PO Opole |
Karta instrukcyjna nr 8 |
Symbol wyrobu |
Numer rysunku |
Nazwa części |
Arkusz |
Arkuszy |
|||||||||
|
Materiał |
20 |
|
001 |
WAŁ Z KOŃCAMI GWINTOWANYMI |
1 |
1 |
||||||||
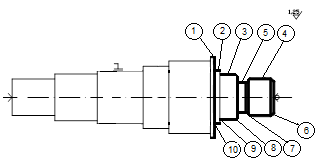
Opis i szkic operacji: Toczenie gwintu zgrubne i wykańczające Zamocowanie I Zamocowanie I
2.Toczyć ø40mm na 57,5mm 3.Toczyć ø30mm na 48,5mm 4.Toczyć ø27mm na 24mm 5.Toczyć podcięcie ø26mm szer. 2,5mm na odległości miedzy 21,5mm i 24mm 6.Toczyć ścięcie 1x45º na ø27mm 7.Toczyć ścięcie1x45º na 21,5mm 8.Toczyć ścięcie 1x45º na ø30mm na 26m 9.Wyk. zaokrąglenie R 1,5 na 59mm 10. Wyk. zaokrąglenie R 1,5 na 50mm
Zamocowanie II
11.Toczyć ø46mm na 173mm 12.Toczyć ø44mm na 133mm Zamocowanie II 13.Toczyć ø40mm na 107mm 14.Toczyć ø30mm na 50mm 15. Toczyć ø27mm na 24mm 16. Toczyć podcięcie ø26mm szer. 2,5mm na odległości między 21,5 mm i 24mm 17.Toczyć ścięcie 1x45º na ø27mm 18.Toczyć ścięcie 1x45º na 21,5mm 19.Toczyć ścięcie1x45º na ø30mm 20. Wyk. zaokrąglenie R 1,5 na 50mm 21. Toczyć ścięcie 1x45º na 50mm 22. Toczyć ścięcie 2x45º na ø44mm 23.Toczyć ścięcie 1x45º na ø46mm
|
Operacja |
80 |
|||||||||||||
|
Oddział |
ODDZIAŁ MECHANICZNY |
|||||||||||||
|
Obrabiarka lub stanowisko |
Tokarka numeryczna |
|||||||||||||
|
Pomoce warsztatowe |
||||||||||||||
|
Przyrządy |
Tokarka CNC TUJ-380 MF Moc silnika S1 11 kW |
|||||||||||||
|
|
Tarcza zabierakowa PUTa-200 |
|||||||||||||
|
|
Kieł stały i obrotowy PZKk3 |
|||||||||||||
|
|
Zabierak PZTa-50 |
|||||||||||||
|
|
Chłodziwo: Środek chłodząco- smarujący zawierający oleje mineralne i oleje estrowe |
|||||||||||||
|
Narzędzia |
Oprawka zaciskowa SSDCR 10 3 |
|||||||||||||
|
|
Płytka skrawająca SANDVIK TNMG 16 04 04-LC 4215 |
|||||||||||||
|
|
Płytka SANDVIK SCMT 12 04 08-PR 4215 (fazowanie) |
|||||||||||||
|
Sprawdzian |
|
|||||||||||||
|
|
|
|||||||||||||
|
|
|
|||||||||||||
|
|
|
|||||||||||||
|
1-3;11-14 |
240 |
1200 |
0,07 |
0,2 |
1 |
|||||||||
|
4;15 |
240 |
1200 |
0,07 |
0,5 |
1 |
|||||||||
|
5;16 |
50 |
460 |
0,15 |
0,5 |
1 |
|||||||||
|
6-8;17-19; 21-23 |
36 |
367 |
0,15 |
1-2 |
1 |
|||||||||
|
9;10;20 |
36 |
367 |
0,15 |
0,2 |
1 |
|||||||||
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|||||||||
Było |
|
Wykonał: Dyla Łukasz |
Sprawdził: |
Zatwierdził: |
Nr zabiegu |
Vc prędkość skraw.
m/min |
n prędkość obrot.
obr/min |
p posuw
mm/obr |
ap głęb. skraw.
mm |
i ilość przejść |
|||||
Zmieniono |
|
Data 2011-01-02 |
|
|
|
|
|
|
|
|
|||||
Data i podpis |
|
Podpis |
|
|
|
|
|
|
|
|
|||||

Wyszukiwarka
Podobne podstrony:
Proces technologiczny wałka, karta 9mm, ZSZ Świebodzin
Proces technologiczny wałka, karta 12m, ZSZ Świebodzin
Proces technologiczny wałka, karta 12m, ZSZ Świebodzin
Proces technologiczny wałka, karta 3m, ZSZ Świebodzin
Proces technologiczny wałka, karta 2m, ZSZ Świebodzin
Proces technologiczny wałka, karta 10m, ZSZ Świebodzin
Proces technologiczny wałka, Karta technologiczna
Proces technologiczny wałka, karta 6m, Państwowa Wyższa Szkoła Zawodowa w Nysie Instrukcja obróbki c
Proces technologiczny wałka, Karta 5m, Państwowa Wyższa Szkoła Zawodowa w Nysie Instrukcja obróbki c
Czynności w procesie technologicznym wałka
projekt, karta 12, ZSZ Świebodzin
karta 09, ZSZ Świebodzin
karta 02, ZSZ Świebodzin
karta 02, ZSZ Świebodzin
karta 11, ZSZ Świebodzin
karta 07, ZSZ Świebodzin
Proces technologiczny wałka, Zamówienie
więcej podobnych podstron