PO Opole |
Karta instrukcyjna nr 9 |
Symbol wyrobu |
Numer rysunku |
Nazwa części |
Arkusz |
Arkuszy |
|||||||||
|
Materiał |
20 |
|
001 |
WAŁ Z KOŃCAMI GWINTOWANYMI |
1 |
1 |
||||||||
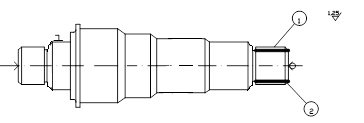
Opis i szkic operacji: Toczenie gwintu zgrubne i wykańczające Zamocowanie I
1.Toczyć zgrubnie gwint M27x2 2.Toczyć wykańczająco gwint M27x2 Zamocowanie II 3.Toczyć zgrubnie gwint M27x2 4.Toczyć wykańczająco gwint M27x2 5.Sprawdzić gwinty.
Zamocowanie II
|
Operacja |
90 |
|||||||||||||
|
Oddział |
ODDZIAŁ MECHANICZNY |
|||||||||||||
|
Obrabiarka lub stanowisko |
Tokarka numeryczna |
|||||||||||||
|
Pomoce warsztatowe |
||||||||||||||
|
Przyrządy |
Tokarka CNC TUJ-380 MF Moc silnika S1 11 kW |
|||||||||||||
|
|
Tarcza zabierakowa PUTa-200 |
|||||||||||||
|
|
Kieł stały i obrotowy PZKk3 |
|||||||||||||
|
|
Zabierak PZTa-50 |
|||||||||||||
|
Narzędzia |
Płytka Sandvik R166.0G-16MMO1-200 |
|||||||||||||
|
|
Oprawka Sandvik R166.5FA-1212-16 |
|||||||||||||
|
|
|
|||||||||||||
|
|
|
|||||||||||||
|
Sprawdzian |
Sprawdzian do gwintów M27x2 |
|||||||||||||
|
|
|
|||||||||||||
|
|
|
|||||||||||||
|
|
|
|||||||||||||
|
1-3 |
5 |
58 |
0,05 |
1,95 |
9 |
|||||||||
|
2-4 |
4 |
47 |
|
1,95 |
4 |
|||||||||
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|||||||||
Było |
|
Wykonał: Dyla Łukasz |
Sprawdził: |
Zatwierdził: |
Nr zabiegu |
vC prędkość skraw.
m/min |
n prędkość obrot.
obr/min |
p posuw
mm/obr |
ap głęb. skraw.
mm |
i ilość przejść |
|||||
Zmieniono |
|
Data 2011-01-02 |
|
|
|
|
|
|
|
|
|||||
Data i podpis |
|
Podpis |
|
|
|
|
|
|
|
|
|||||
Wyszukiwarka
Podobne podstrony:
Proces technologiczny wałka, karta 8m, ZSZ Świebodzin
Proces technologiczny wałka, karta 12m, ZSZ Świebodzin
Proces technologiczny wałka, karta 8m, ZSZ Świebodzin
Proces technologiczny wałka, karta 12m, ZSZ Świebodzin
Proces technologiczny wałka, karta 3m, ZSZ Świebodzin
Proces technologiczny wałka, karta 2m, ZSZ Świebodzin
Proces technologiczny wałka, karta 10m, ZSZ Świebodzin
Proces technologiczny wałka, Karta technologiczna
Proces technologiczny wałka, karta 6m, Państwowa Wyższa Szkoła Zawodowa w Nysie Instrukcja obróbki c
Proces technologiczny wałka, Karta 5m, Państwowa Wyższa Szkoła Zawodowa w Nysie Instrukcja obróbki c
Czynności w procesie technologicznym wałka
projekt, karta 12, ZSZ Świebodzin
karta 09, ZSZ Świebodzin
karta 02, ZSZ Świebodzin
karta 02, ZSZ Świebodzin
karta 11, ZSZ Świebodzin
karta 07, ZSZ Świebodzin
Proces technologiczny wałka, Zamówienie
więcej podobnych podstron