z układu sterowania robota lub 280 przez specjalny programator, Dlatego też niektóre firmy wytwarzają specjalny
Br ^//r/^/my do tego rodzaju pracy, Ostatnio famy le prcferaji 'rnUtty |W Mw^ania pulsacyjnego, umożftwiającego (trzymam tęm wysokiej ja-kępa a także spawanie w niektórych pozycjach przymusowych, co z koki ma opływ na stopień złożoności pozycjonerów.
f •P*w»wa jednorodnych podzespołów produkowanych w większych se-Ijpch, przy trajcktoni spawania o kształcie koła lub linii prostej, hardziej opłacali i®* stosowanie robotów spawalniczych specjalizowanych o budowie mo-indowej.
i W zrobotyzowanych stanowiskach spawalniczych są stosowane układy Hyszukiwania, lokalizujące położenia złącza. Celem jest uniknięcie wpływu tolerancji wykonania podzespołu i odkształceń powstających w trakcie spawami na jakość spoin. Jednym z częściej stosowanych obecnie układów jest prądowy układ śledzenia. Umożliwia on lokalizację złącza przed rozpoczęciem Karania. Zasada działania jest oparta na pomiarze prądu spawania w trakcie Kadłowcgo ruchu uchwytu spawalniczego. Pomiar odbywa się przez powoi w najazd na ściankę, a odczytanie pozycji następuje po zetknięciu się uchwytu z przedmiotem i stwierdzeniu przez układ pomiarowy przepływu prądu. Wadą tego układu jest długi czas pomiaru, wynoszący 10* 151 Innym raz-Bpazanicm jest zastosowanie czujnika laserowego, który umożliwia bezdotykowy pomiar położenia przed rozpoczęciem spawania. Zasadę działania tego typu dalmierza omówiono w p. 7.6.2. Najdroższe są układy śledzenia oparte na analizie obrazu z kamery CCD, umożliwiają one jednak nie tylko lokalizację I położenia, ale również analizę przekroju rowka spawalniczego i korektę para-Kietrów spawania.
10.2.13. Zagadnienia projektowe i wdrożeniowe
Podstawowym krokiem podczas projektowania zrobotyzowanego stanowiska spawalniczego jest krytyczna ocena i analiza konstrukcyjno-technologiczna Kiwanych podzespołów. Wyniki tej analizy mają wpływ na koncepcję całego stanowiska, a w szczególności na budowę pozycjonera i oprzyrządowania mocującego. Przykład takiej analizy zilustrowano na rys. 10.13. Wynika z mej, że najbardziej efektywne jest spawanie wąskoszczelinowe płaskowników ramy, mc wymagające poprzedzającej operacji ukosowania krawędzi Wprowadzenie spawania jednostronnego ram umożliwia znaczne uproszczenie pozygonera B oprzyrządowania.
Wdrożenie robotów wymaga spełniania pewnych warunków techniczno--organizacyjnych. Warunki te zależą przede wszystkim od liczby wdrażanych stanowisk. Uruchomienie tylko jednego stanowiska, bez perspektywy wdrożenia następnych, podnosi niepotrzebnie koszty uruchomienia oraz eksploatacji, anga-żując pr/y tym nieproporcjonalną do efektów liczbę ludzi. W przypadku pierwszego stanowiska cały nadzór techniczny zarówno w zakresie programowana użytkowego, jak też technologii i utrzymania nowego procesu pozostaje w genu
Wyszukiwarka
Podobne podstrony:
HPIM0805 i ‘MuiowauiM ml ml o w pnwiiyilnwyrli Pr/oiirttrt iuhiHVii robolu kiuio/Jnńsklcgo 0 dwóch o
HPIM0864 i K,iic i«k chwytanie piw* pr/yssitmc, wyj a»>««n« n^noi>vpremiom. W«dą chwytani* «mJ
HPIM0884 10 (obolów iirzwiiydiiwych wykwntlucc opanuj pfooMU technologicznego (obr
HPIM0891 10. Zastosowania robotów przemysłowych Rysunek -—----— Analiza
HPIM0893 10. ZmoMMMflu robotów pnrmysbwyth itopiony i wydmuchany za pomocą gazów poprzez szczelinę D
HPIM0895 10. Złtlowwna robolów ptawy>lo»ydi RpuncklOJIfr _ Zidbotyzcmanc maszyn
HPIM0896 10. Zastosowania robolów przemysłowych Roboty bramowe liniowe są stosowane głównie do za- i
HPIM0897 ■ 10. Zaścósovvahia robotów przemysłowych Rysunek
HPIM0898 10. Zastosowania robotów przemysłowych 10. Zastosowania robotów przemysłowych 5 Rysunek
Tablice Rejestracyjne ym wn H01 CD AM XM MM YlM J M NM MM fM IM HM HM 3M OM 0M VM - c
DSC00210 (10) RMed t/oęó/.A /0A y (PN) £j -* ćj 5 O, OM
1 klod JntnoUrk miar Mjdi ię r jcdnoMt-k mul {i k mrnl.iiinihl. pr/Kluh uraownir. om/. ł.c /bodm jim
39 3 H fM > w »v — • ł wjo puc nuci om jo «©łł©q »m «©
fizyka ■5 i/— iOL ~[0 d*u - 10 40 W w1
image001 I? MF. fi Cr FM Max Maxwel! Th* ptr»on« ich**** to nupa Th* watki 10 miku rKaę* tmpo»nbł*&
więcej podobnych podstron