Pomiar współosiowości osi otworów łożysk
głównych silnika metodą laserową
I.Wstęp
Niewspółosiowość otworów łożysk powoduje nieprawidłowe ułożenie
wału co przyczynia się do:
-zginania wału (powstają niekorzystne naprężenia )
-zniekształcenia warstwy cieczy smarującej (zjawisko tarcia suchego)
-nacisków brzegowych w łożyskach ślizgowych
Do pomiaru współosiowości otworów gniazd łożysk służą nam następujące
metody:
a) za pomocą struny-strunę przeciągamy przez otwory gniazd łożyskowych
tak by przechodziła ona przez osi skrajnych gniazd i napinamy ją odpowiednim
ciężarem. Następnie za pomocą średnicówki z sygnalizacją świetlną bądź
optyczną, by nie odkształcić struny, mierzymy w kierunku poziomym i pionowym
odległości struny od gniazd pośrednich. Jest to pomiar dość kłopotliwy wymaga
wprawy do wad należy także zwis struny (musimy znać strzałkę ugięcia).
b) za pomocą wałka kontrolnego-wałek posiada długość korpusu i średnicę
zbliżoną do średnicy otworów. Wałek wsuwamy we wszystkie otwory, wcześniej
pokrywszy go tuszem, a po jego wyjęciu sprawdzamy ślady tuszu na otworach.
c) za pomącą wałka kontrolnego i czujnika-wałek kontrolny ma znacznie
mniejszą średnicę niż otwory .Wałek z obejmą i czujnikiem umieszczamy w
otworze. Czujnik możemy obracać. W skrajnych otworach wałek umieszczamy na
rozpórkach obracając czujnikiem, by umieścić wałek w osi skrajnych gniazd.
d) metody optyczne (za pomocą lunety i kolimatora lub autokolimatora i
lustra).
e) za pomocą urządzeń laserowych
II.Metoda pomiaru współosiowości otworów gniazd łożysk metodą
urządzenia laserowego Fixturlaser 200.
1.Fixturlaser 200 jest nowoczesnym urządzeniem mającym zastosowanie
przy następujących operacjach i pomiarach:
a)osiowanie maszyn z wałami poziomymi
b)osiowanie maszyn z wałami pionowymi
c)osiowanie kilku wałów w linii w układach 3,4 i 5 wałów
d)osiowanie maszyn ze sprzęgłami Cardana i nie leżącymi w osi
e)pomiar z kompensacją przesunięcia równoległego/kątowego
f)pomiar prostoliniowości do 16 punktów pomiarowych z możliwością
wyboru punktów.
2.Pomiary za pomocą wyposażenia Delta Fixture
Wyposażenie Delta Fixture służy jako standardowy system do pomiaru
wewnętrznych średnic. Razem ze sprzętem Digilaser pozwala na dokonywanie
bardzo dokładnych i zaawansowanych pomiarów. Delta Fixture przeznaczony jest
do zamontowania odbiornika FD11 i nadajnika FL11.Zestaw z nadajnikiem może
być umieszczony wewnątrz otworu za pomocą wałków prowadzących, bądź na
zewnątrz przy pomocy magnesu. W ten sposób użytkownik może wybrać
dogodniejsze rozwiązanie.
3.Montaż.
Jeden zestaw składa się z różnych części które muszą być zmontowane
przed procedurą pomiaru. W zależności od specyfiki pomiaru możemy użyć jednej
z czterech prowadnic i czterech zestawów ruchomych ramion, po trzy identyczne
ramiona w każdym. Rozpoczynamy od zamocowania odbiornika bądź nadajnika
do prowadnicy i przymocowania ramion. Konieczne jest użycie dwóch śrub do
zamocowania każdego z ramion by zapobiec przesuwaniu się ramienia po
prowadnicy w czasie pomiaru. Na ramionach montujemy dwie tulejki kontaktowe.
Tulejka ślizgowa z mimośrodem montowana jest na trzecim ramieniu. Ustawiamy
identyczne długości ramion i silnie je zaciskamy. Ramię z mimośrodem ma
możliwość dokładnego dostrojenia. Tak zmontowany zestaw umieszczamy w
gnieździe i utwierdzamy go za pomocą mimośrodu.
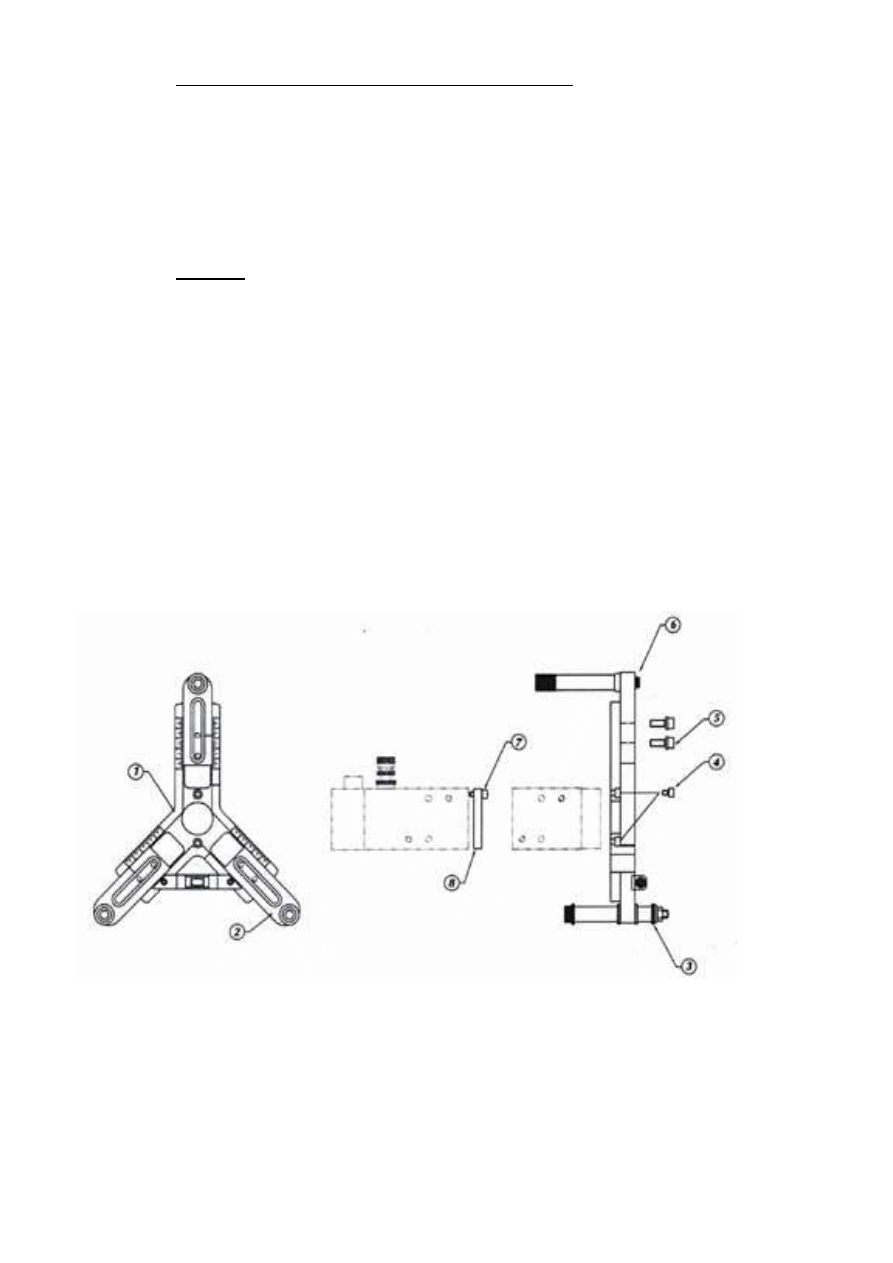
Rys.1. Zestaw do mocowania odbiornika i nadajnika w gnieździe.
1.Prowadnica.
2.Ramię.
3.Tulejka kontaktowa.
4.Śruby mocujące odbiornik.
5.Sruby mocowania ramion.
6.Śruba ustawiania mimośrodu.
7. Śruby mocujące nadajnik.
8. Klamra nadajnika.
4. Pomiar współosiowości.
Pomiary współosiowości prowadza do określenia położenia osi otworu
gniazda pośredniego w stosunku do osi odniesienia.
5.Procedura pomiaru.(przy przymocowaniu za pomocą magnesu.
a)ustawić nadajnik w osi otworu odniesienia, wypoziomować urządzenie i
zacisnąć mimośród (REF1)
b)ustawić odbiornik w drugim skrajnym otworze wypoziomować i
unieruchomić
c)wyzerować zmierzone wartości wyświetlane na monitorze za pomocą
pokręteł
d)odwrócić odbiornik o 180
°
, i porównać zmianę wartości obu pomiarów,
w przypadku odchyłki przekraczającej
±
0.3mm należy tak przemieścić odbiornik
by zawarła się ona w tym przedziale.
Zerowanie
e)ustawić zestaw z odbiornikiem w osi otworu odniesienia (REF.1),
wypoziomować i unieruchomić mimośrodem
f)wyzerować wyświetlane na monitorze wartości za pomocą pokręteł
g)przenieść odbiornik do drugiego otworu odniesienia (REF.2)
h)na nadajniku ustawić śrubami mikrometrycznymi wartość 0.00 która jest
wyświetlana na monitorze
i)powtórzyć kroki a-f do aż do momentu gdy promień lasera będzie zgodny
z osiami otworów odniesienia
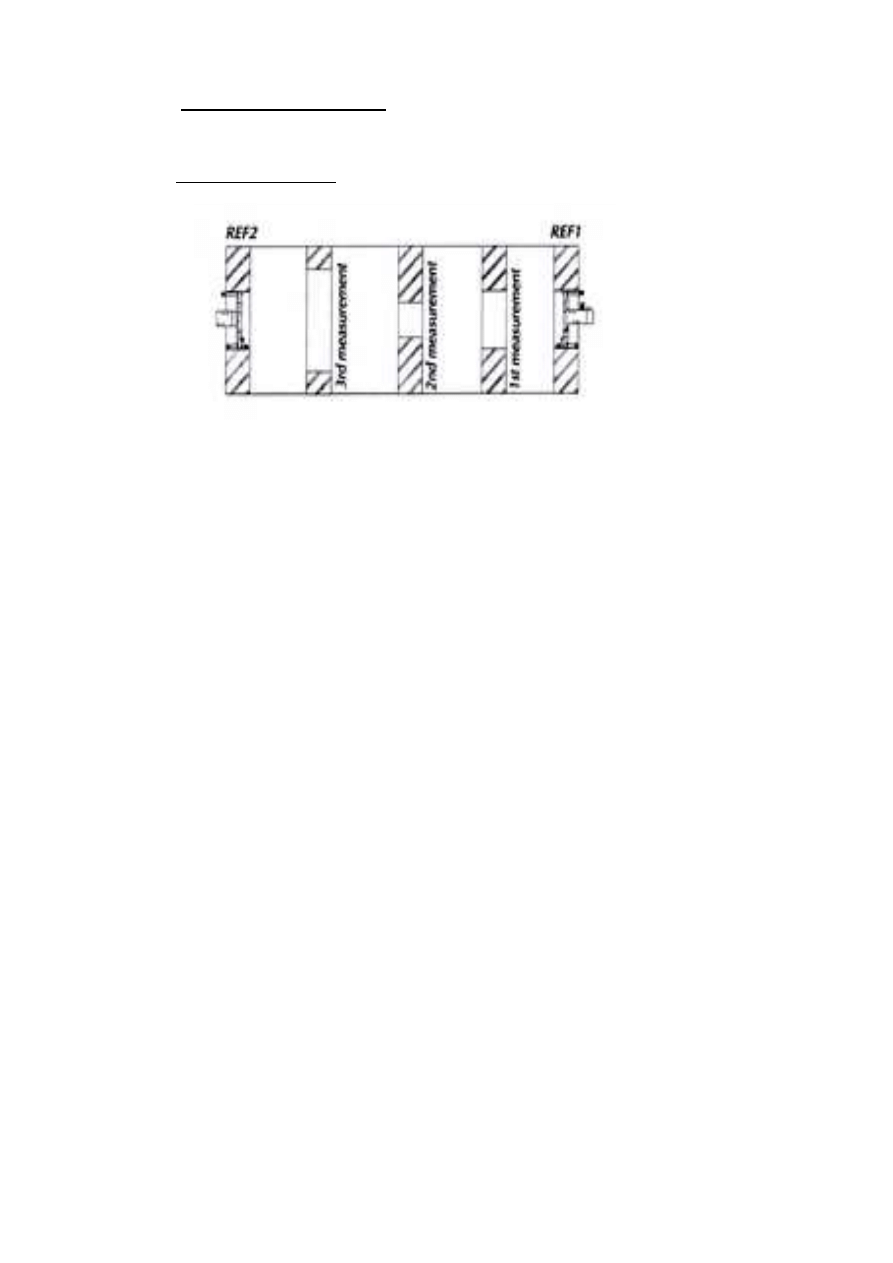
Pomiar
j)wstawiamy odbiornik w otwór pomiarowy w pozycji gdy ramię z
mimośrodem znajduje się na dole. Poziomujemy odbiornik i unieruchamiamy go.
Zerujemy pokrętłami wartości wyświetlane na monitorze.
k)obracamy odbiornik o 180
°
,poziomujemy i mocujemy
l)odczytujemy wskazania na monitorze(oś jest powyżej osi odniesienia-
wskazanie dodatnie, poniżej-ujemne)
ł)podobnie postępujemy z kolejnymi otworami.
III. Wykonanie ćwiczenia
Pomiar
przeprowadzono
na
gniazdach
łożysk
głównych
silnika
sześciocylindrowego, czyli silnik posiada 8 gniazd łożysk głównych. Dwa skrajne
gniazda potraktowane zostały jako bazy. Pomiar dokonany został według

procedury przedstawionej w poprzednim punkcie. W czasie doświadczenia okazało
się, że uzyskane wyniki nie mogą być pomocne przy weryfikacji współosiowości
gniazd gdyż nie został spełniony warunek dociśnięcia wszystkich pokryw gniazd
jednakowym momentem. Warunek ten spełniony został tylko dla skrajnych
pokryw. Mimo to dokonano pomiaru położenia osi dla wybranych gniazd, a
uzyskane wyniki zostały przedstawione na załączonym wykresie.
Na wykresie widać, że osie gniazd pośrednich leżą powyżej osi bazowej.
Najprawdopodobniej jest to spowodowane sztucznym zabiegiem podniesienia osi,
jaki został przeprowadzony poprzez zastosowanie podkładek w celu zamocowania
odbiornika w gnieździe (zbyt duża średnica gniazda z racji niedostatecznego
momentu). Tak przeprowadzony pomiar nie pozwala na wyciągnięcie żadnych
wniosków o położeniu osi wszystkich gniazd otworów. Przede wszystkim miał on
charakter pokazowy i szkoleniowy.
Wyszukiwarka
Podobne podstrony:
200 Faszyzm 2id 21545 ppt
43 Appl Phys Lett 88 013901 200 Nieznany (2)
Czyszczarka naroża CNR-200, BHP, Instrukcje-Obsługi
200 i 201, Uczelnia, Administracja publiczna, Jan Boć 'Administracja publiczna'
Phase Linear 200 II
200 Megapikseli w 50 megapikselowej lustrzance Hasselblada
easyControl EC4 200
918 tech inf ark prak5 czer 200 Nieznany (2)
KOCHAM CI%c4%98 w 200 j%c4%99zykach(1)
14 193 200
Nokia BH 200 PL Manual
3 1 Pierwsze uruchomienie S7 200
GPM 200 B 29 Superfortress
Przyśpieszamy Windows o 200
więcej podobnych podstron