___________________________________________________________________________
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Lidia Mnich
Ocenianie jakości wyrobów futrzarskich
743[02].Z3.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Jadwiga Rudecka
inż. Jolanta Górska
Opracowanie redakcyjne:
inż. Lidia Mnich
Konsultacja:
mgr inż. Zdzisław Feldo
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 743[02].Z3.02
„Ocenianie jakości wyrobów futrzarskich”, zawartego w programie nauczania dla zawodu
kuśnierz.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
4
3. Cele kształcenia
5
4. Materiał nauczania
6
4.1. Kontrola jakości surowców i półfabrykatów kuśnierskich
6
4.1.1. Materiał nauczania
6
4.1.2. Pytania sprawdzające
9
4.1.3. Ćwiczenia
10
4.1.4. Sprawdzian postępów
11
4.2. Kontrola jakości gotowego wyrobu futrzarskiego
12
4.2.1. Materiał nauczania
12
4.2.2. Pytania sprawdzające
22
4.2.3. Ćwiczenia
23
4.2.4. Sprawdzian postępów
25
5. Sprawdzian osiągnięć
26
6. Literatura
31
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy dotyczącej oceny jakości wyrobów
futrzarskich.
W poradniku znajdziesz:
– wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
– cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
– materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
– zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
– ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
– sprawdzian postępów,
– sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
– literaturę uzupełniającą.
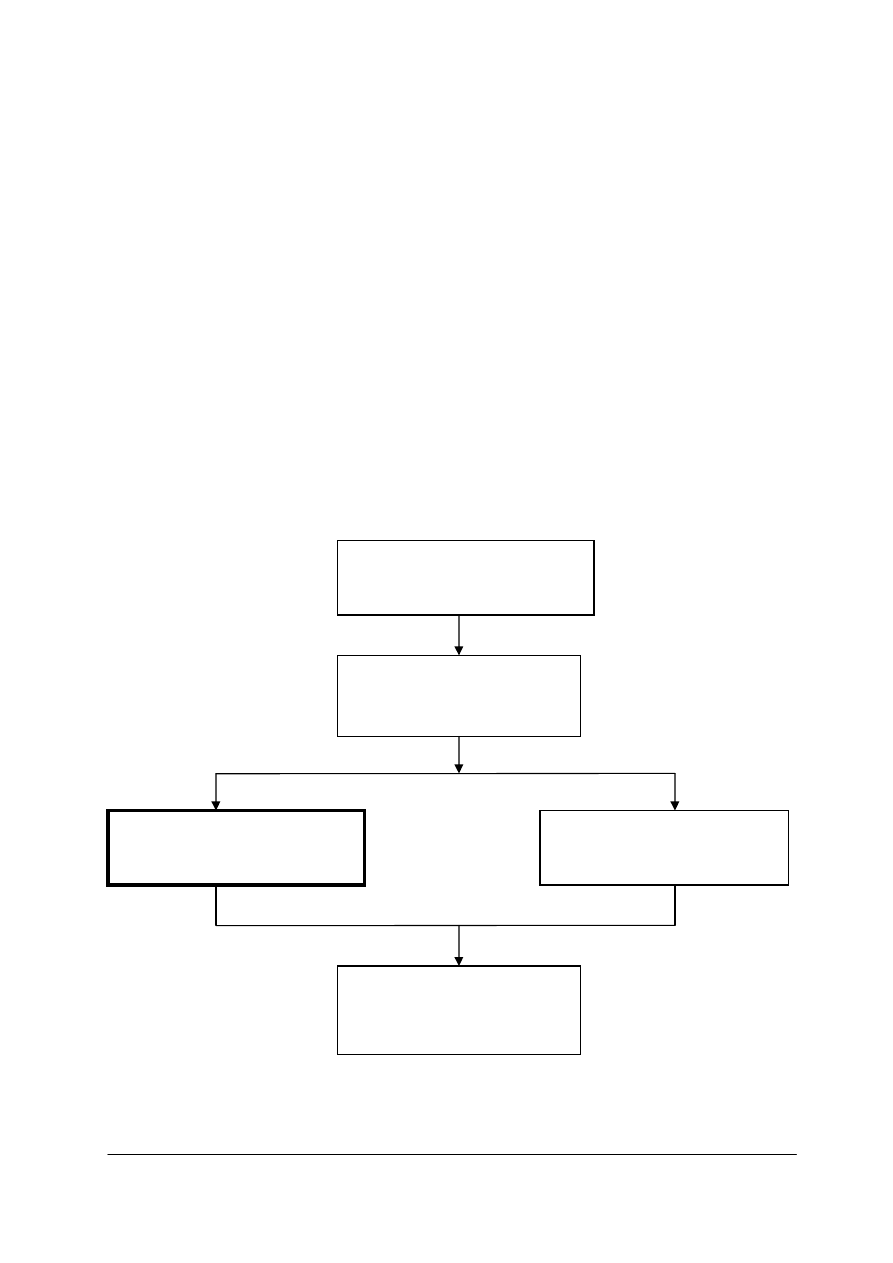
Schemat układu jednostek modułowych
743[02].Z3.01
Organizowanie procesu
wytwarzania wyrobów futrzarskich
743[02].Z3.02
Ocenianie jakości wyrobów
futrzarskich
743[02].Z3.03
Pakowanie, magazynowanie
i transport wyrobów futrzarskich
743[02].Z3.04
Prowadzenie działalności
gospodarczej
743[02].Z3
Organizacja produkcji kuśnierskiej

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu nauczania jednostki modułowej powinieneś umieć:
−
określać budowę włosa i okrywy włosowej w układzie topograficznym skóry,
−
wyjaśniać pojęcia – zmienność osobnicza, zmienność wzrostowa, zmienność sezonowa,
−
charakteryzować poszczególne rodzaje włosów wchodzących w skład okrywy włosowej,
−
określać wpływ budowy okrywy włosowej na jakość wyrobów futrzarskich,
−
wyjaśniać cel wyprawy i uszlachetniania skór,
−
rozróżniać podstawowe rodzaje skór futerkowych wyprawionych w stanie naturalnym,
−
rozróżniać podstawowe rodzaje skór futerkowych wyprawionych i uszlachetnionych,
−
oceniać jakość okrywy włosowej
−
barwę, połysk, gęstość, długość, miękkość,
sprężystość, siłę osadzenia włosa, zdolność do filcowania,
−
oceniać jakość tkanki skórnej
−
wygląd mizdry, grubość, miękkość, pulchność
i ciągliwość,
−
wyjaśniać cel i metody badania właściwości skór wyprawionych,
−
określać sposób pobierania i przygotowania próbek skór do badań,
−
określać jakość tkanki skórnej
−
powierzchnię i ciężar skór, grubość tkanki skórnej
w różnych częściach topograficznych, luźność, ścieralność tkanki, wytrzymałość na
rozciąganie i rozdzieranie, stopień wydłużenia,
−
rozróżniać rodzaje skór futerkowych,
−
klasyfikować wady skór,
−
identyfikować wady i uszkodzenia skór uszlachetnionych,
−
wyjaśniać system punktacji wad i uszkodzeń okrywy włosowej,
−
określać wielkość skór futerkowych,
−
rozróżniać imitacje skór.
−
charakteryzować surowce włókiennicze naturalne, sztuczne i syntetyczne,
−
charakteryzować właściwości użytkowe materiałów włókienniczych,
−
rozpoznawać skóry odzieżowe naturalne miękkie
−
licowe, welurowe, nubukowe,
−
rozpoznawać rodzaje podszewek,
−
odczytywać rysunki techniczne prostych wyrobów futrzarskich,
−
interpretować rysunek żurnalowy,
−
odczytywać dokumentację techniczną wyrobu futrzarskiego,
−
odczytywać informacje znajdujące się na rysunkach odzieżowych,
−
posługiwać się przyborami i narzędziami kuśnierskimi,
−
korzystać z dokumentacji technicznej wyrobów odzieżowych w procesie produkcji,
−
określać etapy procesu wytwarzania wyrobu futrzarskiego,
−
korzystać z różnych źródeł informacji zawodowej.
−
charakteryzować grupy rodzajowe skór i asortymenty wyrobów futrzarskich,
−
wyjaśniać zasady doboru skór futerkowych na różnego rodzaju wyroby futrzarskie,
−
posługiwać się obowiązującymi normami,
−
rozpoznawać i oznaczać wady i uszkodzenia skór,
−
określać sposoby reperacji skór futerkowych pospolitych i szlachetnych,
−
organizować stanowisko pracy zgodnie z wymaganiami ergonomii,
−
dobierać materiały podstawowe i pomocnicze do produkcji odzieży futrzanej,
−
określać zasady wykończania wyrobów,
−
stosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
określić sposoby przeprowadzania kontroli jakości skór futerkowych, materiałów,
pomocniczych i dodatków,
−
określić sposoby przeprowadzania kontroli międzyoperacyjnej,
−
posłużyć się przyrządami do pomiaru elementów wyrobu,
−
dokonać kontroli międzyoperacyjnej,
−
wykonać badania organoleptyczne elementów wyrobów oraz określić ich zgodność
z dokumentacją techniczno – technologiczną i obowiązującymi normami,
−
rozpoznać błędy powstałe w trakcie wykonywania wyrobu,
−
określić przyczyny powstawania błędów w procesie konfekcjonowania wyrobów
futrzarskich,
−
dokonać podziału gotowych wyrobów futrzarskich na rodzaje i grupy asortymentowe,
−
określić sposoby przeprowadzania kontroli gotowego wyrobu futrzarskiego,
−
określić podstawowe wskaźniki klasyfikacji gotowych wyrobów futrzarskich,
−
określić zasady klasyfikacji gotowych wyrobów futrzarskich,
−
dokonać kontroli i klasyfikacji gotowych wyrobów futrzarskich,
−
określić wyposażenie stanowiska pracy kontrolera jakości wyrobów,
−
wyjaśnić zasady zarządzania przez jakość – normy serii ISO 9000.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
4. MATERIAŁ NAUCZANIA
4.1. Kontrola jakości surowców i półfabrykatów kuśnierskich
4.1.1 Materiał nauczania
Zadania zakładu produkcyjnego w zakresie kontroli jakości.
Każde przedsiębiorstwo powinno wytwarzać wyroby najwyższej jakości. Przestrzeganie
tej zasady oznacza lepsze zaspokojenie potrzeb społeczeństwa, a dla przedsiębiorstwa
zmniejszenie kosztów ponoszonych z tytułu przekwalifikowania wyrobów do niższych
gatunków, naprawy wyrobów wadliwie wykonanych, płacenia kar dla odbiorców za
dostarczenie wyrobów niższej jakości niż deklarowana. Obniżka kosztów wpływa
bezpośrednio na zwiększenie dochodów przedsiębiorstwa, a tym samym stwarza możliwości
uzyskania wyższych zarobków dla załogi w postaci premii, funduszu zakładowego itp.
Dlatego o wysoką jakość produkcji powinien troszczyć się każdy pracownik. Przez jakość
produkcji należy rozumieć właściwości fizykochemiczne wyrobu, które stanowią o jego
wartości użytkowej. W celu zapewnienia właściwej jakości wyrobów potrzebą gospodarki
narodowej każde przedsiębiorstwo produkcyjne jest zobowiązane do zorganizowania systemu
organizacji kontroli. Elementami składowymi tego systemu kontrolnego powinny być:
−
samokontrola – polegająca na sprawdzeniu przez pracowników wykonanych przez siebie
prac i usuwaniu zauważonych wad,
−
kontrola – sprawowana przez aparat kontroli zorganizowany w specjalnie wyodrębnionej
komórce organizacyjnej pod nazwą Kontrola Jakości.
Ustalony w przedsiębiorstwie system kontroli jakości powinien obejmować wszystkie
ogniwa w pełnym cyklu produkcyjnym. W przedsiębiorstwie odzieżowym będzie to kontrola:
−
dokumentacji technicznej,
−
materiałów,
−
produkcji w toku,
−
wyrobów gotowych,
−
opakowania i transportu.
Rodzaje i metody kontroli jakości produkcji
Rodzaje i metody kontroli zależą od charakteru produkcji. W przedsiębiorstwie odzieżowym
występują trzy rodzaje kontroli:
−
kontrola surowca
−
kontrola międzyoperacyjna,
−
kontrola ostateczna
W przemyśle odzieżowym stosuje się najczęściej dwie metody badań jakościowych, tj.
metodę organoleptyczną i laboratoryjną. Metoda organoleptyczna polega na sprawdzeniu
jakości wyrobów lub surowca za pomocą zmysłów i porównaniu cech jakościowych
badanych przedmiotów z obowiązującymi normami.
Metodą laboratoryjną sprawdza się cechy fizyczno
– chemiczne za pomocą aparatów
i urządzeń laboratoryjnych. Badania laboratoryjne przeprowadza komórka metrologii
pracująca w ramach działu kontroli jakości.
Podstawą do przeprowadzania badań i oceny jakości produkcji są normy przedmiotowe
określające parametry techniczne i użytkowe przedmiotów oraz dokumentacja techniczno
-
technologiczna.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
Klasyfikacja jakościowa skór futerkowych
Każda skóra gotowa poddawana jest ocenie mającej na celu ustalenie jej wielkości
i jakości. Ocena taka przeprowadzana jest w oparciu o przedmiotowe normy lub warunki
techniczne. Ważnym elementem oceny skór futerkowych jest system punktacji wad
i uszkodzeń. Normy przedmiotowe lub warunki techniczne przewidują, jakim warunkom
powinna odpowiadać okrywa włosowa i tkanka skórna skór. Ponadto precyzują one
wymagania odnośnie profilu skóry oraz właściwości fizycznych i chemicznych. Jeśli skóry
nie odpowiadają tym wymaganiom, otrzymują punkty karne. Do punktów karnych,
wynikających z ogólnej jakości okrywy włosowej i tkanki skórnej dolicza się punkty za wady
dopuszczalne punktowane indywidualnie.
Przed przystąpieniem do ustalenia gatunku skóry, należy najpierw stwierdzić, czy dana
skóra spełnia:
−
wymagania ogólne dotyczące okrywy włosowej,
−
wymagania ogólne dotyczące tkani skórnej,
−
wymagania ogólne w zakresie profilu skóry,
−
wymagania w zakresie właściwości fizycznych i chemicznych skóry.
O zaliczeniu skór do określonego gatunku decyduje spełnienie wymagań ogólnych oraz suma
punktów karnych.
Wymagania ogólne dotyczące okrywy włosowej to:
−
okrywa włosowa powinna mieć wygląd charakterystyczny dla danego rodzaju zwierzęcia,
powinna być dobrze oczyszczona z tłuszczu, brudu, pyłu, trocin i innych zanieczyszczeń,
−
barwa i długość włosów powinny być naturalne bądź odpowiadać wzorcowi
uszlachetnienia, czy imitacji.
Wymagania ogólne dotyczące tkanki skórnej to:
−
tkanka skórna powinna być pulchna, miękka i ciągliwa,
−
mizdra powinna być oczyszczona z warstwy podskórnej,
−
skóry nie powinny mieć otartych cebulek włosowych,
−
wychwyty, rozdarcia, zacięcia, dziury powinny być wyreperowane.
Wymagania ogólne w zakresie profilu skóry to:
−
prawidłowy profil charakterystyczny dla danego rodzaju i wielkości skóry,
−
w przypadku naruszenia prawidłowego profilu, powinien być określony ubytek
powierzchni skóry
Wymagania w zakresie właściwości fizycznych i chemicznych powinny być zgodne ze
wskaźnikami zawartymi w normach przedmiotowych.
Skóra zaliczana do gatunkowych nie może mieć wad niedopuszczalnych, do których
zalicza się: rozdwajanie się tkanki skórnej, łamliwość włosa, brak części skóry powyżej 20%
powierzchni, nieprawidłowe natłuszczenie dermy, pękanie warstwy licowej, zanieczyszczenie
okrywy włosowej.
Po stwierdzeniu, że skóra odpowiada wszystkim wyżej wymienionym wymaganiom,
zalicza się ją do odpowiedniego gatunku, porównując sumę punktów karnych z tabelą
zawartą w normie. Skóry, które mają liczbę punktów karnych większą niż przewiduje norma
w najniższej klasie oraz skóry z wadami niedopuszczalnymi, zaliczane są do niestandardów.
Wielkość skóry
Po określeniu gatunku skóry ustala się jej wielkość, przez ustalenie długości
w centymetrach mierzonej wzdłuż linii grzbietu od czubka nosa do nasady ogona.
W przypadku skór, których nosek usuwa się w trakcie wyprawy, długość mierzy się od linii
otworów ocznych do nasady ogona. W przypadku skór dużych jak: skóry owcze, jagnięce,
cielaki, źrebaki, kozy dokonuje się pomiaru ich powierzchni wyrażonej w dm².

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Technika wykonywania oceny skór futerkowych
Oceny skór dokonuje się na stole sorterskim, dobrze oświetlonym, znajdującym się
w pomieszczeniu, którego ściany powinny być pomalowane na kolor uspakajający wzrok
i zapobiegający szybkiemu jego zmęczeniu.
Aby dokonać oceny skóry futerkowej, należy ująć ją za ogon i łeb, potrząsnąć
kilkakrotnie i obserwować zachowanie się włosa. Jeśli włosy oddzielają się od siebie
i równomiernie układają, dowodzi to dobrej jakości skóry. Następnie skórę kładzie się na stół
i przeciąga dłonią kilkakrotnie pod włos. Po przesunięciu ręką, włos powinien wracać do
pierwotnego stanu, równomiernie się układać i nie tworzyć schodków. Pod ręką powinno
wyczuwać się pełność i gęstość okrywy włosowej. Włos watowaty, słabo rozwinięty i rzadki,
zwykle układa się po przesunięciu dłoni w sposób schodkowy. Włosy skóry niebarwionej
powinny mieć barwę odpowiadającą danemu rodzajowi skóry futerkowej. Wszelkie
odchylenia w kierunku barwy rdzawej, rudej i płowej zmniejszają wartość skóry. Skóry
barwione powinny mieć barwę jednolitą, zdecydowaną, bez plam i o równym zabarwieniu
włosów pokrywowych. Skóry uszlachetniane od strony tkanki skórnej (welury,
weluropodobne) powinny mieć mizdrę bez uszkodzeń, jednolitą i intensywną barwę bez plam
i zacieków.
Kontrola materiałów wykończeniowych i dodatków kuśnierskich
Zadaniem kontroli jest sprawdzenie przeznaczonych do produkcji materiałów. Dokonują
jej brakarze surowców. W przypadku materiałów wykończeniowych i dodatków kontrola
może być pełna lub reprezentatywna, tj. wyrywkowa. Przeważnie stosuje się kontrolę pełną,
tzn. sprawdza się pod względem jakościowym wszystkie bele materiału i ocenia się:
−
długość i szerokość beli materiału,
−
błędy tkackie i inne uszkodzenia fizyczne, takie jak: plamy, rozdarcia,
−
kolor i deseń materiału.
Czynności te wykonuje się ręcznie na stołach albo maszynowo przy użyciu przeglądarek.
Czasami jednak, np. przy kontroli dodatków krawieckich, najbardziej odpowiednia jest
kontrola wyrywkowa. Nie bada się wówczas np. wszystkich przysłanych przez dostawcę
guzików, a tylko wybrane (w sposób losowy) pudełka guzików lub nawet poszczególne
sztuki i na tej podstawie ocenia się jakość całej partii dostarczonych guzików.
Samokontrola
Istnieje kilka sposobów sprawdzania, czy procesy technologiczne są wykonywane przez
pracowników prawidłowo. Obowiązek takiego nadzoru mają mistrzowie i brygadziści,
a także pracownicy kontroli jakości.
Głównym jednak czynnikiem mającym istotny wpływ na jakość powstającego wyrobu
jest pracownik – rzemieślnik. Aby ten człowiek mógł dobrze pracować, powinien mieć
kwalifikacje zgodne z wykonywaną pracą, zdolności, osobiste zaangażowanie, uczciwość,
rzetelność i samokontrolę.
Pracownik powinien wykonywać powierzoną pracę dokładnie, zgodnie ze swoimi
umiejętnościami i fachowo. Kontrolować sam prawidłowość przebiegu procesów
technologicznych, w wyniku czego będzie miał mniej poprawek lub nie będzie miał ich
wcale. W efekcie osiągnie lepsze wyniki ekonomiczne (zarobki) i cieszyć się będzie opinią
dobrego fachowca.
Kontrola międzyoperacyjna
Podstawowym zadaniem kontroli międzyoperacyjnej jest wychwycenie i usunięcie
wszelkich pomyłek i niedokładności, jakie mogą powstawać i często mają miejsce w całym
cyklu produkcyjnym, od pojedynczej skóry do gotowego wyrobu futrzarskiego włącznie.
Stąd też konieczność sprawdzania dokładności i zgodności z wzorcami, szablonami czy
opisem technologicznym każdej czynności, której niewłaściwe wykonanie obniża jakość
wyrobu gotowego. W praktyce kuśnierskiej kontrola międzyoperacyjna ma miejsce przede
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
wszystkim w następujących etapach cyklu produkcyjnego: po dobieraniu, po zszyciu
skrojonych skór na elementy, po nabijaniu, po wykroju wg szablonów oraz po wykończeniu
i kosmetyce. Tę ostatnią można też nazwać kontrolą ostateczną, której celem jest nie tylko
wychwycenie i ewentualne usunięcie wad i niewłaściwości procesu, ale także ustalenie
jakości gotowego produktu wg obowiązujących norm przedmiotowych.
Kontrola międzyoperacyjna odgrywa bardzo ważną rolę w procesie produkcji i powinna
być przeprowadzana przez osoby fachowe, skrupulatnie i na bieżąco. Często wymiana skóry,
naprawa golizny itp., nie tylko podnosi estetykę produkowanych wyrobów, ale także ma
istotny wpływ na ekonomikę produkcji. Nie ma bowiem żadnych proporcji pomiędzy
kosztami wymiany skóry na inną, która w danym elemencie wyrobu byłaby właściwsza,
a różnicą ceny pomiędzy gatunkami gotowego wyrobu. Przez niewłaściwie bowiem
umieszczenie choćby jednej źle dobranej skóry np. w futrze, musi się je zaklasyfikować do
gatunku niższego.
Ponieważ między dobraniem skór na daną jednostkę konfekcyjną a gotowym wyrobem
ma miejsce wiele różnych zabiegów i czynności wykonywanych przez wielu pracowników
i maszyny kolejno – od czynności do czynności, bardzo skuteczną jest samokontrola. Należy
podkreślić, że wszelkie formy kontroli produkcji w toku mają na celu uzyskanie wysokiej
jakości produkowanych wyrobów i dlatego czynności te powinny być wykonywane
dokładnie i na bieżąco.
Brakarz
przeprowadza
kontrolę
międzyoperacyjną
posługując
się
normami
przedmiotowymi, dokumentacją techniczno-technologiczną lub wzorem wyrobu. Na ich
podstawie sprawdza sposób wykonania wyrobu w poszczególnych etapach cyklu
produkcyjnego.
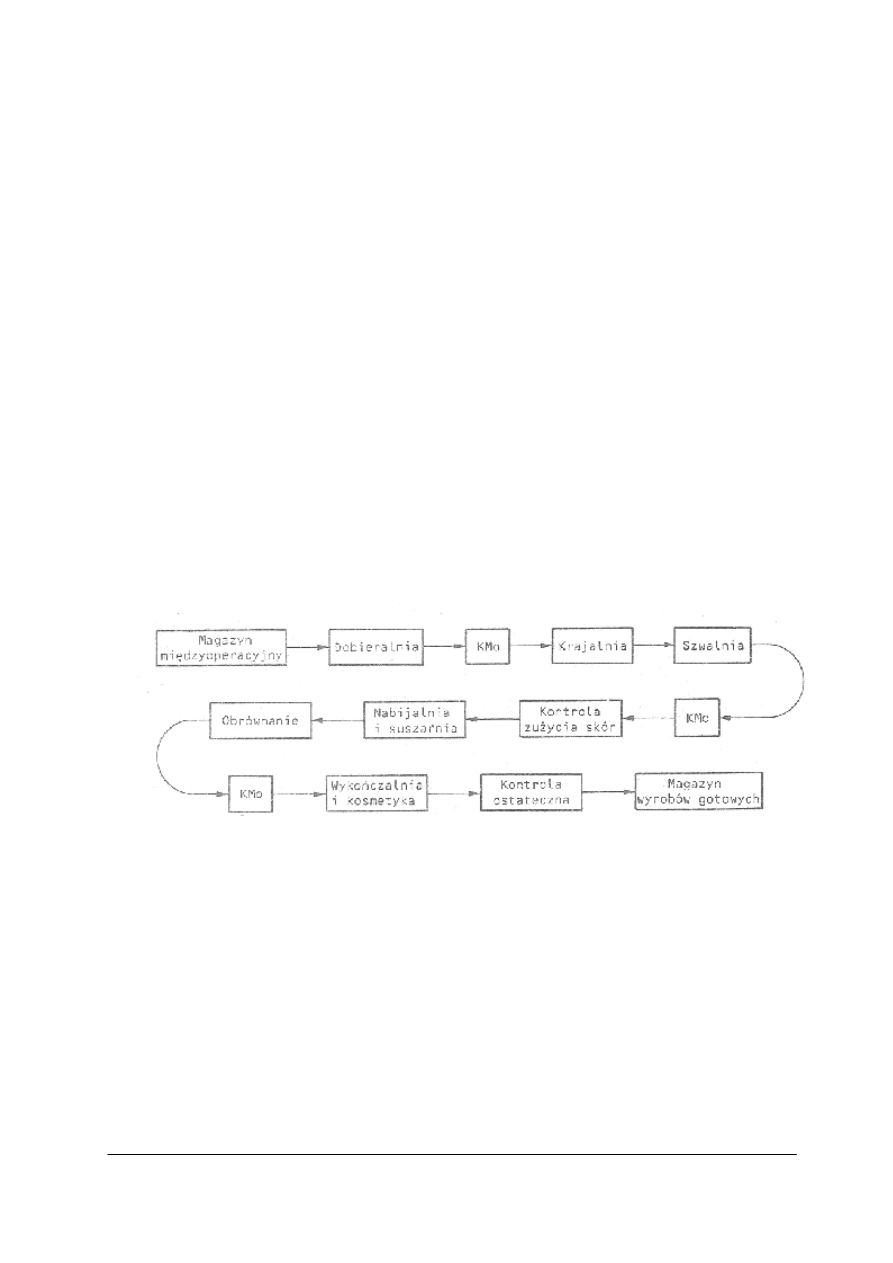
Rys.1. Schemat organizacji pracy w wydziale konfekcjonowania (KMo – kontrola międzyoperacyjna)
[2, s. 370]
4.1.2 Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są zadania przedsiębiorstwa w zakresie kontroli jakości?
2. Co to jest jakość produkcji?
3. Jakie są rodzaje kontroli jakości w zakładzie produkcyjnym?
4. Jakie są zasady klasyfikacji jakościowej skór futerkowych?
5. Jak określa się wielkość skóry futerkowej?
6. Jak dokonuje się oceny skór futerkowych?
7. Jak dokonuje się kontroli materiałów wykończeniowych i dodatków kuśnierskich?
8. Na czym polega samokontrola w toku produkcji?
9. Jakie są zasady przeprowadzania kontroli międzyoperacyjnej?
10. Po jakich fazach produkcji przeprowadza się kontrolę międzyoperacyjną?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
4.1.3. Ćwiczenia
Ćwiczenie 1
Dokonaj pomiaru długości kilku skór lisów oraz nutrii i na podstawie norm
przedmiotowych na skóry wyprawione, zalicz poszczególne skóry do odpowiednich
wielkości.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z normami przedmiotowymi skór wyprawionych,
2) zmierzyć długość skór,
3) porównać pomiary danych skór z normami przedmiotowymi,
4) zaliczyć poszczególne skóry do odpowiednich wielkości,
5) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
poradnik ucznia,
−
normy przedmiotowe skór wyprawionych,
−
skóry lisów i nutrii,
−
taśma centymetrowa,
−
literatura z rozdziału 6.
Ćwiczenie 2
Dokonaj oceny organoleptycznej jakości skór króliczych przeznaczonych na kołnierz.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeprowadzić badania organoleptyczne,
2) określić niedopuszczalne wady okrywy włosowej,
3) określić niedopuszczalne wady tkanki skórnej,
4) określić wielkość skór,
5) dokonać oceny jakości skór,
6) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
poradnik ucznia,
−
skóry królicze,
−
normy przedmiotowe skór wyprawionych,
−
taśma centymetrowa,
−
literatura z rozdziału 6.
Ćwiczenie 3
Dokonaj kontroli międzyoperacyjnej jednego z wyrobów wykonywanych w warsztatach
szkolnych. Porównaj wyniki przeprowadzonej kontroli z dokumentacją techniczno –
technologiczną wyrobu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z dokumentacją techniczno – technologiczną,
2) przeprowadzić kontrolę międzyoperacyjną wyrobu kuśnierskiego,
3) porównać wyniki przeprowadzonej kontroli z dokumentacją i normami,
4) dokonać analizy ewentualnych błędów,
5) zaproponować sposób ich usunięcia.
Wyposażenie stanowiska pracy:
−
poradnik ucznia,
−
normy przedmiotowe,
−
dokumentacja techniczno-technologiczna,
−
przybory kontrolera jakości (kreda, taśma centymetrowa, szpilki),
−
przyrządy do przeprowadzenia kontroli (stół, manekin),
−
literatura z rozdziału 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić zadania zakładu kuśnierskiego w zakresie kontroli jakości?
2) określić jakość produkcji?
3) rozróżnić rodzaje kontroli jakości?
4) określić zakres prac kontroli jakości?
5) wymienić metody kontroli stosowane przy ocenie jakości wyrobów?
6) określić zasady klasyfikacji jakościowej skór futerkowych?
7) dokonać kontroli jakości skór futerkowych?
8) określić sposób przeprowadzania kontroli materiałów
wykończeniowych i dodatków?
9) określić znaczenie samokontroli podczas pracy?
10) określić znaczenie kontroli międzyoperacyjnej?
11) wymienić fazy produkcji, po których należy przeprowadzić kontrolę
międzyoperacyjną?
12) dokonać kontroli międzyoperacyjnej wyrobu?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.2. Kontrola gotowego wyrobu futrzarskiego
4.2.1 Materiał nauczania
Wymagania ogólne klasyfikacji jakościowej wyrobów futrzarskich
Podstawą klasyfikacji jakościowej i odbioru jakościowego wszelkich wyrobów
futrzarskich są normy przedmiotowe. Oceny jakości dokonuje się przede wszystkim metodą
organoleptyczną.
Ogólnie należy stwierdzić, że wyroby futrzarskie powinny być wykonane ze skór
jednakowych pod względem rodzaju, barwy i odcienia, miękkości rzemienia (tkanki skórnej),
połysku oraz wysokości i sprężystości okrywy włosowej, a w przypadku skór o lokowej
okrywie włosowej – wg charakteru i jakości loków. Własności tych skór powinny
odpowiadać wymogom odpowiednich norm przedmiotowych, mówiących o własnościach
fizycznych i chemicznych. Dopuszcza się stosowanie dowolnych gatunków skór oraz innych
rodzajów skór w danym wyrobie o niejednolitej barwie lub odcieniu, zgodnie z
zatwierdzonym wzorcem lub wg uzgodnienia pomiędzy dostawcą, a odbiorcą. Do wyrobów o
wysokiej wartości należy dobierać odpowiednio wartościowy surowiec.
Skóry przed rozkrojeniem powinny być dokładnie naprawione bez ujemnego wpływu na
jakość i estetykę gotowego wyrobu.
Wykroje skór wchodzące w zestaw wyrobu futrzarskiego powinny być łączone zgodnie
ze wzorem przez zszywanie proste, półkoliste, w ząbki, faliste i inne.
Zszywanie wykrojów skór powinno być wykonane maszynowo, bez przerwanych nici,
a szwy powinny być wyprostowane. W zależności od rodzaju użytej skóry futerkowej
i grubości tkanki skórnej, numer nici oraz liczba ściegów na określonej długości szwu przy
szyciu maszynowym powinny odpowiadać wymaganiom podanym w tabeli 1.
Przy szyciu ręcznym liczba ściegów powinna wynosić 15÷20 na 5cm długości szwu.
Sztywne płótno, tkanina bawełniana i watolina powinny być przypikowane do tkanki skórnej
ręcznie lub maszynowo.
Przy maszynowym przyszywaniu podszewki liczba ściegów na 5cm długości szwu
powinna wynosić 15÷20, a przy ręcznym 12÷15. Podszewka, nici i zapięcia powinny być
dobrane pod względem barwy i jakości oraz harmonizować z barwą okrywy włosowej
wyrobu. Przy wyrobach konfekcjonowanych ze skór całych bez rozcięcia, z zachowaniem
łebka i ogona, nie dopuszcza się stosowania skór mających wady obniżające wartość i wygląd
estetyczny wyrobu.
Tabela 1. Wymagania odnośnie nici i gęstości ściegów zależnie od rodzaju skór futerkowych [2, s. 392]
Wyroby ze skór
Numer handlowy nici
Liczba ściegów na 5cm
Dużych (owca, cielak, źrebak)
Średnich (królik, karakuł itp.)
Małych (popielica, kret)
20, 30
30, 40
40, 50
20
−
25
25
−
30
25
−
30
Wykonany wyrób powinien być tak wykończony, aby nie pozostawały końce nici,
zawinięta i zaszyta okrywa włosowa w miejscach łączeń, rażące ślady naprawy skór,
ściągnięcia w miejscach zszywania skóry i innych materiałach oraz nierówno zawinięte
i wystające krawędzie wyrobu, deformujące jego kształt i obniżające wygląd estetyczny.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Zapięcia, wieszaki i znaki firmowe powinny być wykonane i przyszyte w miejscach
ustalonych na wzorze wyrobu, w sposób trwały i estetyczny. Tkaniny użyte do pokrycia
kożuchów i innych wyrobów futrzarskich oraz podszewki powinny być przeprasowane.
Normy klasyfikacji wyrobów futrzarskich, rodzaje norm
Działalność przedsiębiorstwa dotycząca spraw związanych z produkcją, a więc
surowcami, półfabrykatami i wyrobami, warunkami technicznymi dla poszczególnych
wzorów, podlega kontroli jakości.
Kontrola jakości w swej działalności opiera się na obowiązujących normach
jakościowych i dokumentacjach techniczno-technologicznych. W tym zakresie obowiązują
Polskie Normy, ustanawiane przez Polski Komitet Normalizacyjny.
Produkcja odzieży futrzanej opiera się na dokumentacji techniczno-technologicznej.
Dokumentację techniczno – technologiczną opracowuje w przedsiębiorstwie produkcyjnym
w 4 egzemplarzach dział przygotowania produkcji przy współudziale innych działów
przedsiębiorstwa, jak np. działy: wzornictwa, normowania, ekonomiczny i planowania,
zaopatrzenia, magazyny wzorów i dodatków.
Dokumentację techniczną zatwierdza dyrektor przedsiębiorstwa lub upoważniony przez
niego zastępca.
Dokumentacja techniczno – technologiczna powinna zawierać:
−
fotografię modelu (wzoru) wyrobu,
−
kartę informacyjną,
−
zatwierdzoną normę zużycia surowca podstawowego (skór futrzarskich i skór
odzieżowych),
−
tabele wymiarów dla produkowanych wyrobów,
−
fotografię lub rysunek techniczny elementów futra, zawierający układ i krój skór
(elementy futra po obrównaniu),
−
opis techniczno – technologiczny konfekcjonowania,
−
normy zużycia na materiały i dodatki pomocnicze,
−
układy szablonów na wykrój materiałów pomocniczych. Układ sporządza się dla każdej
szerokości tkaniny (lub dzianiny np. watoliny) osobno. Jest to rysunek, fotografia lub
odbitka kserograficzna w skali,
−
wykaz części składowych (szablonów) futra, z powierzchnią szablonów netto dla każdej
wielkości,
−
formularz z rozkroju skór na wzór futra lub powtórzenia,
−
wzornik surowców i materiałów podstawowych, materiałów pomocniczych i dodatków,
−
szablon pierwowzoru; jako podstawa do stopniowania na rozmiary kontraktowane przez
handel, jest załącznikiem w jednym egzemplarzu dokumentacji, przechowywanym
w dziale przygotowania produkcji lub oddziale dokumentacji technicznej. Natomiast,
komplet szablonów z preszpanu (na skóry i dodatki) w rozmiarach zakontraktowanych
otrzymuje wydział produkcji futer, tzw. kuśniernia.
Sprawdzanie właściwości wyrobów gotowych
Przy odbiorze jakościowym wyrobów futrzarskich sprawdza się wiele ich właściwości.
Te badania dzieli się na badania podstawowe i uzupełniające. Badania podstawowe wykonuje
się przy bieżącej kontroli jakości każdej sztuki wyrobu. Badania uzupełniające natomiast
należy wykonać w przypadku zakwestionowania jakości skór użytych do wyrobu
futrzarskiego; badania te wykonywane są wg obowiązujących norm w odpowiednich
laboratoriach. Badania podstawowe obejmują:
−
oględziny zewnętrzne,
−
sprawdzenie wielkości wyrobów,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
−
sprawdzenie wielkości poszczególnych elementów składowych i ich układu w wyrobie
gotowym,
−
sprawdzenie gęstości i sprężystości okrywy włosowej,
−
sprawdzenie wysokości okrywy włosowej,
−
sprawdzenie siły osadzenia włosa w tkance skórnej,
−
sprawdzenie wytrzymałości tkanki skórnej na rozciąganie,
−
sprawdzenie odporności wybarwień okrywy włosowej na tarcie suche i mokre,
−
sprawdzenie odporności wybarwień tkanki skórnej na tarcie mokre i suche (w welurach),
−
sprawdzenie prawidłowości strzyżenia okrywy włosowej,
−
sprawdzenie sztywności skóry.
Stanowisko pracy kontrolera jakości wyrobów gotowych powinno być umiejscowione
w widnym pomieszczeniu o naturalnym oświetleniu, z oknami skierowanymi na północ,
chociaż dopuszcza się też oświetlenie sztuczne o natężeniu 20÷30 luksów, zbliżone do
światła naturalnego. Stanowisko powinno być wyposażone w komplet manekinów
o rozmiarach wynikających z kontraktowanych przez handel futer, stół zwykły i wahadłowy,
taśma centymetrowa, grzebień, przybory do znaczenia i pisania (szpilki, kredki itp.), normy
przedmiotowe, PN i dokumentacje techniczne. Ponadto w razie potrzeby kontrola jakości
dokonuje porównania (dodatkowo) wyrobów gotowych z zatwierdzonym wzorem (wzór futra
przez okres produkowania konfekcji oraz po jej zaniechaniu, jeszcze przez 2 lata powinien
pozostawać do dyspozycji kontroli jakości).
Oględziny zewnętrzne polegają na sprawdzeniu zgodności z wymaganiami dotyczącymi
skór futerkowych użytych do wykonania ocenionego wyrobu, wszelkich dodatków,
prawidłowości ich doboru, zestawienia i wykończenia. Sprawdzenie to wykonuje się okiem
nieuzbrojonym po uprzednim położeniu wyrobu na stole lub jego włożeniu na manekin.
Oględziny zewnętrzne należy przeprowadzić najpierw z bliska, a następnie z odległości
ok. 2m w celu wychwycenia wszelkich niewłaściwości w doborze skór czy
konfekcjonowaniu. Podczas odbioru jakościowego (klasyfikacji) gotowych wyrobów
futrzarskich przeprowadza się podstawowe badania, które obejmują:
−
sprawdzenie wielkości wyrobu i jego układania się,
−
oględziny zewnętrzne, pod względem doboru kolorystycznego skór,
−
sprawdzenie symetryczności kroju i rozmieszczenia skór,
−
sprawdzenie gęstości i sprężystości okrywy włosowej oraz jej prawidłowej wysokości,
−
sprawdzenie wysokości i równości strzyżenia (w skórkach strzyżonych),
−
sprawdzenie siły osadzenia włosa w tkance skórnej,
−
sprawdzenie elastyczności i wytrzymałości tkanki skórnej na rozciąganie i rozerwanie,
−
sprawdzenie trwałości wybarwienia okrywy włosowej na tarcie suche i mokre,
a w wyrobach welurowych dodatkowo sprawdzenie trwałości wybarwień rzemienia od
strony mizdry.
Powyższe badania wykonuje się zgodnie z wymogami i wskazaniami norm i warunkami
technicznymi zawartymi w dokumentacjach technicznych oraz w instrukcjach, które
dokładnie precyzują dokonanie badań i czynności kontrolnych. Kontroler jakości musi umieć
dokonać tych czynności w celu wydania trafnej oceny co do jakości gotowego wyrobu.
Jest to zadanie odpowiedzialne i trudne, z tego też powodu do kontroli jakości powinno
się wybierać dobrych fachowców, na ogół spośród pracowników posiadających długoletnie
doświadczenie.
Sprawdzenie wielkości wyrobu dokonuje się przez pomiary i porównanie zgodności
z danymi
zawartymi
w
tabelach
rozmiarowzrostów
i
wymaganiami
podanymi
w odpowiednich
normach
przedmiotowych.
Podobnie
sprawdza
się
wielkości
poszczególnych elementów składowych wyrobu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Wymiary futer, kurtek, kożuchów, wiatrówek lub wdzianek ustala się wymiarami
zasadniczymi w cm, wyrażonymi liczbowo dla wzrostu i dla obwodu klatki piersiowej
użytkownika oraz długości wyrobu.
W szczegółowych wymaganiach dla poszczególnych wyrobów dopuszczalne jest
podawanie wymiarów podlegających sprawdzeniu.
Gotowy wyrób wymiarujemy z dokładnością do 0,5cm. Sposób wymiarowania odzieży
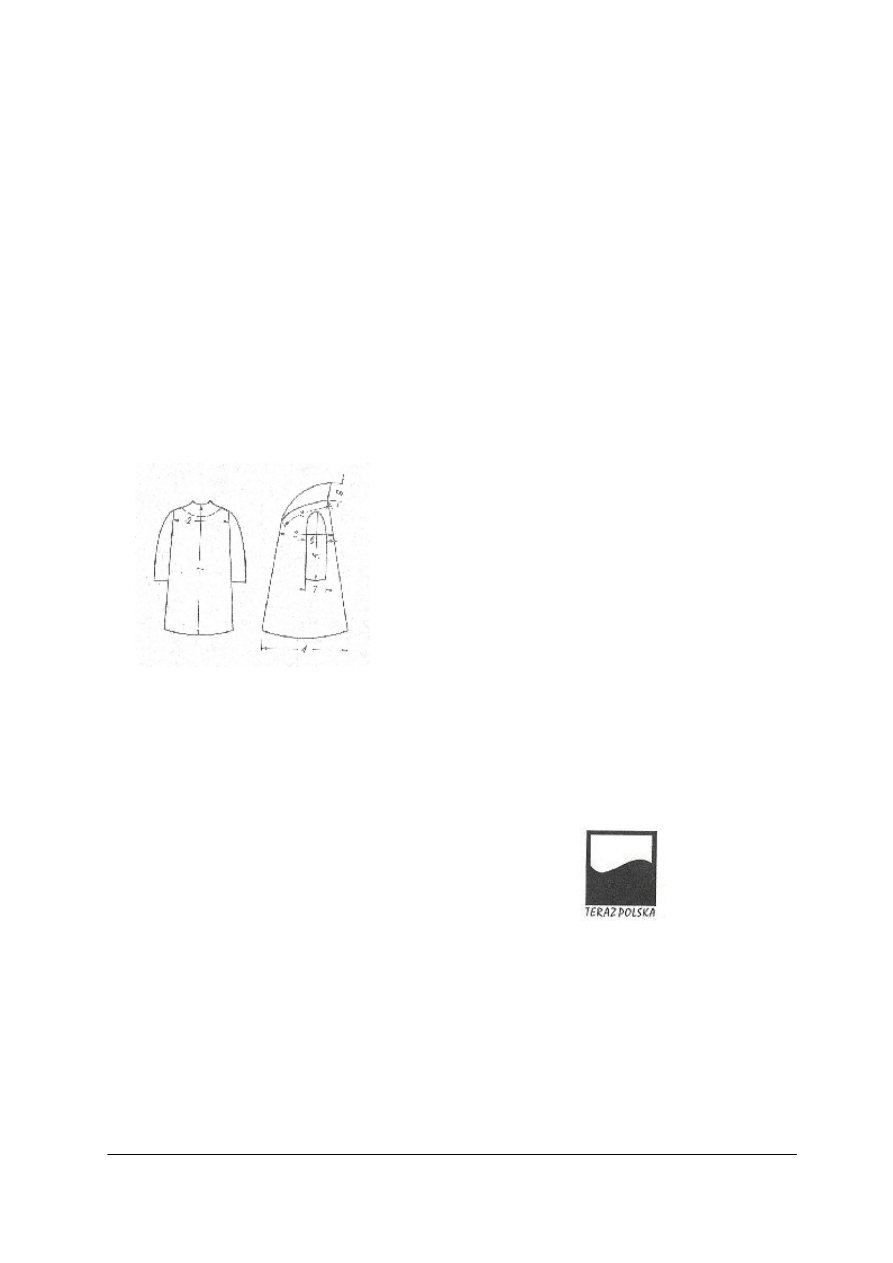
futrzanej podany jest na rys. 2 – wymiarowanie futra i na rys. 3 – wymiarowanie kożucha.
Linie ze strzałkami oznaczają miejsce i kierunek wymiarowania, a cyfry i cyfry z literami –
konkretne wymiary, które są wyszczególnione w tabelach gotowego wyrobu. Tabele
gotowego wyrobu są niezbędne do oceny wyrobu w końcowej fazie produkcji. Opracowuje
się je na podstawie pierwowzoru wyrobu.
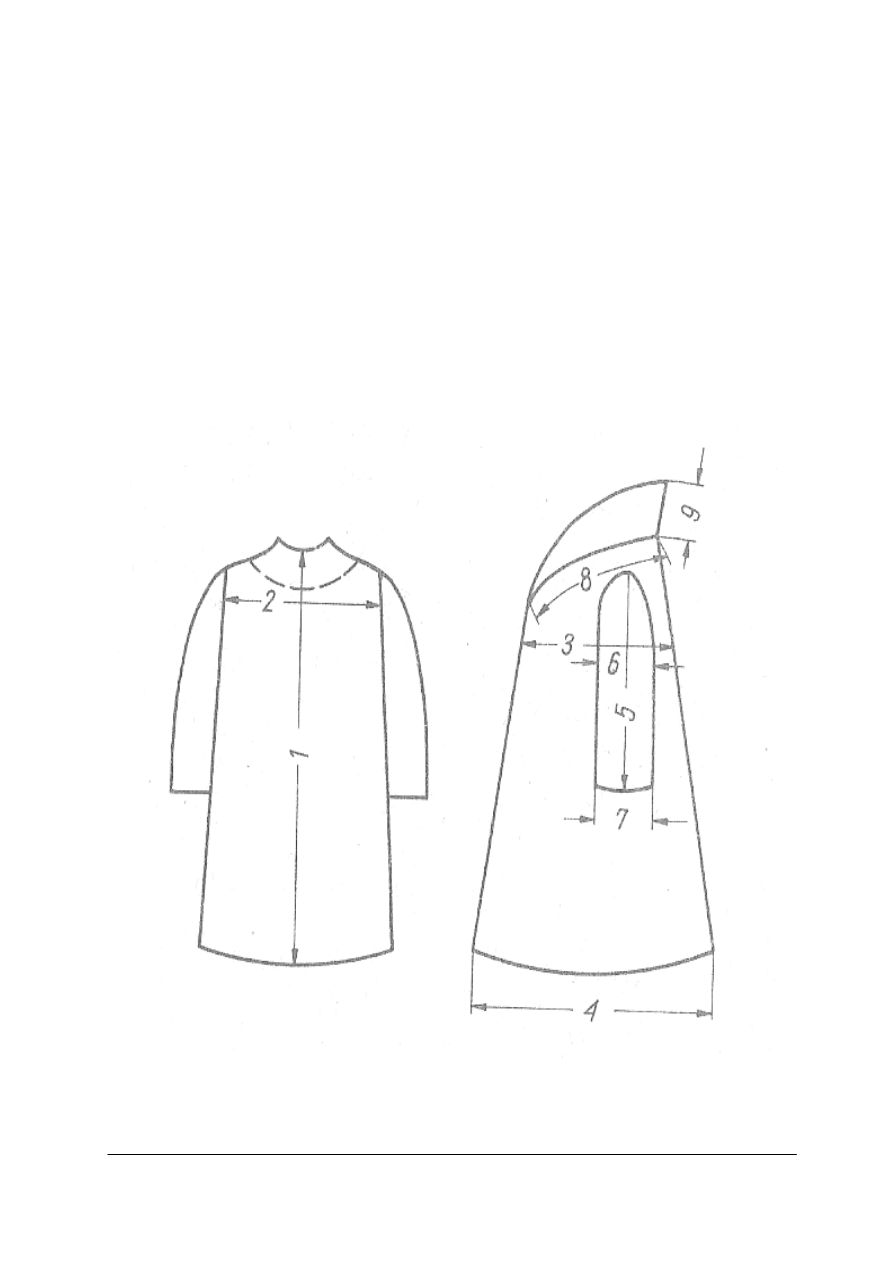
Miejsce i sposób pomiaru
Długość tyłu (1) należy mierzyć od wszycia kołnierza do dolnej krawędzi.
Szerokość pleców (2) należy mierzyć na wysokości szwów barkowych.
Długość przodu należy mierzyć od szwu barkowego przy kołnierzu do dolnej krawędzi.
Rys. 2. Wymiary futra: 1 – długość futra, 2 – szerokość pleców, 3 – obwód futra, 4 – szerokość u dołu,
5 –długość rękawa, 6 – szerokość rękawa, 7 – szerokość rękawa u dołu, 8 – długość kołnierza, 9 – szerokość
kołnierza [2, s. 381]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Obwód wyrobu (3) należy mierzyć pod pachą od krawędzi lewego do krawędzi prawego
przodu.
Obwód u dołu (4) należy mierzyć wzdłuż dolnego brzegu krawędzi lewego do krawędzi
prawego przodu.
Długość rękawa (5) należy mierzyć wzdłuż rękawa od wszycia kulki do dolnej krawędzi,
w rękawach reglanowych zaś – od wszycia kołnierza do dolnej krawędzi.
Szerokość rękawa (6) należy mierzyć pod pachą i u dołu (7); określając połowę wymiaru.
Inne wymiary, jak: rodzaj zapięć, liczba i odległość zapięć od krawędzi przodu, odległość
pomiędzy zapięciami, należy mierzyć zgodnie ze szczegółowymi wymaganiami technicznymi
dla wzoru.
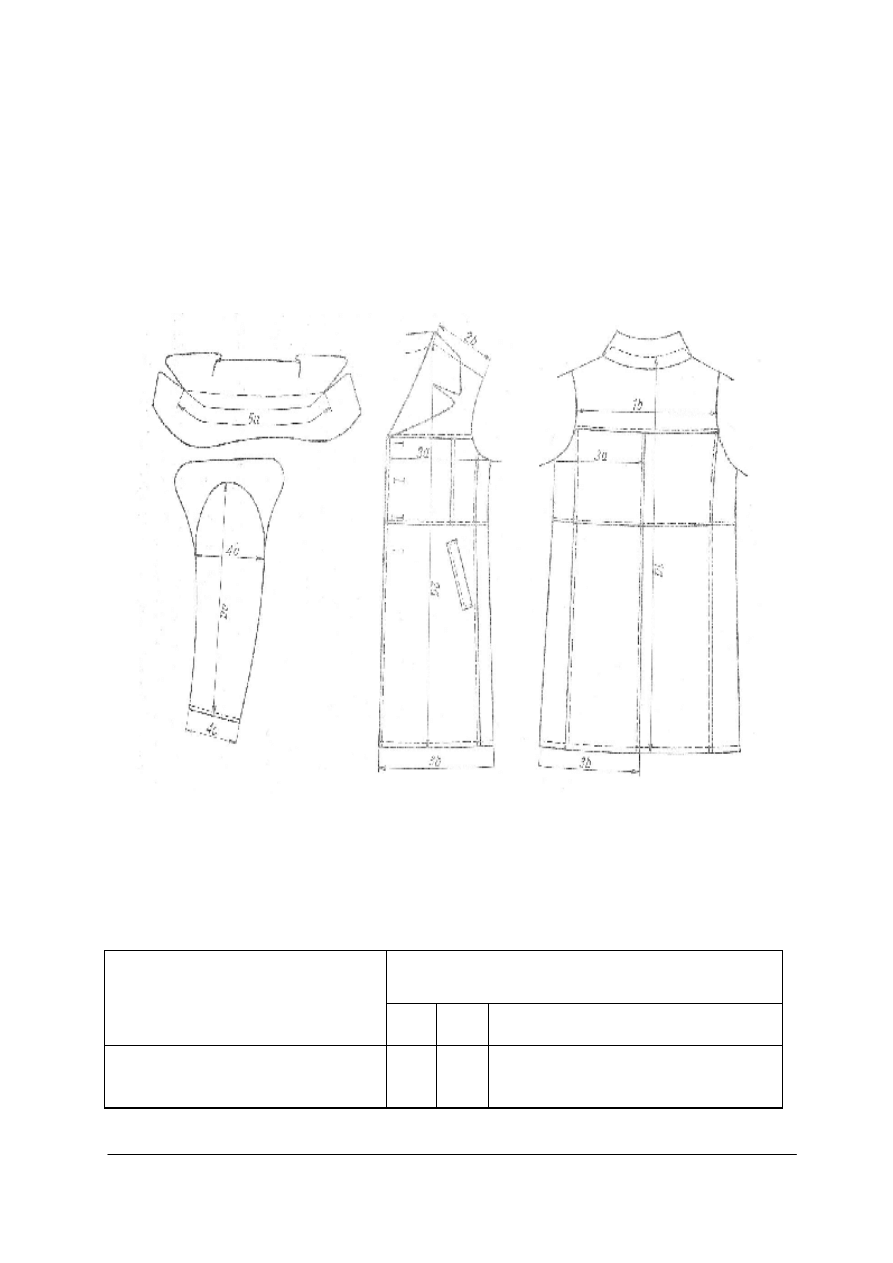
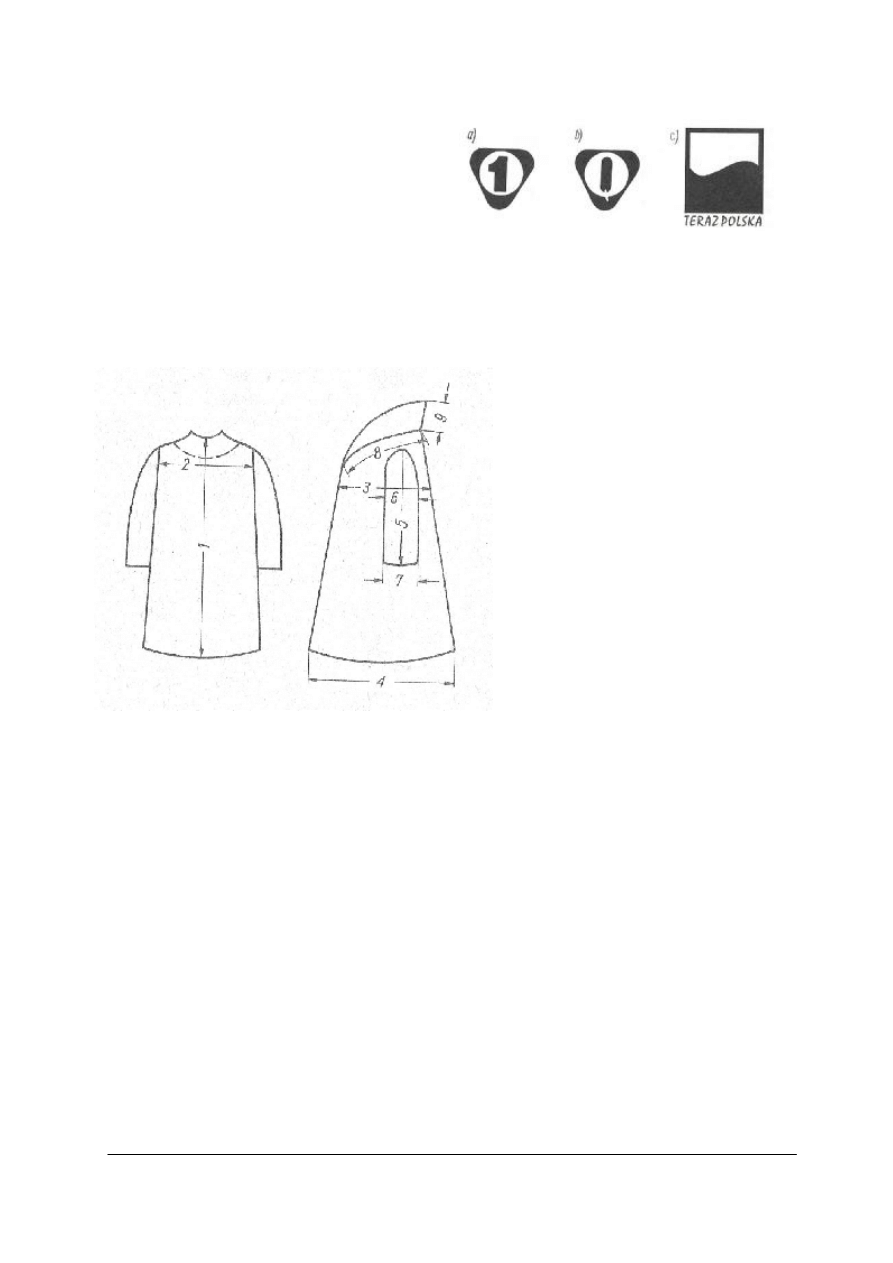
Rys. 3. Wymiarowanie kożucha [1, s. 278]
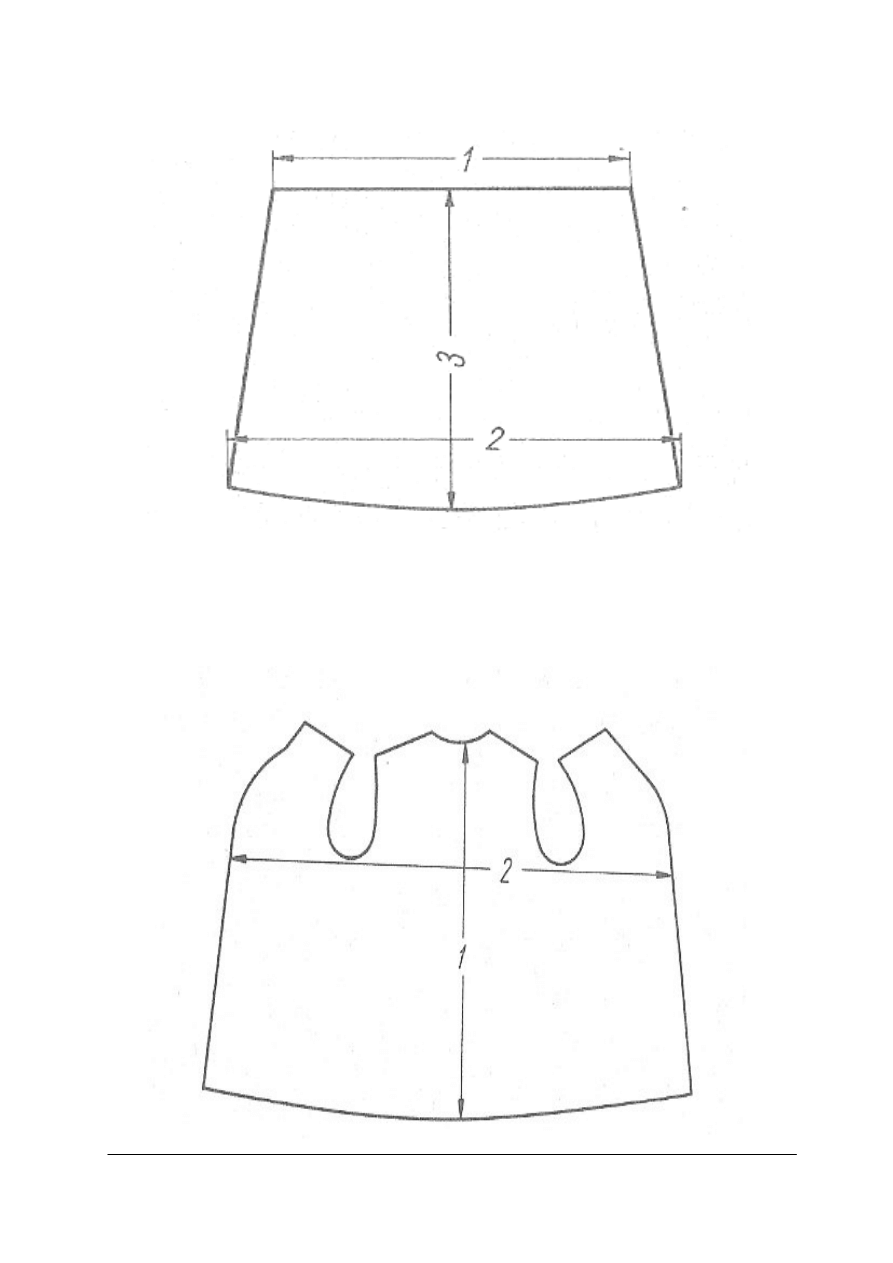
Wielkość błamów ustala się wymiarami wyrażonymi liczbowo dla długości i szerokości
wyrobu w cm. Kształt błamu i miejsca pomiaru pokazano na rys.4. Wielkości błamów
zestawiono w tabeli 2.
Tabela 2. Wymiary produkowanych błamów [2, s. 394]
Nazwa wyrobu
Wymiary określające wielkość wyrobu w cm
1
2
3
Błamy męskie i damskie
Błamy chłopięce i dziecięce
130
100
150
120
105, 110, 115
85
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Rys. 4. Wymiary błamu: 1 – szerokość u góry, 2 - szerokość u dołu, 3 – długość błamu [2, s 382]
Wielkość podpinek ustala się wymiarami wyrażonymi liczbowo dla długości wyrobu
i obwodu klatki piersiowej użytkownika w centymetrach. Kształt podpinek i miejsca
pomiarów podano na rys. 5.
Rys. 5. Wymiary podpinki 1 - długość, 2 - obwód w klatce piersiowej [2, s. 383]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Wielkość kombinezonów i śpiworów oznacza się liczbowo w cm dla wzrostu oraz
obwodu w pasie i klatki piersiowej użytkownika. Wielkości uzgadnia się pomiędzy
producentem i odbiorcą.
Wielkość kołnierzy ustala się wymiarami wyrażonymi liczbowo w cm dla połowy
długości kołnierza, mierzonej po zewnętrznej krawędzi oraz dla jego szerokości mierzonej
pośrodku kołnierza. Dodatkowo podaje się wielkość powierzchni kołnierza w dm
2
. Kształt
kołnierza powinien być uzgodniony pomiędzy dostawcą a odbiorcą.
Wielkość szala mierzy się w cm długości szala wzdłuż osi oraz szerokości w połowie.
Wielkość określa się umownie symbolem przyjętym dla określonego wzoru wyrobu.
Wielkość szali ustala się wg porozumienia pomiędzy producentem a odbiorcą.
Wielkość etoli i pelerynek określa się w cm ich długości, mierzonej od środka wszycia
kołnierza do dolnej krawędzi wzdłuż linii pokrywającej się ze środkiem pleców oraz długość
obwodu krawędzi dolnej.
Wielkość czapek, beretów, pilotek i kapeluszy określa się przez pomiar długości
wewnętrznego obwodu w cm (pokrywającego się z obwodem głowy), który przyjmuje się
jako numer wielkości nakrycia głowy.
Oznaczenie wielkości różnych obszyć polega na podaniu symboli umownych, zależnych
od powierzchni wyrobu.
We wszystkich wymiarach wyrobów futrzarskich, z wyjątkiem rękawic, dopuszcza się
odchyłki ± 2%.
Sprawdzenie gęstości i sprężystości okrywy włosowej wykonuje się przez kilkakrotne
przeciąganie dłonią po okrywie włosowej pod włos, w różnych miejscach, na długości ok.
30cm. Wyrób w tym czasie powinien być wyprostowany i ułożony na twardym podłożu.
Gęstość i sprężystość okrywy włosowej uważa się za odpowiednią, jeżeli w czasie badania
okrywy włos odchyla się równo bez skoków i widocznych rozrzedzeń oraz bez pozostawiania
śladów schodkowania. Im szybciej włos powraca do pierwotnego położenia, tym lepsza jest
sprężystość okrywy włosowej. W czasie tego badania sprawdza się, czy nie występują
sfilcowania, skłębienia, brak włosów, wychwyty, łamliwość włosa i zanieczyszczenia
w okrywie włosowej. Przy wyrobach ze skór epilowanych sprawdza się dokładność
epilowania, czy w okrywie nie pozostają strzyże i nieusunięte włosy ościste. Przy wyrobach
o włosie krótkim i ostrym (cielak, źrebak, karakuł) należy dokonać oględzin kształtu włosa
i wyglądu okrywy włosowej. Włos powinien być sprężysty, jedwabisty, a loki powinny być
dobrze zawinięte.
Sprawdzenie wysokości okrywy włosowej wykonuje się przez pomiar długości włosów
przymiarem liniowym z podziałką milimetrową, z dokładnością do ± 1 mm, mierząc od
miejsca wyrastania włosów do ich końców i porównując z wymaganą wysokością podaną
w odpowiednich normach przedmiotowych na poszczególne wyroby futrzarskie.
Sprawdzenie siły osadzenia włosa w tkance skórnej wykonuje się przez próbę
podniesienia wyrobu za uchwycony pęczek włosów z powierzchni ok. 1cm
2
. Przy
sprawdzaniu wyrobów o bardzo małym ciężarze (nakrycia głowy, szale, kołnierze, rękawice)
norma dopuszcza próbę lekkiego dwukrotnego pociągnięcia za uchwycony pęczek włosów.
Jeżeli większość włosów z uchwyconego pęczka oddziela się od tkanki skórnej pod ciężarem
wyrobu lub przy pociągnięciu pęczka włosów, uznaje się, że wyrób nie ma wymaganej siły
osadzenia włosa. W przypadku oddzielania się uchwyconego pęczka włosów wraz z licem
skóry, uznaje się, że wyrób nie ma wymaganej minimalnej wytrzymałości tkanki skórnej na
rozciąganie. W takim przypadku zleca się wykonanie badania przez specjalistyczne
laboratorium.
Sprawdzenie odporności wybarwień okrywy włosowej na tarcie na sucho i mokro polega
na pocieraniu okrywy włosowej białą bawełnianą szmatką lub tamponem waty, tam
i z powrotem 10
−
krotnie na długości 10cm lekko przy tym dociskając. W przypadku

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
nietrwałości tampon lub tkanina zabarwiają się. W przypadku badania na mokro, tkaninę lub
tampon waty należy zamoczyć w wodzie, nadmiar wycisnąć i pocierać 10
−
krotnie jak
poprzednio.
Sprawdzenie prawidłowości strzyżenia okrywy włosowej do określonej wysokości należy
wykonać wzrokowo przez przyłożenie płaszczyzny okrywy włosowej do wysokości oczu
i wzdłuż linii patrzenia. Widoczne nierówności na powierzchni okrywy włosowej wyrobu
uważa się za nieprawidłowe ostrzyżenie okrywy włosowej.
Sprawdzenie sztywności (blachowatości) skóry w wyrobach dokonuje się „chwytem przez
próbę zginania skóry na pół w różnych jej miejscach i naciskiem palcami w miejscach zgięć
oraz wyczuwanie stawianego oporu przy zginaniu skóry. Wyczuwanie dużego stawianego
oporu skóry przy „chwycie”, normalnie nie występującego przy skórach miękkich, oraz
stwierdzenie szeleszczenia skóry przy zginaniu należy przyjąć za blachowatość skóry.
W przypadku
stwierdzenia
pękania
skóry
przy
zginaniu,
należy
taki
wyrób
zdyskwalifikować.
Podstawy klasyfikacji jakościowej
Według nowo wprowadzonych norm przedmiotowych, dotyczących klasyfikacji
jakościowej odzieży futrzanej, wszystkie gotowe wyroby futrzarskie dzieli się na zgodne
z wymaganiami norm lub poza wyborem. Zlikwidowano więc obowiązujący do tej pory
system klasyfikacji wyrobów gotowych na dwa lub trzy gatunki, zależnie od rodzaju, ilości
i wielkości wad i uszkodzeń. Jest to uproszczenie problemu i złagodzenie wymogów w tym
zakresie.
Tak więc, według tych norm podstawowe wyroby gotowe futrzarskie dzieli się na odzież
futrzaną z okrywą włosową:
−
na zewnątrz,
−
do wewnątrz, niekrytą innymi materiałami.
Za wyrób zgodny z wymaganiami normy uznawany jest ten, w którym podczas
klasyfikacji jakościowej nie stwierdzono ani jednej wady materiałowej czy błędu wykonania.
Wszelkie wady materiałowe i błędy wykonania podzielono na:
−
wady okrywy włosowej,
−
wady tkanki skórnej i strony zewnętrznej skór,
−
błędy wykonania.
Do podstawowych, niedopuszczalnych wad materiałowych okrywy włosowej należą:
−
łamliwość włosów z wyjątkiem skór króliczych,
−
łysiny i molowatość na klapach i kołnierzu, a w pozostałych częściach wyrobu wyraźnie
widoczne,
−
nierównomierne epilowanie wyraźnie widoczne,
−
nierównomierne strzyżenie wyraźnie widoczne,
−
nierównomierność barwy wyraźnie widoczna, niezamierzona,
−
nietrwałość osadzenia włosów,
−
nietrwałość wybarwienia na tarcie na sucho i mokro,
−
niewyraźny druk wyraźnie widoczny,
−
plamy i zacieki wyraźnie widoczne,
−
różnice w charakterze włosa między elementami tego samego wyrobu wyraźnie
widoczne, z wyjątkiem wyrobów ze skór karakułów i karakułopodobnych,
−
ślady reperacji wyraźnie widoczne,
−
zatłuszczenie okrywy włosowej.
Do podstawowych, niedopuszczalnych wad tkanki skórnej i strony zewnętrznej skór
(z podziałem na welury, weluropodobne i ze sztucznym licem) przy odzieży z okrywą
włosową do wewnątrz należą:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
−
dwojenie się tkanki skórnej – warstwy licowej od warstwy siatkowej,
−
dziury,
−
kruchość sztucznego lica,
−
lepkość sztucznego lica, okrywy włosowej wyraźnie widoczna w porównaniu z wzorem,
−
sfilcowanie wyraźnie widoczne,
−
nierównomierność barwy wyraźnie widoczna, nie zamierzona,
−
nieprawidłowe natłuszczenie,
−
nierównomierny połysk, sztucznego lica, wyraźnie widoczny,
−
nietrwałość apretury lub barwy,
−
odstawanie sztucznego lica,
−
pękanie sztucznego lica,
−
plamy i naloty nieusuwalne,
−
skupione miejscowe zrogowacenia i blizny (ślady pochorobowe), powodujące punktowe
zmiany barwy,
−
sztywność elementów lub całego wyrobu wyraźnie wyczuwalna,
−
wysokie włókno welurów nie zamierzone, poza miejscami niewidocznymi
w użytkowaniu wyrobu,
−
zacięcia lub wychwyty do ¼ grubości tkanki poza miejscami niewidocznymi
w normalnym użytkowaniu wyrobu,
−
żebrowatość wyraźnie widoczna.
Do podstawowych, niedopuszczalnych błędów wykonania należą:
−
nieprawidłowe zszycie elementów lub ściągnięcie szyciem powodujące deformację lub
obniżające estetykę wyrobu,
−
niestaranne wykończenie dziurek i zapięć, obniżające estetykę,
−
niezgodne z wzorem rozmieszczenie guzików, zapięć i ozdób, uniemożliwiające
normalne użytkowanie wyrobu,
−
podklejenia i inne reperacje od strony okrywy włosowej na łącznej powierzchni ponad
5 cm
2
w miejscach widocznych,
−
przerwy i niedoszycia powyżej 3 ściegów w jednym miejscu,
−
różnice grubości i elastyczności tkanki skórnej poszczególnych elementów wyrobu,
wyraźnie wyczuwalne,
−
różnice odcienia koloru między elementami wyraźnie widoczne,
−
skrzywienie linii szycia wyraźnie widoczne,
−
skrzywienie krawędzi przodu linii dołu wyraźnie widoczne.
Rodzaje błędów, które powstają podczas konfekcjonowania wyrobów futrzarskich oraz
sposoby ich usuwania, zostały omówione w jednostce modułowej Z2.06.
W przypadku gdy oceniany wyrób ma wady lub błędy wykonania nie wymienione w normie,
a obniżające cechy użytkowe albo estetykę, o zakwalifikowaniu wyrobu, decyduje producent
w porozumieniu z odbiorcą.
Tryb i forma zgłaszania i postępowania reklamacyjnego
Tryb i formę zgłaszania oraz załatwiania reklamacji dotyczących jakości wyrobów
określają odpowiednie akty normatywne (przepisy) wydawane przez centralne władze
państwowe. Podstawowymi dokumentami są: Kodeks Cywilny i Ogólne Warunki Umów
Sprzedaży.
Aparat kontroli jakości w przedsiębiorstwie odzieżowym jest obowiązany przeprowadzić
postępowanie reklamacyjne w dwóch przeciwstawnych przypadkach: kiedy przedsiębiorstwo
występuje w roli dostawcy wyrobów oraz kiedy przedsiębiorstwo jest odbiorcą i reklamuje
jakość dostarczonych mu materiałów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Odbiorca ma prawo reklamowania towaru, jeżeli jego jakość jest niższa niż jakość
deklarowana przez dostawcę. Reklamację sporządza się na odpowiednim druku, na którym
wyszczególnia się między innymi liczbę reklamowanych materiałów oraz powód zgłoszonej
reklamacji.
Po otrzymaniu reklamacji obowiązkiem dostawcy jest ustosunkować się w terminie 2–
tygodniowym do żądań odbiorcy. W tym celu dostawca wysyła swego przedstawiciela, aby
stwierdził faktyczny stan towaru reklamowanego i na tej podstawie zdecydował, czy
reklamacje uznać, czy nie. W każdym z tych dwóch przypadków upoważnieni
przedstawiciele dostawcy i odbiorcy spisują specjalny protokół. Jeżeli przedstawiciel
dostawcy uznaje żądania zgłoszone przez odbiorcę, dotyczące np. przeklasyfikowania
wyrobów odzieżowych i tkanin do niższych gatunków, albo wymiany towaru wadliwego na
towar bez wad, to wówczas, po spisaniu protokołu, postępowanie reklamacyjne uznaje się za
zakończone w tym zakresie, jaki dotyczy obowiązków kontroli jakości. Pozostają tylko
czynności techniczne związane z wyliczeniem wartości obniżki ceny towaru, kar wadialnych,
kara wadialna jest to kwota, którą dostawca jest obowiązany zapłacić odbiorcy z tytułu
dostawy towaru z wadami, a jej wysokość jest ustalona procentowo w odpowiednich
przepisach w stosunku do wartości reklamowanego towaru).
Jeżeli strony nie mogą dojść do porozumienia, przedstawiciele ich muszą podać
i uzasadnić w protokole swoje stanowisko. W przypadku, gdy odbiorca chce nadal dochodzić
swoich praw, oddaje sprawę do zbadania przez rzeczoznawcę, który wydaje orzeczenie
w spornej kwestii i przesyła do zainteresowanych stron. Od wydanego orzeczenia przysługuje
jeszcze dostawcy prawo odwołania się do komisji rzeczoznawców.
Komisje rzeczoznawców branży odzieżowej i włókienniczej mają swoją siedzibę w Łodzi. Są
one najwyższą instancją do rozstrzygania sporów dotyczących jakości dostaw wyrobów
włókienniczych i odzieżowych.
Instytucje działające na rzecz kontroli jakości produkcji
Koordynatorem prac związanych z podwyższeniem poziomu jakości produkcji w skali
kraju jest Polski Komitet Normalizacyjny. Przeprowadza on badania i kontrolę jakości
wyrobów w sposób kompleksowy, tzn. najpierw bada jakość surowca, z którego został
wyprodukowany, a następnie technologię jego obróbki. W przypadku przemysłu
odzieżowego kompleksowe badania i kontrola jakości wyrobów obejmuje: badanie jakości
tkanin i dodatków krawieckich użytych do wyrobu odzieżowego oraz odpowiedni ich dobór
pod względem kolorystycznym, funkcjonalnym itp. oraz sposób konfekcjonowania, który
powinien być zgodny z obowiązującymi normami.
Jakość produkcji bada Biuro Znaku Jakości, które ma uprawnienia do oznaczania wyrobów
znakiem najwyższej jakości. Znak jakości otrzymuje wyrób wówczas, gdy przeprowadzone
badania wykażą, iż spełnia on warunki użytkowe określone normami przedmiotowymi.
Jakość wyrobów można porównywać w skali kraju lub w skali międzynarodowej. Dlatego
mamy krajowe i międzynarodowe znaki najwyższej jakości (rys. 7).
Rys. 6. Polskie znaki jakości: a) znak dla wyrobów o wysokim poziomie jakości, b) znak dla wyrobów
reprezentujących najwyższy poziom jakości, c) znak nadawany w konkursie promocyjnym
polskich towarów [4, s. 168]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Instytucją o zasięgu ogólnokrajowym, która również zajmuje się kontrolą jakości
wyrobów, jest Państwowa Inspekcja Handlowa. Kontroluje ona jakość wyrobów
i prawidłowość ustalonych na te wyroby cen. Głównym zadaniem działalności PIH jest
ochrona konsumenta przed nabywaniem towarów niższej jakości niż jest deklarowana przez
producentów.
Jakość produkcji jest nadzorowana i kontrolowana w trybie administracyjnym przez jednostki
nadrzędne przedsiębiorstw przemysłowych, takie jak ministerstwa.
Zarządzanie przez jakość − normy ISO 9000
W końcu lat siedemdziesiątych zrodziła się potrzeba uporządkowania w skali
międzynarodowej norm dotyczących zapewnienia jakości. W latach 1978 i 1979 wydane
zostały pierwsze normy państwowe: kanadyjska i brytyjska dotyczące zapewnienia jakości.
W 1979 r. na wniosek strony niemieckiej powołany został Komitet Techniczny ISO/TC 179
Zapewnienie jakości. W wyniku prac tego komitetu, w 1986 r. ustanowiona została norma
terminologiczna ISO 8402, a następnie w 1987 r. seria norm ISO 9000 dotycząca systemów
zapewnienia jakości.
Normy ISO serii 9000 wraz z normą terminologiczną ISO 8402 opracowane zostały
w celu harmonizacji wymagań odnośnie do systemów jakości w skali międzynarodowej
i certyfikacji prowadzonych przez jednostki niezależne, tzw. strony trzecie. Normy te były
przewidziane przede wszystkim do wykorzystania w kontraktach zawieranych pomiędzy
dostawcami i odbiorcami.
System zapewnienia jakości według norm ISO serii 9000 określa podział
odpowiedzialności osób i ich kompetencji w realizacji priorytetów wyrażonych w polityce
jakości. Bierze on pod uwagę wszystkie fazy tworzenia wyrobu lub usługi od marketingu
i zawierania kontraktów, poprzez projektowanie i sterowanie produkcją aż do serwisu
i dyspozycji po okresie użytkowania wyrobu. Wymaga przy tym dokumentowania istotnych
procedur postępowania i rejestracji wszystkich istotnych wyników kontroli, przeglądów
i ocen. System ten stwarza zrozumiałą dla obu stron płaszczyznę współpracy z dostawcami
i klientami zewnętrznymi.
Normy ISO serii 9000, w krótkim okresie po ich ustanowieniu, zostały przyjęte jako normy
państwowe w ponad 50 państwach, w tym w krajach europejskich jako normy serii
EN 29000.
W marcu 1993 r. Polski Komitet Normalizacji Miar i Jakości (od 1994 r. – Polski
Komitet Normalizacyjny) ustanowił normę PN – EN 29000 (ISO 9000) i normy pozostałe
z tej serii [84] jako normy obowiązujące od 1 X 1993 r. Są to tłumaczenia norm serii EN
29000 i mają taki sam status, jak wersje oficjalne.
W 1994 r. nastąpiła zmiana numeracji norm w UE: Norma EN 29000 otrzymała numer
EN
−
ISO 9000 itp. Taka numeracja utrzymuje się dotychczas. Polskie Normy tej serii mają
numery PN ISO 9000 itp.
4.2.2 Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są wymagania ogólne klasyfikacji jakościowej wyrobów futrzarskich?
2. Jakie kwalifikacje powinien posiadać kontroler jakości?
3. Jak powinno być zorganizowane stanowisko kontrolera jakości?
4. Jak według norm dzieli się gotowe wyroby futrzarskie?
5. Jak dzieli się błędy występujące w wyborach?
6. Jak należy przeprowadzić oględziny zewnętrzne wyrobu?
7. Jak wymiaruje się gotowy wyrób futrzarski?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
8. Jakie są niedopuszczalne wady okrywy włosowej?
9. Jakie są niedopuszczalne wady tkanki skórnej?
10. Jakie są niedopuszczalne błędy wykonania?
11. Jaki jest tryb postępowania reklamacyjnego?
12. Jakie instytucje działają na rzecz kontroli jakości wyrobów gotowych.
4.2.3 Ćwiczenia
Ćwiczenie 1
Zorganizuj stanowisko pracy kontrolera jakości wyrobów gotowych w zakładzie
kuśnierskim.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zaplanować wyposażenie stanowiska kontrolera,
2) zorganizować stanowisko kontrolera jakości,
3) zaprezentować wykonanie ćwiczenia.
Wyposażenie stanowiska pracy:
−
poradnik ucznia,
−
urządzenia do przeprowadzenia kontroli jakości (stół, manekiny),
−
przybory kontrolera jakości (taśma centymetrowa, szpilki, kreda, grzebień),
−
normy przedmiotowe,
−
dokumentacja techniczno – technologiczna,
−
literatura z rozdziału 6.
Ćwiczenie 2
Dokonaj podziału błędów, najczęściej występujących w wyrobach futrzarskich,
w oparciu o materiał nauczania i treści zawarte w jednostce modułowej Z2.06. dotyczące
błędów futrzarskich. Ćwiczenie wykonaj w zeszycie w formie tabeli.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiale nauczania treści dotyczących błędów w wyrobach futrzarskich,
2) dokonać podziału błędów występujących w wyrobach futrzarskich,
3) wypisać w zeszycie błędy wyrobów w tabeli,
4) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
przybory do pisania,
−
zeszyt,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Ćwiczenie 3
Wypisz w zeszycie główne przyczyny powstawania błędów konfekcyjnych w wyrobach
futrzarskich w oparciu o treści zawarte w jednostce modułowej Z2.06.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiale nauczania treści dotyczących błędów w wyrobach futrzarskich,
2) wypisać w zeszycie przyczyny powstawania błędów wyrobach futrzarskich,
3) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
przybory do pisania,
−
zeszyt,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.
Ćwiczenie 4
Wymierz futro damskie w miejscach mających wpływ na pasowanie wyrobu. Porównaj
wymiary z dokumentacją techniczno – technologiczną wyrobu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z dokumentacja techniczno – technologiczną wyrobu,
2) przeprowadzić pomiary futra,
3) porównać otrzymane wyniki z dokumentacją techniczno – technologiczną,
4) zaprezentować wykonanie ćwiczenia.
Wyposażenie stanowiska pracy:
−
poradnik ucznia,
−
dokumentacja techniczno-technologiczna,
−
futro damskie,
−
taśma centymetrowa,
−
literatura z rozdziału 6.
Ćwiczenie 5
Dokonaj oceny jakości wyrobu kuśnierskiego w oparciu o dokumentację techniczno –
technologiczną wyrobu i normy przedmiotowe.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z dokumentacją techniczno – technologiczną,
2) zapoznać się z normami przedmiotowymi,
3) przeprowadzić badania organoleptyczne wyrobu,
4) ocenić jakość skór w wyrobie,
5) ocenić jakość zastosowanych dodatków,
6) ocenić jakość wykonania wyrobu,
7) porównać wyniki przeprowadzonej kontroli z dokumentacja i normami,
8) dokonać oceny jakości wyrobu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Wyposażenie stanowiska pracy:
−
poradnik ucznia,
−
wyroby kuśnierskie,
−
przybory do przeprowadzenia kontroli jakości (taśma centymetrowa, szpilki, grzebień),
−
normy przedmiotowe gotowych wyrobów futrzarskich,
−
dokumentacja techniczno – technologiczna,
−
literatura z rozdziału 6.
4.2.4 Sprawdzian postępów
Czy potrafisz
Tak
Nie
1) określić wymagania ogólne klasyfikacji jakościowej wyrobów
futrzarskich?
2) określić sposób sprawdzania właściwości wyrobów gotowych?
3) podzielić wyroby futrzarskie na grupy asortymentowe?
4) dokonać podziału błędów występujących w wyrobach?
5) przeprowadzić oględziny zewnętrzne gotowego wyrobu
futrzarskiego?
6) zwymiarować gotowy wyrób futrzarski?
7) dokonać podziału błędów występujących w wyrobach?
8) określić niedopuszczalne wady okrywy włosowej?
9) określić niedopuszczalne wady tkanki skórnej?
10) określić niedopuszczalne błędy wykonywania wyrobu?
11) określić tryb i formę postępowania reklamacyjnego?
12) wymienić instytucje działające na rzecz kontroli jakości?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu masz 45 minut.
Powodzenia!
Materiały dla ucznia:
−
instrukcja,
−
zestaw zadań testowych,
−
karta odpowiedzi.
ZESTAW ZADAŃ TESTOWYCH
1. Jakość wyrobu to
a) właściwości fizykochemiczne wyrobu i wartość użytkowa.
b) właściwości i cena wyrobu.
c) właściwości materiałów i cena wyrobu.
d) cena materiałów i cena wyrobu.
2. Zadania kontroli jakości dotyczą kontroli
a) surowca , półfabrykatów, wyrobów gotowych.
b) materiałów, maszyn, urządzeń.
c) materiałów, maszyn, wyrobów gotowych.
d) maszyn, stanowisk pracy, urządzeń.
3. Kontrolę międzyoperacyjną przeprowadza się
a) na początku cyklu produkcyjnego.
b) na końcu cyklu produkcyjnego.
c) w trakcie cyklu produkcyjnego: po dobraniu, po szyciu, po obrównaniu.
d) tylko po dobraniu.
4. Kontrola międzyoperacyjna jest przeprowadzona przez
a) pracownika dobieralni.
b) brakarza.
c) kierownika.
d) szwacza.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
5. Stanowisko pracy kontrolera powinno być usytuowane w pomieszczeniu
a) o dobrymi oświetleniu z oknami na północ.
b) z oknami na południe.
c) z oknami przyciemnionymi.
d) słabo oświetlonym.
6. Kontrolę jakości przeprowadza się w oparciu o
a) dokumentację techniczną i normy zużycia.
b) dokumentację techniczno – technologiczną i normy przedmiotowe.
c) doświadczenie kontrolera.
d) projekt plastyczny wyrobu.
7. Komplet manekinów należy do wyposażenia stanowiska pracy
a) krojczego.
b) dobieracza.
c) kontrolera jakości.
d) szwaczki.
8. Sprawdzenie pod względem jakościowym każdej sztuki odzieży futrzanej to kontrola
a) pełna.
b) wyrywkowa.
c) międzyoperacyjna.
d) samokontrola.
9. Kontrola wyrywkowa w zakładzie kuśnierskim dotyczy kontroli
a) wyrobów gotowych.
b) dodatków kuśnierskich.
c) półfabrykatów.
d) produkcji w toku.
10. Sprawdzenie wyrobów za pomocą zmysłów to badania
a) organoleptyczne.
b) laboratoryjne.
c) fizyczne.
d) chemiczne.
11. Poprawność układania się wyrobu brakarz sprawdza na
a) manekinie.
b) wieszaku.
c) stole uchylnym.
d) stojaku do wieszania i przewożenia futer.
12. Poprzez przeciąganie dłonią po okrywie włosowej pod włos sprawdza się
a) wysokości włosa.
b) gęstości i sprężystości okrywy włosowej.
c) odporności wybarwienia włosa.
d) siłą osadzenia włosa.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
13. Pękająca tkanka skórna w wyrobie gotowym jest powodem do
a) sklasyfikowania go poza wyborem.
b) oddania wyrobu do naprawy.
c) zdyskwalifikowania wyrobu.
d) zaliczenia wyrobu do niższego gatunku.
14. Przez pocieranie okrywy włosowej białą szmatka na sucho i na mokro sprawdza się
a) odporność wybarwienia włosa.
b) siłę osadzenia włosa.
c) sprężystości włosa.
d) miękkości włosa.
15. Na rysunku cyfrą 1 oznaczono pomiar
a) szerokość pleców.
b) długość pleców.
c) długość tyłu.
d) długość stanu.
16. Przy sprawdzaniu wielkości wyrobów futrzarskich tolerancja pomiarów wynosi
a) 10%.
b) 2%.
c) 5%.
d) 0,5%.
17.Rysunek przedstawia znak nadawany dla wyrobów
a) w konkursie promocyjnym polskich towarów.
b
)
o wysokim poziomie jakości.
c
)
o średnim poziomie jakości.
d
)
o europejskim poziomie jakości.
18.Wady materiałów z których został wykonany wyrób, nazywa się błędami
a) konfekcyjnymi.
b) surowcowymi.
c) wykonania.
d) konstrukcyjnymi.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
19.Rysunek przedstawia znaki
a) jakości.
b) kontroli technicznej.
c) rozpoznawcze brakarza.
d) rozpoznawcze zakładu produkcyjnego.
20. Na rysunku cyfrą 8 oznaczono pomiar
a) długość kołnierza.
b) szerokość kołnierza.
c) obwód kołnierza.
d) obwód futra górą.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
KARTA ODPOWIEDZI
Imię i nazwisko ............................................................................................................................
Ocenianie jakości wyrobów futrzarskich
Zakreśl poprawną odpowiedź
Nr zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
6. LITERATURA
1. Buczyńska L., Burzyński Cz.: Kuśnierstwo 2. WSiP, Warszawa 1986
2. Burzyński Cz., Dzieża R., Suliga A., Duda I.: Kuśnierstwo. WNT, Warszawa 1986
3. Burzyński Cz., Suliga A.: Kuśnierstwo cz.1. WSiP, Warszawa 1986
4. Karpiel Ł., Skrzypek M.: Towaroznawstwo ogólne. Wydawnictwo Akademii
Ekonomicznej, Kraków 2000
5. Kazik R, Krawczyk J: Technologia odzieży. WSiP, Warszawa 1998
Wyszukiwarka
Podobne podstrony:
kusnierz 743[02] z3 02 n
kusnierz 743[02] z3 03 n
kusnierz 743[02] z3 03 u
kusnierz 743[02] z3 04 u
kusnierz 743[02] z3 01 u
kusnierz 743[02] z3 04 n
kusnierz 743[02] z3 02 n
kusnierz 743[02] z3 01 n
kusnierz 743[02] z3 01 u
kusnierz 743[02] z3 02 u
kusnierz 743[02] z3 03 u
kusnierz 743[02] z3 04 n
kusnierz 743[02] z3 04 u
kusnierz 743[02] z3 03 n
kusnierz 743[02] z3 02 n
kusnierz 743[02] o1 01 u
kusnierz 743[02] z2 06 u
kusnierz 743[02] o1 04 n
więcej podobnych podstron