
TECHNOLOGIA SPAWANIA
STALI WYSOKOSTOPOWYCH

Stale odporne na korozję dzielą się na:
•stale chromowe ferrytyczne,
•stale chromowe martenzytyczne,
•stale chromowo – niklowe z miękkim martenzytem,
•stale austenityczne Cr-Ni (Mo),
•stale austenityczne Cr-Ni (Mo) z ferrytem,
•stale ferrytyczno - austenityczne Cr-Ni-Mo-N (stale
DUPLEX i SUPERDUPLEX).

Skład fazowy spoiny określany jest na podstawie
jej składu chemicznego.
Składnik stopowe
podzielone na ferrytotwórcze i austenitotwórcze
wyrażone są w postaci równoważników chromu i
niklu.
Równoważnik chromu jest równy sumie
zawartości chromu oraz innych składników
ferrytotwórczych pomnożonej przez współczynniki
oznaczające wpływ tych składników na udział
ferrytu w stosunku do wpływu chromu.

Równoważnik chromu i niklu według
Schaefflera oblicza się z zależności:
Cr
eq
= %Cr + %Mo + 1,5 x %Si + 0,5
x %Nb
Ni
eq
= %Ni + 30 x %C + 0,5 x %Mn
Zależność struktury spoiny od jej składu
chemicznego przedstawia wykres Schaefflera
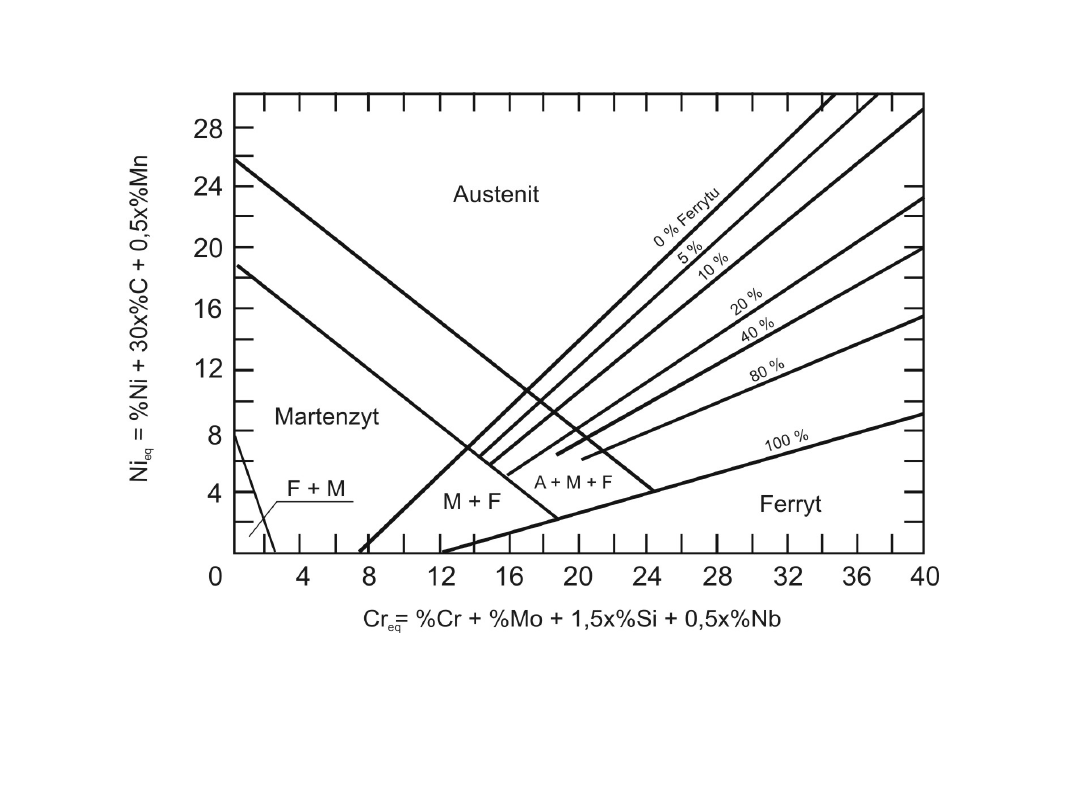
Wykres Schaefflera przedstawiający zależność struktury spoiny od składu
chemicznego wyrażonego za pomocą równoważników niklu i chromu

Wykres Schaefflera nie uwzględnia wpływu
azotu na strukturę spoiny. Wpływ ten uwzględnia
wykres De Longa. De Long zaproponował zmianę
tej części wykresu Schaefflera, która dotyczy
struktury austenityczno – ferrytycznej.
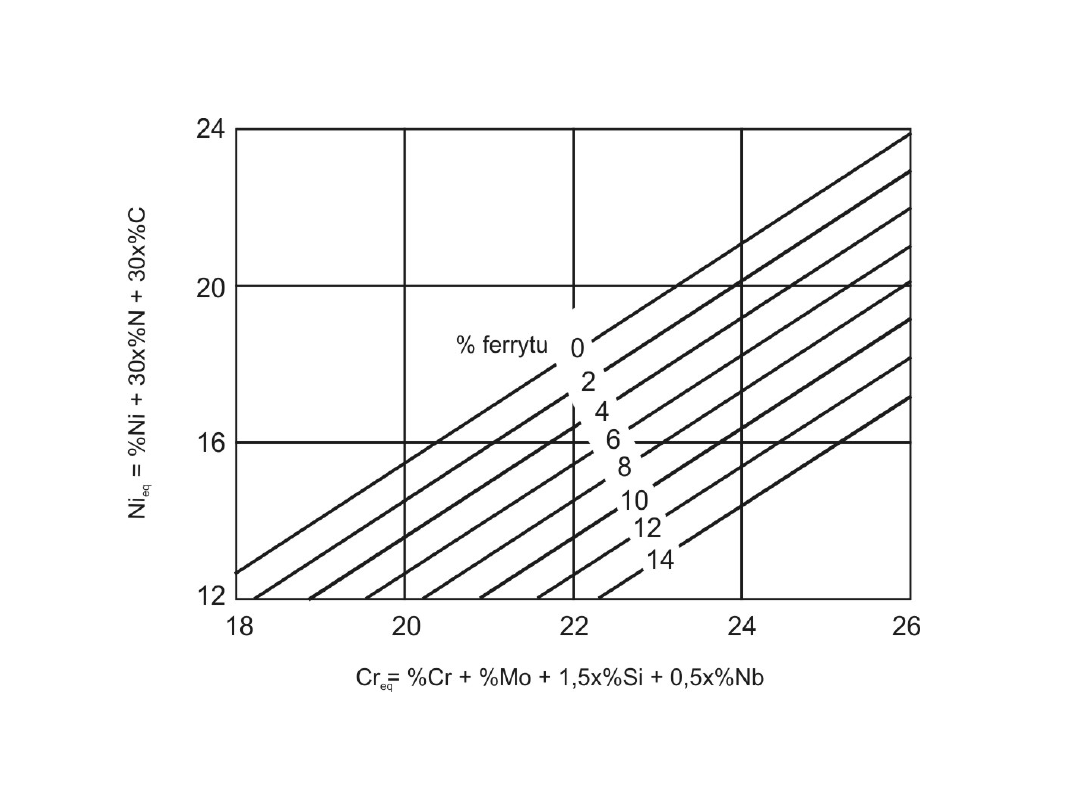
Wykres De Longa uwzględniający wpływ azotu na strukturę spoiny

Według De Longa równoważnik niklu obliczany
jest według zależności :
Ni
eq
= %Ni + 30 x %N + 30 x
%C

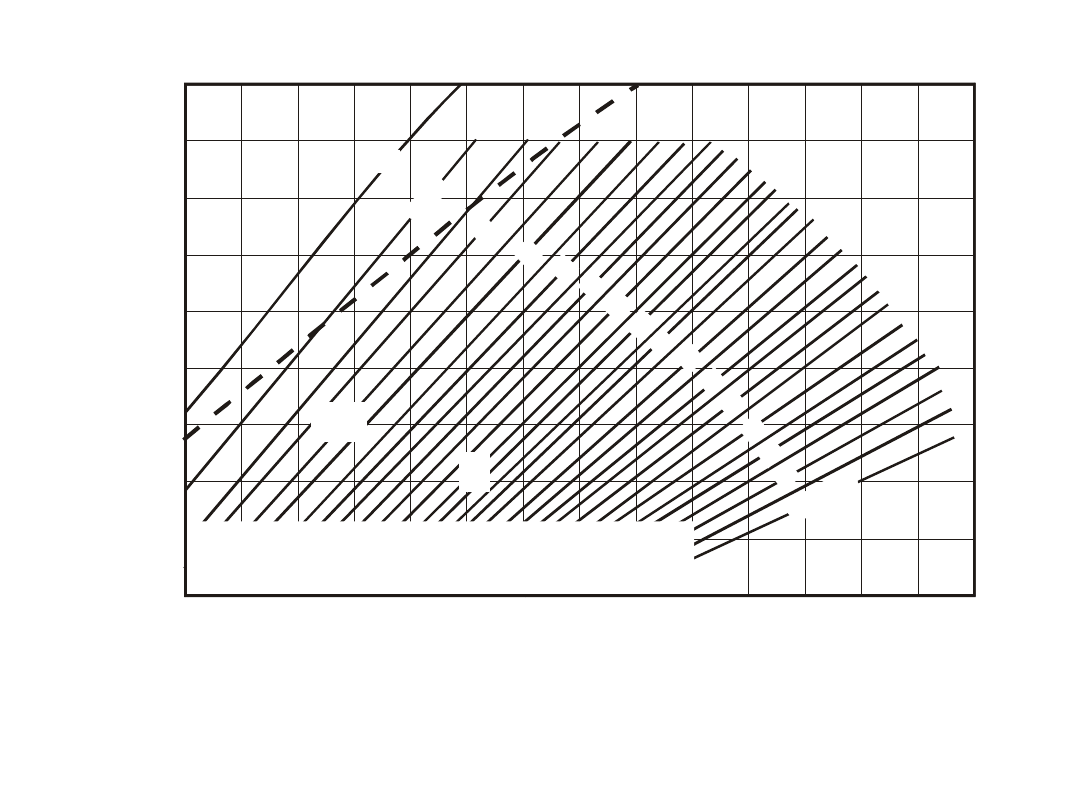
W przypadku wykresu WRC – 1992 (Welding Research
Council) równoważniki Cr i Ni obliczane są według
zależności:
Cr
eq
= Cr + Mo + 0,7 Nb
Ni
eq
= Ni + 35 C + 20 N +
0,25 Cu
Udział ferrytu na wykresie WRC-1992 wyrażono za
pomocą
liczby ferrytowej FN
.
Wprowadzenie liczby ferrytowej FN do określania udziału
ferrytu w austenitycznym stopiwie nierdzewnym wynika z
zastosowania magnetycznej metody pomiarowej opartej
na standardowych próbkach wzorcowych ferrytu.
Ta
metoda dostarcza wartości porównawczych, które jednak
nie koniecznie muszą się pokrywać z rzeczywistym
udziałem procentowym ferrytu w stopiwie. Podstawą
pomiaru jest wartość siły potrzebnej do oderwania
określonego magnesu trwałego od próbki ze stopiwa
austenitycznego.
Dla potrzeb wzorcowania innych
przyrządów
do
pomiaru
udziału
ferrytu,
np.
wykorzystujących magnetyczno – indukcyjna metodę
pomiaru opracowano tzw. „wzorce wtórne”, które
pozwalają na określenie wartości
liczby ferrytowej FN
w zakresie 3-28
oraz
rozszerzonej liczby ferrytowej
EFN w zakresie do 160
(dla struktury czysto
ferrytycznej).
1 8
2 0
2 2
2 4
2 6
2 8
3 0
1 8
1 6
2 0
2 2
2 4
2 6
2 8
3 0
1 8
1 4
1 2
1 0
1 6
1 8
1 4
1 2
1 0
0
6
0
1 0
1 4
1 6
2 2
2 6
3 0
4 0
5 0
6 0
7 0
8 0
9 0
1 0 0
F N
2
F N
A
A F
F A
F
F N - lic z b a f e r r y to w a w g I S O 8 2 4 9
o d p o w i a d a o n a z a w a r t o ś c i f e r r y tu w s tr u k tu r z e
C r = C r + M o + 0 ,7 N b
e q
N
i
=
N
i +
3
5
C
+
2
0
N
+
0
,2
5
C
u
eq
Wykres WRC służący do określenia udziału ferrytu w stopiwie wyrażonego liczbą
ferrytową FN

Udział ferrytu wysokochromowego w spoinie
może być również określony za pomocą wzorów
empirycznych. Znany jest np.
wzór Tomasa oraz
wzór Seferiana
.

Według Tomasa udział ferrytu
wysokochromowego jest obliczany z zależności:
% fazy δ = Ni
max
– Ni%
gdzie:
Ni
max
= 1/12 x [(Cr + 2Mo +
16)
2
] + ½ x Mn + 30 (0,10 -
C) + 12

Według Seferiana udział ferrytu wysokochromowego
obliczany jest za pomocą zależności:
% fazy δ = 3 Cr
eq
- Cr
ob
.
gdzie: Cr
eq
- równoważnik chromu wg danych
Schaefflera,
(Cr)
ob
oblicza się z zależności:
Cr
ob
= 0,93 (Ni) +6,7
Jednym z problemów występujących przy spawaniu stali
wysokostopowych jest sytuacja, w której zachodzi
konieczność wykonania spoiny przy użyciu spoiwa o
innym składzie chemicznym niż spawany materiał.
Dotyczy
to
zwłaszcza
stali
chromowych
martenzytycznych.
Przy
stosowaniu
spoiwa
austenitycznego
pojawiają się dwa zagadnienia:
•uzyskanie spoiny o wymaganej strukturze,
odpowiednich właściwościach plastycznych oraz
pozbawionej pęknięć,
•zapewnienie takich właściwości fizycznych strefy
wpływu ciepła, aby mimo dużej różnicy składu
chemicznego
występującej
między
spoiną
a
materiałem rodzimym możliwe było uzyskanie
wymaganych
właściwości
użytkowych
złącza
spawanego.
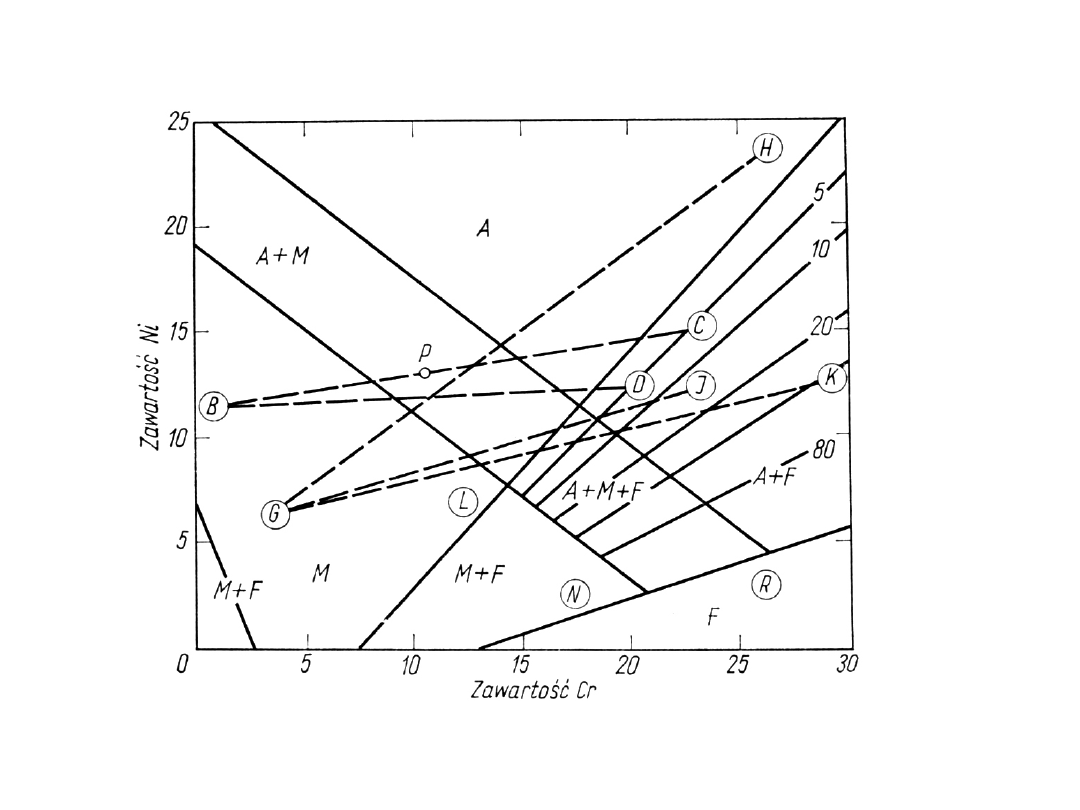
Zastosowanie wykresu Schaefflera do określania struktur fazowych w
złączach materiałów spawanych spoiwami o innym składzie chemicznym.
Do określenia struktur fazowych występujących w złączu spawanym
stosowany jest wykres Schaefflera, co jest przedstawione na
poniższym przykładzie:

Skład chemiczny (i struktura fazowa) spawanego
materiału podstawowego odpowiada punktowi B na
rysunku. Materiał dodatkowy do spawania ma skład
chemiczny (i strukturę fazową) odpowiadającą punktowi
C. Skład chemiczny spoiny odpowiada punktowi P. Udział
materiału rodzimego w spoinie o składzie chemicznym
odpowiadającym punktowi P jest określony stosunkiem
długości odcinków CP/CB. Struktury złącza spawanego
powinny być zatem zawarte między punktami P i B.
Występowanie takich struktur byłoby jednak możliwe w
przypadku wystąpienia pełnego wyrównania składu
chemicznego, zachodzącego w wyniku długotrwałego
wytrzymania złącza spawanego w wysokiej temperaturze.

Jednak w przypadku złącza spawanego takiej równowagi
nie można uzyskać bez stosowania specjalnej obróbki
cieplnej. Po ostygnięciu złącza (bez stosowania
dodatkowych zabiegów cieplnych) struktury fazowe złącza
spawanego będą mieściły się w zakresie od punktu B do
punktu C. Materiał rodzimy będzie miał strukturę czysto
martenzytyczną,
strefa
wpływu
ciepła
strukturę
austenityczno – martenzytyczną, natomiast środek spoiny
strukturę austenityczno – ferrytyczną.

Przedstawiony przykład pokazuje, jak wykorzystując
wykres Schaefflera można dobrać materiał dodatkowy do
spawania w celu uzyskania wymaganych struktur
fazowych złącza. Stosując materiały dodatkowe o wyższej
zwartości składników stopowych można zapobiegać
wystąpieniu struktury martenzytycznej w spoinie – punkt
H (stal martenzytyczna – punkt G). Również w ten sposób
można dobrać materiał dodatkowy celem zwiększenia
(polepszenia odporności na pękanie gorące) lub
zmniejszenia
(wymagane
czasami
właściwości
eksploatacyjne złącza) zawartości ferrytu.

W przypadku wymaganej odporności na pękanie gorące
należy dążyć do uzyskania w spoinie struktury
austenityczno – ferrytycznej ( punkt J). Wówczas w pobliżu
strefy wpływu ciepła należy spodziewać się struktur
martenzytyczno – austenityczno – ferrytycznych. W ten
sposób można dobrać właściwe stopiwo do spawania stali
martenzytcznych określonych punktami B, G i L. Przy
spawaniu stali ferrytycznej określonej punktem R
materiałem dodatkowym określonym punktem K lub H w
złączu spawanym powstają struktury ferrytyczno –
austenityczne.

Metody spawania
Najczęściej stosowanymi metodami spawania są:
•spawanie elektrodą nietopliwą w osłonie gazu
obojętnego - TIG (141),
•spawanie elektrodą topliwą w osłonie gazu aktywnego -
MAG (135),
•spawanie elektrodą topliwą w osłonie gazu obojętnego -
MIG (131),
•spawanie elektrodą otuloną – 111,
•spawanie łukiem krytym drutem elektrodowym - 121,
•spawanie drutem elektrodowym proszkowym w
atmosferze gazu aktywnego - 136,
•spawanie plazmowe - 15,
•spawanie wiązką elektronów - 51,
•spawanie laserowe - 52,

Stosowanie poszczególnych metod
zależy między
innymi
od
rodzaju
i
gatunku
stali
wysokostopowych, problemów występujących przy
ich spawaniu i wynikających z nich ograniczeń
dotyczących energii liniowej spawania i szybkości
chłodzenia.
Najczęściej stosowane
do spawania
wszystkich grup stali stosowane są metody
111, 141,
135, 131, 136
. Ograniczenia stosowania odnoszą się do
metody
121.
Dotyczą
one
stali
chromowych
martenzytycznych,
austenitycznych
Cr-Ni(Mo)
i
austenitycznych Cr-Ni(Mo) z ferrytem. Wynikają one z
konieczności ograniczenia energii liniowej spawania i tym
samym ilości ciepła wprowadzanego do obszaru
spawania. Wszystkie metody spawania powinny być
niskowodorowe.
Przy spawaniu metodą 135 należy stosować mieszanki
gazowe
przeznaczone
do
spawania
stali
wysokostopowych.
Mieszanki przeznaczone do spawania
stali niestopowych (zawierające dużo CO
2
i/lub O
2
) nie
powinny być stosowane ze względu na możliwość
wypalania się pierwiastków stopowych.
Stosowanie metod
spawania zależy również od warunków w jakich odbywa
się spawanie (warunki warsztatowe lub montażowe),
grubość łączonych blach, pozycja spawania oraz
wymagania jednostek klasyfikacyjnych.

Przygotowanie elementów do
spawania
W celu przygotowania elementów do spawania stosuje
się:
•obróbkę mechaniczną (cięcie gilotyną, frezowanie),
•cięcie plazmowe,
•cięcie laserowe.

Cięcie
plazmowe
jest
obecnie
najbardziej
rozpowszechnionym procesem cięcia termicznego stali
wysokostopowych. Metoda ta charakteryzuje się dobrą
jakością powierzchni cięcia oraz dużą wydajnością. W
przypadku cięcia plazmowego stali wysokostopowych jako
gaz plazmowy stosuje się najczęściej mieszankę Ar-H
2
,
zapewniającą uzyskanie największej estetyki i jakości
ciętej
powierzchni.
Cięcie
plazmowe
umożliwia
przecinanie materiałów o grubościach do 150 mm.
W
porównaniu
do
cięcia
laserowego
wymaga
mniejszych nakładów inwestycyjnych oraz związane
jest
z
mniejszymi
kosztami
eksploatacji.
Charakteryzuje się natomiast gorszą jakością (ukos
powierzchni cięcia i większa chropowatość).

W procesie
cięcia laserowego
stali wysokostopowych
wykorzystuje
się
ciepło
zogniskowanej
wiązki
promieniowania laserowego i współosiowy z wiązką
laserową nadmuch obojętnego gazu (przeważnie azotu) o
odpowiednio
dużej
energii
kinetycznej.
Jedną
z
najważniejszych zalet procesu cięcia laserowego jest
bardzo wysoka jakość cięcia i możliwość uzyskania
powierzchni cięcia z minimalnym ukosem. W większości
zastosowań po cięciu laserowym nie jest wymagana
dodatkowa obróbka powierzchni cięcia.
Cięcie laserowe
charakteryzuje bardzo wysoką wydajnością i
elastycznością procesu. Za pomocą lasera można
przecinać elementy o grubości do 25 mm.

Wszystkie urządzenia stosowane do przygotowania do
spawania
stali wysokostopowych powinny być dokładnie
przed użyciem oczyszczone ze względu na możliwości
wprowadzenia zanieczyszczeń do spoiny, mogących być
źródłem korozji. Wszystkie środki smarujące zastosowane
przy kształtowaniu i przygotowaniu do spawania
elementów ze stali wysokostopowych powinny być
usunięte przed spawaniem. Do czyszczenia i szlifowania
mogą być stosowane wyłącznie takie narzędzia, które są
przeznaczone do stali nierdzewnych wysokostopowych.
Zalecenie to dotyczy zwłaszcza tarcz ściernych i szczotek
drucianych.
Szczotki
druciane
powinny
być
wykonane ze stali nierdzewnej.
Jeżeli
po
cięciu
termicznym
na
powierzchniach
przeznaczonych
do
spawania
powstają
tlenki,
zahartowania lub inne zanieczyszczenia, należy je usunąć
za pomocą obróbki mechanicznej na dostateczną
głębokość od powierzchni cięcia. Jeżeli po cięciu gilotyną
powstały pęknięcia, należy je usunąć przed spawaniem.
Generalnie
powinna
być
stosowana
zasada
oddzielenia produkcji (powierzchni i urządzeń)
elementów ze stali nierdzewnych od innej produkcji
oraz ochrony przed wszystkimi materiałami, które
mogą być źródłem zanieczyszczeń. Dotyczy to
zwłaszcza ołowiu, cynku, miedzi, stopów miedzi
oraz stali niestopowych.

W przypadku
stali austenitycznych Cr-Ni (Mo)
przygotowanie brzegów do spawania jest podobne do
stosowanego dla stali niestopowych, chociaż mogą być
stosowane różne kąty i odstępy progowe. Dla stali z
dodatkiem azotu może być wymagane stosowanie
szerszego ukosowania.

Dla
stali ferrytyczno - austenitycznych Cr-Ni-Mo-N
(stali DUPLEX i SUPERDUPLEX)
przygotowanie
brzegów powinno być zgodne z normą PN-EN 29692. W
przypadku ukosowania na V lub podwójne V czasami
zaleca się, ze względu na uzyskanie dobrego wtopienia,
stosowanie większego kąta ukosowania, niż dla stali
austenitycznych Cr-Ni (Mo). Również z tego samego
powodu przy wykonywaniu warstwy graniowej metodami
141, 131 lub 135 zalecane jest stosowanie większego
odstępu progowego.

W
przypadku
stosowania
płytek
dobiegowych
i
wybiegowych
powinny być one wykonane z takiej samej
stali, jak spawany element. Również grubość i
przygotowanie brzegów powinny być takie same jak w
spawanym złączu. Usuwanie płytek powinno być tak
wykonane, aby nie wpływało niekorzystnie na materiał
podstawowy i spoinę.

Zasady klasyfikacji i
oznaczania spoiw
Dla
spoiw
stosowanych
do
spawania
stali
wysokostopowych klasyfikacja jest nieco inna, niż dla
spoiw do spawania stali niestopowych i drobnoziarnistych.
Uwzględnia ona przede wszystkim rodzaj stopiwa (skład
chemiczny). Nie uwzględnia natomiast wytrzymałości i
wydłużenia stopiwa oraz pracy łamania. Symbol rodzaju
stopiwa
(składu
chemicznego)
tworzą
cyfry
lub
kombinacje cyfr i liter. Klasyfikacja nie zawiera również
symbolu zawartości wodoru w stopiwie. Pozostałe
symbole klasyfikacji (symbol rodzaju gazu osłonowego,
symbol charakteryzujący pozycje spawania, symbol drutu
proszkowego) są zbieżne z zasadami klasyfikacji dla stali
niestopowych.

Poniżej przedstawiono przykłady klasyfikacji stopiwa
materiałów
dodatkowych
do
spawania
stali
wysokostopowych.
Elektrody otulone
:
E 19 12 3 L R 1 2
E – elektrody otulone,
19 12 3 L – skład chemiczny,
R – rodzaj otuliny,
1 – rodzaj prądu i uzysk,
2 – pozycje spawania

Druty elektrodowe, druty i pręty do spawania łukowego:
G 19 12 3 L
G – pierwszy symbol (może nim być G, W, S, P)
charakteryzuje przeznaczenie drutu do metody spawania,
tzn.:
G – drut lity do spawania elektrodą topliwą w osłonie
gazów - 135/131,
W – drut lub pręt do spawania elektrodą nietopliwą w
osłonie gazów obojętnych - 141,
S – drut do spawania łukiem krytym - 121,
P – pręt lub drut do spawania plazmowego - 15.
- 19 12 3 L – skład chemiczny

Druty proszkowe i pręty do spawania łukowego bez i w
osłonie gazów;
T 19 12 3 L R M 3
T – symbol drutu proszkowego stosowanego do spawania
łukowego,
19 12 3 L – skład chemiczny
R – symbol rodzaju drutu proszkowego, gdzie:
R – proszek rutylowy, żużel wolno krzepnący,
P – proszek rutylowy, żużel szybko krzepnący,
B – proszek zasadowy,
M – proszek metalowy,
U – bez osłony gazowej,
Z – inne rodzaje,
M – symbol rodzaju gazu osłonowego,
3 – symbol charakteryzujący pozycję spawania.

Topniki i ich klasyfikacja
Topniki przeznaczone do spawania łukiem krytym stali
niestopowych
i
niskostopowych
oraz
stali
wysokostopowych podlegają tej samej klasyfikacji. Zasady
klasyfikacji topników zostały określone w normie PN-EN
760: 1998.
Klasyfikacja obejmuje:
•symbol metody spawania,
•symbol metody wytwarzania,
•symbol rodzaju topnika,
•symbol zastosowania i klasy topnika,
•symbol metalurgicznego oddziaływania topnika,
•symbol rodzaju prądu spawania,
•symbol zawartości wodoru w stopiwie.
Przy doborze topnika do spawania stali wysokostopowych
najważniejszy jest symbol zastosowania i klasy topnika.
Do spawania (i napawania) stali wysokostopowych
chromowych i chromowo – niklowych przeznaczone
są topniki klasy 2.
Przykład oznaczania topnika:
S A AF 2 64Cr DC H5
S – spawanie łukiem krytym,
A – sposób wytwarzania, gdzie:
F – stapianie,
A – spiekanie,
M – mieszanie,

AF – rodzaj topnika, gdzie:
MS – manganowo-krzemionowy,
CS – wapniowo-krzemianowy,
ZS – cyrkonowo-krzemianowy,
RS – rutylowo -krzemianowy,
AR – glinianowo- rutylowy,
AB – glinianowo-zasadowy,
AS – glinianowo-krzemianowy,
AF – glinianowo-fluorkowy-zasadowy,
FB – fluorkowo-zasadowy,
Z – każdy inny uzgodniony skład.

2 – zastosowanie, gdzie:
1 – stale niestopowe,
2 – stale nierdzewne i/lub nikiel oraz stopy na bazie
niklu,
3 – napoiny odporne na zużycie,
64Cr – oddziaływanie metalurgiczne,
DC – rodzaj prądu spawania,
H5 – zawartość wodoru w stopiwie, gdzie:
H5 – max. 5 ml/100g,
H10 - max. 10 ml/100g,
H15 - max. 15 ml/100g,

Klasyfikacja gazów osłonowych
Podział gazów i mieszanek gazów osłonowych określa
norma
PN-EN ISO 14175:2008
, która zastąpiła normę
PN-EN 439. Gazy osłonowe są oznaczane:
•nazwą,
•numerem normy,
•grupą,
•liczbą charakteryzującą.

Gazy osłonowe do spawania stali wysokostopowych
dobierane są zależnie od metody spawania oraz
spawanego
materiału.
Przy
spawaniu
stali
wysokostopowych metodą TIG (141) jest to
najczęściej Ar (I1) dla wszystkich gatunków stali
lub również Ar + He (I3) - dla stali austenitycznych
(Cr–Ni).
Przy
spawaniu stali wysokostopowych metodą MAG (135)
łukiem zwarciowym
zalecane jest stosowanie mieszanek:
•Ar +He + (2 – 3%) CO
2
– mieszanka ta zwiększa
stabilność jarzenia sie łuku spawalniczego oraz poprawia
zwilżalność stopiwa,
•Ar + He + (1 – 2%) O
2
– właściwości tej mieszanki są
podobne do poprzedniej, jednak powoduje większe
utlenienie powierzchni spoiny,
•Ar +He + CO
2
+ (2 – 3%) H
2
– dodatek wodoru zwiększ
częstotliwość i regularność przenoszenia kropel ciekłego
metalu w łuku spawalniczym (obecność wodoru powoduje
zwiększenie ryzyka wystąpienia porowatości i kruchości
wodorowej przy spawaniu stali ferrytycznych,
martenzytycznych i austenityczno – ferrytycznych
(duplex)).

Przy
spawaniu stali wysokostopowych metodą MAG (135)
łukiem natryskowym
zalecane jest stosowanie mieszanek:
•Ar + (1 – 2%) O
2
– mieszanka ta umożliwia zmianę
długości łuku spawalniczego w dużym zakresie, a
zawartość O
2
> 1% poprawia stabilność jarzenia się łuku i
zwiększa zwilżalność; równocześnie wzrasta wypalanie
pierwiastków
stopowych
i
maleje
skłonność
do
porowatości.
•Ar + (2 – 3%) CO
2
– powoduje wyraźny wzrost
zawartości węgla w spoinie oraz zwiększa wielkość
rozprysku,
•Ar + CO
2
+ O
2
– wykazuje takie same właściwości, jak
poprzednia mieszanka,
•Ar + 30% He + 1% O
2
– mieszanka ta zapewnia
wysoką stabilność jarzenia się łuku, niewielki rozprysk,
łatwą zwilżalność materiału spawanego raz odpowiednią
lepkość płynnego metalu.

Spawalność stali chromowych
ferrytycznych
Stale chromowe ferrytyczne
mogą mieć strukturę
całkowicie ferrytyczną lub ferrytyczną z udziałem
martenzytu (częściowo ferrytyczną). W przypadku tej
grupy stali mogą wystąpić następujące problemy
związane z jej spawalnością:
•rozrost ziaren,
•wydzielenia węglików chromu na granicach ziaren,
•wydzielenia międzymetaliczne (faza sigma),
•kruchość 475ºC.

Rozrost ziaren
występuje w przypadku stali o strukturze
całkowicie ferrytycznej w temperaturze wyższej od 950
ºC. Rozrost ziaren powoduje wzrost kruchości złącza.
Zastosowanie ponownej obróbki cieplnej nie powoduje
rozdrobnienia wielkości ziaren.
Rozrost ziaren w stalach chromowych ferrytycznych z
udziałem
martenzytu
(o
strukturze
częściowo
ferrytycznej) jest wyraźnie mniejszy.

Wielkość
rozrostu
ziaren
zależy
od
najwyższej
temperatury, czasu przebywania w tej temperaturze i
ilości warstw spoiny. Węgliki chromu wydzielają się na
granicach ziaren zarówno w materiale rodzimym, jak i w
spoinie, nawet podczas szybkiego chłodzenia złącza z
temperatury spawania. Wydzielenia węglików chromu
powodują
zmniejszenie
odporności
na
korozje
międzykrystaliczną na skutek zubożenia w chrom
obszarów przy granicach ziaren.
Zjawiska tego można
uniknąć przez ograniczenie zawartości węgla w
materiale podstawowym i spoiwie lub zastosowanie
materiałów stabilizowanych tytanem, niobem,
tantalem lub cyrkonem.

Wydzielenia
międzymetaliczne
(faza
sigma)
powstają w stalach o sumarycznej zawartości chromu i
molibdenu przekraczającej 22% w zakresie temperatury
od 550ºC do 850ºC. Prowadzą one do kruchości w
temperaturze pokojowej i związanego z tym pogorszenia
odporności korozyjnej.
Faza sigma może przejść do
roztworu po podgrzaniu elementu do temperatury
900 - 1000ºC i następnie zastosowaniu szybkiego
chłodzenia.

Kruchość 475ºC
powstaje w zakresie temperatury 400 -
475ºC w stalach o zawartości chromu przekraczającej
15%.
Można ją usunąć przez nagrzanie do
temperatury ok. 540ºC i następnie szybkie
chłodzenie do temperatury pokojowej.
Przy spawaniu stali chromowych ferrytycznych
mogą wystąpić pęknięcia zimne.
W celu zapobiegania ich wystąpieniu należy:
•stosować niskowodorowe metody spawania,
•stosować podgrzewanie wstępne w zakresie 200 -
300ºC (dla elementów o grubości większej niż
3mm),
•unikać spawania przy znacznym utwierdzeniu
.

Stale chromowe ferrytyczne są wrażliwe na korozję
międzykrystaliczną.
Podwyższenie
odporności
na
korozję międzykrystaliczną można uzyskać przez:
•ograniczenie zawartości węgla i azotu,
•zastosowanie stabilizacji,
•zastosowanie wyżarzania w zakresie temperatury
750 - 800ºC.

Stale chromowe ferrytyczne
najczęściej spawa się
następującymi metodami:
•elektrodą otuloną –111,
•elektrodą nietopliwą w osłonie gazu obojętnego - TIG
(141),
•elektrodą topliwą w osłonie gazu aktywnego - MAG
(135),
•łukiem krytym drutem elektrodowym - 121,
Inne metody spawania, np.:
•spawanie plazmowe (15),
•spawanie wiązką elektronów (51),
•spawanie laserowe (52),
mogą być stosowane po uzgodnieniu.

W związku z podatnością stali ferrytycznych na nadmierny
rozrost ziaren w strefie wpływu ciepła, należy utrzymywać
minimalną wartość energii liniowej spawania.
Ze względu na utrzymanie możliwie niewielkiego
wchłaniania do spoiny węgla i azotu zaleca się
utrzymywanie krótkiego łuku i czyszczenie obszaru spoiny.
Spawanie metodą TIG może być prowadzone z
zastosowaniem spoiwa lub bez.

Zalecenia technologiczne przy
spawaniu stali chromowych
ferrytycznych
Cięcie i ukosowanie brzegów
Stosowane jest cięcie i ukosowanie mechaniczne,
termiczne plazmowe lub laserowe.
Podgrzewanie przed spawaniem
Stale zawierające podwyższoną zawartość węgla należy
podgrzewać w zakresie temperatury od 200 do 300 ºC.
Przy stosowaniu spoiwa austenitycznego temperatura
podgrzewania wstępnego nie powinna przekraczać 150
ºC.

Energia liniowa spawania
Przy spawaniu metodą 111 - należy stosować ograniczać
ilość
wprowadzonego
ciepła.
Ograniczenie
ilości
wprowadzonego
ciepła
powoduje
zmniejszenie
odkształceń i naprężeń, a tym samym zmniejsza
skłonność do pęknięć. Należy spawać układając wąskie
ściegi, unikając poprzecznych ruchów elektrody, które
zwiększają skłonność stopiwa na pękanie. Nie należy
stosować zbyt dużych średnic elektrod, aby uniknąć
powstania nadmiernie dużego jeziorka. Średnicę elektrody
należy dobierać uwzględniając grubość spawanych
materiałów, kształt złącza oraz pozycję spawania.

Przy spawaniu metodą
111
energia liniowa jest trudna do
określenia. Zalecana wartość energii liniowej spawania
wynosi
0,5 - 1,1 kJ/mm.
Przy spawaniu metodą
121
– należy stosować energię
liniową spawania w zakresie
0,5 – 1,2 (max. 1,5)
kJ/mm
. Nie można stosować zbyt wysokich szybkości
spawania, gdyż grozi to powstaniem pęknięć.
Przy spawaniu metodą
135, 131
– należy stosować
energię liniową spawania w zakresie
0,5 – 1 kJ/mm
.
Temperatura międzyściegowa
Przy
spawaniu
stali
ferrytycznych
materiałem
dodatkowym o składzie chemicznym zbliżonym do
materiału podstawowego
należy utrzymywać temperaturę
międzyściegową
od
200
do
400
ºC
(przy
podwyższonej
zawartości
węgla
w
stali)
.
Temperatura ta nie powinna być niższa niż temperatura
podgrzewania wstępnego. Przy stosowaniu
spoiwa
austenitycznego
temperatura
międzyściegowa
nie
powinna przekraczać 150ºC.
Obróbka cieplna po spawaniu
Przy
spawaniu
stali
ferrytycznych
materiałem
dodatkowym o składzie chemicznym zbliżonym do
materiału podstawowego
należy stosować
wyżarzanie
zmiękczające
w temperaturze od
650 do 750 ºC przez
2 - 3 min na 1 mm grubości
, z wolnym chłodzeniem w
powietrzu, gdy w strefie przyspoinowej istnieje możliwość
powstania struktury martenzytycznej.
Przy stosowaniu
spoiwa austenitycznego nie należy
stosować obróbki cieplnej po spawaniu.

Uwagi dodatkowe
•Usuwanie warstw przetopowych dla wykonania podpawania powinno
być prowadzone przy zastosowaniu obróbki mechanicznej.
•Elektrody otulone i topniki powinny być suszone przed spawaniem
zgodnie z zaleceniami producenta, zasadowe zazwyczaj w
temperaturze od 300-350 ºC, pozostałe w temperaturze 120 ºC przez
2 – 3 godziny.
•Materiały dodatkowe o stopiwie austenitycznym mogą być
stosowane tylko w przypadkach, gdy warunki pracy pozwalają na
obecność spoin o strukturze austenitycznej.
•Przy spawaniu metodą 135 może być stosowana mieszanka gazowa
Ar + 1-3% O
2
.
•Spawanie metodą 121 nie jest zalecane ze względu na możliwość
wystąpienia rozrostu ziaren w strefie wpływu ciepła. Można je
stosować tylko w wyjątkowych przypadkach.
W
przypadku
wymaganej
odporności
złączy
na
korozję
międzykrystaliczną należy stosować przesycanie złączy w
temperaturze 1050 ºC.
Materiały dodatkowe do spawania stali
chromowych ferrytycznych
Przy
spawaniu
stali
chromowych
ferrytycznych
preferowane jest stosowanie austenitycznych materiałów
dodatkowych
. Spoina o strukturze austenitycznej ma
lepszą ciągliwość, niż spoina o strukturze materiału
podstawowego. Jeżeli w czasie eksploatacji wyrobu
spawanego może nastąpić działanie siarki, zaleca się
wykonanie warstwy spoiny narażonej na to działanie
materiałem dodatkowym o strukturze ferrytycznej lub
ferrytyczno austenitycznej.
Materiały dodatkowe o
strukturze ferrytycznej
powinny być stosowane przy
wymaganym
jednakowym
wydłużeniu
cieplnym,
jednakowej barwie powierzchni spoiny oraz spoin
pozbawionych niklu. Spawanie metodą TIG może być
stosowane z materiałem dodatkowym lub bez materiału
dodatkowego. Jeżeli jest to wymagane, zaleca się, aby
elektrody otulone były suszone zgodnie z zaleceniami
producenta.
Spawalność stali chromowych
martenzytycznych
Stale
chromowe
martenzytyczne
mają
w
temperaturze
pokojowej
strukturę
całkowicie
martenzytyczną. Są więc twarde i kruche.
Problemem
związanym ze spawalnością tej grupy stali jest pękanie
zimne
. Skłonność do występowania pękania zimnego
zależy od zawartości wodoru, stanu naprężeń, prędkości
chłodzenia oraz składu chemicznego
. Skłonność do
pękania wzrasta wraz ze wzrostem zawartości węgla.

W celu zapobiegania ich wystąpieniu należy, podobnie jak
dla poprzednio przedstawionej grupy stali:
•stosować niskowodorowe metody spawania,
•stosować podgrzewanie wstępne w zakresie 200 -
300ºC (dla stali o zawartości powyżej 0,1% węgla,
zależnie od geometrii złącza i wielkości naprężeń),
•unikać spawania przy znacznym utwierdzeniu.

Podgrzewanie do wyższej temperatury może być
wymagane przy spawaniu grubszych elementów i bardziej
obciążonych złączy.
Podgrzewanie
wstępne
może
być
uzupełnione
wyżarzaniem po spawaniu. Parametry wyżarzania zależą
od zawartości składników stopowych.
Przy
spawaniu
tych
stali
problemy
odkształceń
spawalniczych występują w ograniczonym stopniu.

Stale chromowe martenzytyczne
najczęściej spawa
się następującymi metodami:
•elektrodą otuloną –111,
•elektrodą nietopliwą w osłonie gazu obojętnego - TIG
(141).
Dla szczególnych zastosowań mogą być dopuszczone
metody:
•spawanie plazmowe 15,
•spawanie elektrodą topliwą w osłonie gazu obojętnego -
MIG (131),
•spawanie elektrodą topliwą w osłonie gazu aktywnego -
MAG (135).

Zalecenia technologiczne przy
spawaniu stali chromowych
martenzytycznych
Cięcie i ukosowanie brzegów
Stosowane jest cięcie i ukosowanie mechaniczne,
termiczne plazmowe lub laserowe.
Podgrzewanie przed spawaniem
Należy stosować podgrzewanie wstępne w zakresie
temperatury
od 200 do 300 ºC
– w przypadku stali
zawierających podwyższoną zawartość węgla. Przy
stosowaniu
spoiwa
austenitycznego
temperatura
podgrzewania wstępnego
nie powinna przekraczać
150 ºC

Energia liniowa spawania
Przy spawaniu metodą 111 - należy stosować ograniczać
ilość
wprowadzonego
ciepła.
Ograniczenie
ilości
wprowadzonego
ciepła
powoduje
zmniejszenie
odkształceń i naprężeń, a tym samym zmniejsza
skłonność do pęknięć. Należy spawać układając wąskie
ściegi, unikając poprzecznych ruchów elektrody, które
zwiększają skłonność stopiwa na pękanie. Nie należy
stosować zbyt dużych średnic elektrod, aby uniknąć
powstania nadmiernie dużego jeziorka. Średnicę elektrody
należy dobierać uwzględniając grubość spawanych
materiałów, kształt złącza oraz pozycję spawania. Przy
spawaniu metodą
111
energia liniowa jest trudna do
określenia. Zalecana wartość energii liniowej spawania
wynosi
0,5 - 1,1 kJ/mm
.
Przy spawaniu metodą
135
– należy stosować energię
liniową spawania w zakresie
0,5 – 1 kJ/mm
.
Temperatura międzyściegowa
Przy spawaniu
stali martenzytycznych materiałem
dodatkowym o składzie chemicznym zbliżonym do
materiału podstawowego
należy utrzymywać temperaturę
międzyściegową od
200 do 400 ºC
(przy podwyższonej
zawartości węgla w stali). Przy stosowaniu
spoiwa
austenitycznego
temperatura
międzyściegowa
nie
powinna przekraczać 150ºC
Obróbka cieplna po spawaniu
Przy spawaniu
stali martenzytycznych materiałem
dodatkowym o składzie chemicznym zbliżonym do
materiału podstawowego
należy stosować
wyżarzanie
normalizujące
w temperaturze
od 920 do 950 ºC/1 – 2
min na 1mm grubości
z wolnym chłodzeniem w
powietrzu
z odpuszczaniem
w temperaturze
750 – 800
ºC /2 – 3 min na 1mm grubości
z wolnym chłodzeniem
w
powietrzu
lub
wyżarzanie
odprężające
w
temperaturze 650 - 750 ºC/2 – 2 - 3 min na 1mm
grubości
z wolnym chłodzeniem w powietrzu.
Przy stosowaniu
spoiwa austenitycznego nie należy
stosować obróbki cieplnej po spawaniu.

Uwagi dodatkowe
1.Usuwanie
warstw
przetopowych
dla
wykonania
podpawania powinno być prowadzone przy zastosowaniu
obróbki mechanicznej.
2.Elektrody otulone i topniki powinny być suszone przed
spawaniem zgodnie z zaleceniami producenta, zasadowe
zazwyczaj w temperaturze od 300-350 ºC, pozostałe w
temperaturze 120 ºC przez 2 – 3 godziny.
3.Przy spawaniu metodą 135 może być stosowana
mieszanka gazowa Ar + 1-3%O
2
.
4.Wyżarzanie odprężające należy stosować w przypadku
złączy, dla których nie jest wymagana odporność złączy
na korozję międzykrystaliczną.
Materiały
dodatkowe
do
spawania
stali
martenzytycznych
Wszystkie gatunki stali martenzytycznych mogą być
spawane austenitycznymi materiałami dodatkowymi lub
materiałami o składzie chemicznym maksymalnie
zbliżonym
do
składu
materiału
podstawowego
(materiałopodobnymi). Jeżeli stosowane są austenityczne
materiały dodatkowe spoina ma mniejszą wytrzymałość,
niż materiał podstawowy.
Spoiwa o składzie chemicznym maksymalnie zbliżonym
do składu materiału podstawowego
są stosowane
wówczas, gdy wymagana jest:
•jednolitość koloru złącza spawanego,
•wytrzymałość złącza jak najbardziej zbliżona do
wytrzymałości spawanej stali,
•odpowiednia wytrzymałość złącza spawanego przy
obciążeniach zmiennych.

Spawalność stali chromowo – niklowych z miękkim
martenzytem
Stale chromowo – niklowe z miękkim martenzytem
mają po spawaniu, zarówno w spoinie jak i w SWC,
strukturę martenzytu (martenzyt niskowęglowy o dużej
wytrzymałości i plastyczności) z małą ilością ferrytu i
austenitu.
Problemem związanym ze spawalnością tej grupy stali jest
możliwość wystąpienia
pękania zimnego, gdy
zawartość wodoru dyfundującego H
D
> 5 ml/100g.
W celu zapobiegania ich wystąpienia należy:
•stosować niskowodorowe metody spawania,
•elektrody otulone i topniki powinny być przed
spawaniem
suszone
(zawartość
wodoru
dyfundującego w stopiwie powinna być mniejsza
niż 5 ml/100g,
•stosować podgrzewanie wstępne do 100ºC oraz
utrzymywać
temperaturę
międzyściegową
w
zakresie 100 - 160ºC.

Stale chromowo – niklowe z miękkim martenzytem
spawa się następującymi metodami:
•elektrodą otuloną –111,
•elektrodą nietopliwą w osłonie gazu obojętnego - TIG
(141),
•elektrodą topliwą w osłonie gazu aktywnego - MAG
(135),
•łukiem krytym drutem elektrodowym - 121

Zalecenia technologiczne przy
spawaniu stali chromowo –
niklowych z miękkim martenzytem
Cięcie i ukosowanie brzegów
Stosowane jest cięcie i ukosowanie mechaniczne lub
termiczne plazmowe.
Podgrzewanie przed spawaniem
Nie jest zalecane. Jedynie w przypadku wybranych
gatunków stali może być stosowane podgrzewanie do
temperatury 200 ºC.

Energia liniowa spawania
Przy spawaniu metodą 111 - należy stosować ograniczać
ilość
wprowadzonego
ciepła.
Ograniczenie
ilości
wprowadzonego
ciepła
powoduje
zmniejszenie
odkształceń i naprężeń, a tym samym zmniejsza
skłonność do pęknięć. Należy spawać układając wąskie
ściegi, unikając poprzecznych ruchów elektrody, które
zwiększają skłonność stopiwa na pękanie. Nie należy
stosować zbyt dużych średnic elektrod, aby uniknąć
powstania nadmiernie dużego jeziorka. Średnicę elektrody
należy dobierać uwzględniając grubość spawanych
materiałów, kształt złącza oraz pozycję spawania.

Przy spawaniu metodą
111
energia liniowa jest trudna do
określenia. Zalecana wartość energii liniowej spawania
wynosi
0,5 - 1,1 kJ/mm.
Przy spawaniu metodą
121
– należy stosować minimalną
energię liniową spawania
< 1,2 kJ/mm
.
Przy spawaniu metodą
135
– należy stosować minimalną
energię liniową spawania
< 1 kJ/mm
.
Temperatura międzyściegowa
100 - 160ºC
Obróbka cieplna po spawaniu
W celu poprawy właściwości plastycznych należy
stosować
wyżarzanie
zmiękczające
w
zakresie
temperatury
650 - 750 ºC/2 – 3 min na 1mm grubości
z wolnym chłodzeniem w powietrzu. Dla złączy
wykonanych spoiwem austenitycznym
z reguły
nie
stosuje się obróbki cieplnej.

Uwagi dodatkowe
1.Usuwanie
warstw
przetopowych
dla
wykonania
podpawania powinno być prowadzone przy zastosowaniu
obróbki mechanicznej.
2.Elektrody otulone i topniki powinny być suszone przed
spawaniem zgodnie z zaleceniami producenta, zasadowe
zazwyczaj w temperaturze od 300-350 ºC, pozostałe w
temperaturze 120 ºC przez 2 – 3 godziny.
3.Przy spawaniu metodą 135 może być stosowana
mieszanka gazowa Ar + 1-3%O
2
.
Do wykonywania warstw przetopowych powinny być
stosowane elektrody zasadowe. W przypadku
wymaganej
odporności
złączy
na
korozje
międzykrystaliczna należy stosować spoiwa zawierające
Nb. Po spawaniu należy stosować przesycanie złączy z
temperatury 1050 ºC/1 – 2 min na 1mm grubości.
4. Spawanie łukiem krytym nie jest zalecane.
Materiały dodatkowe do spawania
stali chromowo – niklowych z
miękkim martenzytem
Stale te spawa się
materiałami o składzie chemicznym
maksymalnie
zbliżonym
do
składu
materiału
podstawowego
. Elektrody otulone i topniki do spawania
łukiem krytym powinny być suszone zgodnie z
zaleceniami producenta w celu ograniczenia zawartości
wodoru dyfundującego w spoinie (HD < 5 ml/100g).
Spawalność stali austenitycznych
Cr-Ni (Mo) z ferrytem
Stale austenityczne Cr-Ni (Mo) z ferrytem
mają w
temperaturze pokojowej strukturę austenitu z niewielką
zawartości ferrytu (liczba ferrytowa FN ok. 3). Struktura
tych stali wynika z proporcji między ilością pierwiastków
austenitotwórczych i ferrytotwórczych.
Najważniejszymi
pierwiastkami auustenitotwórczymi są: nikiel, mangan,
węgiel
i
azot.
Najważniejszymi
pierwiastkami
ferrytotwórczymi są: chrom, molibden i krzem.
Strukturę,
która utworzy się w spoinie, można określić na podstawie
proporcji
między
pierwiastkami
austenitotwórczymi
(równoważnik niklu) i ferrytotwórczymi (równoważnik
chromu) za pomocą wykresu Schaefflera, De Longa lub
WRC 92.

W przypadku tej grupy stali mogą wystąpić następujące
problemy związane z jej spawalnością:
•skłonność do pękania gorącego (krystalizacyjnego i
likwacyjnego),
•tworzenie się fazy międzymetalicznej sigma,
•wydzielanie się węglików chromu,
•skłonność do odkształcania się połączeń spawanych
(wynika z 1,5 – krotnie większego niż dla stali węglowych
współczynnika rozszerzalności cieplnej i 2 – krotnie
mniejszej niż dla stali węglowej przewodności cieplnej).

Ze względu na wymienione problemy spawania tych
stali zaleca się unikania podgrzewania wstępnego
przed spawaniem oraz ograniczenie ilości ciepła
doprowadzonego do obszaru spawania.

Dla
uniknięcia występowania pęknięć gorących
należy:
•dobierać materiały dodatkowe do spawania tak, aby w
spoinie uzyskać zawartość ferrytu między 3 FN a 15 FN
(powoduje to krzepnięcie spoiny o strukturze ferrytu,
które zapewnia wyraźnie mniejszą skłonność do pękania
gorącego),
•zapewnić optymalną czystość połączenia spawanego
(unikać wprowadzania zanieczyszczeń do spoiny),
•ograniczyć utwierdzenia złącza,
•wprowadzać małą ilość ciepła i unikać dużego jeziorka
spawalniczego,
•utrzymywać
niską
temperaturę
międzyściegową
(maksymalnie 150ºC),
•spawać z małą prędkością,
•stosunek między szerokością i głębokością jeziorka
spawalniczego powinien mieścić się między 1 a 1,5.

Dwa ostatnie zalecenia wynikają z wpływu warunków
spawania na powstawanie pęknięć gorących. Duża
prędkość spawania powoduje powstawanie jeziorka
spawalniczego o kształcie zbliżonym do łzy z segregacją
zanieczyszczeń w osi spoiny i zwiększone ryzyko pękania.
Wyważony stosunek między natężeniem prądu i
prędkością spawania jest niezbędny dla uzyskania
optymalnych warunków spawania.

W
złączach spawanych stali austenitycznych Cr-Ni
(Mo) z ferrytem
może wystąpić
korozja
:
•elektrochemiczna,
•międzykrystaliczna,
•nożowa,
•naprężeniowa.

Stale
austenityczne Cr-Ni (Mo) i stale austenityczne
Cr-Ni (Mo) z ferrytem
spawa się następującymi
metodami:
•elektrodą otuloną –111,
•elektrodą nietopliwą w osłonie gazu obojętnego - TIG
(141),
•elektrodą topliwą w osłonie gazu aktywnego - MAG
(135),
•elektrodą topliwą w osłonie gazu obojętnego - MIG
(131),
•łukiem krytym drutem elektrodowym - 121
•spawaniem plazmowym - 15
,

Zalecenia technologiczne przy
spawaniu stali austenitycznych
Cr-Ni (Mo) z ferrytem
Cięcie i ukosowanie brzegów
Stosowane jest cięcie i ukosowanie mechaniczne,
termiczne plazmowe lub laserowe.
Podgrzewanie przed spawaniem
Nie jest wymagane

Energia liniowa spawania
Przy spawaniu metodą 111 - należy stosować ograniczać
ilość
wprowadzonego
ciepła.
Ograniczenie
ilości
wprowadzonego
ciepła
powoduje
zmniejszenie
odkształceń i naprężeń, a tym samym zmniejsza
skłonność do pęknięć. Należy spawać układając wąskie
ściegi, unikając poprzecznych ruchów elektrody, które
zwiększają skłonność stopiwa na pękanie. Nie należy
stosować zbyt dużych średnic elektrod, aby uniknąć
powstania nadmiernie dużego jeziorka. Średnicę elektrody
należy dobierać uwzględniając grubość spawanych
materiałów, kształt złącza oraz pozycję spawania.

Przy spawaniu metodą
111
energia liniowa jest trudna do
określenia. Zalecana wartość energii liniowej spawania
wynosi
0,5 - 1,1 kJ/mm.
Przy spawaniu metodą
121
– należy stosować minimalną
energię liniową spawania
< 1,2 kJ/mm
.
Przy spawaniu metodą
135
– należy stosować minimalną
energię liniową spawania
< 1 kJ/mm.

Temperatura międzyściegowa
Nie powinna przekraczać 150ºC
Obróbka cieplna po spawaniu
Tylko w specjalnych przypadkach, w celu zapewnienia
wysokiej odporności na korozję międzykrystaliczną można
stosować
przesycanie w temperaturze 1050 ºC/1 – 2 min
na 1mm grubości
.

Uwagi dodatkowe
1.Usuwanie
warstw
przetopowych
dla
wykonania
podpawania powinno być prowadzone przy zastosowaniu
obróbki mechanicznej.
2.Elektrody otulone i topniki powinny być suszone przed
spawaniem zgodnie z zaleceniami producenta, zasadowe
zazwyczaj w temperaturze od 300-350 ºC, pozostałe w
temperaturze 120 ºC przez 2 – 3 godziny.
3.Przy spawaniu metodą 135 może być stosowana
mieszanka gazowa Ar + 1-3%O
2
.
Materiały dodatkowe do spawania
stali austenitycznych Cr-Ni (Mo) z
ferrytem
Do spawanie tej grupy stali
powinny być stosowane
materiały
dodatkowe
do
spawania
gwarantujące
uzyskanie w strefie wtopienia w spoinie struktury dla
której liczba ferrytowa będzie się mieściła w zakresie od 3
FN do 15 FN. Dla uniknięcia występowania pęknięć
gorących.
Skład chemiczny materiałów dodatkowych do spawania
powinien być zwykle nieznacznie bogatszy w stosunku do
składu chemicznego materiału podstawowego. Jest to
wymagane ze względu na optymalizację odporności
korozyjnej przez skompensowanie strat pierwiastków
stopowych, wpływu segregacji, wtrąceń i niezgodności
powierzchniowych w spoinie.
Spawalność stali austenitycznych
Cr-Ni (Mo)
Stale austenityczne Cr-Ni (Mo)
mają w temperaturze
pokojowej strukturę czysto austenityczną.
Problemy
związane ze spawalnością tych stali są takie same, jak w
przypadku stali austenitycznych Cr-Ni (Mo) z ferrytem.
Dodatkowo, dla stali całkowicie austenitycznych należy
dobierać materiały dodatkowe o niskiej zawartości
zanieczyszczeń i podwyższonej zawartości manganu.

Zalecenia technologiczne przy
spawaniu stali austenitycznych
Cr-Ni (Mo)
Cięcie i ukosowanie brzegów
Stosowane jest cięcie i ukosowanie mechaniczne,
termiczne plazmowe lub laserowe.
Podgrzewanie przed spawaniem
Nie stosuje się

Energia liniowa spawania
Przy spawaniu metodą 111 - należy stosować ograniczać
ilość
wprowadzonego
ciepła.
Ograniczenie
ilości
wprowadzonego
ciepła
powoduje
zmniejszenie
odkształceń i naprężeń, a tym samym zmniejsza
skłonność do pęknięć. Należy spawać układając wąskie
ściegi, unikając poprzecznych ruchów elektrody, które
zwiększają skłonność stopiwa na pękanie. Nie należy
stosować zbyt dużych średnic elektrod, aby uniknąć
powstania nadmiernie dużego jeziorka. Średnicę elektrody
należy dobierać uwzględniając grubość spawanych
materiałów, kształt złącza oraz pozycję spawania.

Przy spawaniu metodą
111
energia liniowa jest trudna do
określenia. Zalecana wartość energii liniowej spawania
wynosi
0,5 - 1,1 kJ/mm.
Przy spawaniu metodą
121
– należy stosować minimalną
energię liniową spawania
< 1,2 kJ/mm
.
Przy spawaniu metodą
135
– należy stosować minimalną
energię liniową spawania
< 1 kJ/mm.
Temperatura międzyściegowa
Nie powinna przekraczać 150ºC
Obróbka cieplna po spawaniu
Nie zaleca się!
.
W szczególnych przypadkach
dla
zapewnienia odporności na korozję międzykrystaliczną
można stosować
przesycanie z temperatury 1050
ºC/1 – 2 min na 1mm grubości
.

Uwagi dodatkowe
•Usuwanie
warstw
przetopowych
dla
wykonania
podpawania powinno być prowadzone przy zastosowaniu
obróbki mechanicznej.
•Elektrody otulone i topniki powinny być suszone przed
spawaniem zgodnie z zaleceniami producenta, zasadowe
zazwyczaj w temperaturze od 300-350 ºC, pozostałe w
temperaturze 120 ºC przez 2 – 3 godziny.
•Przy spawaniu metodą 135 może być stosowana
mieszanka gazowa Ar + 1-3%O
2
.
Materiały dodatkowe do spawania
stali austenitycznych Cr – Ni (Mo)
Do
spawania
całkowicie
austenitycznych
stali
nierdzewnych
powinny
być
stosowane
materiały
dodatkowe o składzie zbliżonym do składu chemicznego
materiału
podstawowego
lub
nieco
bardziej
wysokostopowe.
Materiały dodatkowe
mogą posiadać
zwiększoną zawartość manganu
(dla zmniejszenia ryzyka
występowania pęknięć gorących).

Spawalność stali ferrytyczno -
austenitycznych Cr-Ni-Mo-N (stale
DUPLEX)
Stale ferrytyczno - austenityczne Cr-Ni-Mo-N (stale
DUPLEX)
mają strukturę dwufazową -
50% austenitu i
50% ferrytu
.
W przypadku tej grupy stali mogą wystąpić następujące
problemy związane z jej spawalnością:
•skłonność do pękania gorącego (krystalizacyjnego),
•tworzenie się fazy międzymetalicznej sigma,
•powstawanie pęknięć zwłocznych.
Pęknięcia zwłoczne
powstają w przypadku spoiny
zawierającej ponad 75% ferrytu (liczba ferrytowa FN >
110), występowania w niej dużej ilości wodoru oraz
wysokiego stopnia utwierdzenia złącza.
Przy spawaniu stali ferrytyczno - austenitycznych Cr-Ni-
Mo-N
podgrzewanie wstępne nie jest konieczne
. Może być
jednak stosowane w celu usunięcia wilgoci z powierzchni
spawanych
blach.
Temperatura
podgrzewania
osuszającego nie może przekraczać 100ºC.
Przy spawaniu tej grupy stali szczególnie ważna
jest energia liniowa spawania. !!!
Przy zbyt małej
energii liniowej spawania następuje szybkie stygnięcie i w
konsekwencji powstaje duża ilość ferrytu. Przy spawaniu
zbyt dużą energią liniową może nastąpić wydzielenie faz
międzymetalicznych.
Niskostopowe i średniostopowe
gatunki stali ferrytyczno - austenitycznych Cr-Ni-Mo-N
należy spawać energią liniową w zakresie od
0,5 kJ/mm
do 2,5 kJ/mm.
Temperatura międzyściegowa
nie powinna być wyższa niż
250ºC
.
Wysokostopowe gatunki stali ferrytyczno-austenitycznych
Cr-Ni-Mo-N należy spawać energią liniową w zakresie
od
0,2 kJ/mm do 1,5 kJ/mm.
Temperatura międzyściegowa
powinna mieścić się w zakresie
od 100 ºC do 150ºC
.
Przy spawaniu tej grupy stali należy również uwzględnić
wpływ procesu spawania oraz grubości spawanych blach
na szybkość odprowadzenia ciepła ze spoiny.

Odporność korozyjna
tej grupy stali zależy od ich
mikrostruktury
i
składu
chemicznego.
Stale
te
charakteryzują się dobrą odpornością na korozję wżerową
i naprężeniową. Optymalną odporność korozyjna uzyskuje
się dla zawartości ferrytu w spoinie w zakresie 30 FN do
100 FN.
Odkształcenie
podczas spawania stali ferrytyczno -
austenitycznych
Cr-Ni-Mo-N
jest
mniejsze,
niż
austenitycznych stali nierdzewnych. Ze względu na
wysoką granicę plastyczności stali typu duplex ich
prostowanie po spawaniu jest znacznie trudniejsze niż
stali austenitycznych.

W stalach tej grupy
o zawartości azotu > 0,20%
zdecydowanie
bardziej
może
wystąpić
zjawisko
porowatości
,
niż
w
stalach
nierdzewnych
austenitycznych. Skłonność do występowanie porowatości
wzrasta przy spawaniu w pozycji sufitowej (PE). W celu
ograniczenia tego zjawiska zalecane jest układanie
cienkich ściegów oraz unikanie spawania zbyt długim
łukiem.
Ryzyko wystąpienia porowatości zwiększa
się przy stosowaniu nadmiernego strumienia gazu
osłonowego.

Stale ferrytyczno-austenityczne Cr-Ni-Mo-N (stale
duplex)
spawa się metodami:
•elektrodą nietopliwą w osłonie gazu obojętnego - TIG
(141),
•elektrodą otuloną –111,
•elektrodą topliwą w osłonie gazu aktywnego - MAG
(135),
•elektrodą topliwą w osłonie gazu obojętnego - MIG
(131),
•drutem elektrodowym proszkowym w atmosferze gazu
aktywnego 136,
Metody spawania, których
zazwyczaj nie stosuje się
spoiwa lub
charakteryzujące się szybkim stygnięciem
,
np.:
•spawanie plazmowe 15,
•spawanie wiązką elektronów 51,
•spawanie laserowe 52,
•zgrzewanie rezystancyjne 2,
mogą być stosowane tylko z zachowaniem
szczególnych środków ostrożności !!!.

Zalecenia technologiczne przy
spawaniu stali ferrytyczno -
austenitycznych Cr-Ni-Mo-N (stale
duplex)
Cięcie i ukosowanie brzegów
Stosowane jest cięcie i ukosowanie mechaniczne lub
termiczne plazmowe.
Podgrzewanie przed spawaniem
Nie jest wymagane
. Przy spawaniu elementów o
grubościach większych
od 20 mm
zaleca się
podgrzewanie wstępne
do temperatury 150 ºC.
Energia liniowa spawania
Przy spawaniu metodą
135
– należy stosować minimalną
energię liniową spawania
0,5 – 1,5 kJ/mm
.
Temperatura międzyściegowa
Należy utrzymywać temperaturę międzyściegową od
100
do 150 ºC
Obróbka cieplna po spawaniu
Nie jest stosowana

Uwagi dodatkowe
•Usuwanie
warstw
przetopowych
dla
wykonania
podpawania powinno być prowadzone przy zastosowaniu
obróbki mechanicznej.
•Elektrody otulone i topniki powinny być suszone przed
spawaniem zgodnie z zaleceniami producenta, zasadowe
zazwyczaj w temperaturze od 300-350 ºC, pozostałe w
temperaturze 120 ºC przez 2 – 3 godziny.
•Przy spawaniu metodą 135 zaleca się stosowanie
mieszanek gazowych zawierających 1 – 3% azotu (N
2
).
•Należy stosować wyłącznie spoiwa zawierające azot i
podwyższoną zawartość niklu (w stosunku do materiału
podstawowego).
•Nie powinno się spawać bez dodatku spoiwa.
•Zaleca się stosowanie ściegów zakosowych.
Materiały dodatkowe do spawania
stali ferrytyczno - austenitycznych
Cr-Ni-Mo-N (stale duplex)
Do spawania tych stali, w celu zapewnienia odpowiedniej
proporcji struktury austenitu i ferrytu, powinny być
stosowane spoiwa o zwiększonej zawartości niklu i azotu.
Właściwy dobór spoiwa pozwala uniknąć niekorzystnego
wpływu związanego z szybkim stygnięciem po spawaniu
oraz dużym wymieszaniem z materiałem podstawowym w
warstwie
graniowej.
Do
spawania
gatunków
przeznaczonych
do
pracy
w
agresywnych
środowiskach korozyjnych mogą być stosowane
stopiwa
o
zwiększonej
zawartości
chromu,
molibdenu i azotu.

Elektrody otulone i topniki
do spawania łukiem krytym
powinny być suszone przed spawaniem w temperaturze
300ºC.
Zastosowanie topników rutylowych
powoduje uzyskanie
spoin o niskiej udarności. Topniki zasadowe pozwalają na
uzyskanie spoin o wyższej udarności, ale powodują
trudności z usunięciem żużla.
Przy spawaniu
drutami proszkowymi
należy stosować
zalecenia producenta, zwłaszcza w zakresie stosowanych
gazów osłonowych.

Dziękuję ! ! !
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Slide 39
- Slide 40
- Slide 41
- Slide 42
- Slide 43
- Slide 44
- Slide 45
- Slide 46
- Slide 47
- Slide 48
- Slide 49
- Slide 50
- Slide 51
- Slide 52
- Slide 53
- Slide 54
- Slide 55
- Slide 56
- Slide 57
- Slide 58
- Slide 59
- Slide 60
- Slide 61
- Slide 62
- Slide 63
- Slide 64
- Slide 65
- Slide 66
- Slide 67
- Slide 68
- Slide 69
- Slide 70
- Slide 71
- Slide 72
- Slide 73
- Slide 74
- Slide 75
- Slide 76
- Slide 77
- Slide 78
- Slide 79
- Slide 80
- Slide 81
- Slide 82
- Slide 83
- Slide 84
- Slide 85
- Slide 86
- Slide 87
- Slide 88
- Slide 89
- Slide 90
- Slide 91
- Slide 92
- Slide 93
- Slide 94
- Slide 95
- Slide 96
- Slide 97
- Slide 98
- Slide 99
- Slide 100
- Slide 101
- Slide 102
- Slide 103
- Slide 104
- Slide 105
- Slide 106
- Slide 107
- Slide 108
- Slide 109
- Slide 110
- Slide 111
Wyszukiwarka
Podobne podstrony:
ISM Code 97 2003
LEASING 97 2003
SES 97 2003
Pranie brudnych pieniędzy - konspekt 97-2003, Studia, Zarządzanie, Handel i inwestycje zagraniczne
ZAGADNIENIA word 97-2003, Studia licencjackie- UTH Ekonomia
ANTROPOLO SCIAGI 97-2003, APS i inne naukowe, antropologia kulturowa
Nadczynnosc tarczycy 97-2003, szkola
Kopia Wykład 6 folie (word 97-2003), Studia - Gospodarka Przestrzenna UEP, I stopień, III semestr, F
Wykłady od PODZIAŁU nieruchomości (97 2003)
ćw52 97-2003, Towaroznawstwo SGGW, Rok I, Semestr I, fizyka, Fizyka, Fizyka, Sprawozdania
mimośrody 97-2003(1), Geodezja
wielka brytaniaword 97-2003
Wyklad II - higiena 97-2003
Przekaz planetarny Hatorów Word 97-2003
więcej podobnych podstron