mgr inz. Ewa Berdyszak - PiTP - Spęczanie/Tłoczność - v.1.0.0
Przygotował: Tomasz „Hatake_KAKASHI” Kotwis
1
SPĘCZANIE
Przebieg procesu spęczania określony stanem naprężeń/odkształceń zależy od:
• sposobu spęczania;
• kształtu przedmiotu spęczanego;
• prędkości odkształcenia;
• warunków tarcia.
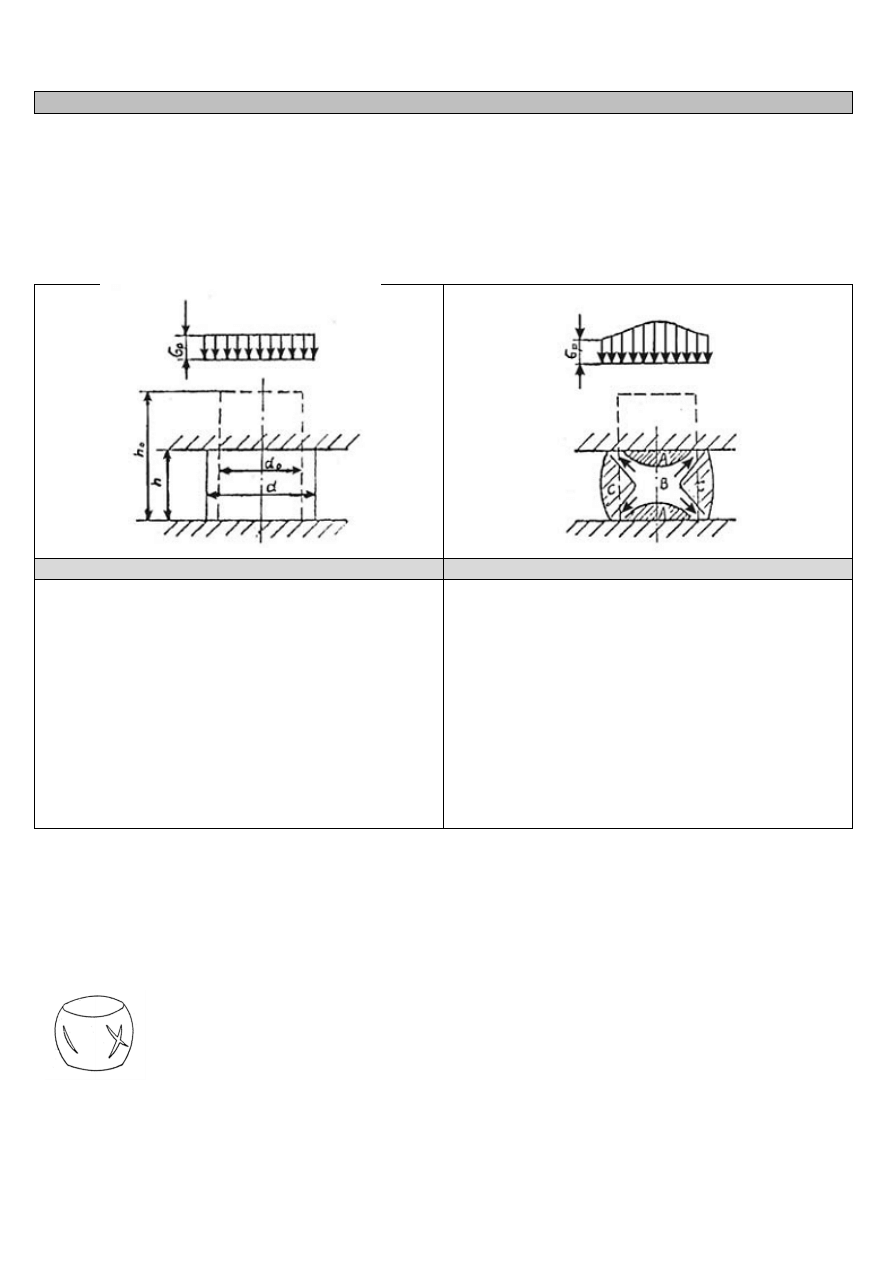
Spęczanie w teorii (bez tarcia) i praktyce (z tarciem)
Spęczanie bez tarcia
Spęczanie z uwzględnieniem tarcia
To
odkształcenie jest jednorodne i wraz ze
zmniejszeniem się wysokości h, zwiększa się średnica
d oraz zachowany zostaje kształt walcowy
przedmiotu. Nacisk jednostkowy na całej powierzchni
styku płyty i materiału jest stały i równa się
naprężeniu uplastyczniającemu.
W
rzeczywistym
procesie
spęczania,
występujące na powierzchni styku płyty i materiału
odkształcanego tarcie, przeciwdziała odkształceniu.
W rezultacie zmienia się kształt przedmiotu
spęczanego i rozkład nacisków jednostkowych.
A – w obszarze tym materiał przemieszcza się
razem z narzędziem nie doznając odkształceń
plastycznych.
B – w obszarze tym materiał przemieszcza się
w kierunku na zewnątrz.
C – w wyniku działania stożków A w obszarze
C występują znaczne naprężenia rozciągające.
Wpływ prędkości odkształcania na przebieg procesu spęczania
• Wzrost naprężeń uplastyczniających.
• Wzrost temperatury odkształcanego materiału.
• Niejednakowe wypełnienie górnej i dolnej matrycy.
Zjawiska ograniczające proces spęczania
Pękanie plastyczne materiału występujące w czasie jego odkształcenia. W przypadku
osiowo-symetrycznego ściskania pękanie materiału występuje na zewnętrznej powierzchni i
wiąże się ze wzrostem średnicy kształtowanej części.
mgr inz. Ewa Berdyszak - PiTP - Spęczanie/Tłoczność - v.1.0.0
Przygotował: Tomasz „Hatake_KAKASHI” Kotwis
2
Utrata stateczności procesu odkształcenia wyrażająca się w operacjach spęczania
wyboczeniem. Aby podczas spęczania uniknąć plastycznego wyboczenia przedmiotu, jego
początkowa wysokość h
o
nie powinna przekraczać 1,5-1,8 d
o
. Duży wpływ na graniczną
wartość stosunku h
o
/d
o
ma dokładnie cięcie pręta (prostopadłe do osi) oraz właściwe
prowadzenie narzędzi, eliminujące przesunięcie poprzeczne.
Natychmiastowe lub zmęczeniowe zniszczenie narzędzia spowodowane naciskiem
jednostkowym wywieranym na jego powierzchnie.
Wyznaczenie wskaźnika odkształcenia pręta w operacjach spęczania
Wskaźnik odkształcenia pręta w operacjach spęczania jest określony stosunkiem:
gdzie:
d – końcowa średnica odkształcanego pręta wyznaczona w momencie pękania materiału;
d
0
– początkowa średnica spęczania pręta;
TŁOCZNOŚĆ
Własności technologiczne blach
Własności technologiczne blach określane są za pomocą prób:
• zginania;
• tłoczności – metodą Erichsena;
• przełomu.
Określa się również: linie płynięcia, spawalność i zgrzewalność, mikrostrukturę, stan przerobu.
Własności technologiczne materiału w tym również w postaci blach są określane za pośrednictwem własności
mechanicznych, które zależą głównie od:
• składu chemicznego;
• charakteru mikro i makrostruktury;
• stopnia odkształcenia (zgniotu);
• rodzaju obróbki cieplnej.
Własności mechaniczne blach
Własności mechaniczne (wytrzymałościowe i plastyczne) blach przeznaczonych do tłoczenia
najczęściej określa się w próbie jednoosiowego rozciągania.
mgr inz. Ewa Berdyszak - PiTP - Spęczanie/Tłoczność - v.1.0.0
Przygotował: Tomasz „Hatake_KAKASHI” Kotwis
3
Wady powstające przy tłoczeniu blach
Wyżarzona blacha stalowa, wykazująca przy rozciąganiu wyraźną (górną i dolną) granicę plastyczności (w wyniku
starzenia odkształceniowego) jest skłonna do tworzenia przy tłoczeniu:
pasm poślizgu, czyli płytkich pasmowych
nierówności na powierzchni wyrobu, przebiegają
one poprzecznie lub pod kątem 45-60° do
kierunku działania siły a często przecinają się
wzajemnie
w przypadku zdecydowanie
niejednakowej wielkości ziarna powstają na
powierzchni blachy nierównomierności tzw.
„skórka pomarańczowa”
jedną z przyczyn może być proces starzenia jakiemu podlega blacha podczas długiego przechowywania
blacha umocniona wygładzaniem nie ma
na wykresie rozciągania wyraźne
wyeliminowanie tworzenia się tzw. „skórki
pomarańczowej” można uzyskać przy
zastosowaniu obróbki cieplej np. wyżarzanie
normalizacyjne
Próby technologiczne tłoczności blach
Wyniki uzyskane w próbie jednoosiowego rozciągania i w innych próbach podstawowych nie
wystarczają do pełnej oceny tłoczności blach dlatego powstały różne metody badań i próby technologiczne
(tzw. próby stymulacyjne). Próby te symulują warunki zbliżone do tych w jakich znajduje się materiał w czasie
tłoczenia. Znane próby technologiczne blach odtwarzają w zasadzie dwa następujące płaskie stany naprężeń:
• dwuosiowe rozciąganie;
• rozciąganie i ściskanie.
W Polsce jedyną próbą określającą tłoczność a ujętą przez Polski Komitet Normalizacyjny jest
próba Erichsena.
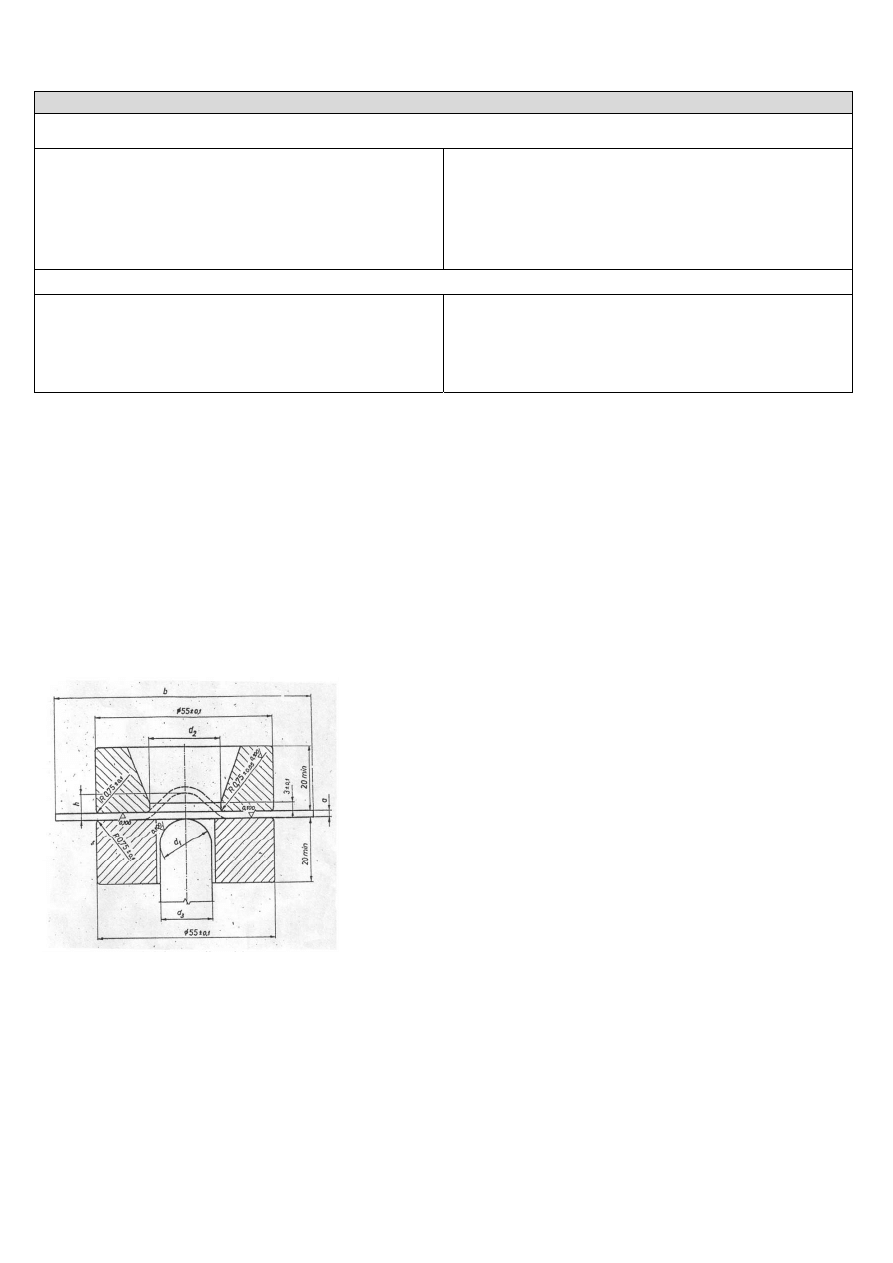
Próba Erichsena
Wielkością charakteryzującą odkształcalność blachy i jej
podatność do tłoczenia jest tu głębokość wtłoczenia kulki lub
stempla zakończonego kulisto w próbkę, dociśniętą do matrycy za
pomocą dociskacza, aż do chwili powstania pęknięcia w próbce.
Głębokość wytłoczenia czaszy, a ściślej głębokość penetracji
stempla jest wskaźnikiem tłoczności wg Erichsena i oznaczona jest
symbolem IE. Stosownie do wymiarów stempla, a w szczególności
do jego średnicy (20, 15, 8,3 mm) stosuje się odpowiednie symbole
tłoczności wg Erichsena: IE
20
, IE
15
, IE
8
, IE
3
.
Wyszukiwarka
Podobne podstrony:
karta zal by hk
ja i moja frezarka by hk
karta zal by hk
4 pomiary by kbarzdo
dymano teoria by demon
GR WYKŁADY by Mamlas )
Assessment of cytotoxicity exerted by leaf extracts
Alignmaster tutorial by PAV1007 Nieznany
Efficient VLSI architectures for the biorthogonal wavelet transform by filter bank and lifting sc
Budowa samolotow PL up by dunaj2
MS3 by kbarzdo
Nadszedł czas, by Michnik nauczył się żyć w demokracji
BY PL Sinczuk I Skarb ze wsi Doszniki
Jak korzystać ze zdolności parapsychicznych [up by Esi]
420 Diner Spreadable Edible Medibles by LisaMarie Costanzo
TECHNIKA CO BY BYŁO GDYBY(1), Aktywizujace metody i techniki w edukacji
Canelloni ze szpinakiem by Szem
więcej podobnych podstron