INFORMACJE TECHNOLOGICZNE
BUDOWA LINY STALOWEJ
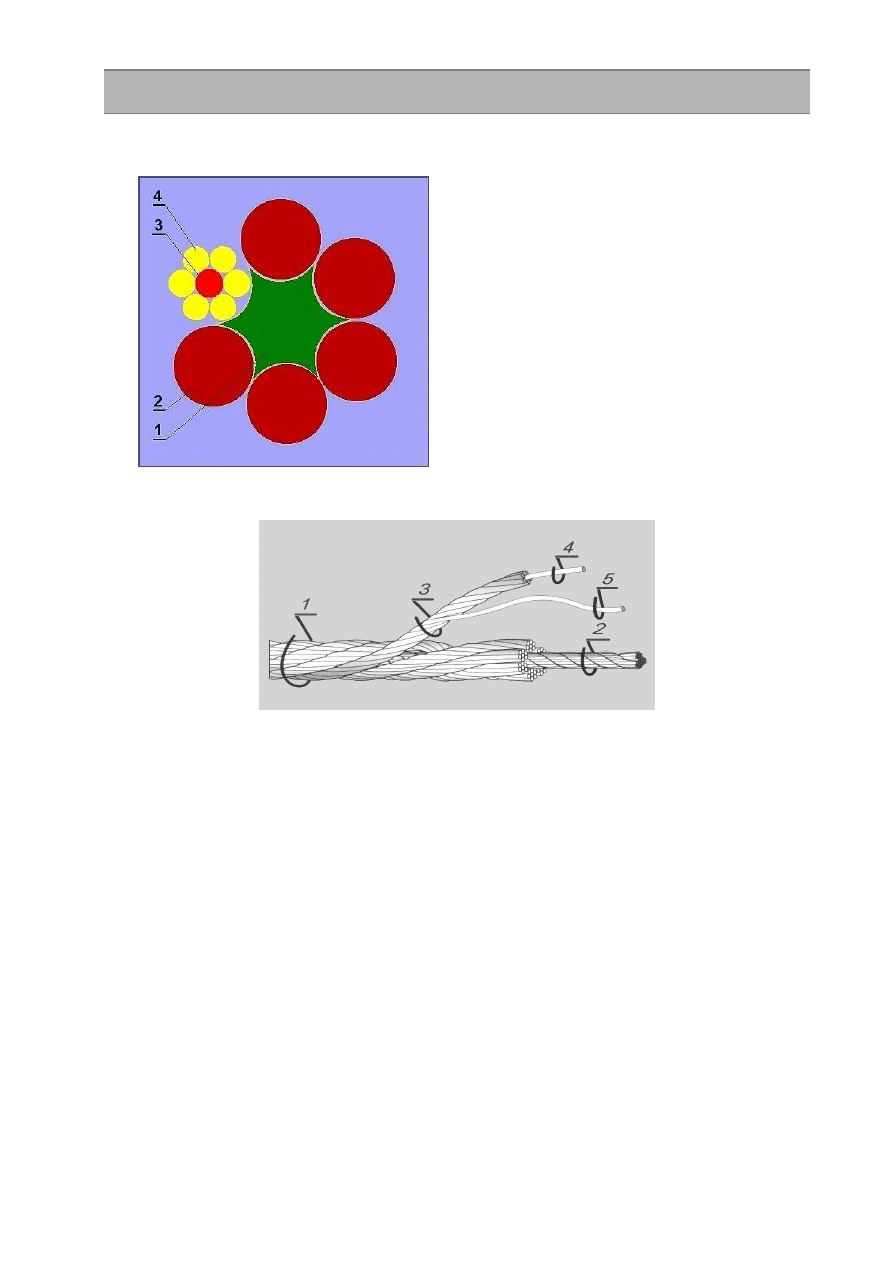
Rysunek 1 Budowa liny stalowej – 1. rdzeń włókienny liny; 2. splotka liny; 3. drut rdzeniowy - centralny splotki; 4. druty
splotki.
Rysunek 2 Lina stalowa dwuzwita– 1. lina; 2. rdzeń włókienny liny; 3. splotka liny; 4. drut rdzeniowy - centralny splotki; 5.
druty splotki.
Lina stalowa zbudowana jest ze splotek i rdzenia. Rdze
ń
liny mo
ż
e by
ć
włókienny lub stalowy. Rdze
ń
pełni w linie przede wszystkim
rol
ę
podpory dla splotek, jest jednocze
ś
nie zbiornikiem smaru i odpowiada za wła
ś
ciwy kształt liny. Rdzenie włókienne mog
ą
by
ć
wykonane z włókien ro
ś
linnych, sizalowych lub bawełnianych (z innych włókien DRUMET Liny i Druty sp. z o.o. nie produkuje
rdzeni) oraz z włókien sztucznych - polipropylenowych.
Rdzenie stalowe najcz
ęś
ciej wykonane s
ą
w postaci liny konstrukcji 7x7, rzadziej w postaci splotu tej samej konstrukcji co sploty
liny, sporadycznie w postaci liny o konstrukcji innej ni
ż
powy
ż
sze.
Rdzenie stalowe w porównaniu z rdzeniami włókiennymi zapewniaj
ą
wi
ę
ksz
ą
odporno
ść
liny na naciski poprzeczne, wi
ę
ksz
ą
odporno
ść
na działanie temperatury, wi
ę
ksz
ą
sił
ę
zrywaj
ą
c
ą
, przy zwi
ę
kszonej sztywno
ś
ci liny.
CO TO S
Ą
LINY ODPORNE NA KR
Ę
CENIE?
W linie konwencjonalnej, obci
ąż
enie zewn
ę
trzne wytwarza moment skr
ę
caj
ą
cy, który d
ąż
y do rozkr
ę
cenia liny i obracania
ładunku.
Liny odporne na kr
ę
cenie, zbudowane s
ą
, z co najmniej dwóch warstw splotek, gdzie warstwa wewn
ę
trzna liny (b
ą
d
ź
warstwy) skr
ę
cona jest w kierunku przeciwnym do kierunku skr
ę
cania splotów zewn
ę
trznych (Rys. 1).
Taka budowa liny powoduje,
ż
e pod wpływem obci
ąż
enia warstwa wewn
ę
trzna liny – czyli rdze
ń
liny, b
ę
d
ą
cy niezale
ż
n
ą
lin
ą
-
próbuje kr
ę
ci
ć
lin
ę
w jednym kierunku, natomiast splotki zewn
ę
trzne staraj
ą
si
ę
kr
ę
ci
ć
lin
ę
w kierunku przeciwnym. W procesie
produkcji nale
ż
y doprowadzi
ć
do sytuacji, w której oba momenty skr
ę
caj
ą
ce b
ę
d
ą
si
ę
wzajemnie równowa
ż
y
ć
, w szerokim
spektrum obci
ąż
enia liny, zapewniaj
ą
c jej mo
ż
liwo
ść
pracy przy du
ż
ych wysoko
ś
ciach podnoszenia bez wyst
ę
powania skr
ę
tu
liny i ładunku.
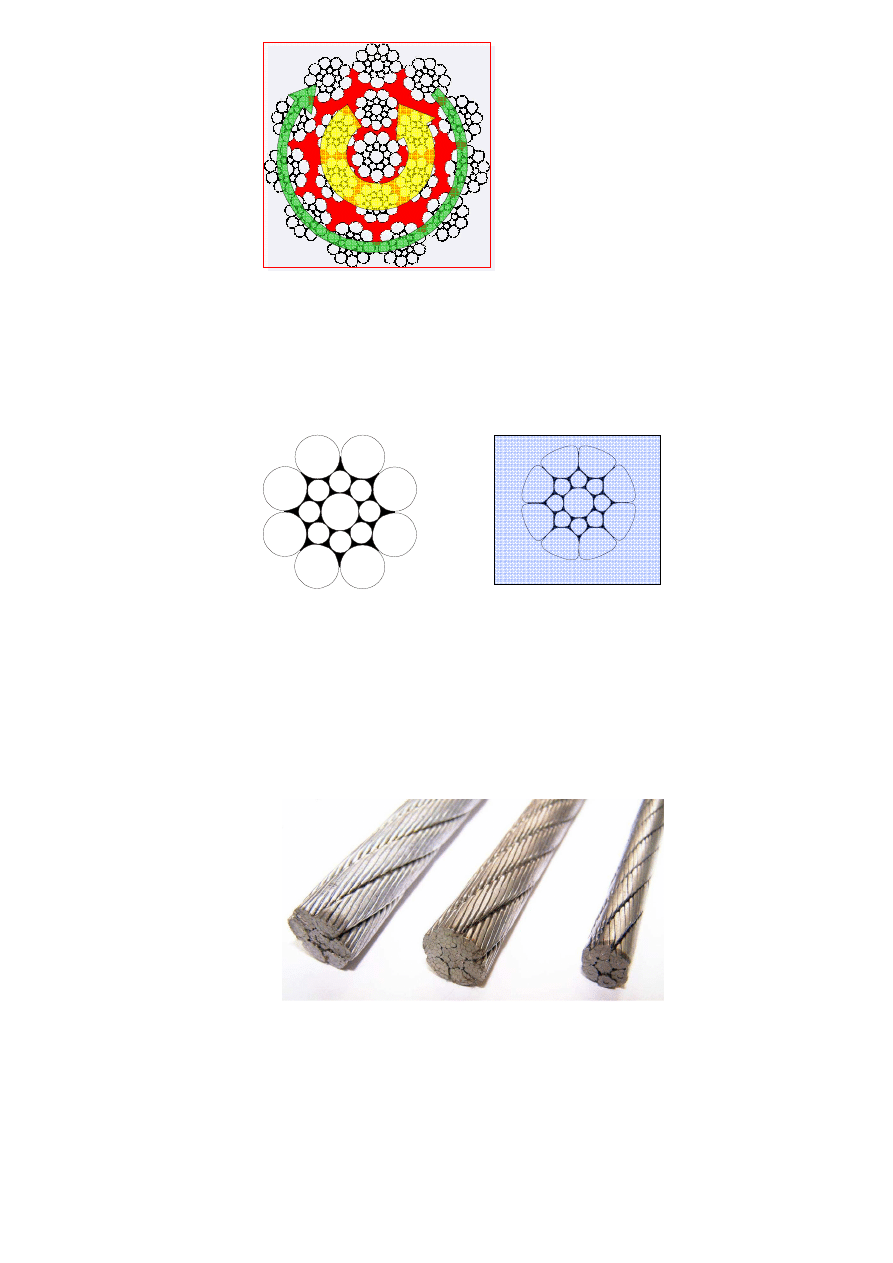
Rys. 1 Zasada budowy liny odpornej na kr
ę
cenie.
CO TO S
Ą
LINY KOMPAKTOWANE?
Liny kompaktowane wykonuje si
ę
ze splotek, które w procesie produkcji poddawane s
ą
operacji zagniatania. Produkcja splotu
kompaktowanego (Rys. 3) polega na przeci
ą
ganiu splotki konwencjonalnej – wykonanej z drutów okr
ą
głych (Rys. 2) – przez
urz
ą
dzenie kompaktuj
ą
ce, którym mo
ż
e by
ć
ci
ą
gadło, b
ą
d
ź
specjalna głowica kompaktuj
ą
ca. Podczas procesu
kompaktowania druty splotki ulegaj
ą
odkształceniu plastycznemu,
ś
rednica splotki zmniejsza si
ę
(przy jednoczesnym
wi
ę
kszym wypełnieniu przekroju splotki metalem), a jej powierzchnia zewn
ę
trzna staje si
ę
bardziej gładka. Warunki kontaktu
pomi
ę
dzy pojedynczymi drutami w splotce i pomi
ę
dzy splotkami w linie ulegaj
ą
poprawie
Rys. 2 Splotka konwencjonalna
Rys. 3 Splotka kompaktowana
W porównaniu z linami wykonanymi ze splotów konwencjonalnych liny z splotek kompaktowanych maj
ą
wy
ż
sz
ą
sił
ę
zrywaj
ą
c
ą
, wi
ę
ksz
ą
elastyczno
ść
, lepsze warunki kontaktu pomi
ę
dzy lin
ą
a rowkami b
ę
bnów i kół przewojowych, s
ą
mniej
podatne na wydłu
ż
enie. Z powodu grubszych drutów zewn
ę
trznych i zamkni
ę
cia zewn
ę
trznej powierzchni splotki s
ą
one
bardziej odporne na korozj
ę
i tarcie powierzchniowe.
CO TO S
Ą
LINY KOWARKOWANE?
Liny kowar kowane s
ą
to liny o zag
ę
szczonym przekroju drog
ą
kowarkowania liny w cało
ś
ci. Liny takie nazywane s
ą
te
ż
czasem
młotkowanymi, lub zagniatanymi (ang. swaged) z powodu sposobu w jaki si
ę
je produkuje.
Najwa
ż
niejsz
ą
zalet
ą
lin o takiej konstrukcji jest znakomita odporno
ść
na
ś
cieranie zewn
ę
trznej powierzchni liny oraz znacznie
podwy
ż
szona siła zrywaj
ą
ca lin
ę
w porównaniu do liny o standardowym wykonaniu o tej samej
ś
rednicy.
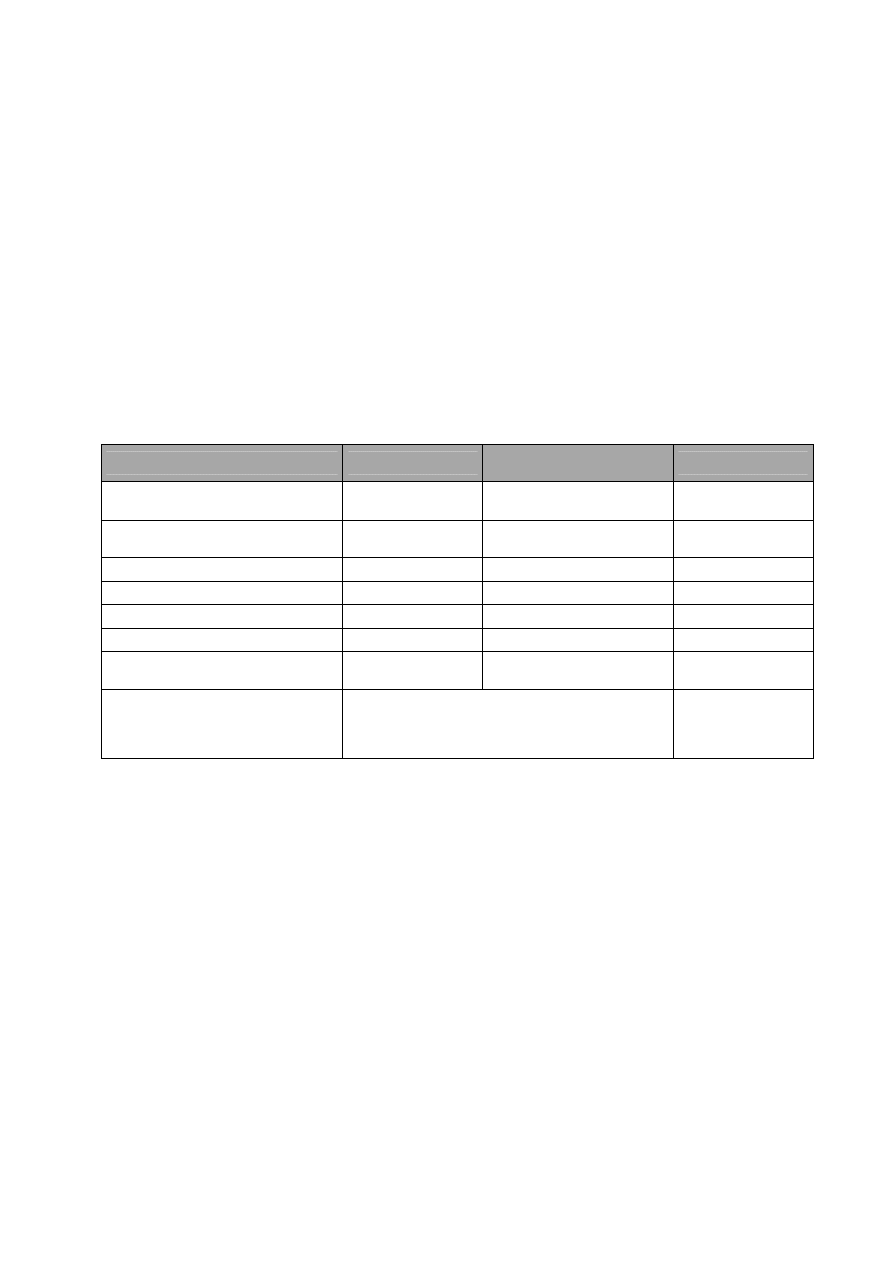
Powy
ż
sze zdj
ę
cie przedstawia liny o ró
ż
nym stopniu zag
ę
szczenia przekroju liny: od lewej nieznaczny stopie
ń
zagniecenia, w
ś
rodku
ś
redni stopie
ń
zag
ę
szczenia i z lewej bardzo wysokie zagniecenie liny
Ś
rednica nominalna – d [mm]–
ś
rednica liny b
ę
d
ą
ca warto
ś
ci
ą
teoretyczn
ą
, wyra
ż
an
ą
warto
ś
ci
ą
zaokr
ą
glon
ą
do wielko
ś
ci
całkowitej.
Warto
ść
ta jest wykorzystywana do specyfikacji i opisu lin podczas tworzenia zapytania ofertowego, wystawiania atestów,
oraz oblicze
ń
wytrzymało
ś
ciowych lin.
Ś
rednica rzeczywista liny [mm]– wielko
ść
ś
rednicy liny otrzymana w wyniku pomiaru liny za pomoc
ą
przyrz
ą
du
pomiarowego do tego przeznaczonego – suwmiarki lub mikromierza z odpowiednimi szcz
ę
kami. Pomiaru liny dokonuje si
ę
poprzez zmierzenie
ś
rednicy w dwóch prostopadłych do siebie płaszczyznach, po dwa pomiary dla ka
ż
dej z nich. Tak
uzyskane wyniki u
ś
rednia si
ę
i uzyskany wynik jest
ś
rednic
ą
rzeczywist
ą
. W przypadkach w
ą
tpliwych dopuszcza si
ę
dokonanie pomiaru liny pod obci
ąż
eniem.
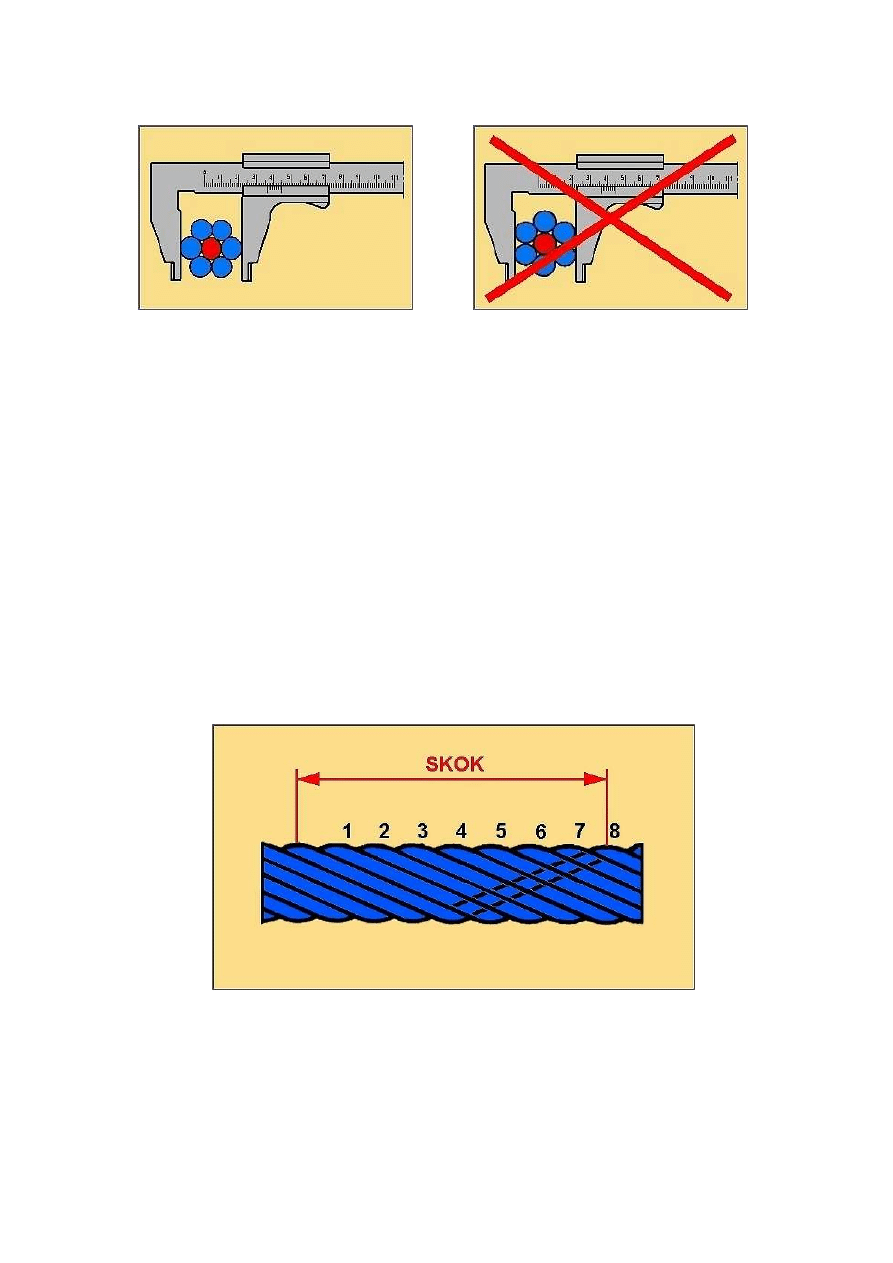
Rysunek 3 Prawidłowy sposób pomiaru średnicy liny za pomocą
suwmiarki
Rysunek 4 Nieprawidłowy sposób pomiaru średnicy liny
Tolerancja
ś
rednicy – dopuszczalna odchyłka
ś
rednicy nominalnej liny – dopuszczalny przedział wymiarowy odchyłki
rzeczywistej
ś
rednicy
liny
mierzonej
bez
obci
ąż
enia,
okre
ś
lony
przez
wła
ś
ciwe
normy
przedmiotowe.
Normy DIN dla lin o
ś
rednicy
≥
8,0 mm dopuszczaj
ą
tolerancj
ę
ś
rednicy od 0 do +5 %, normy ISO od –1 do +4%.
Nie ma mo
ż
liwo
ś
ci technicznych wyprodukowania liny o
ś
rednicy rzeczywistej równej
ś
rednicy nominalnej.
Minimalna siła zrywaj
ą
ca [kN] – wielko
ść
odpowiadaj
ą
ca gwarantowanej sile zrywaj
ą
cej, warto
ść
wymagana przez
poszczególne
normy
przedmiotowe,
któr
ą
producent
liny
musi
bezwzgl
ę
dnie
spełni
ć
.
Pomiaru
siły
zrywaj
ą
cej
dokonuje
si
ę
na
maszynach
zrywaj
ą
cych.
Niektóre normy operuj
ą
równie
ż
wielko
ś
ci
ą
obliczeniowej siły zrywaj
ą
cej, która w zale
ż
no
ś
ci od normy wyznaczana jest w
sposób empiryczny, poprzez przemno
ż
enie przekroju metalicznego liny przez wytrzymało
ść
drutów liny.
Klasa wytrzymało
ść
liny [MPa] – poziom wymaganej wytrzymało
ś
ci dla której wyznaczona jest warto
ść
siły zrywaj
ą
cej liny,
okre
ś
lany warto
ś
ciami 1770, 1960, 2160, itp.Klasa wytrzymało
ś
ci koresponduje bezpo
ś
rednio z wytrzymało
ś
ci
ą
drutów Rm na
lin
ę
, która wyra
ż
a si
ę
stosunkiem siły zrywaj
ą
cej drut do jego przekroju poprzecznego. Klasa wytrzymało
ś
ci liny nie musi
dokładnie odpowiada
ć
wytrzymało
ś
ci drutów na lin
ę
(np. normy dopuszczaj
ą
odchyłk
ę
wykonania drutu w zakresie + 350
MPa, czyli drut o Rm 1770 MPa mo
ż
e mie
ć
rzeczywist
ą
wytrzymało
ść
w zakresie 1770
÷
2120 MPa).W zale
ż
no
ś
ci od
wytrzymało
ś
ci drutów zmienia si
ę
warto
ść
siły zrywaj
ą
cej i sztywno
ść
liny.
Nominalna masa 1 m liny [kg] – masa 1 m liny wyznaczona dla normy przedmiotowej w wyniku oblicze
ń
teoretycznych.
Rzeczywista masa 1 m liny [kg] – masa otrzymana w wyniku pomiaru.
Skok zwicia drutów w splotce (analogicznie splotek w linie) - jest odległo
ś
ci
ą
co jak
ą
powtarza si
ę
ten sam drut (splotka) przy
nawini
ę
ciu na drut centralny splotek (rdze
ń
liny) i symbolicznie oznaczamy go liter
ą
h;
•
Rysunek 5 Sposób pomiaru skoku zwicia
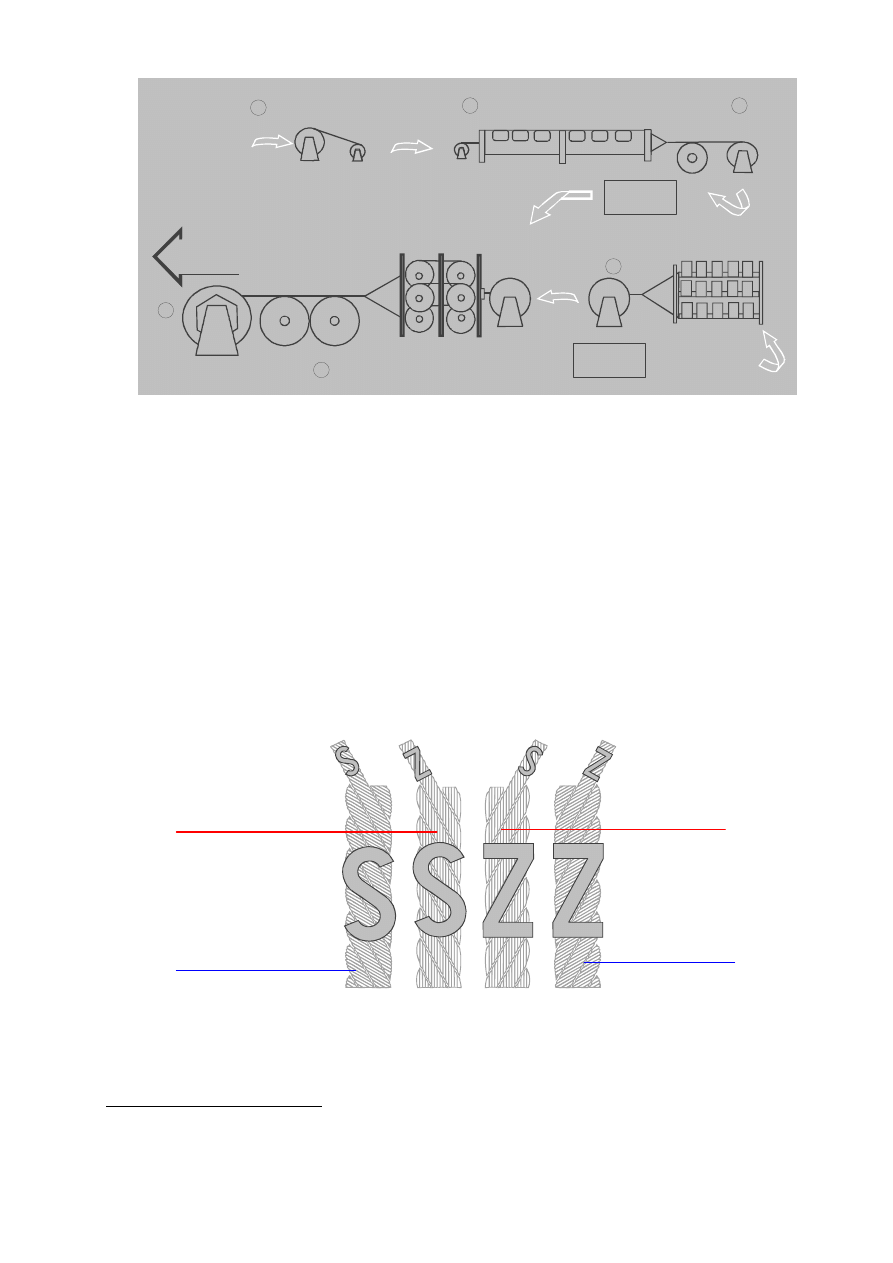
SCHEMAT PRODUKCJI LINY STALOWEJ
Mi
ę
dzyoperacyjne punkty kontroli jako
ś
ci
!
SKR
Ę
CANIE SPLOTEK LINY
Lin a stalow a
oc ynkow ana
Rdze
ń
włókienny
SplotkI
liny
SKŁADANIE LINY STALOWEJ
SKR
Ę
CANIE RDZENIA WŁÓKIENNEGO
Prz
ę
dza
sizalowa
!
!
!
!
!
PRZEWIJANIE DRUTU
Drut stalowy
ocynkowany
Produkcja lin stalowych składa si
ę
z wielu operacji technologicznych. Liczba tych operacji zale
ż
y głównie od konstrukcji i
ś
rednicy liny. Do zasadniczych operacji zalicza si
ę
:
1 Nawijanie drutu na szpule – przewijanie drutu na cewki maszyn skr
ę
caj
ą
cych – splotarek.
2 Produkcj
ę
splotów – skr
ę
canie splotów na maszynach skr
ę
caj
ą
cych.
3 Produkcj
ę
rdzeni do lin – wykonanych z włókien b
ą
d
ź
stalowych.
4 Produkcj
ę
lin – składanie lin na maszynach składaj
ą
cych.
KIERUNKI ZWICIA DRUTÓW W SPLOTCE I SPLOTEK W LINIE
1
Kierunki zwicia splotki: litery Z i S, które oznaczaj
ą
odpowiednio prawe i lewe zwicie drutów w splotce.
Typy zwicia:
Zwicie zwykłe – kierunek zwicia drutów warstwy zewn
ę
trznej jest przeciwny do kierunku zwicia zewn
ę
trznych splotek w linie
(ten typ zwicia popularnie nazywa si
ę
przecizwitym)
Zwicie Langa – kierunek zwicia drutów warstwy zewn
ę
trznej jest taki sam jak kierunek zwicia zewn
ę
trznych splotek w linie
(ten typ zwicia popularnie nazywa si
ę
współzwitym)
Wzajemne kierunki zwicia splotek i liny:
zwicie zwykłe, prawe – splotki warstwy zewn
ę
trznej liny zwite w prawo, druty warstwy zewn
ę
trznej splotek zwite w lewo,
oznaczenie sZ
2
zwicie zwykłe, lewe – splotki warstwy zewn
ę
trznej liny zwite w lewo, druty warstwy zewn
ę
trznej splotek zwite w prawo,
oznaczenie zS
zwicie Langa, prawe – splotki warstwy zewn
ę
trznej liny zwite w prawo, druty warstwy zewn
ę
trznej splotek zwite w prawo,
oznaczenie zZ
zwicie Langa, lewe – splotki warstwy zewn
ę
trznej liny zwite w lewo, druty warstwy zewn
ę
trznej splotek zwite w lewo,
oznaczenie sS
zwicie naprzemienne, prawe – zwicie, gdzie kierunek zwicia drutów w splotkach jest naprzemiennie lewy i prawy, splotki w
linie zwite w prawo aZ
zwicie naprzemienne, lewe – zwicie, gdzie kierunek zwicia drutów w splotkach jest naprzemiennie lewy i prawy, splotki w
linie zwite w lewo aS
1
Oznaczenie zgodnie z norm
ą
EN 12385-2
2
Pierwsza mała litera oznacza kierunek zwicia drutów warstwy zewn
ę
trznej splotek, druga du
ż
a litera oznacza kierunek zwicia
splotek warstwy zewn
ę
trznej liny.
d). Lina sS
b). Lina zS
a). Lina sZ
c). Lina zZ
Je
ż
eli zamówienie nie przewiduje inaczej, liny wykonuje si
ę
jako przeciwzite prawe. Znajduj
ą
one szerokie zastosowanie w
wi
ę
kszo
ś
ci urz
ą
dze
ń
przemysłowych.
Liny o zwiciu Langa (współzwite) s
ą
bardzo elastyczne i charakteryzuj
ą
si
ę
du
żą
wytrzymało
ść
zm
ę
czeniow
ą
. Układ drutów
zewn
ę
trznych w tego typu linach zapewnia bardziej równomierne ich
ś
cieranie ni
ż
w linie o zwiciu zwykłym (przeciwzwitej).
Liny o zwiciu Langa maj
ą
jednak wad
ę
, która ogranicza zakres ich stosowania. Lina taka, obci
ąż
ona swobodnie zawieszonym
ci
ęż
arem, rozkr
ę
ca si
ę
, a zluzowana tworzy p
ę
tl
ę
. Nadaje si
ę
ona do pracy tylko w urz
ą
dzeniach, w których lina jest stale
obci
ąż
ona, a podnoszony ci
ęż
ar jest stale w prowadnikach, np. w górniczych urz
ą
dzeniach wyci
ą
gowych, windach
osobowych, kolejkach linowych.
3
PRAWIDŁOWY SPOSÓB NAWIJANIA LINY NA B
Ę
BEN
Wybór wła
ś
ciwego kierunku zwicia liny jest bardzo wa
ż
ny dla prawidłowego funkcjonowania systemów przewojowych
układów d
ź
wignic. Niewła
ś
ciwie dobrany kierunek zwicia prowadzi do narastania momentów skr
ę
tów w linach, do problemów
z nawijaniem i do strukturalnego zniszczenia liny.
Liny prawozwite powinny by
ć
nawijane na b
ę
bny o lewej podziałce, natomiast liny lewozwite na b
ę
bny o prawej podziałce.
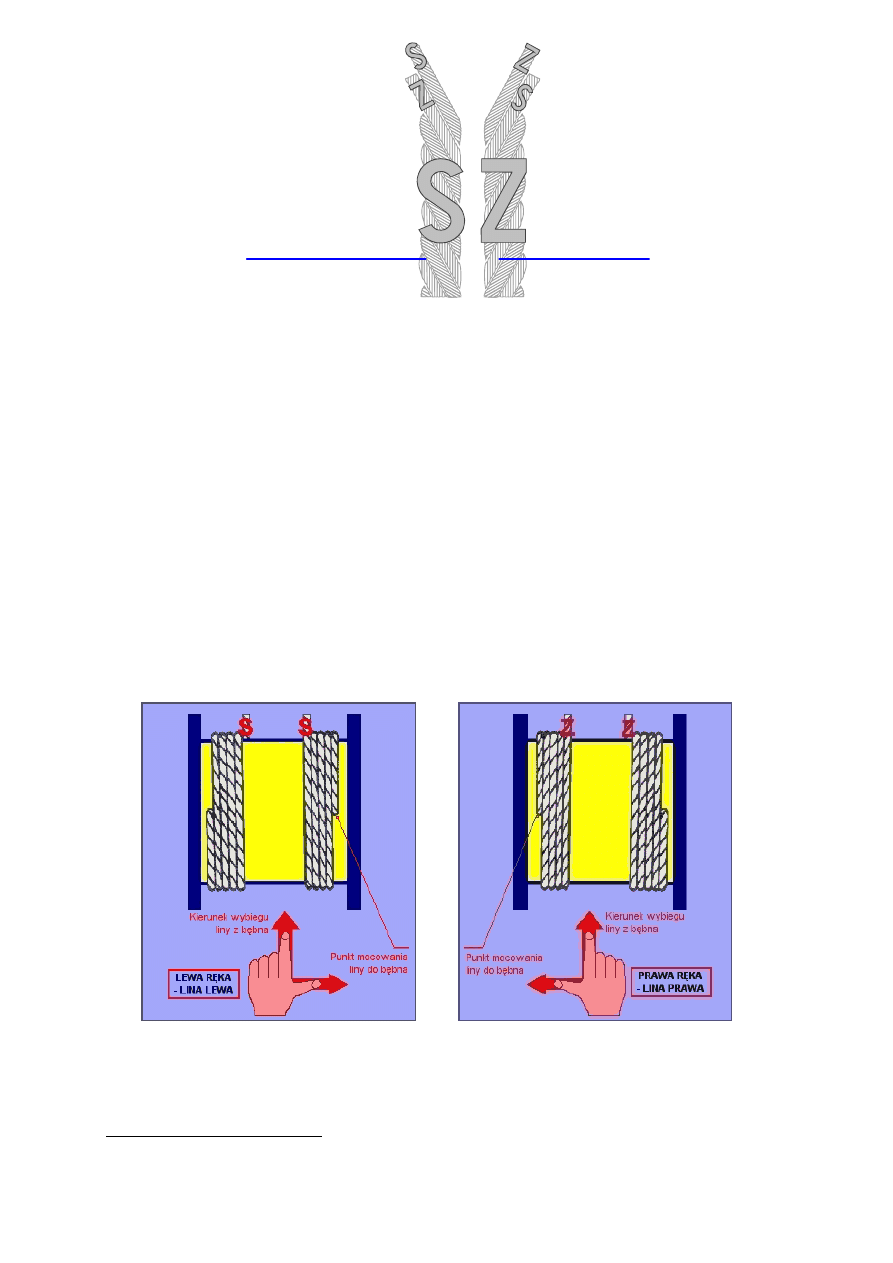
Prawidłowy kierunek skr
ę
cania liny w stosunku do kierunku podziałki b
ę
bna, okre
ś
li
ć
mo
ż
na na podstawie reguły
mnemotechnicznej przedstawionej na poni
ż
szych rysunkach. Je
ż
eli kciukiem dłoni wska
ż
emy punkt mocowania liny do
kraw
ę
dzi b
ę
bna, palcem wskazuj
ą
cym poka
ż
emy kierunek wybiegu liny z b
ę
bna, a pozostałymi palcami odejmiemy b
ę
ben, to
je
ż
eli takie uło
ż
enie wskazali
ś
my praw
ą
dłoni
ą
to powinna by
ć
zastosowana lina prawa; je
ż
eli natomiast takie uło
ż
enie
wskazali
ś
my lew
ą
dłoni
ą
to powinna by
ć
zastosowana lina lewa.
3
Nie dotyczy to lin odpornych na kr
ę
cenie o zwiciu langa.
Lina aZ
Lina aS
RODZAJE ZWICIA DRUTÓW W SPLOTKACH
DRUMET Liny i Druty Sp. z o.o. produkuje liny ze splotek o dwóch podstawowych rodzajach zwicia drutów:
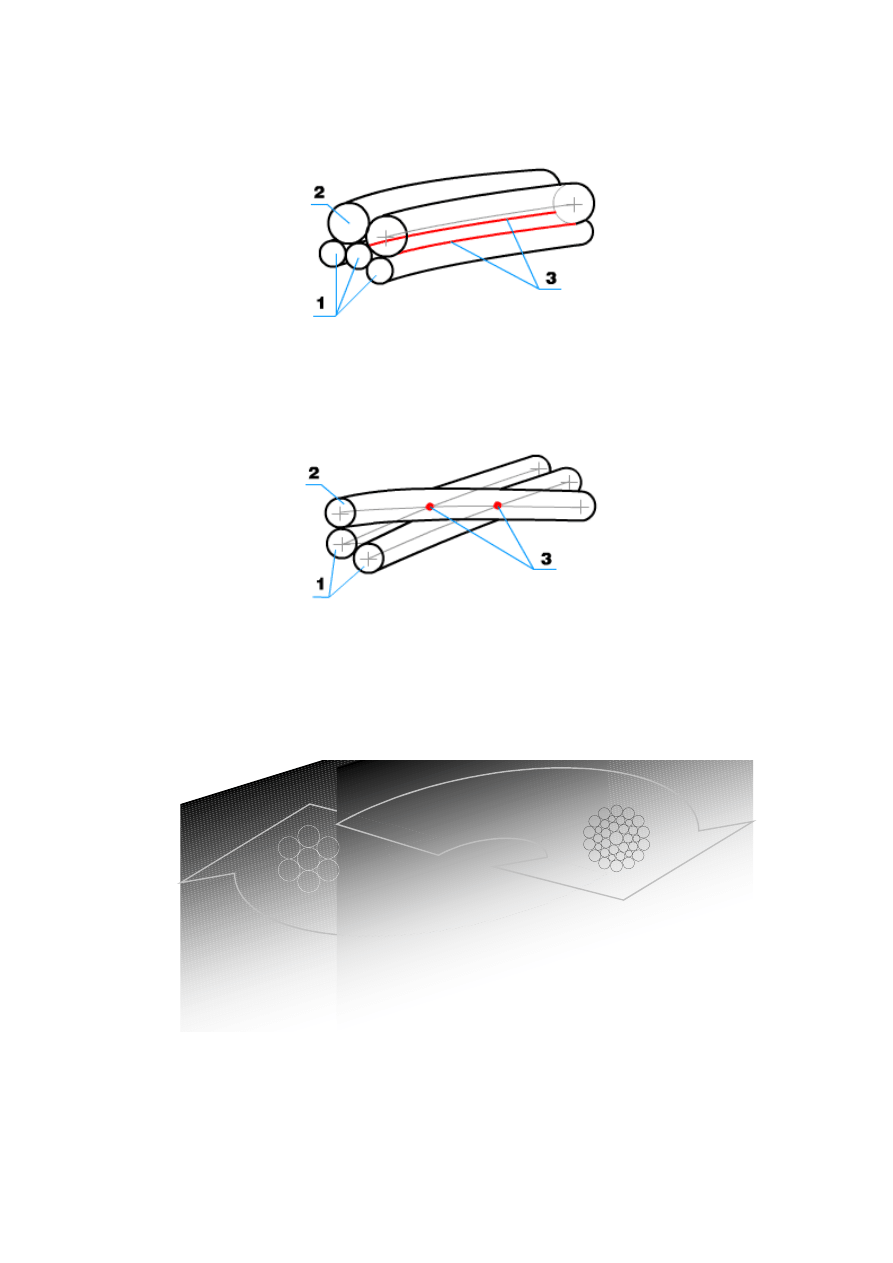
1)
O równoległym zwiciu – splotki, które posiadaj
ą
minimum dwie warstwy drutów, wszystkie skr
ę
cone w
jednej operacji (w tym samym kierunku) co skutkuje liniowym stykiem drutów pomi
ę
dzy warstwami.
Rysunek 6 Splotka o równoległym zwiciu: 1. druty warstwy wewnętrznej; 2. druty warstwy
zewnętrznej; 3. liniowy styk pomiędzy drutami.
2)
O zwiciu krzy
ż
owym – splotki wykonane z minimum dwóch warstw drutów, skr
ę
conych w tym samym
kierunku w oddzielnych operacjach przy ró
ż
nych długo
ś
ciach skoków zwicia. Druty s
ą
siednich warstw
krzy
ż
uj
ą
si
ę
mi
ę
dzy sob
ą
i stykaj
ą
punktowo.
Rysunek 7 Krzyżowe zwicie drutów. 1. druty warstwy wewnętrznej; 2. drut warstwy zewnętrznej; 3.
miejsce skrzyżowania drutów w warstwach, jednocześnie miejsce styku pomiędzy drutami.
WPŁYW KONSTRUKCJI LINY NA SZTYWNO
ŚĆ
, PARAMETRY ZM
Ę
CZENIOWE
I ODPORNO
ŚĆ
LINY NA
Ś
CIERANIE
Wzajemn
ą
zale
ż
no
ść
pomi
ę
dzy konstrukcja liny a jej sztywno
ś
ci
ą
i odporno
ś
ci
ą
na
ś
cieranie obrazuje poni
ż
szy rysunek.
Odporno
ść
liny na
ś
cieranie
Odporno
ść
liny na zginanie
W
S
6
x
2
6
S
6
x
1
9
F
6
x
2
1
W
6
x
1
9
F
6
x
2
5
S
8
x
1
9
W
S
6
x
3
1
F
8
x
2
5
W
S
8
x
2
6
W
S
6
x
3
6
W
S
8
x
3
1
W
S
8
x
3
6
Rysunek 8 Zależność pomiędzy konstrukcją liny a jej odpornością na zginanie i odpornością na ścieranie.
1x7
6x7+IWS
6x7+IWR
8x7+IWR
6x7+FC
8x7+FC
Sztywne
Odporne na
ś
cieranie
Mało odporne na zginanie
Grube druty (w odniesieniu do
ś
rednicy liny)
Odporne na rozci
ą
ganie
Elastyczne
Mało odporne na
ś
cieranie
Odporne na zginanie
Cienkie druty (w odniesieniu do
ś
rednicy liny)
Mało odporne na rozci
ą
ganie
Rysunek 9 Zależność parametrów liny -o tej samej średnicy i konstrukcji splotu - od liczby splotów i rodzaju rdzenia,
ilustrująca zależność pomiędzy sztywnością a elastycznością z poprzedniego rysunku
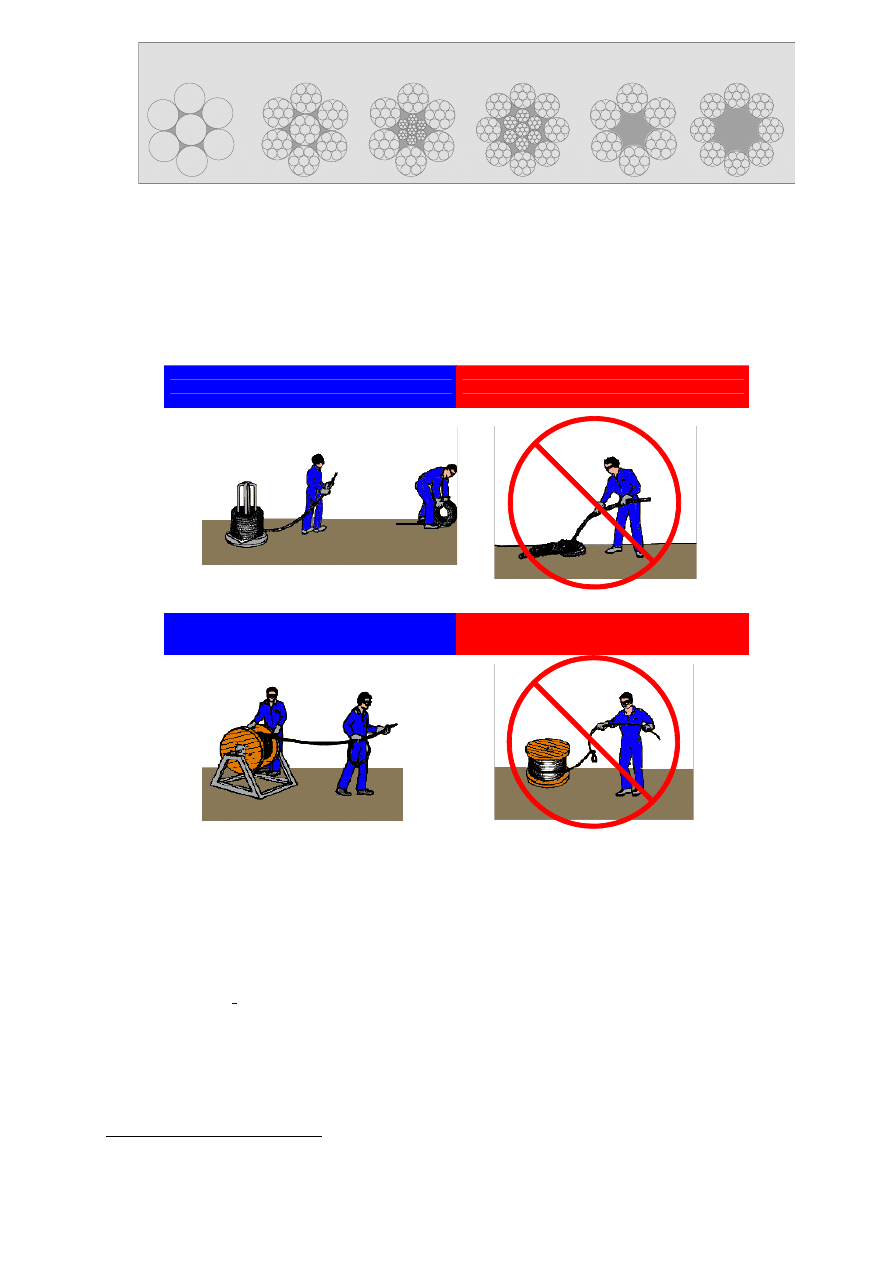
SPOSOBY ODWIJANIA LIN
Z KR
Ę
GU
Dobrze
Ź
le
Z B
Ę
BNA
DOBRZE
Ź
le
Uwaga:
Nieprawidłowe odwijanie liny mo
ż
e by
ć
przyczyn
ą
jej uszkodzenia i znacz
ą
cego skrócenia czasu pracy.
Do rozcinania ta
ś
m spinaj
ą
cych stosowa
ć
no
ż
yce do metali, w
ż
adnym wypadku nie nale
ż
y u
ż
ywa
ć
przecinaków, czy innych
ostrych narz
ę
dzi mog
ą
cych uszkodzi
ć
lin
ę
.
Niestosowanie si
ę
do podanych zasad obsługiwania lin stalowych podczas transportu oraz monta
ż
u, spowoduje utrat
ę
wszelkich praw do gwarancji, r
ę
kojmi oraz innych roszcze
ń
w jakiejkolwiek formie, a tak
ż
e mo
ż
e by
ć
przyczyn
ą
powa
ż
nych
awarii, a w konsekwencji wypadków w trakcie pracy urz
ą
dze
ń
d
ź
wigowych.
SMAROWANIE LIN
Celowo
ść
smarowania lin.
4
Ogólnie zakłada si
ę
,
ż
e wła
ś
ciwie prowadzone smarowanie lin stalowych pozwala trzykrotnie przedłu
ż
y
ć
ich trwało
ść
. W
szczególno
ś
ci uzyskuje si
ę
:
a) znaczne obni
ż
enie post
ę
pu korozji;
b) obni
ż
enie zu
ż
ycia w wyniku przecierania si
ę
liny;
c) obni
ż
enie zu
ż
ycia frettingowego, niekiedy wyst
ę
puj
ą
cego w przypadku lin pracuj
ą
cych statycznie;
d) ograniczenie procesu butwienia rdzenia liny.
4
Materiał opracowany przez Dr in
ż
. Leszka Sta
ń
kowskiego.
Niektóre
ś
rodki smarne pozwalaj
ą
dodatkowo podwy
ż
szy
ć
współczynnik tarcia liny o niektóre wykładziny b
ę
bnów i nadawa
ć
przez to wła
ś
ciwo
ś
ci przeciwpo
ś
lizgowe, po
żą
dane w licznych zastosowaniach – np. w linach stosowanych w windach, a w
szczególno
ś
ci w wyci
ą
gach górniczych. W tym ostatnim przypadku wła
ś
ciwie dobrany smar do lin w znacznym stopniu
wpływa na bezpiecze
ń
stwo pracy wyci
ą
gu.
Smarowanie i konserwacja lin mo
ż
e potencjalnie spowodowa
ć
powa
ż
ne korzy
ś
ci ekonomiczne ze wzgl
ę
du na oszcz
ę
dno
ś
ci
wynikaj
ą
ce z wydłu
ż
enia czasu eksploatacji (zmniejszenie zu
ż
ycia lin, obni
ż
enie zakresu obsługi oraz napraw urz
ą
dze
ń
lub
konstrukcji zawieraj
ą
cych liny stalowe) oraz z poprawy warunków bhp (zwi
ę
kszenie niezawodno
ś
ci urz
ą
dze
ń
lub konstrukcji
oraz poprawa stanu bezpiecze
ń
stwa w urz
ą
dzeniach wykluczaj
ą
cych po
ś
lizg liny). Potencjalne korzy
ś
ci w pełni uzasadniaj
ą
koszty wynikaj
ą
ce ze stosowania
ś
rodków do smarowania i konserwacji oraz kosztów ich naniesienia lub uzupełniania.
Rodzaje
ś
rodków do smarowania i konserwacji lin.
Zasadniczo
ś
rodki do smarowania i konserwacji lin mog
ą
by
ć
klasyfikowane na trzy sposoby:
a) Wg technologii – na
ś
rodki ogólnego stosowania (
ś
rodki do konserwacji, oleje przemysłowe, smary plastyczne i in.) oraz
ś
rodki specjalne opracowane z uwzgl
ę
dnieniem specyficznych wymaga
ń
lin stalowych;
b) Wg sposobu nanoszenia – na oleje smarowe, smary (podobne do wazelin) nanoszone po roztopieniu i smary plastyczne;
c) Wg miejsca nanoszenia – na
ś
rodki producenta i
ś
rodki u
ż
ytkownika (te ostatnie z reguły zawieraj
ą
rozcie
ń
czalnik
ułatwiaj
ą
cy nanoszenie).
Niektóre dost
ę
pne na rynku
ś
rodki smarne i
ś
rodki do konserwacji daj
ą
pozytywne wyniki przy smarowaniu lin stalowych. Np.
do tego celu stosuje si
ę
liczne oleje maszynowe, konserwacyjne, przekładniowe lub olej cylindrowy. W takich przypadkach
uzyskuje si
ę
wyniki pozytywne, ale z reguły gorsze, ni
ż
w przypadku
ś
rodków przeznaczonych specjalnie do lin stalowych.
Nale
ż
y jednak zakwestionowa
ć
powszechn
ą
praktyk
ę
stosowania do dosmarowywania lin olejów przepracowanych. Proceder
ten jest naganny nie tylko ze wzgl
ę
dów ochrony
ś
rodowiska, ale te
ż
z powodu niskiego poziomu zabezpieczenia
przeciwkorozyjnego. Wi
ę
cej – oleje przepracowane wr
ę
cz sprzyjaj
ą
korozji.
W poni
ż
szej tabeli przedstawiono ogólnie wła
ś
ciwo
ś
ci trzech typów
ś
rodków do smarowania i konserwacji lin.
Wła
ś
ciwo
ś
ci
Oleje smarowe
Smary nanoszone po
roztopieniu
Smary plastyczne
1. Potencjalna najwy
ż
sza
temperatura pracy,
°
C
100
80
150
2. Skuteczno
ść
ochrony przed
korozj
ą
+
+++
++
3. Wła
ś
ciwo
ś
ci przeciwzu
ż
yciowe
+
++
+++
4. Wła
ś
ciwo
ś
ci przeciwfrettingowe
++
+
+++
5. Trwało
ść
warstwy ochronnej
+
+++
++
6. Łatwo
ść
nanoszenia
+++
++
+
7. Wła
ś
ciwo
ś
ci przeciwpo
ś
lizgowe
(potencjalne)
+
+++
-
8. Uwagi
nas
ą
czony rdze
ń
mo
ż
e stanowi
ć
rezerw
ę
ś
rodka
smarnego;
Mog
ą
by
ć
rozcie
ń
czone benzyn
ą
lub innym
rozpuszczalnikiem celem poprawy penetracji
Ź
le penetruj
ą
, na-
wet w postaci
rozcie
ń
czonej
Ogólne zasady doboru
ś
rodków do smarowania lin.
Przy doborze
ś
rodka do smarowania liny, nale
ż
y uwzgl
ę
dnia
ć
nast
ę
puj
ą
ce czynniki:
a) Prognozowany zakres temperatury roboczej. Najni
ż
sza temperatura pracy w przypadku
ś
rodków nanoszonych po
roztopieniu jest w przybli
ż
eniu równa temperaturze łamliwo
ś
ci (temperatur
ę
łamliwo
ś
ci dla smarów do lin oznacza si
ę
specyficzn
ą
metod
ą
, nieco odbiegaj
ą
c
ą
od przyj
ę
tej dla asfaltów – badanie prowadzi si
ę
dla warstwy o grubo
ś
ci podobnej do
stosowanej w praktyce). W przypadku olejów – jest ona zbli
ż
ona do temperatury płyni
ę
cia, a w przypadku smarów – do
temperatury płyni
ę
cia oleju bazowego. Najwy
ż
sza temperatura pracy w przypadku olejów i smarów plastycznych jest trudna
do oszacowania. W przypadku smarów nanoszonych po roztopieniu jest równa temperaturze spełzania.
b) Wymagania dla trwało
ś
ci. Trwało
ść
uzale
ż
niona jest od lepko
ś
ci i stabilno
ś
ci (odporno
ś
ci na starzenie) stosowanego
ś
rodka. Z reguły
ś
rodki o wysokiej lepko
ś
ci s
ą
trwalsze, ale nie zawsze powłoki z ich udziałem s
ą
akceptowalne ze wzgl
ę
dów
estetycznych. Trwało
ść
ś
rodka jest szczególnie istotna w przypadku lin nara
ż
onych na wymywanie wod
ą
.
c) Warunki pracy i prognozowany przewa
ż
aj
ą
cy proces zu
ż
ycia (korozja,
ś
cieranie, fretting lub inne).
d) Wymagania dla wła
ś
ciwo
ś
ci przeciwpo
ś
lizgowych.
e) Dost
ę
pna technika nanoszenia.
f) Wzgl
ę
dy bhp i ochrony
ś
rodowiska – np.
ś
rodki zawieraj
ą
ce asfalt lub ekstrakty naftowe podlegaj
ą
licznym ograniczeniom
w
ś
wietle ustawodawstwa krajowego. Rozpuszczalniki w
ę
glowodorowe s
ą
palne, przez co powoduj
ą
problem bezpiecze
ń
stwa
po
ż
arowego. Z kolei niepalne rozpuszczalniki chloroorganiczne podlegaj
ą
ograniczeniom prawnym ze wzgl
ę
dów ochrony
ś
rodowiska lub ze wzgl
ę
du na toksyczno
ść
.
Jak stosowa
ć
?
Z reguły nale
ż
y unika
ć
zbyt obfitego smarowania. W trakcie produkcji lin w Drumecie stosuje si
ę
szereg technologii, maj
ą
cych
na celu optymalne dozowanie
ś
rodków do smarowania i konserwacji. Smary nanoszone s
ą
metod
ą
natryskow
ą
, a oleje
nanoszone metod
ą
kropelkow
ą
za pomoc
ą
dokładnych urz
ą
dze
ń
dozuj
ą
cych.
Ś
rodki smarne nanoszone zbyt obficie zanieczyszczaj
ą
ś
rodowisko pracy. W przypadku smarów do lin, przy nadmiernym
dozowaniu mog
ą
by
ć
utracone wła
ś
ciwo
ś
ci przeciwpo
ś
lizgowe.
W przypadku smarowania uzupełniaj
ą
cego, najcz
ęś
ciej stosowane s
ą
oleje lub smary podobne do stosowanych przez
producenta, ale w postaci rozcie
ń
czonej lotnym rozpuszczalnikiem. Stosowanie olejów jest proste – nanosi si
ę
je natryskiem,
metod
ą
kropelkow
ą
lub p
ę
dzlem. Nadmiar oleju bez problemu
ś
cieka. Istnieje mo
ż
liwo
ść
ci
ą
głego nanoszenia oleju w trakcie
pracy.
Stosowanie oleju ma dwie istotne wady. Po pierwsze – warstwy olejowe nie s
ą
trwałe. Po drugie – trudno ustali
ć
moment
uzupełnienia, poniewa
ż
warstwa olejowa działa nawet wtedy, kiedy nie jest wyczuwalna dotykiem (dobrej jako
ś
ci oleje do lin
zapewniaj
ą
skuteczn
ą
ochron
ę
przed korozj
ą
przy grubo
ś
ci warstwy rz
ę
du 1
µ
m).
Smary do lin w postaci rozcie
ń
czonej s
ą
znacznie skuteczniejsze. Nanosi si
ę
je podobnie jak oleje, jakkolwiek w tym
przypadku najcz
ęś
ciej jest stosowana metoda nakładania p
ę
dzlem. W trakcie nanoszenia dobrze jest smar „wciera
ć
” w lin
ę
,
ż
eby zapewni
ć
penetracj
ę
w gł
ą
b splotów. Lina z zewn
ą
trz powinna by
ć
pokryta cienk
ą
warstw
ą
. Przy nanoszeniu nale
ż
y
pami
ę
ta
ć
o pewnych wła
ś
ciwo
ś
ciach rozpuszczalnika. Rozpuszczalniki naftowe s
ą
palne, a ich opary (nawet w przypadku
„ekologicznych” rozpuszczalników odaromatyzowanych) raczej szkodliwe dla zdrowia. Rzadziej stosowane rozpuszczalniki
chloroorganiczne s
ą
niepalne, ale klasyfikowane jako toksyczne i wyj
ą
tkowo szkodliwe dla
ś
rodowiska. Dlatego konserwacj
ę
lin za pomoc
ą
ś
rodków tego typu nale
ż
y prowadzi
ć
na wolnym powietrzu lub w pomieszczeniach z dobr
ą
wentylacj
ą
. W
przypadku rozpuszczalników naftowych nale
ż
y dodatkowo uwzgl
ę
dni
ć
do
ść
długi czas odparowania – rz
ę
du 48h. (Producenci
staraj
ą
si
ę
zapewni
ć
temperatur
ę
zapłonu powy
ż
ej 55
0
C, poniewa
ż
klasyfikuje ona produkt w III klasie wybuchowo
ś
ci, która
nie wymaga kosztownych zabezpiecze
ń
przeciwpo
ż
arowych. Cen
ą
wi
ę
kszego bezpiecze
ń
stwa jest dłu
ż
szy czas
odparowania rozpuszczalnika).
Nakładanie smaru po roztopieniu na gor
ą
co wymaga do
ść
kosztownych urz
ą
dze
ń
, je
ż
eli chce si
ę
zapewni
ć
prawidłow
ą
grubo
ść
powłoki i jednorodne powleczenie całej liny. Ten sposób jest wi
ę
c głównie praktykowany przez producentów lin.
Je
ż
eli jednak posiada si
ę
odpowiednie urz
ą
dzenia, uzyskuje si
ę
znakomite wyniki, a jednocze
ś
nie nie powoduje zastrze
ż
e
ń
ze wzgl
ę
dów bhp.
Smary plastyczne stosowane s
ą
głównie w celu maksymalnego obni
ż
enia tarcia lub zabezpieczenia liny przed przecieraniem,
je
ż
eli wła
ś
ciwo
ś
ci przeciwpo
ś
lizgowe nie s
ą
istotne. Nanosi si
ę
je mechanicznie (na ogół p
ę
dzlem). Nale
ż
y pami
ę
ta
ć
,
ż
e
penetruj
ą
one bardzo
ź
le, nawet je
ż
eli s
ą
rozcie
ń
czone rozpuszczalnikiem. Nasycenie rdzenia liny smarem plastycznym jest
bardzo trudne – nawet u producenta. Dlatego dobrze jest nanie
ść
smar powtórnie, po krótkim czasie eksploatacji, kiedy jego
cz
ęść
wniknie w gł
ą
b splotów.
W trakcie eksploatacji lina powinna by
ć
poddawana konserwacji tym samym smarem, którym została posmarowana przez
producenta.
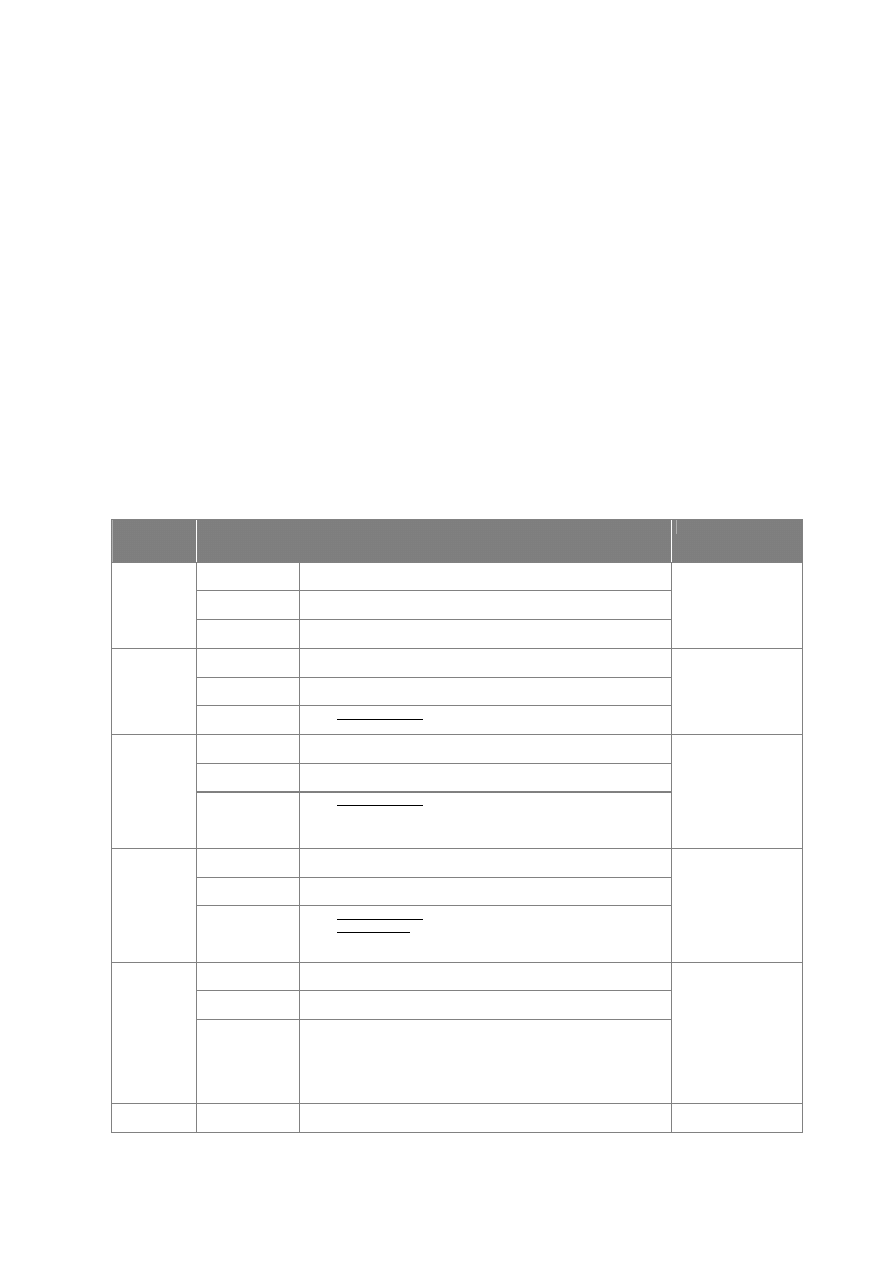
RODZAJE STOSOWANYCH SMAROWA
Ń
W DRUMET LINY I DRUTY SP. Z O.O.
Tabela 1 Rodzaje stosowanych smarowań w DRUMECIE.
Typ
smarow
ania
Metoda smarowania
Smar
składanie
liny
bez smarowania
splatanie
splotów
bez smarowania
A0
wykonanie
rdzenia
rdze
ń
bawełniany, polipropylenowy, stalowy, sizalowy: bez
smarowania
składanie
liny
bez smarowania
splatanie
splotów
bez smarowania
A1
wykonanie
rdzenia
rdze
ń
włókienny: słabo smarowany
dla
rdzeni
bawełnianych:
olej osiowy
dla pozostałych:
do uzgodnienia
składanie
liny
bez smarowania
splatanie
splotów
bez smarowania
A2
wykonanie
rdzenia
rdze
ń
włókienny:
ś
rednio smarowany
rdze
ń
stalowy: smarowany
rdze
ń
w postaci liny stalowej na rdzeniu włókiennym:
smarowany
do uzgodnienia
z klientem
składanie
liny
bez smarowania
splatanie
splotów
słabo smarowane
B0
wykonanie
rdzenia
rdze
ń
włókienny: bez smarowania
rdze
ń
stalowy: bez smarowania
rdze
ń
w postaci liny stalowej na rdzeniu włókiennym: bez
smarowania
do uzgodnienia
z klientem
składanie
liny
bez smarowania
splatanie
splotów
słabo smarowane
B1
wykonanie
rdzenia
Rdze
ń
włókienny:
słabo smarowany
ś
rednio smarowany
rdze
ń
stalowy: smarowany
rdze
ń
w postaci liny stalowej na rdzeniu włókiennym:
smarowany
do uzgodnienia z
klientem
B2
składanie
liny
bez smarowania
do uzgodnienia z
klientem
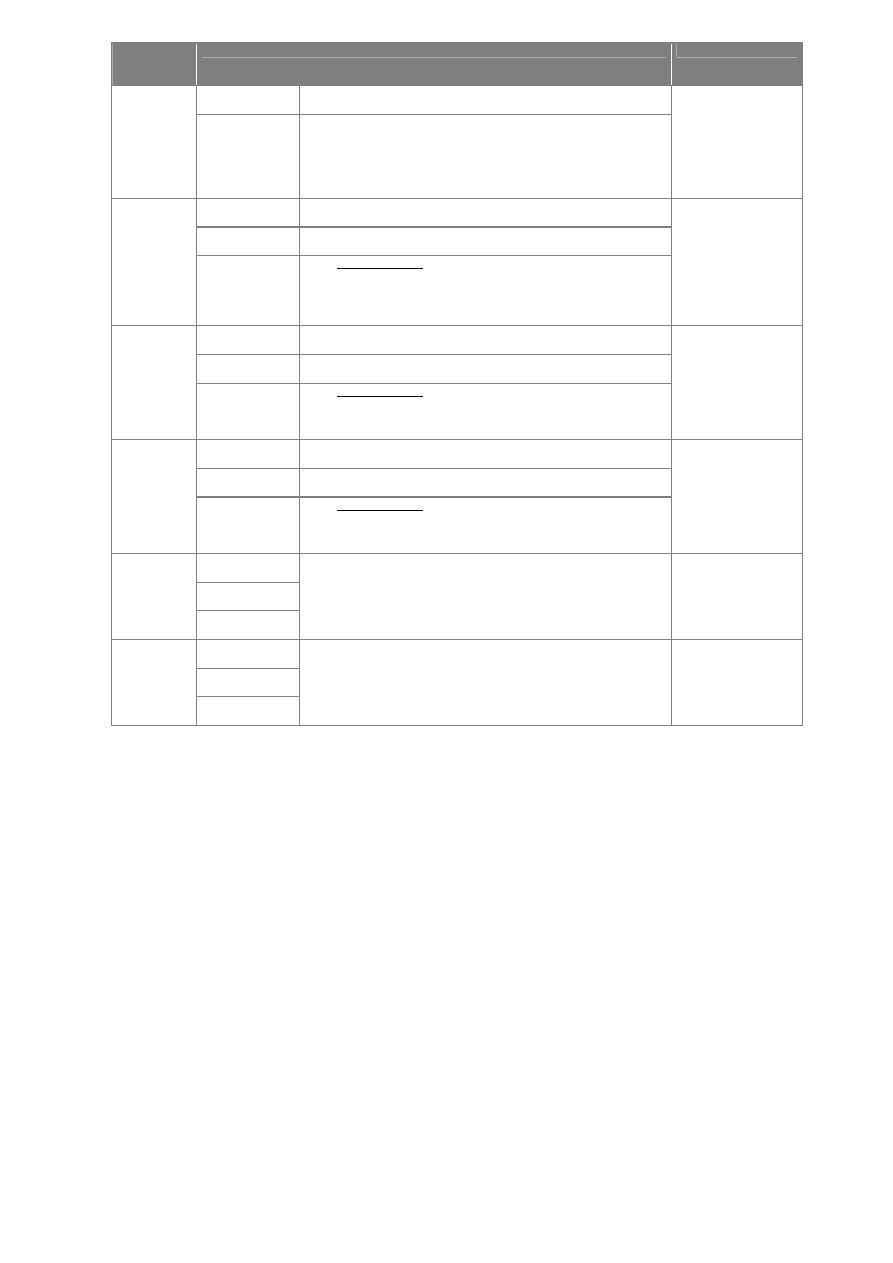
Typ
smarow
ania
Metoda smarowania
Smar
splatanie
splotów
ś
rednio smarowane
wykonanie
rdzenia
rdze
ń
włókienny:
słabo smarowany
ś
rednio smarowany
rdze
ń
stalowy: smarowany
rdze
ń
w postaci liny stalowej z rdzeniem włókiennym:
smarowany
składanie
liny
bez smarowania
splatanie
splotów
mocno smarowane
B3
wykonanie
rdzenia
rdze
ń
włókienny: mocno smarowany
rdze
ń
stalowy: smarowany
rdze
ń
w postaci liny stalowej na rdzeniu włókiennym:
smarowany
gł
ę
boko smarowany
do uzgodnienia z
klientem
składanie
liny
smarowane i mocno ocierane
splatanie
splotów
bez smarowania
C0
wykonanie
rdzenia
rdze
ń
włókienny: mocno smarowany
rdze
ń
stalowy: smarowany
rdze
ń
w postaci liny stalowej na rdzeniu włókiennym: gł
ę
boko
smarowany
do uzgodnienia z
klientem
składanie
liny
liny do 16 mm smarowane podczas składania
splatanie
splotów
smarowane
C1
wykonanie
rdzenia
rdze
ń
włókienny: mocno smarowany
rdze
ń
stalowy: smarowany
rdze
ń
w postaci liny stalowej na rdzeniu włókiennym: gł
ę
boko
smarowany
do uzgodnienia z
klientem
składanie
liny
splatanie
splotu
D0
wykonanie
rdzenia
liny przeznaczone głównie do pokrywania gum
ą
;
sploty i rdze
ń
podczas splatania i lina podczas składania
odtłuszczane
składanie
liny
splatanie
splotów
S0
wykonanie
rdzenia
liny przeznaczone głównie do pokrywania tworzywem
sztucznym;
sploty i rdze
ń
podczas splatania i lina podczas składania
pokrywana specjalnym smarem
Istnieje mo
ż
liwo
ść
indywidualnego ustalenia z klientem smaru i rodzaju smarowania
Rdzenie włókienne – znaczenie okre
ś
le
ń
:
słabo smarowany:
30-50% nitek smarowanych
ś
rednio smarowany:
smarowany z ocieraniem
mocno smarowany:
smarowany bez ocierania
Rdzenie stalowe
– znaczenie okre
ś
le
ń
:
smarowany: smarowany podczas składania bez ocierania
Rdze
ń
w postaci liny stalowej na rdzeniu w postaci liny włókiennej – znaczenie okre
ś
le
ń
:
smarowany: smarowany podczas składania, rdze
ń
rdzenia (włókienny) 30-50% nitek smarowanych lub smarowany i
ocierany
gł
ę
boko smarowany:
smarowany podczas składania bez ocierania, rdze
ń
rdzenia smarowany bez ocierania
Sploty – znaczenie okre
ś
le
ń
:
słabo smarowane:
smarowane i podwójnie obcierane
ś
rednio smarowane:
smarowane z ocieraniem
mocno smarowane:
smarowane bez ocierania
Smarowanie A1:
dla linek na rdzeniu zło
ż
onym z 4 nitek dopuszcza si
ę
25% nitek smarowanych
Smarowanie A1:
w przypadku rdzenia stalowego lub rdzenia w postaci liny stalowej na rdzeniu włókiennym jest
równoznaczne ze smarowaniem A2
Przy smarowaniu
B1, B2, B3 wskazane jest wybranie opcji a) lub b) tam gdzie ona wyst
ę
puje. Je
ż
eli klient nie narzuci
opcji a) lub b) to zostanie ona przyj
ę
ta przez Wydział Liniarni.

Smary stosowane w DRUMET Liny i Druty Sp. z o.o.
Smar do lin powinien charakteryzowa
ć
si
ę
nast
ę
puj
ą
cymi wła
ś
ciwo
ś
ciami:
dobrym zabezpieczeniem przed korozj
ą
,
ograniczeniem oporów tarcia (do wyci
ą
gów systemu KOEPE),
wła
ś
ciw
ą
temperatur
ą
kroplenia, łamliwo
ś
ci i krzepni
ę
cia,
dobr
ą
przyczepno
ś
ci
ą
do powierzchni,
brakiem działania koroduj
ą
cego w stosunku do drutów liny,
rozpuszczalno
ś
ci
ą
w rozpuszczalnikach lub lekkich olejach w wypadku konieczno
ś
ci oczyszczania liny,
odpowiedni
ą
lepko
ś
ci
ą
i wysok
ą
temperatur
ą
zapłonu,
zdolno
ś
ci
ą
szybkiego twardnienia po powlekaniu,
niebrudzeniem, co jest szczególnie wa
ż
ne w rybołówstwie i okr
ę
townictwie,
estetycznym wygl
ą
dem (bezbarwny, przezroczysty)
DRUMET Liny i Druty Sp. z o.o. najcz
ęś
ciej stosuje wymienione poni
ż
ej rodzaju smarów:
Nyrosten T55-13-20510:
substancja stała-spr
ęż
ysta zielona;
temperatura łamliwo
ś
ci: -40
°
C;
temperatura kroplenia: 100
°
C;
temperatura zapłonu: 220
°
C;
lepko
ść
:
80 mm
2
/s;
zastosowanie: liny wyrównawcze, liny nawijane na b
ę
bny, liny prowadz
ą
ce
NYROSTEN N113:
substancja stała, zielona, lepka;
temperatura łamliwo
ś
ci: -30
°
C;
temperatura kroplenia: 90
°
C;
temperatura zapłonu: 220
°
C;
lepko
ść
:
122 mm
2
/s;
zastosowanie: liny do wyci
ą
gów Koepe
VECONOL LR-PLUS 50:
substancja jasna, przezroczysta;
temperatura łamliwo
ś
ci: -25
°
C;
temperatura kroplenia: 55
°
C;
temperatura zapłonu: 200
°
C;
lepko
ść
:
80 mm
2
/s;
zastosowanie: liny ogólnego przeznaczenia
SMARY WYCOFANE Z OFERTY:
KOLINSTAL I:
temperatura łamliwo
ś
ci: -23
°
C;
temperatura kroplenia: 70
°
C;
temperatura zapłonu: 200
°
C;
zastosowanie: liny do wyci
ą
gów b
ę
bnowych i koparek, liny przemysłowe
LWKP:
substancja czarna smołowata;
temperatura łamliwo
ś
ci: -20
°
C;
temperatura zapłonu: 200
°
C;
lepko
ść
:
65 mm
2
/s;
zastosowanie: liny do wyci
ą
gów Koepe
SMAROWANIE LIN DO D
Ź
WIGÓW
Informacje ogólne
Wszystkie liny do d
ź
wigów produkcji Drumetu - DruLift s
ą
wst
ę
pnie smarowane. Zgodnie z tym, co stanowi norma, druty u
ż
yte do
wykonania lin s
ą
pokryte smarem, a główny rdze
ń
lin jest nim odpowiednio nasycony.
Poniewa
ż
odst
ę
p czasu pomi
ę
dzy produkcj
ą
a instalacj
ą
mo
ż
e by
ć
bardzo du
ż
y, dlatego zaleca si
ę
smarowanie lin bezpo
ś
rednio po
zamontowaniu.
Liny d
ź
wigowe nie powinny by
ć
montowane bez nasmarowania./
Liny musz
ą
by
ć
smarowane przynajmniej raz w roku. Cz
ę
stotliwo
ść
smarowania lin zale
ż
y tak
ż
e od nat
ęż
enia ruchu d
ź
wigu.
Ś
rodek
smarny nale
ż
y nanosi
ć
w odpowiedniej ilo
ś
ci. Nie powinien on jednak
ś
cieka
ć
, ani kapa
ć
podczas ruchu liny. Przy zbyt silnym
nasmarowaniu nie mo
ż
na zagwarantowa
ć
prawidłowego tarcia pomi
ę
dzy lin
ą
a wałem nap
ę
dowym. Dobr
ą
praktyk
ą
jest, aby do
smarowania u
ż
ywa
ć
raczej mniejszych ilo
ś
ci smaru, a za to proces konserwacji prowadzi
ć
cz
ęś
ciej.
Natomiast liny nienasmarowane, mog
ą
przyczyni
ć
si
ę
do znacznego skrócenia
ż
ywotno
ś
ci wałów nap
ę
dowych i ich samych.
Liny d
ź
wigowe odnosz
ą
korzy
ś
ci z okresowego dosmarowywania w trakcie pracy. Podwy
ż
szona temperatura, wysoka pr
ę
dko
ść
lin,
małe promienie zgi
ęć
wysuszaj
ą
i usuwaj
ą
ś
rodki smarne naniesione fabrycznie. Nie wytrzymaj
ą
one całego okresu u
ż
ytkowania lin
d
ź
wigowych. Wła
ś
ciwe smarowanie lin no
ś
nych przedłu
ż
y
ż
ywotno
ść
lin poprzez zredukowanie
ś
cierania pomi
ę
dzy drutami i
pomi
ę
dzy splotkami i opó
ź
ni niszczenie rdzenia, eliminuj
ą
c zniekształcenie liny. Smarowanie zmniejszy tak
ż
e zu
ż
ycie kół linowych.
Dla otrzymania optymalnej
ż
ywotno
ś
ci lin, zalecane jest racjonalne ich dosmarowywanie, oprócz innych wymaganych przepisami
czynno
ś
ci konserwacyjnych.
Drumet poleca np. „UNOLIT SPRAY OIL” niemieckiej firmy DEA ELASKON z Drezna www.dea.de lub te
ż
„NYROSTEN Seilol
Compound” produkcji niemieckiej firmy Nyrosten z Geldern www.nyrosten.de lub porównywalny
ś
rodek smaruj
ą
cy o przeznaczeniu
do lin d
ź
wigowych.
Sposób konserwacji lin
Oba smary przeznaczone s
ą
do smarowania i konserwacji lin do wind, suwnic,
ż
urawi i kolejek linowych.
Charakteryzuj
ą
si
ę
bardzo dobr
ą
smarowno
ś
ci
ą
, szybkim pokrywaniem i wnikaniem pomi
ę
dzy druty, ochron
ą
przed korozj
ą
jak te
ż
doskonał
ą
przyczepno
ś
ci
ą
.
Ś
rodki nanosi
ć
mo
ż
na poprzez malowanie szczotk
ą
lub p
ę
dzlem, z u
ż
yciem wałka rolkowego lub poprzez natrysk. Smar nanoszony
powinien by
ć
na czyst
ą
, such
ą
lin
ę
d
ź
wigow
ą
. Najbardziej odpowiedni
ą
i efektywn
ą
metod
ą
wydaje si
ę
by
ć
nanoszenie
ś
rodka
smarnego za pomoc
ą
wałka rolkowego nakr
ę
conego na odwrócon
ą
do góry dnem butelk
ę
oryginalnego opakowania z podziałk
ą
miarow
ą
na jej
ś
ciance. Przystawiaj
ą
c wałek do przewijanej liny łatwo mo
ż
na obserwowa
ć
na podziałce odmierzanie wła
ś
ciwej ilo
ś
ci
smaru.
Zalecane ilo
ś
ci
ś
rodka smarnego
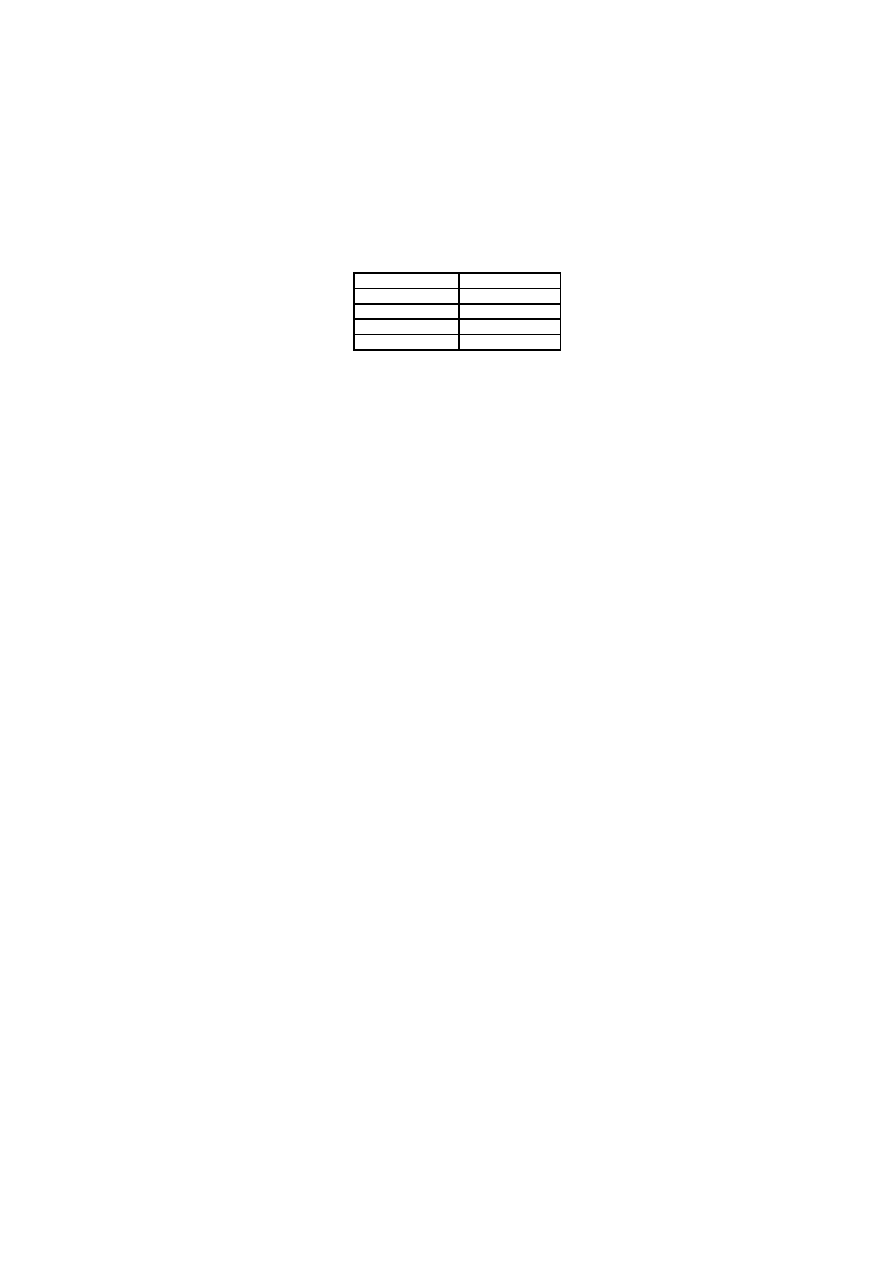
Smarowanie lin w czasie u
ż
ytkowania:
Na odcinek liny o wskazanej długo
ś
ci nale
ż
y u
ż
y
ć
ok. 1 litr smaru
Ś
rednica liny [mm] Długo
ść
liny [mb]
10
400
12
310
16
200
18
150
Np. na typowy komplet 4 odcinków liny po 43 mb. o
ś
rednicy 12 mm nale
ż
y u
ż
y
ć
4 x 43 m / 310 m = około 0,55 litra smaru, jednak post
ę
puj
ą
c zgodnie z zasad
ą
cz
ę
stszego smarowania mniejsz
ą
ilo
ś
ci
ą
smaru
zaleca si
ę
u
ż
ycie 0,4 – 0,5 litra smaru tj. około 100 -125 ml na ka
ż
d
ą
lin
ę
.
Po zastosowaniu smaru, rowki kół linowych powinny dawa
ć
odczucie lekkiej wilgotno
ś
ci olejowej lub smug
ę
na palcu inspektora.
Brak odczucia obecno
ś
ci wilgotno
ś
ci olejowej w rowkach kół linowych, wraz z obecno
ś
ci
ą
opiłków i zabrudze
ń
w tych rowkach, jest
dobrym wskazaniem,
ż
e wymagane jest czyszczenie i smarowanie.
Kilka zasad wła
ś
ciwej konserwacji lin d
ź
wigowych
Przeprowadza
ć
konserwacj
ę
zanim lina stanie si
ę
sucha lub skorodowana
Stosowa
ć
ś
rodki smarne zalecane do lin no
ś
nych do d
ź
wigów
Nale
ż
y smarowa
ć
tylko liny no
ś
ne d
ź
wigów, nie zaleca si
ę
smarowania innych lin.
Nie nale
ż
y miesza
ć
ró
ż
nych typów smarów
Nadmiar
ś
rodka smarnego mo
ż
e spowodowa
ć
utrat
ę
wła
ś
ciwego zachowania si
ę
lin, po
ś
lizgi lub inne nieprzewidziane zdarzenia
(utrat
ę
cierno
ś
ci). Po
ś
lizg lin podczas przyspieszania lub hamowania mo
ż
e by
ć
wskazaniem,
ż
e zastosowano nadmiern
ą
ilo
ść
smaru.
Nie stosowanie si
ę
do powy
ż
szych zasad i zalece
ń
mo
ż
e by
ć
przyczyn
ą
powa
ż
nych problemów, wypadków prowadz
ą
cych do
kalectwa lub utraty
ż
ycia.
UWAGA:
Przestrzeganie powy
ż
szych zasad nie zwalnia od odpowiedniego stosowania i przestrzegania przepisów obowi
ą
zuj
ą
cych w
odniesieniu do d
ź
wigów osobowych i towarowych, a zwłaszcza zasad ustalonych przez odpowiednie Urz
ę
dy Dozoru Technicznego
czy poszczególnych dostawców elementów d
ź
wigów lub ich projektantów. W zwi
ą
zku z powy
ż
szym Drumet nie bierze
odpowiedzialno
ś
ci za trafno
ść
stosowania podanych zasad oraz za ewentualnie wynikłe szkody mienia i zdrowia lub
ż
ycia mog
ą
ce
powsta
ć
w wyniku ich stosowania.
Wyszukiwarka
Podobne podstrony:
INFORMATYKA TECHNOLOGIA tresci programowe, Informatyka
grafika, wszop ZZIP, II semestr, Technologia informacyjna, Technologia produkcyjna 1
Information Technology Unit 4
testB, Technologia informacyjna, TECHNOLOGIA INFORMACYJNA
Test z informatyki, Technologia Informacyjna
pojcia informatyki, Technologie informacyjne
nJoy, Technologie informacyjne, technologie informacyjne
Informatyka prawnicza, Technologia informacyjna, TECHNOLOGIA INFORMACYJNA
technologie informacyjne - wykład 2 - 24.11.2012, GWSH, 1 sem, technologie informacyjne, technologie
Information Technology Unit 3
Informatyka a Technologia Informacyjna
techinf (1), Technologie informacyjne, technologie informacyjne, KOLOKWIUM(2)
pojęcia technologia informacyjna, Technologia informacyjna
CENNIK BOMBEK CHOINKOWYCH, wszop ZZIP, II semestr, Technologia informacyjna, Technologia produkcyjna
testA, Technologia informacyjna, TECHNOLOGIA INFORMACYJNA
pytania na egzamin - Technologie informacyjne, GWSH, 1 sem, technologie informacyjne, technologie in
format, wszop ZZIP, II semestr, Technologia informacyjna, Technologia produkcyjna 1
pismo, wszop ZZIP, II semestr, Technologia informacyjna, Technologia produkcyjna 1
więcej podobnych podstron