
Metalurgia staliwa i stali
Dr inż. Robert Skoblik
Wydział Mechaniczny
Katedra Technologii Materiałów Maszynowych i
Spawalnictwa

Literatura
1.
Chodkowski S.: „Metalurgia metali nieżelaznych” WGH Katowice 1962
2.
Chudzikiewicz R., Briks W.: Podstawy metalurgii i odlewnictwa. Warszawa: PWN
1977.
3.
Encyclopedie des Sciences Industrielles Quillet – MecaniqueLibrairie Aristide
Quillet Paris 1974Encyklopedia techniki „Metalurgia” Wyd. Śląsk Katowice1985
4.
Kosowski A.: „Zarys odlewnictwa”Wyd. AGH Kraków 1997
5.
Muszyński Z.: „Zarys technologii metali” PWN, Warszawa 1978
6.
Praca zbiorowa. „Podstawowe techniki wytwarzania w przemyśle maszynowym”
WNT Warszawa 1973
7.
Szweycer M., Nadolska D.: Metalurgia i odlewnictwo. Poznań: Wyd. Politechniki
Poznańskiej 2002
9.
Tabor A., Rączka J.S., Kowalski J.S., Kraus E.: „Metalurgia”. Wyd. Pol. Krak.
Kraków 1999
10.
„Świat Wiedzy”
11.
INTERNET

Metalurgia staliwa i stali
• Stal obok żelaza i węgla zawiera zwykle również inne składniki. Do
pożądanych - składniki stopowe - zalicza się głównie metale (chrom,
nikiel, mangan, wolfram, miedź, molibden, tytan). Pierwiastki takie jak
tlen, azot, siarka oraz wtrącenia niemetaliczne, głównie tlenków siarki,
fosforu, zwane są zanieczyszczeniami.
• Stal otrzymuje się z surówki przeróbczej poprzez usuwanie
zanieczyszczeń i nadmiaru takich pierwiastków jak węgiel, krzem,
mangan w procesie świeżenia.
• Wytapianie stali przeprowadza się w piecach martenowskich - stary
proces, konwertorach i piecach elektrycznych.
• W nowoczesnych instalacjach hutniczych dominują piece
konwertorowe, łukowe, próżniowe, pozwalające na uzyskanie
najwyższej jakości stali.
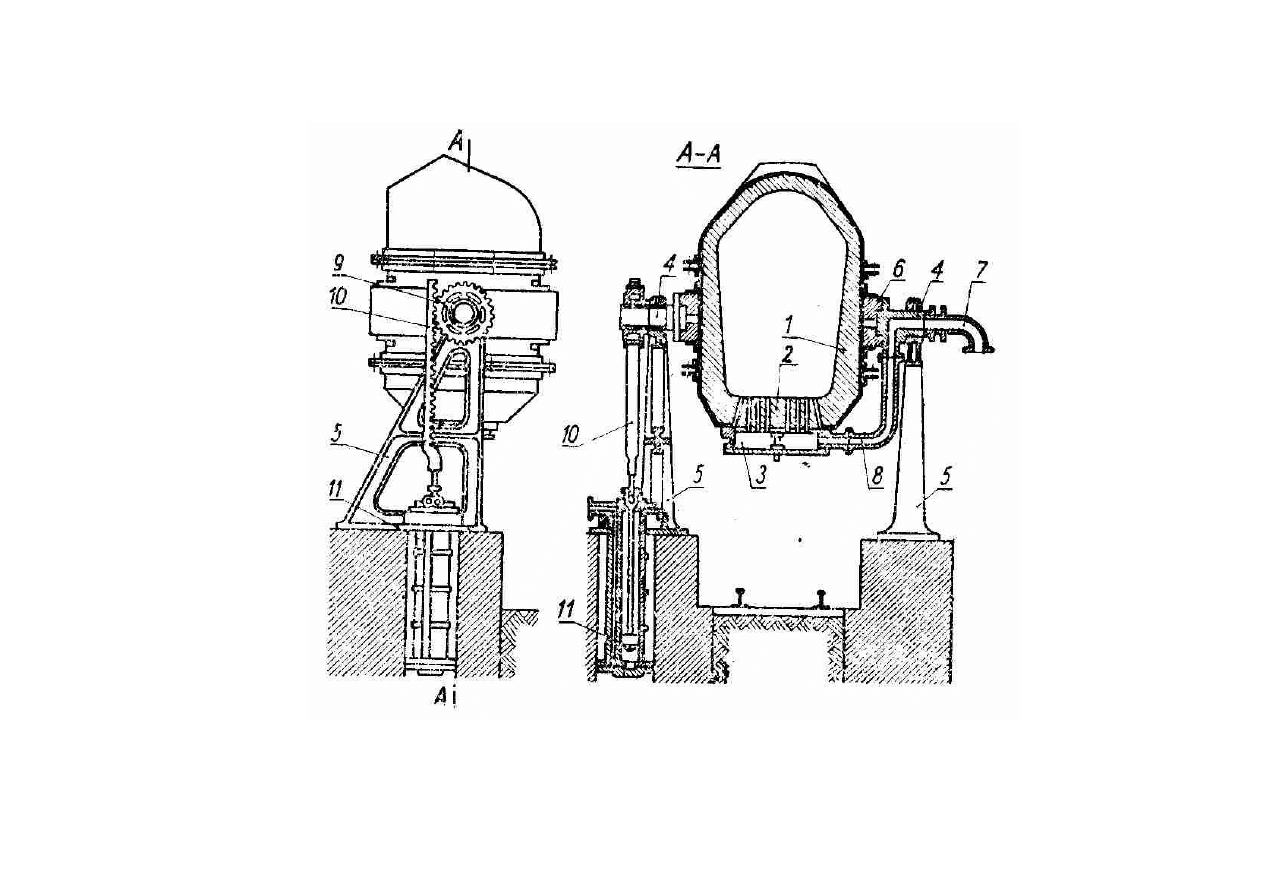
Konwertor Bessemera
Konwertor Bessemera: 1 – wyłożenie pieca, 2 – dennica, 3 – skrzynka dmuchowa, 4 – czopy,
5 – stojaki, 6 – pierścień oporowy, 7, 8 – doprowadzenie dmuchu, 9 – koło zębate, 10 – zębatka,
11 – napęd hydrauliczny [4]
Konwertor Thomasa
[3]

Proces bessemerowski
Proces kwaśny – wyłożenie konwertora kwaśne.
Wsad:
Surówka bessemerowska w stanie płynnym zawierająca 1,25
– 1,75% Si (główne paliwo), 1,0 – 1,5%0 Mn
(zabezpieczające przed nadmiernym utlenianiem żelaza),
Minimalne zawartości siarki i fosforu (max. 0,05% S i max.
0,04 % P.

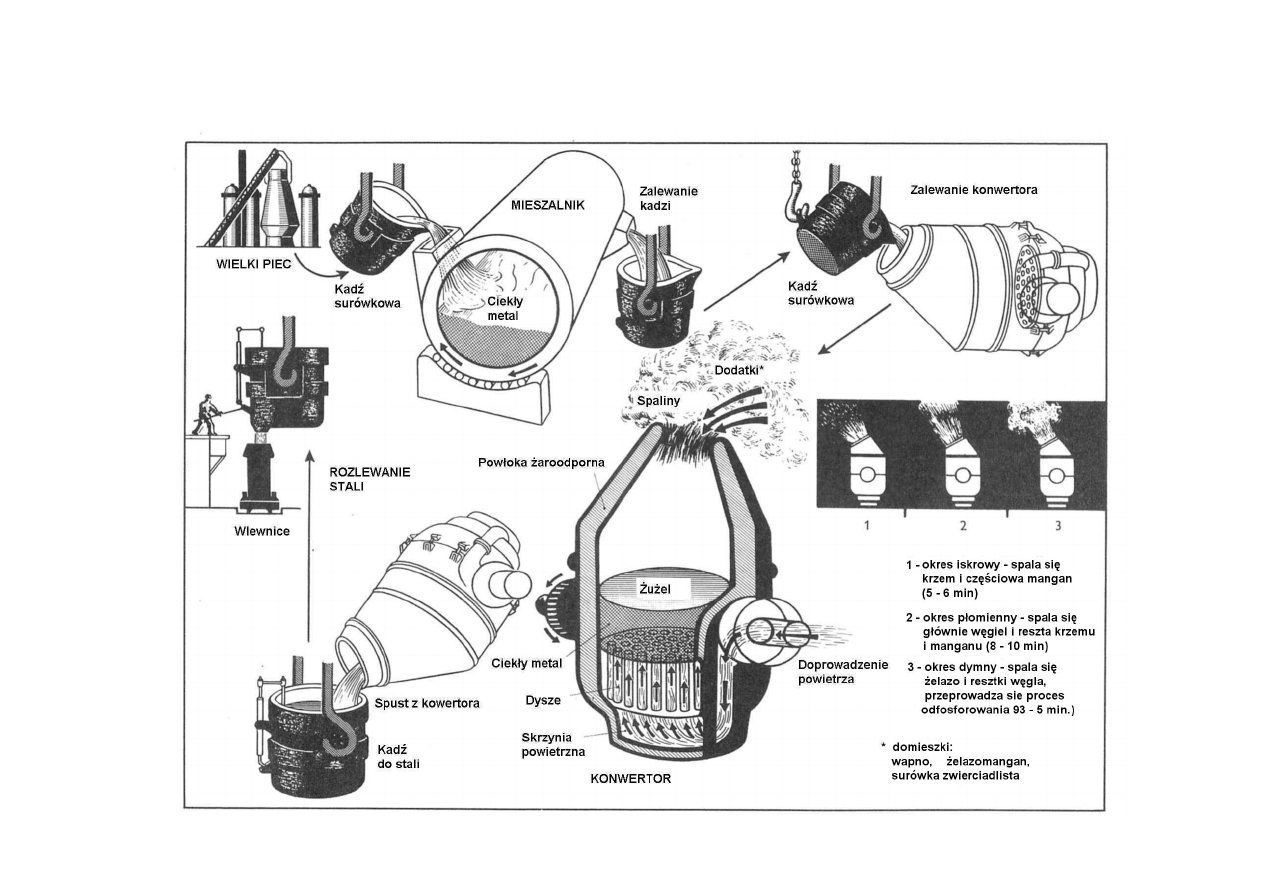
Proces bessemerowski
• Przechylenie konwertora i zalanie surówki
• Ustawienie konwertora i włączenie dmuchu
• Iskrowy,
• Płomienny,
• Dymny,
• Po zakończeniu wytopu w celu uzyskania pożądanej
zawartości C, Mn, Si oraz odtlenienia stali dodajemy
surówkę zwierciadlistą, żelazomangan, żelazokrzem,
czasem aluminium
• Przechyla się konwertor,zbiera żużel i wylewa stal

Produkty procesu
bessemerowskiego
Stal bessemerowska –zawartość siarki i tlenu większa
niż w stali martenowskiej, posiada lepszą zgrzewalność
i skrawalność. Przeznaczona do wyrobu drutu, gwoździ,
cienkich blach, rur zgrzewanych, stali prętowej do wyrobu śrub
i na zbrojenia do żelazobetonu.
Żużel bessemerowski – stosowany jako kwaśny topnik w
procesie wielkopiecowym do rud zawierających zasadową
skałę płonną

Proces tomasowski
•Proces zasadowy – wymurowanie pieca zasadowe
•Wsad:
•Surówka tomasowska o zawartości do 0,8 % Si, 1,8 –
2,2% P (główne paliwo) i do 1,5% Mn (zwiększa
rzadkopłynność żużla,
•Rozżarzone wapno – które reaguje z fosforem w
następujący sposób
•2P + 5FeO + 3CaO = Ca
3
(PO
4
)
2
+ 5Fe +Q

Proces tomasowski
•Proces tomasowski przebiega podobnie jak i bessemerowski,
z tym, że gdy zawartość węgla spadnie poniżej 0,4% zachodzi
dopiero reakcja odfosforowania.
•Po zakończeniu wytopu w celu uzyskania pożądanej
zawartości C, Mn, Si dodajemy surówkę zwierciadlistą,
żelazomangan, oraz do odtlenienia stali żelazokrzem i
aluminium
Produkty procesu tomasowskiego
• Stal tomasowska zawierająca więcej azotu, tlenu i
wtrąceń żużlowych od stali martenowskiej i
bessemerowskiej, ale jest tańsza. Używana do wyrobu
drutu,rur bez szwu, taśm itp., stali prętowej.
• Żużel zasadowy – zawierający około 50% CaO i 20 –
50% P
2
O
5
– po zmieleniu stosowany jako nawóz sztuczny
zwany tomasyną
Proces konwertorowy tlenowy
[3]
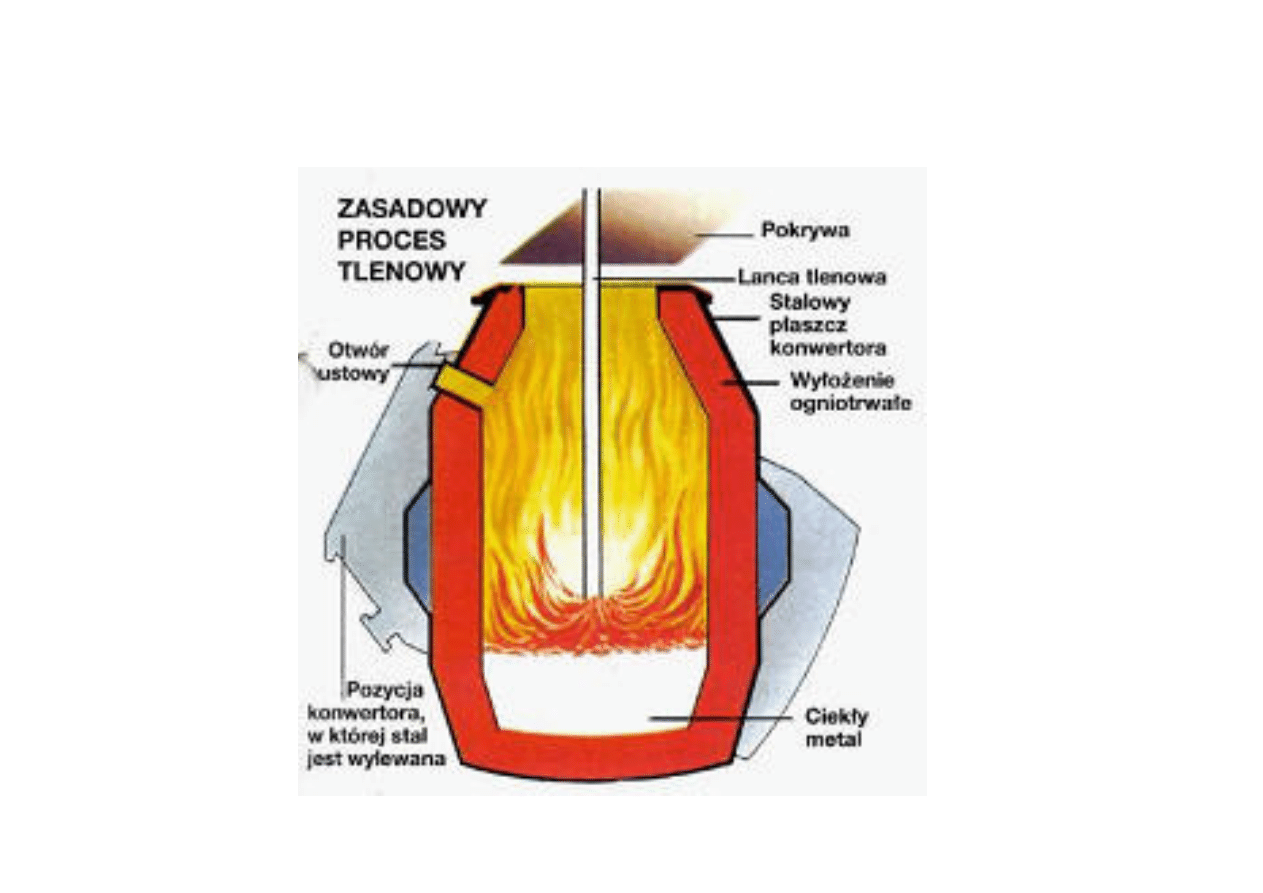
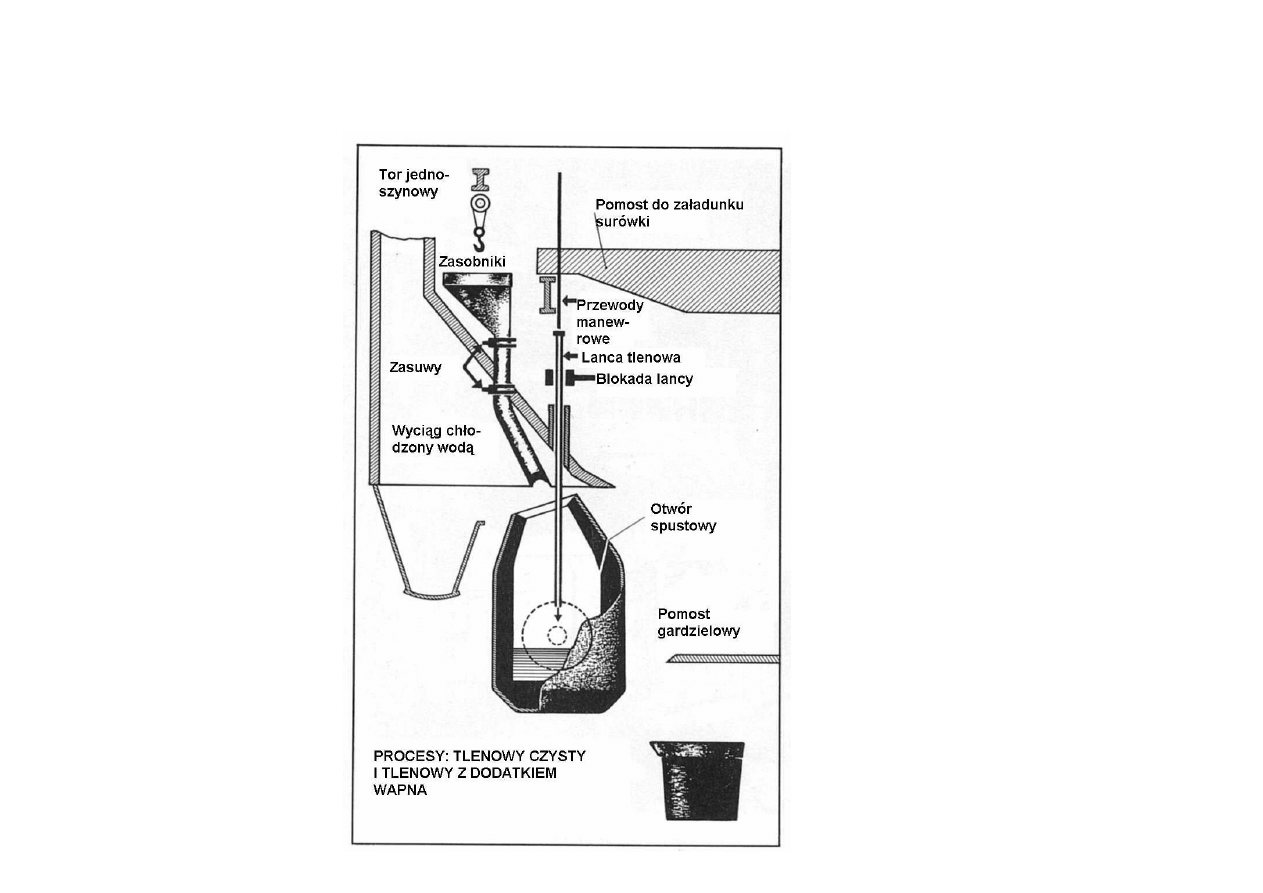
Zasadowy proces tlenowy
.
[10]

Zasadowy proces tlenowy
•
Produkcja stali w zasadowym
procesie tlenowym. Surowcami są tu
surówka żelazna z wielkiego pieca
oraz złom stalowy. Dodatek złomu
zapobiega przegrzaniu metalu.
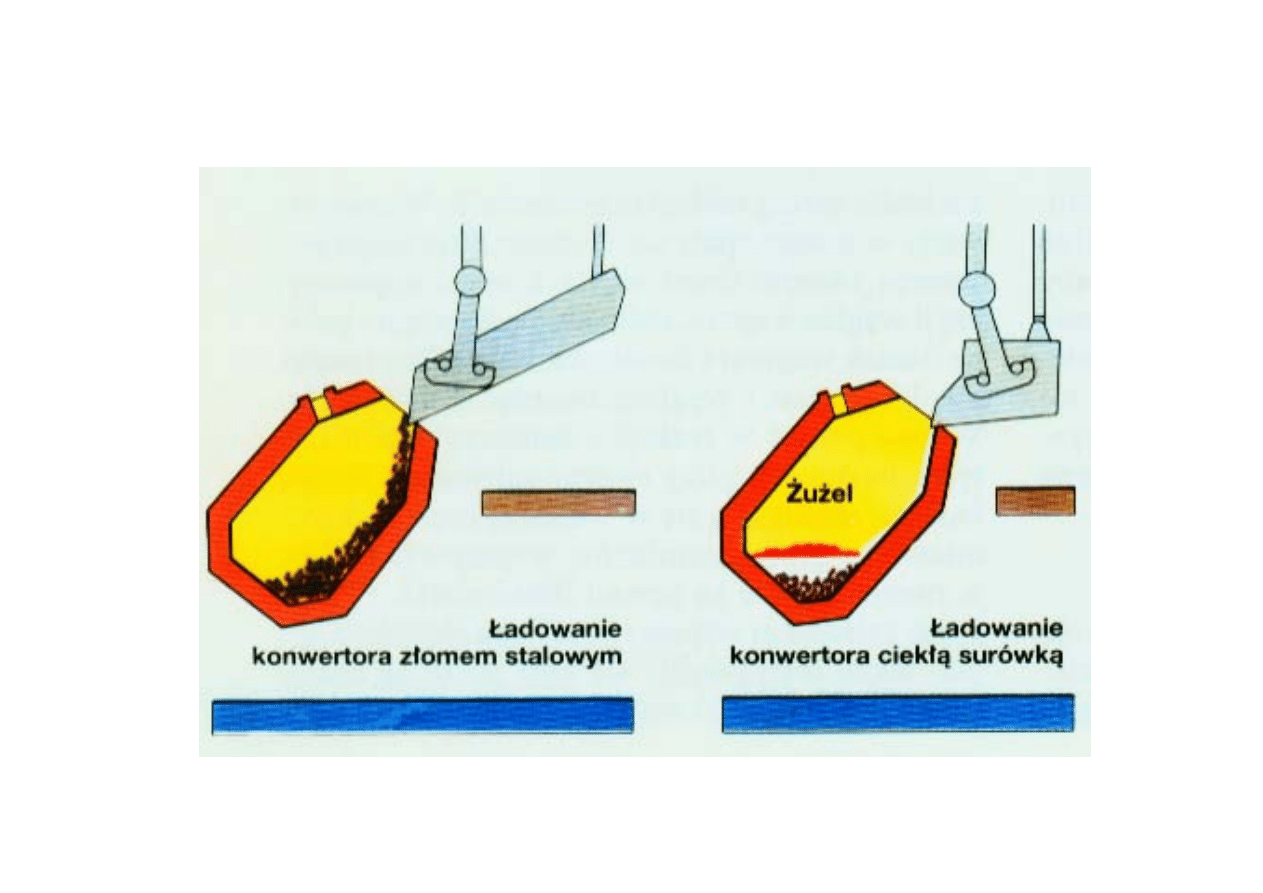
Zasadowy proces tlenowy
[10]
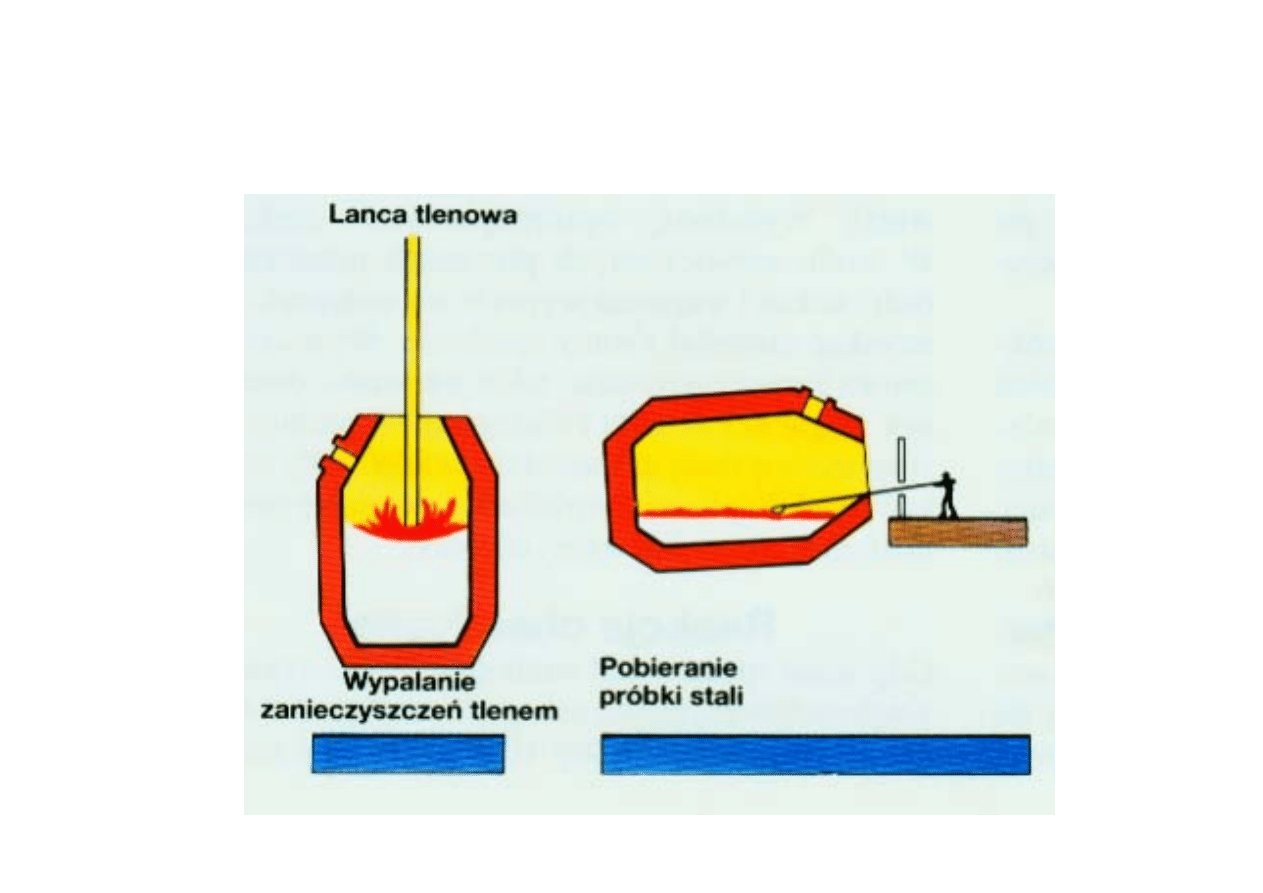
Zasadowy proces tlenowy
[10]
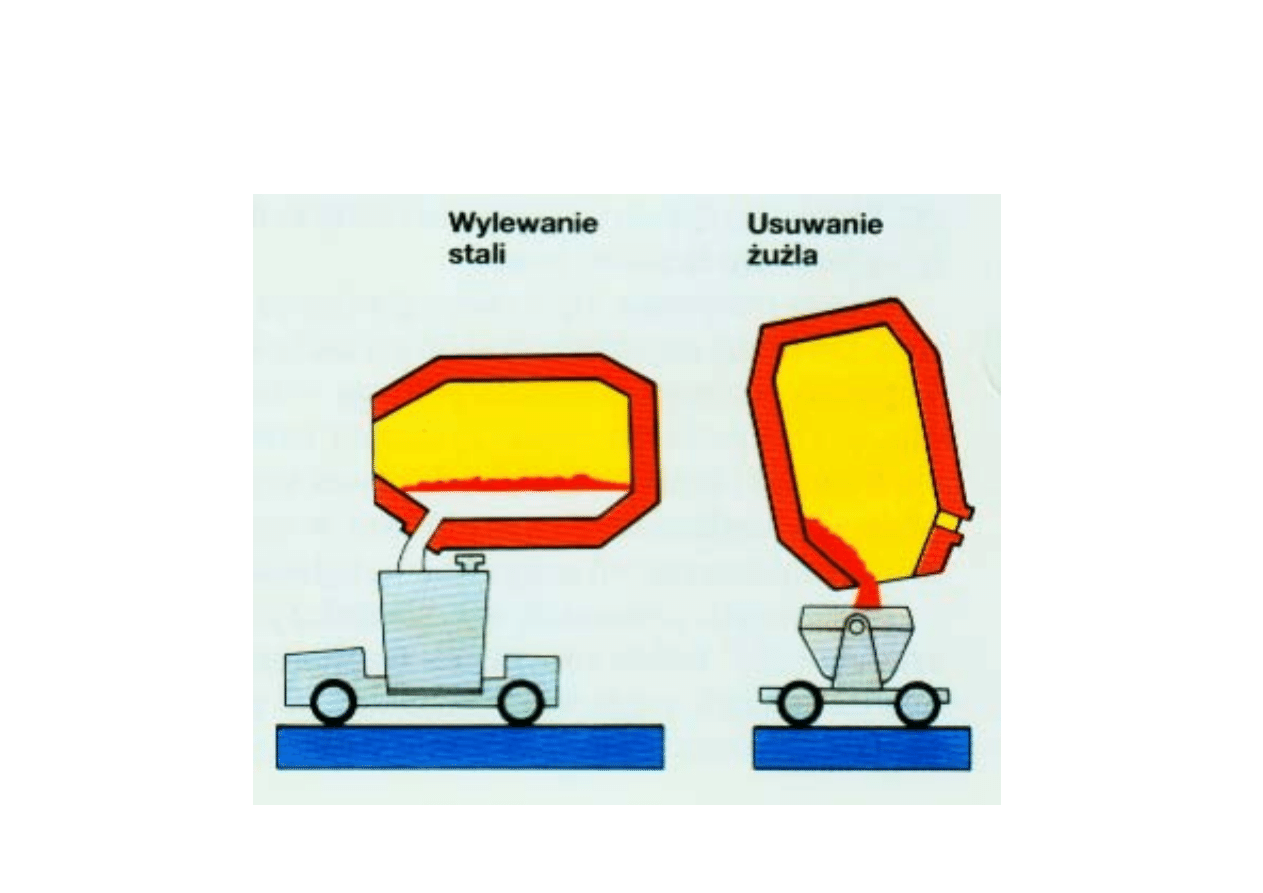
Zasadowy proces tlenowy
[10]
Zalewanie konwertora
[11
Konwertor Tropenasa
Konwertor z bocznym dmuchem stosowany w odlewniach
do wytopu staliwa.
Wsad – ciekłe żeliwo.
Proces kwaśny podobny do procesu bessemerowskiego
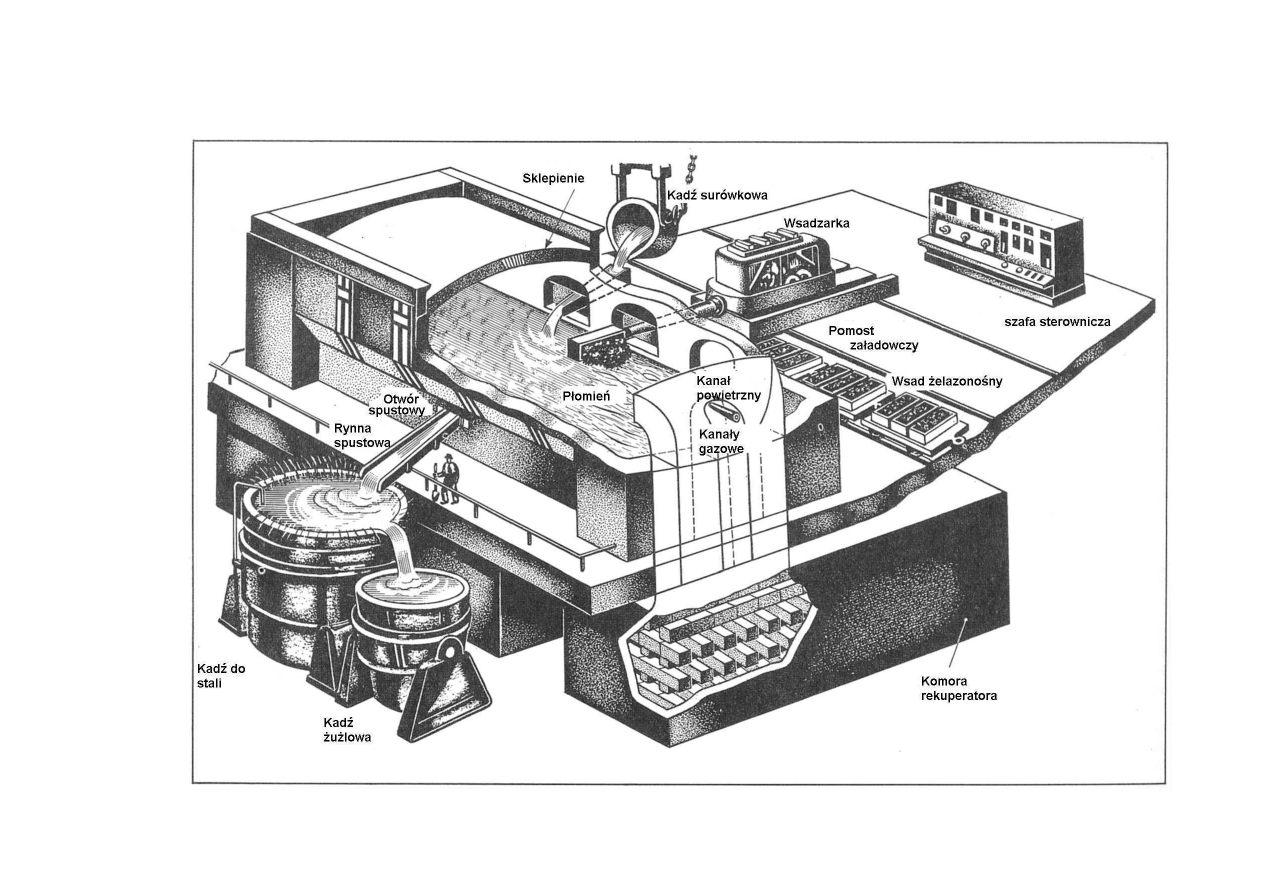
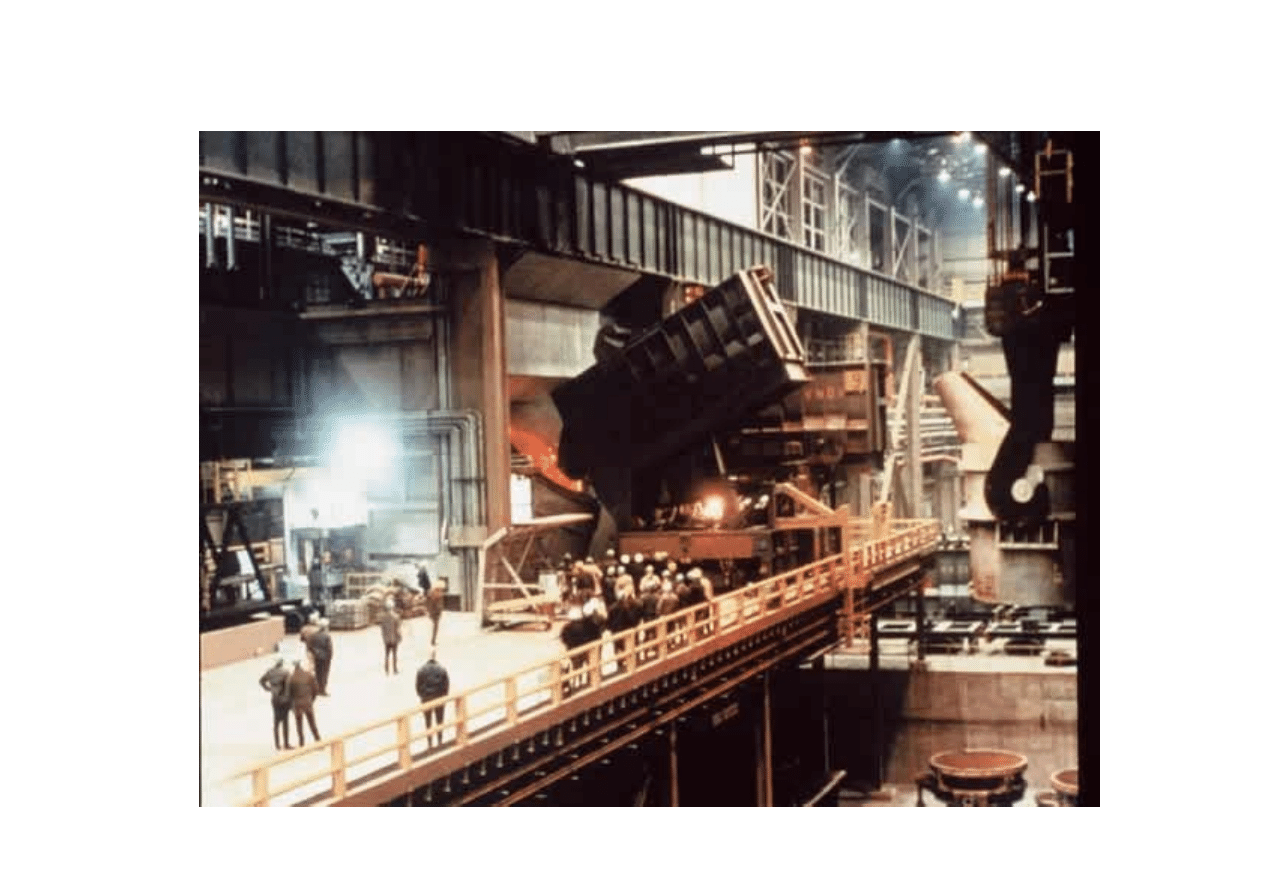
Proces martenowski
[3]
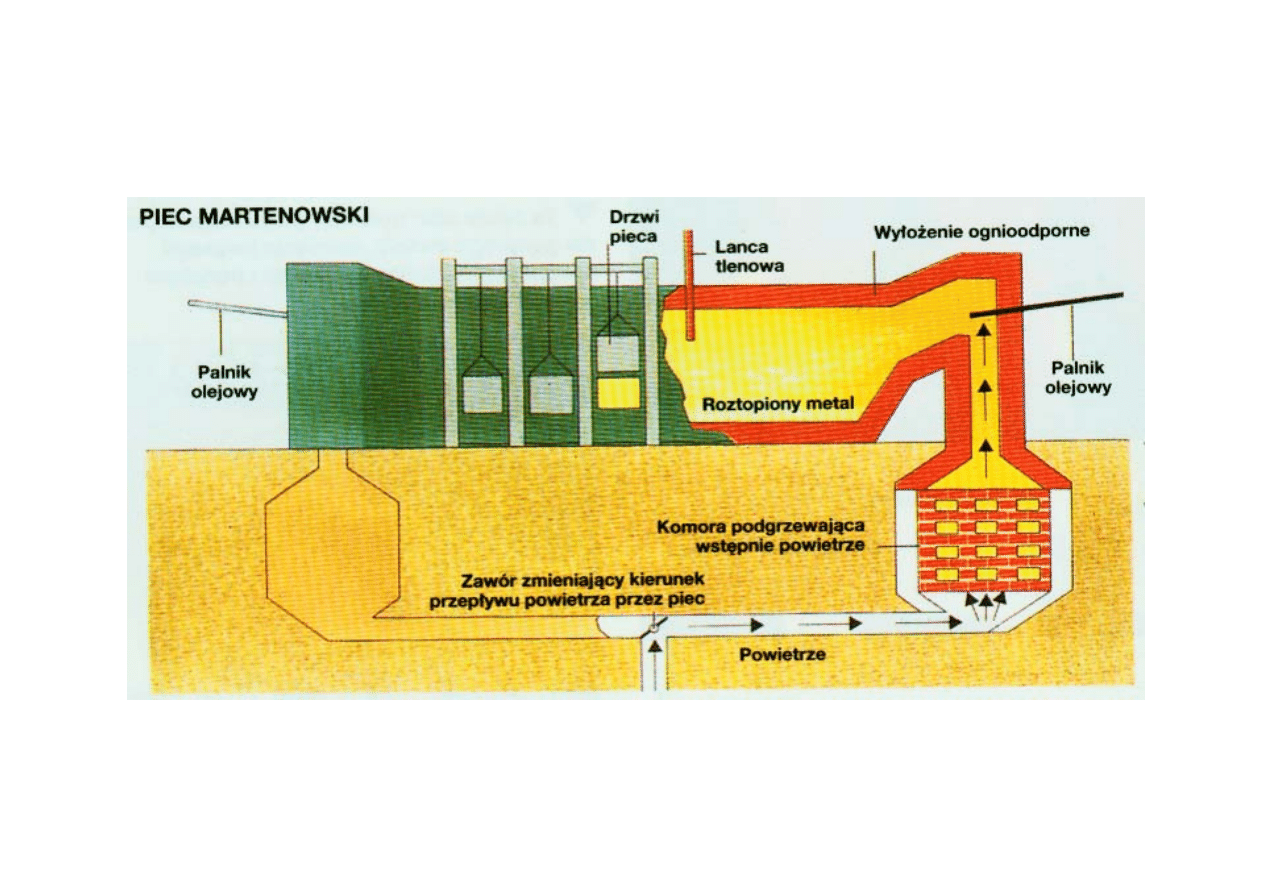
Proces martenowski
[10]
Proces martenowski
[3]

Proces martenowski kwaśny
W
y
ł
o
ż
e
n
i
e
p
i
ędne itp..
Wymurowanie pieca kwaśne.
Wsad musi zawierać niewielkie ilości siarki i fosforu.
Stal wykazuje większą jednorodność chemiczną, lepsze odtlenienie
i mniejszą zawartość wtrąceń niemetalicznych, a dzięki temu lepszą
udarność i plastyczność od stali zasadowej.
Stal droga, stosowana m. in. w przemyśle zbrojeniowym, na wały
p

Proces martenowski zasadowy
• Wymurowanie pieca do linii nieco powyżej linii żużla
zasadowe.
• Odmiany procesu zasadowego w zależności od rodzaju
wsadu:
• Proces rudny – wsad ponad 75% ciekłej surówki i mniej
niż 25% złomu stalowego – stosowany rzadko
• Proces złomowo – rudny – wsad- 25 – 50% ciekłej
surówki. Dodawana jest ruda w ilości do 20%
• Proces złomowy – wsad – 30 –45% stałej surówki, 55 –
70% złomu, 5% rudy.
• Proces bezsurówkowy – wsad wyłącznie złom.
Proces martenowski zasadowy
Przebieg procesu:
• 1. Naprawa pospustowa (ok.. 30 – 40 min).
• 2. Ładowanie wsadu stałego przy użyciu wsadzarek (2-4 godz.) –
najpierw kamień wapienny, następnie rudę i zgorzelinę i wreszcie
złom. Ciekła surówkę wlewa się po częściowym stopieniu złomu
• 3. Okres topienia i wypalania domieszek. Odsiarczanie ,
odfosforowanie, częściowe odtlenianie stali
• 4. Ściąganie żużla
• 5. Spust stali
• Całkowity czas wytopu 8 – 10 godzin
Proces martenowski zasadowy
• Proces martenowski zasadowy umożliwia otrzymanie
bardzo taniej stali w dużych ilościach, zarówno
węglowych stosowanych do produkcji wyrobów
masowych, jak i stali wysokojakościowych stopowych do
wyrobu odpowiedzialnych części maszyn i konstrukcji

Piece elektryczne
• Piece elektryczne łukowe zasadowe i
kwaśne
• Piece elektryczne indukcyjne – najczęściej
stosowane piece indukcyjne bezrdzeniowe
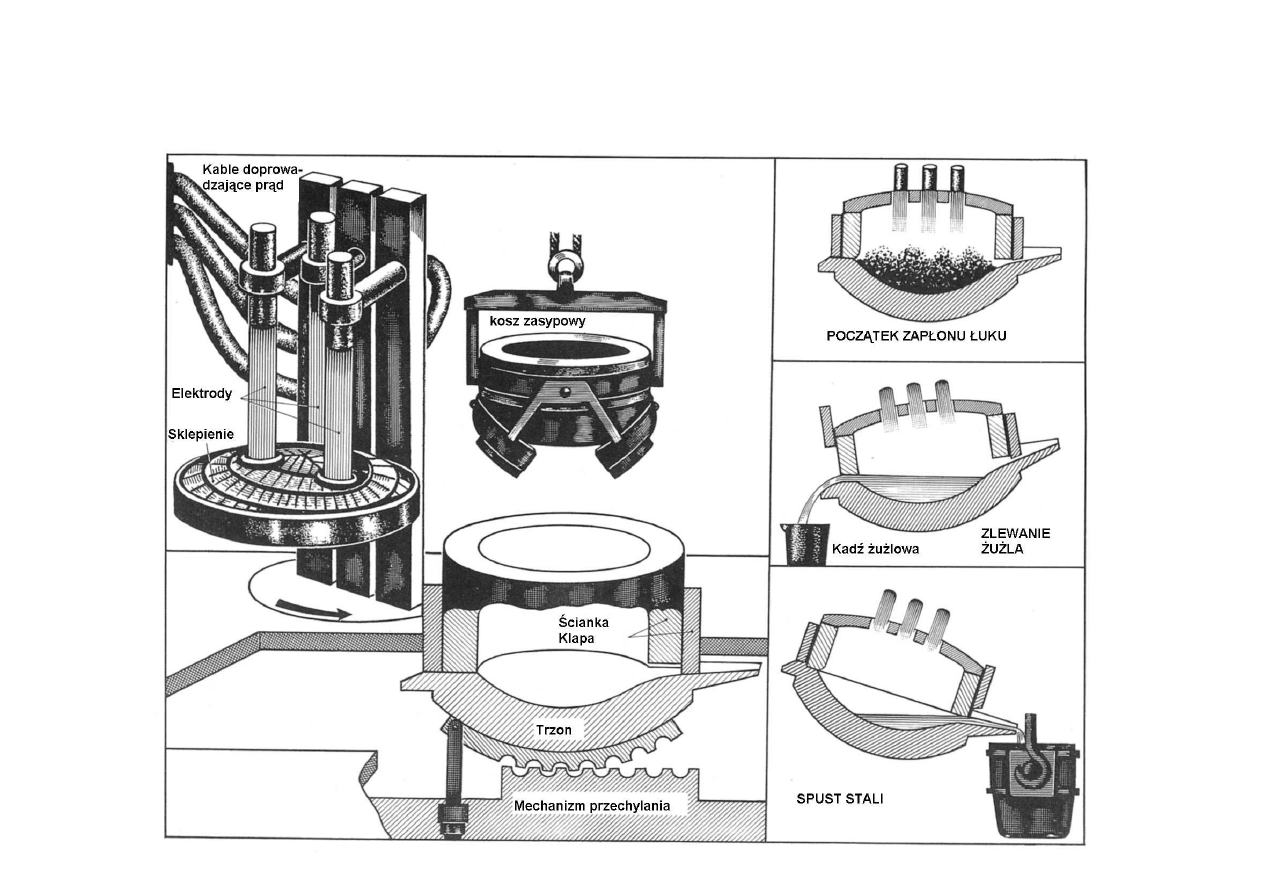
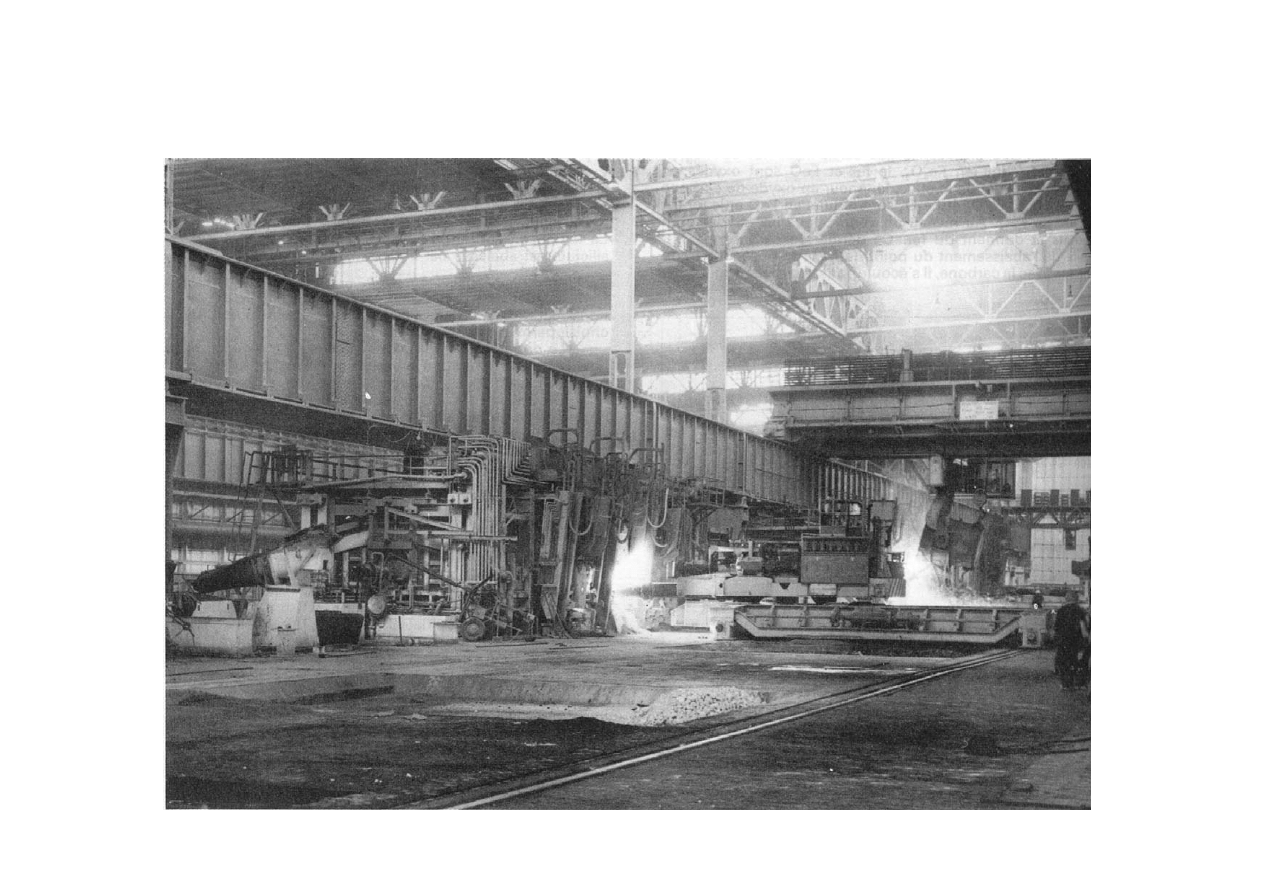
Piece elektryczne łukowe
[3]
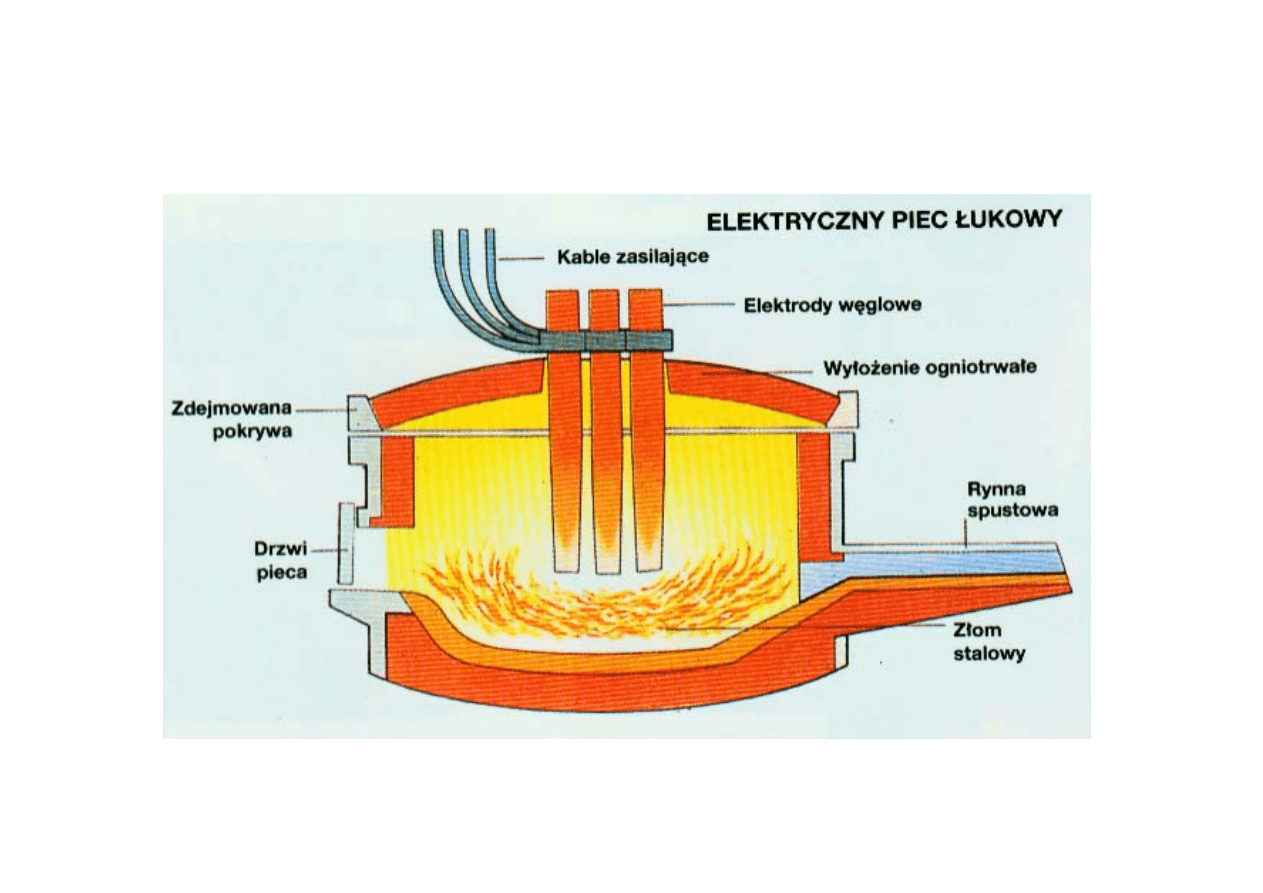
Piece elektryczne łukowe
[10]
Piece
elektryczne
łukowe
[3]

Piece elektryczne łukowe
• Proces kwaśny – stosowany głównie do wytopu staliwa.
Wykazuje gorsze własności niż stal zasadowa.
• Wsad musi zawierać małe ilości siarki i fosforu.
• W procesie kwaśnym łatwiej uzyskać wysokie przegrzanie
stali, co zwiększa rzadkopłynność i polepsza wypełnianie
form odlewniczych

Piece elektryczne łukowe
• Proces zasadowy:
• Istnieje możliwość otrzymywania zarówno stali
węglowych o większych zawartościach węgla, jak i stali
stopowych zawierających nawet mniej niż 50% żelaza.
• Wsad podobny jak i w piecu martenowskim
• Proces składa się z dwóch okresów:
• - utleniającego, w czasie którego następuje odfosforzenie
kąpieli,
• - redukującego, zwanego także okresem rafinacji stali

Piece elektryczne łukowe
• Przebieg procesu wytapiania stali w piecu łukowym;
• 1. Naprawa pieca po spuście,
• 2. Ładowanie wsadu,
• 3. Roztapianie wsadu,
• 4. Świeżenie wsadu
• 5. Odtlenianie,
• 6. Wprowadzenie dodatków stopowych.
• 7. Spust.
• 8. Przygotowanie pieca do następnego wytopu
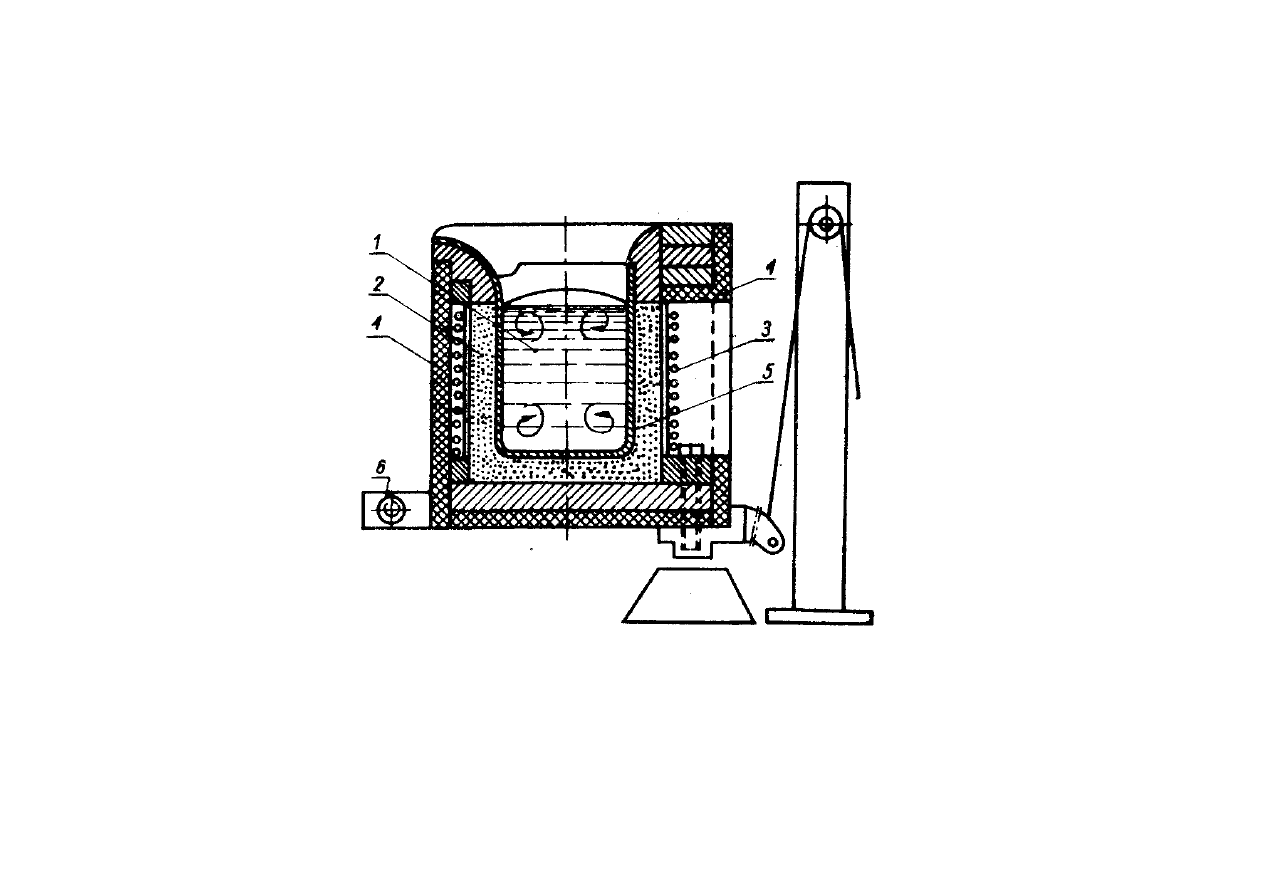
Piece elektryczne indukcyjne
•
Schemat pieca indukcyjnego bezrdzeniowego: 1 – metal, 2 – ogniotrwała
wyprawa, 3 – spirala przez którą przepływa prąd i chłodząca ją woda, 4 –
obudowa azbestowa,5 – tygiel, 6 – oś obrotu pieca [4]
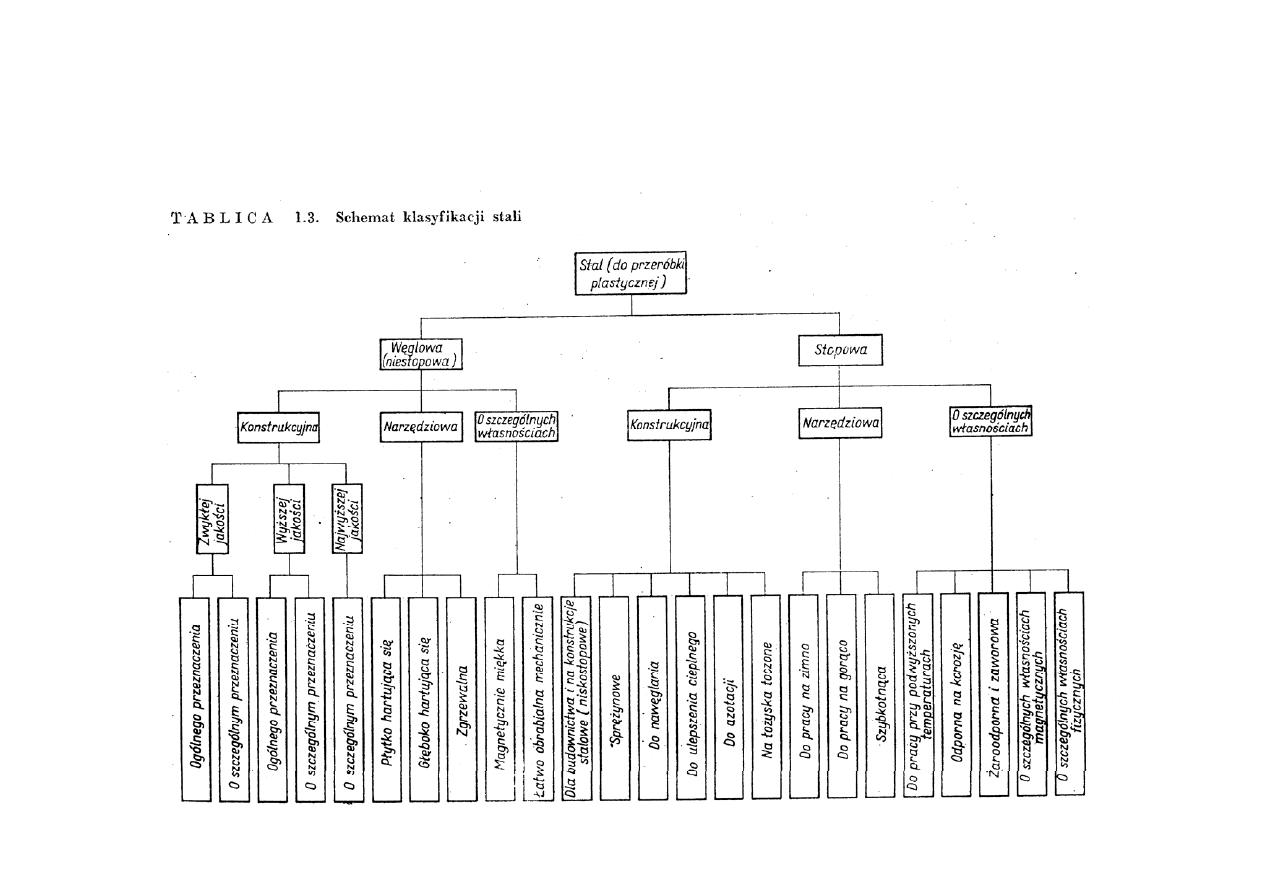
Rodzaje stali
[4]
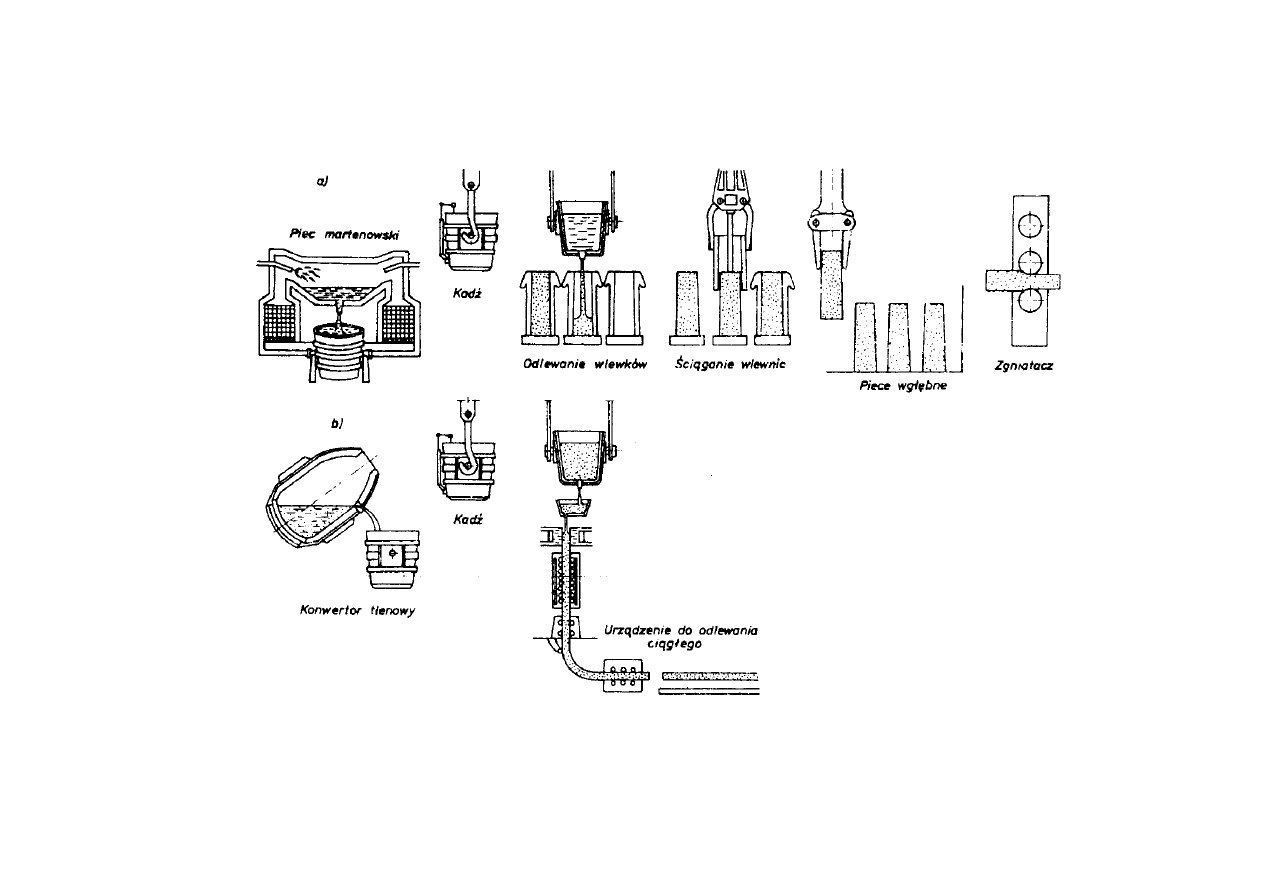
Rozlewanie stali
Odlewanie stali: a) metoda tradycyjna, b) metoda odlewnia ciągłego [2]
Rozlewanie stali
[10]
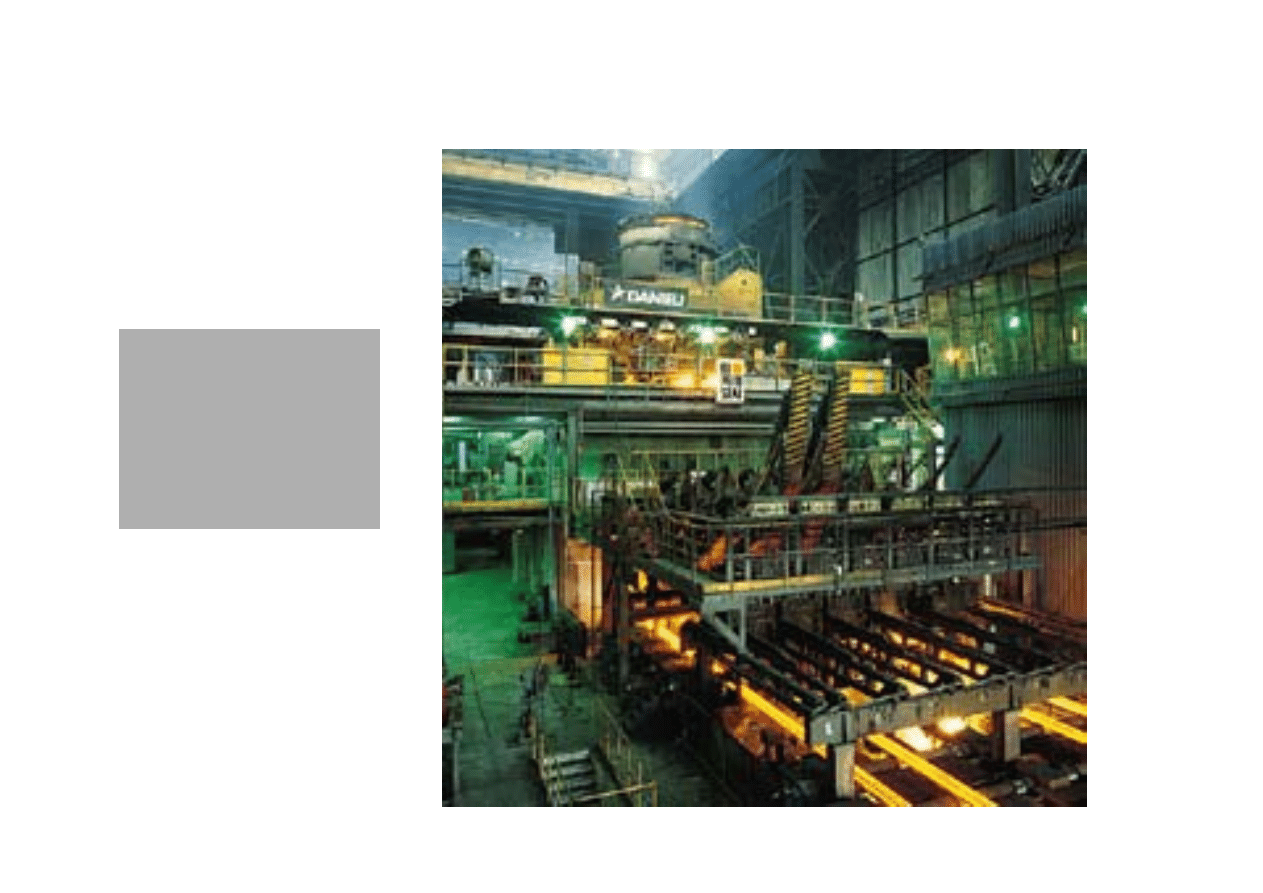
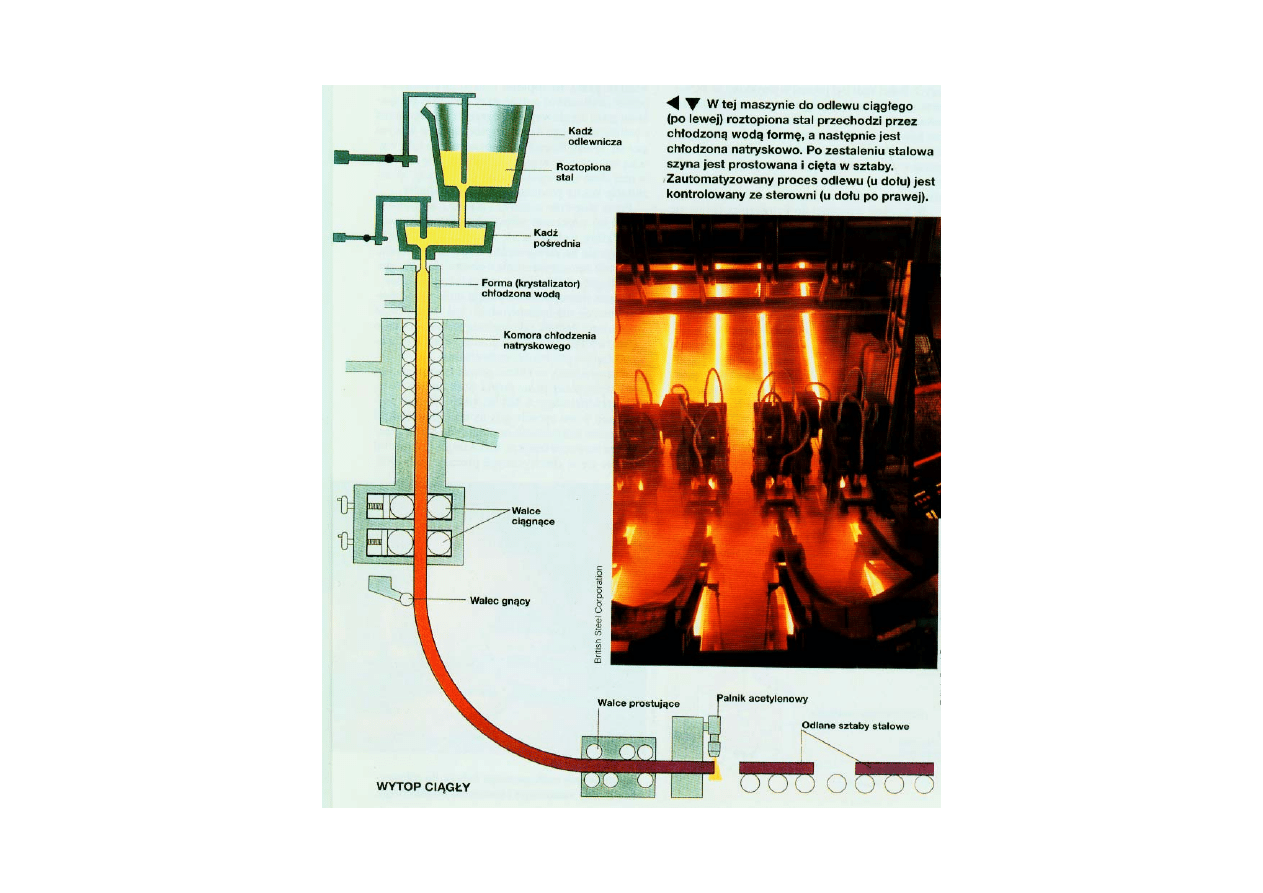
Rozlewanie stali
CIĄGŁE
ODLEWANIE
STALI w Hucie
im. T. Sendzimira
S.A
.
http://www.biprostal.
com.pl/sektor2.php
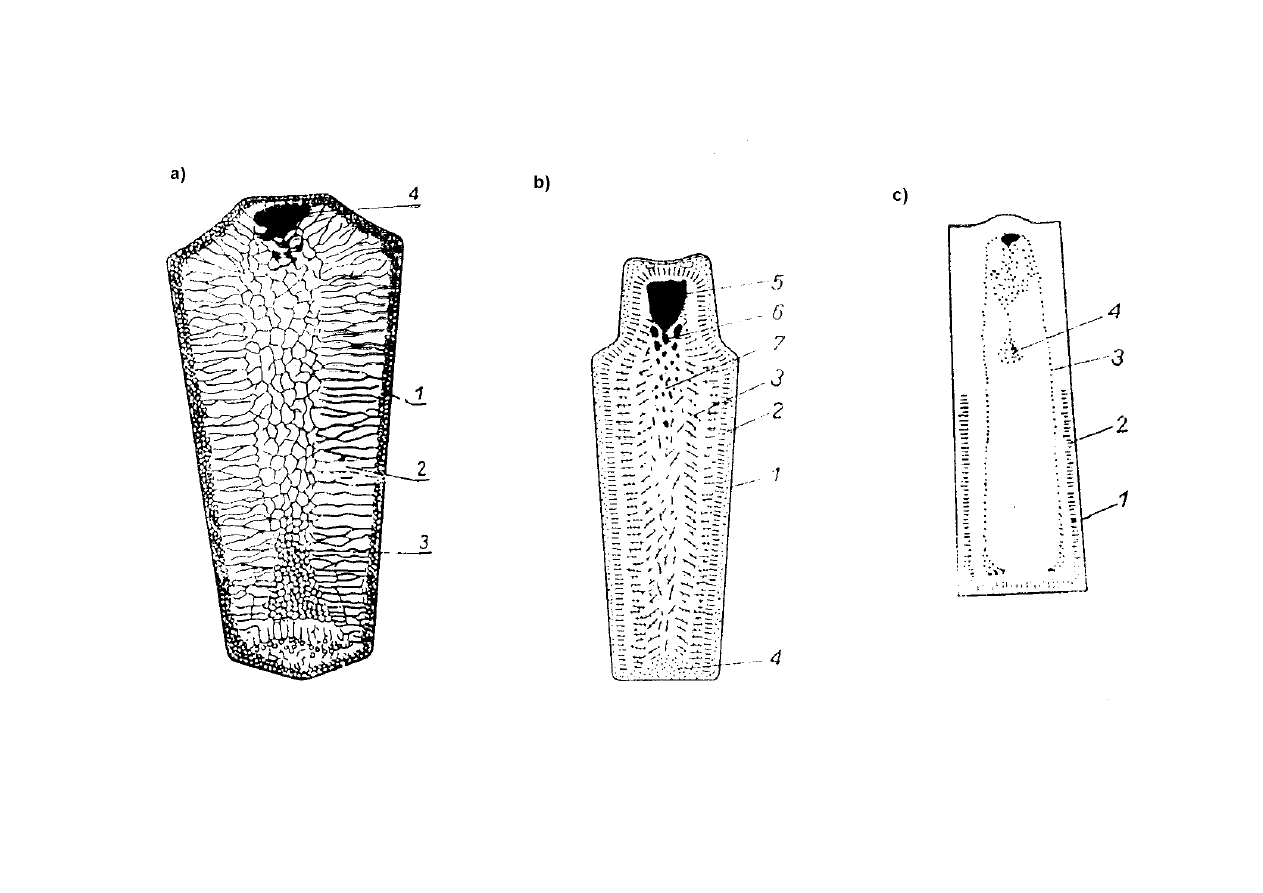
Krzepnięcie wlewka
Krzepnięcie wlewków; a) zestali uspokojonej, b) zestali półuspokojonej,
c) ze stali nieuspokojonej
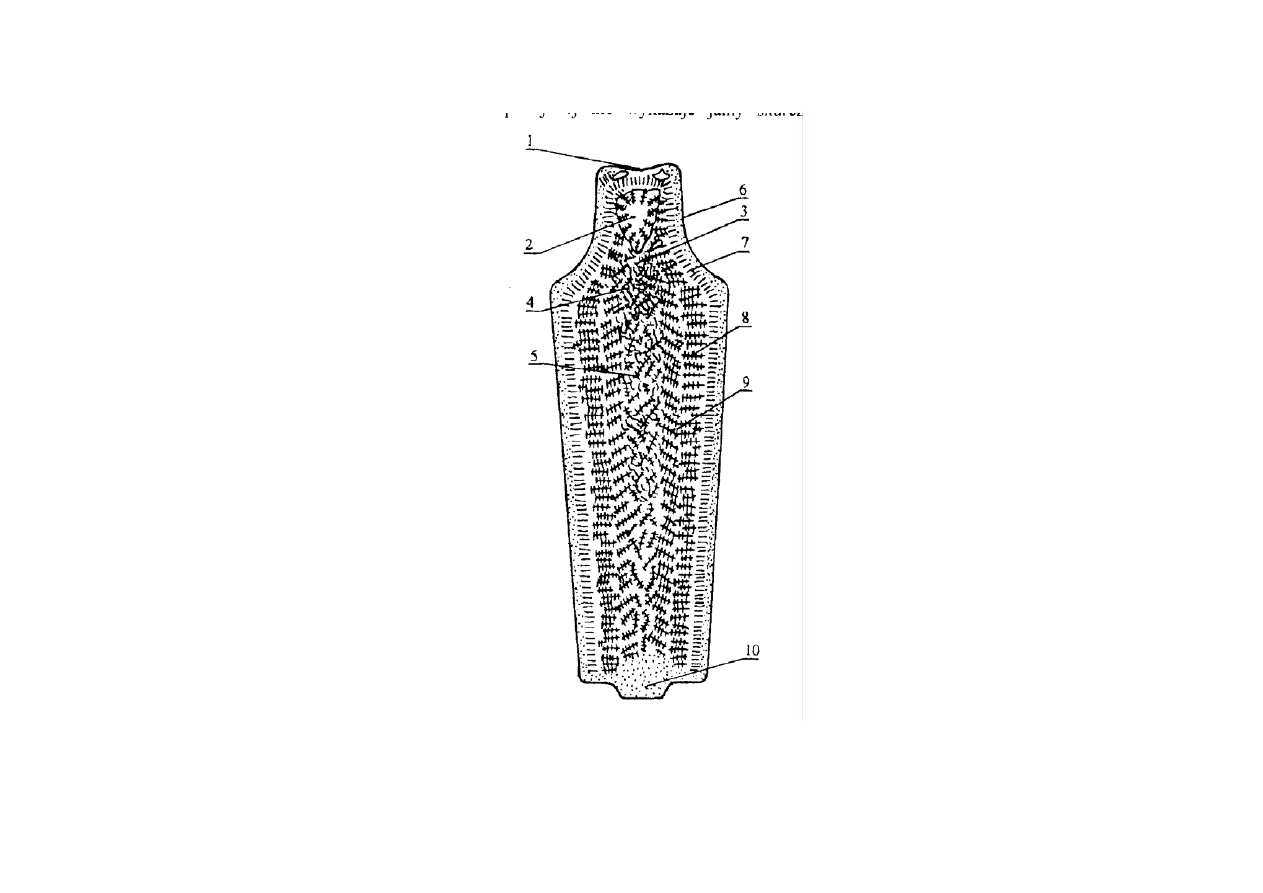
Struktura wlewka ze stali uspokojonej
Struktura wlewka stali uspokojonej: 1- górna powierzchnia wlewka (głowa), 2 jama skurczowa, 3 ,4–
Rzadzizna osiowa i porowatość, 5 – strefa kryształów różnokierunkowych, 6 – strefa kryształów
zamrożonych, 7,8,9 – strefa kryształów słupkowych, 10- struktura drobnodendrytyczna [9]

Rodzaje staliw
• . Staliwo występuje w postaci lanej (czyli odlana w
formy odlewnicze
), nie poddana obróbce plastycznej.
• W odmianach użytkowych zawartość węgla nie
przekracza 1%, suma typowych domieszek również
nie przekracza 1%.
• Własności mechaniczne staliwa są nieco niższe niż
własności stali o takim samym składzie po obróbce
plastycznej. Wynika to z charakterystycznych dla
odlewów: gruboziarnistości i pustek
międzykrystalicznych.
• Staliwo ma natomiast znacznie lepsze własności
mechaniczne od żeliwa, w szczególności - jest
plastycznie obrabialne, a odmiany o zawartości
węgla poniżej 0,25% są również dobrze spawalne.

Rodzaje staliw
• Ze wzgl
ędu na skład chemiczny rozróżnia się staliwa:
• węglowe - zawierające tylko składniki zwykłe i zanieczyszczenia z
przerobu hutniczego
- niskowęglowe o zawartości węgla do 0,2 %,
- średniowęglowe o zawartości węgla 0,2 – 0,45%,
- wysokowęglowe o zawartości węgla powyżej 0,45%
• stopowe - zawierające dodatkowo wprowadzone celowo domieszki
stopowe
• Ze wzgl
ędu na własności fizyczne i związane z nimi możliwości
praktycznego zastosowania, wyró
żnia się staliwa:
• węglowe
- zwykłej jakości
- wyższej jakości
- najwyższej jakości

Rodzaje staliw
• stopowe
- manganowe
- manganowo-krzemowe
- chromowe
- chromowo-molibdenowe
- chromowo-manganowo-krzemowe
- żaroodporne
- odporne na korozję (nierdzewne i kwasoodporne)
- konstrukcyjne do pracy w podwyższonych
temperaturach
Document Outline
- Metalurgia staliwa i stali
- Literatura
- Metalurgia staliwa i stali
- Konwertor Bessemera
- Konwertor Thomasa
- Proces bessemerowski
- Proces bessemerowski
- Produkty procesu bessemerowskiego
- Proces tomasowski
- Proces tomasowski
- Produkty procesu tomasowskiego
- Proces konwertorowy tlenowy
- Zasadowy proces tlenowy
- Zasadowy proces tlenowy
- Zasadowy proces tlenowy
- Zasadowy proces tlenowy
- Zasadowy proces tlenowy
- Zalewanie konwertora
- Konwertor Tropenasa
- Proces martenowski
- Proces martenowski
- Proces martenowski
- Proces martenowski kwaśny
- Proces martenowski zasadowy
- Proces martenowski zasadowy
- Proces martenowski zasadowy
- Piece elektryczne
- Piece elektryczne łukowe
- Piece elektryczne łukowe
- Piece elektryczne łukowe
- Piece elektryczne łukowe
- Piece elektryczne łukowe
- Piece elektryczne łukowe
- Piece elektryczne indukcyjne
- Rodzaje stali
- Rozlewanie stali
- Rozlewanie stali
- Rozlewanie stali
- Krzepnięcie wlewka
- Struktura wlewka ze stali uspokojonej
- Rodzaje staliw
- Rodzaje staliw
- Rodzaje staliw
Wyszukiwarka
Podobne podstrony:
METALURGIA STALI I STALIWA
Lejność, Metalurgai i odlewnictwo staliwa, Staliwo
Lista osób na wyjazd do odlewni, Metalurgai i odlewnictwo staliwa, Staliwo
Zeliwo Egzamin Piotrek SCIAGI, Metalurgai i odlewnictwo staliwa, Staliwo
STRUKTURA I WŁASNOŚCI STALI SPECJALNYCH, Uczelnia, Metalurgia
Metalurgia stali, techniki wytwarzania z materiałoznawstwem
Technologia spawania stali wysokostopowych 97 2003
Zanieczyszczenia powstające w przemyśle metalurgii żelaza prezentacja
Eliade Kowale i alchemicy Rytualy i sekrety metalurgow
Efekt wyprzedaży polskich zakładów Stadiony na Euro 2012 budowane ze stali z Luksemburga
2 12 Zastosowanie stali konstrukcyjnych o wysokiej wytrzymał
03 stale i staliwa niestopoweid Nieznany (2)
METALURGIA (polska sztuka pradziejowa), darmowy transfer, na ćwiczenia
10 - BM stali stopowych - Arek, I Semestr - Materialoznawstwo - sprawozdania
trojkat, Metalurgia
PROCESY NIESTACJONARNEJ WYMIANA CIEPŁA, Uczelnia, Metalurgia
Oprzyrządowanie odlewnicze-Rozdział 2, Polibuda, Odlewnictwo i metalurgia
więcej podobnych podstron