
LABORATORIUM
Temat 11: Dokładność ustalania przesuwnych zespołów maszyn
1. Wprowadzenie
Szybki wzrost liczby maszyn sterowanych numerycznie oraz robotów przemysłowych
zmusił producentów i użytkowników do stosowania jednoznacznych kryteriów oceny ich ja-
kości. Z uwagi na stosunkowo niewielką pracochłonność, niski koszt badań oraz znaczną
przydatność uzyskanych wyników do oceny jakości i stanu technicznego, jednym z najbar-
dziej rozpowszechnionych testów jest sprawdzanie dokładności ustalania położenia jej ze-
społów. Uzyskane w wyniku takich badań odchyłki ustalania położenia oraz rozrzut poło-
żeń zespołów stanowią ważne kryterium oceny stanu maszyny i jej zespołów. Aby umożliwić
porównywanie wyników uzyskiwanych przez różnych producentów i użytkowników maszyn
sterowanych numerycznie, w szeregu krajach opracowano zalecenia precyzujące tok postę-
powania przy prowadzeniu takich badań. Na świecie stosuje się kilka różnych norm związa-
nych z kontrolą parametrów maszyn: NMTBA – USA, VDI – Niemcy, JIS – Japonia, BSI –
Wielka Brytania, ISO – Unia Europejska. W Unii Europejskiej, dla maszyn z grupy „obra-
biarki skrawające”, podstawę stanowi norma ISO 230 część 1 oraz część 2. Część pierwsza
obowiązuje w kraju jako PN-93/M-55580/01 „Dokładność geometryczna obrabiarek pracują-
cych bez obciążenia lub w warunkach obróbki wykańczającej”
Przyczyną występowania odchyłek położenia zespołów przesuwnych są głównie błędy
geometryczne wykonania maszyny, jej odkształcenia cieplne i odkształcenia pod wpływem
sił: głównie tarcia, ciężkości i związanych z samym procesem. Kompleksowa kontrola błę-
dów geometrycznych maszyny obejmuje cechy: kształtu, położenia oraz przemieszczenia linii
lub powierzchni maszyny. Mogą to być takie cechy jak: prostoliniowość, płaskość, równo-
odległość, prostopadłość i obrót.
Szczególnie istotnym zagadnieniem przy kontroli maszyny jest badanie przemieszczenia
prostoliniowego zespołu maszyny wzdłuż osi ruchu. Przemieszczenie prostoliniowe zespołu
ruchomego maszyny powoduje sześć elementów odchylenia (rys.1.), decydującego o położe-
niu punktu materialnego w przestrzeni: jedno odchylenie pozycyjne w kierunku ruchu, dwa
odchylenia liniowe trajektorii punktu ruchomego zespołu, trzy odchylenia kątowe zespołu ru-
chomego.
Odchylenia we wszystkich sześciu stopniach swobody wpływają na błędy pozycjono-
wania, ponieważ wynikają one zarówno z niepożądanych ruchów kątowych jak i ruchów po-
2
stępowych i mogą być nawet większe od błędów pozycjonowania linowego w kierunku osi
sterowalnych.
Rys.1. Odchylenia przy przemieszczaniu liniowym
2. Odchyłki ustalania położenia
Odchyłki ustalania położenia, można podzielić na systematyczne i przypadkowe (rys.2).
Odchyłki systematyczne, są spowodowane ograniczoną sztywnością elementów maszyny oraz
błędami jej geometrii.
Odchyłki
systematyczne
sztywność geometria
odchyłka
położenia
luz
zwrotny
rozrzut
położenia
obcią-
żenie
drgania
Odchyłka ustalania położenia
Dokładność obróbki
Temperatura
Odchyłki
przypadkowe
Rys.2. Czynniki wpływające na dokładność obróbki i na odchyłkę ustalania położenia
Błędy przypadkowe są natomiast wynikiem zmiennego, co do wartości, obciążenia oraz
drganiami. Zarówno na odchyłki systematyczne jak i na przypadkowe ma wpływ nagrzewanie
się zespołów maszyny. Odchyłki te określają z kolei odchyłkę położenia, odchyłkę występu-
jącą przy zmianie kierunku obciążenia lub kierunku ruchu, zwaną luzem zwrotnym oraz roz-
rzut położeń przemieszczanego zespołu. Te trzy czynniki wyznaczają całkowitą odchyłkę
3
ustalania położenia zespołu. Jak pokazano na rys.3 o wartości odchyłki ustalania położenia
decydują zarówno odchyłki systematyczne jak i przypadkowe. Ogólnie można stwierdzić, że
odchyłki systematyczne są wyznaczone przez warunki brzegowe pracy danej maszyny i dla
każdego punktu pomiarowego na długości drogi przesuwu zespołu mają określoną wartość i
określony znak. Są one spowodowane głównie, błędami geometrycznymi prowadnic, błędami
wykonania śruby tocznej, obciążeniami, a także błędami układu do pomiaru drogi zastosowa-
nego w maszynie NC. Z uwagi na stałą ich wartość można je łatwo skorygować Na rys. 3 po-
kazano przykładowy efekt uzyskany dla frezarki pionowej w wyniku wprowadzenia do ukła-
du sterowania odpowiednich poprawek, uzyskanych z pomiarów odchyłek ustalania położe-
nia.
współrzędna w osi Y [mm]
Frezarka pionowa
AVIA
1
2
Analiza trendu - liniowa
o
dc
h
ył
ka
p
o
ło
że
ni
a
[u
m
]
Rys.3. Zmniejszenie odchyłek pozycjonowania w wyniku korekcji.
(linia 1 przed korekcją, linia 2 po korekcji)
Odchyłki przypadkowe mogą mieć wiele przyczyn. Główne przyczyny to: zmienne wa-
runki tarcia w parach kinematycznych, rozrzut czasów przełączania napędu, zmienna tempe-
ratura pracy obrabiarki, zmienne warunki zewnętrzne, zmienne obciążenia, drgania itp. Przy-
padkowe odchyłki położenia zmieniają swą wartość, pomimo zachowania stałych sterowal-
nych warunków pracy i eksploatacji. Są one powodem występowania rozrzutu położeń.
4
3. Opracowanie wyników pomiarów
Występowanie nieuniknionego rozrzutu w pomiarach odchyłek ustalania położenia wy-
musza posłużenie się metodami statystycznymi przy opracowywaniu wyników pomiarów.
Zakłada się przy tym, że odchyłki położenia od zadanego punktu są rozłożone zgodnie
z rozkładem normalnym. Analizując rozkłady odchyłek przy najazdach lewo i prawostron-
nych dla każdego położenia kontrolnego można przy założonym poziomie ufności wyzna-
czyć:
Odchyłkę położenia,
Rozrzut położenia,
Luz zwrotny
Analizę taką dla jednego położenia pokazano na rys.4.
Rys.4. Krzywe normalnego rozkładu odchyłek położenia
Odchyłkę położenia reprezentują średnie arytmetyczne odchyłek przy odpowiednich na-
jazdach zaś luz zwrotny jest różnicą odchyłki lewo i prawostronnej. Jako rozrzut odchyłek po-
łożenia podaje się najczęściej przedział 6
, w którym mieści się 99,73% wszystkich pomia-
rów. Odchylenie standardowe
dla „n” najazdów, oblicza się z zależności:
5
j
(x
x
n - 1
ji
j
i=1
n
)
2
,
gdzie: x
ji
- „i”-ta odchyłka od punktu „j”,
x
1
n
x
j
ji
i=1
n
- średnia arytmetyczna odchyłek od celu w punkcie j,
n - liczna najazdów na punkt „j”.
4. Pomiary odchyłek ustalania położenia
Rosnąca ciągle dokładność maszyn wymaga, aby narzędzia pomiarowe cechowały się
dokładnością przynajmniej o rząd wyższą. Dla większości obecnie wytwarzanych maszyn
wymaganiom tym są w stanie sprostać tylko interferometry laserowe. Interferometry laserowy
z różnego typu oprzyrządowaniem optycznym są najwyższej klasy przyrządami pomiarowym
wykorzystywanym do kontroli geometrycznej maszyn. Ich zastosowania obejmują pomiary
odchyłek pozycjonowania liniowego i kątowego, prostoliniowości, prostokątności, równole-
głości i płaskości. Możliwa jest też automatyczna transmisja współczynników korekcji linio-
wej do popularnych sterowników CNC.
Do pomiaru wykorzystuje się system laserowy w konfiguracji: głowica laserowa, układ
kompensacji, optyka do pomiarów liniowych i komputer z. oprogramowaniem (rys.5).
Rys.5. Schemat blokowy laserowego systemu pomiarowego
4.1.Zasada działania
Interferometria to technika pomiaru, która wykorzystuje długość fali świetlnej jako
jednostkę pomiarową. Laser znajduje w niej zastosowanie, ponieważ stanowi źródło promie-
niowania spójnego, co oznacza, że wszystkie wysyłane przez źródło fale mają taką samą dłu-
gość oraz są dokładnie w fazie. Długość fali lasera HeNe (światło czerwone) wynosi
Głowica
laserowa
Układ
kompensacji
Komputer
PC
Oprzyrządowanie
optyczne
6
0.633
m, a w drodze kolejnych podziałów tej długości osiąga się rozdzielczość pomiarową
nawet 0.001
m czyli 1 nm.
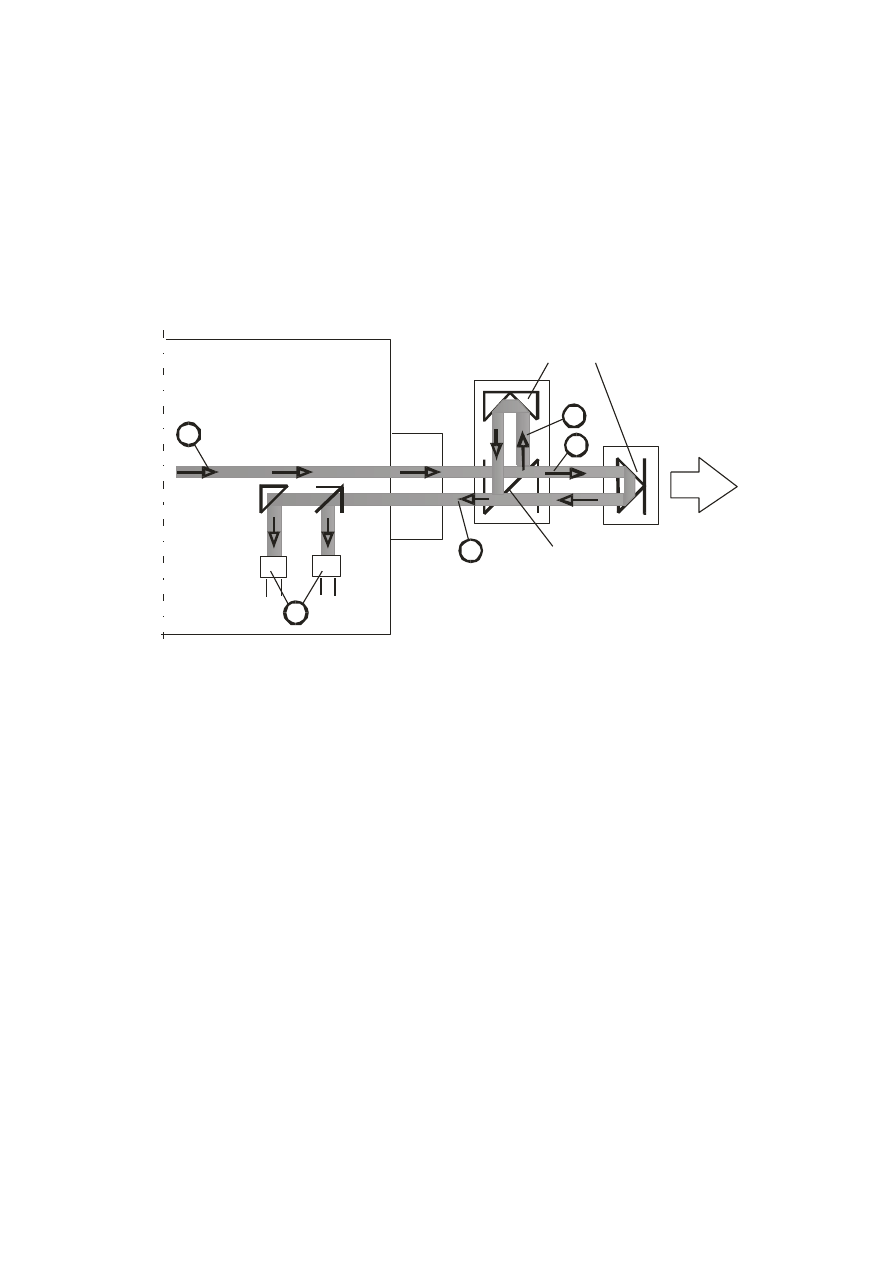
Zasadę działania systemu laserowego ilustruje rysunek 6. Światło lasera (1) spolary-
zowane w dwóch prostopadłych płaszczyznach dochodzi do zwierciadła płaskiego rozdziela-
jącego wiązkę na dwie składowe spolaryzowane liniowo. Światło odbite (2) jest spolaryzo-
wane prostopadle do przechodzącego (3). Obie wiązki są odbijane od odpowiednich pryzma-
tów i powracają do głowicy laserowej.
Rys.6. Zasada działania interferometru laserowego
Nieruchomy układ optyczny znajduje się w stałej odległości od głowicy tworząc w ten
sposób stałe ramie odniesienia interferometru. Drugie układ optyczny może przemieszczać się
względem głowicy tworząc razem z nią układ tak zwanego ramienia pomiarowego interfero-
metru. System laserowy pozwala na dokładne wykrywanie różnic pomiędzy długością ramie-
nia odniesienia i ramienia pomiarowego. Po odbiciu od pryzmatów wiązki (2) i (3) spotykają
się i razem docierają do głowicy. Utworzona w taki sposób wiązka (4) składa się z dwóch
składowych, które posiadają prostopadłe do siebie polaryzacje. Wiązka światła dochodzi na-
stępnie do detektorów (5) czułych na kierunek polaryzacji światła, które dają na wyjściu elek-
tryczny sygnał o przebiegu zmiennym, sinusoidalnym, pozwalający na określenie kierunku
przemieszczania się pryzmatu „pomiarowego” oraz określenie wielkości przesunięcia.
Przy wykorzystaniu interferometru laserowego LSP-30 do pozycjonowania maszyny
można uzyskać następujące parametry pomiaru:
- zakres pomiaru 0 do 30 m
- rozdzielczość pomiaru 0,1 lub 0,01
m
2
3
4
5
Zwierciadło płaskie
Pryzmat
Przesuw
Głowica laserowa
System laserowy LSP-30
1
7
- dokładność pomiaru 1,5
m/m
Proces pomiaru pozycjonowania dla maszyn sterowanych numerycznie wymaga:
- zaprogramowania układu sterowania maszyny; (wpisanie położenia punków pomiarowych
wzdłuż drogi przemieszczania; maszyna powinna zatrzymać się w punkcie pomiaru na ok.
1 sek),
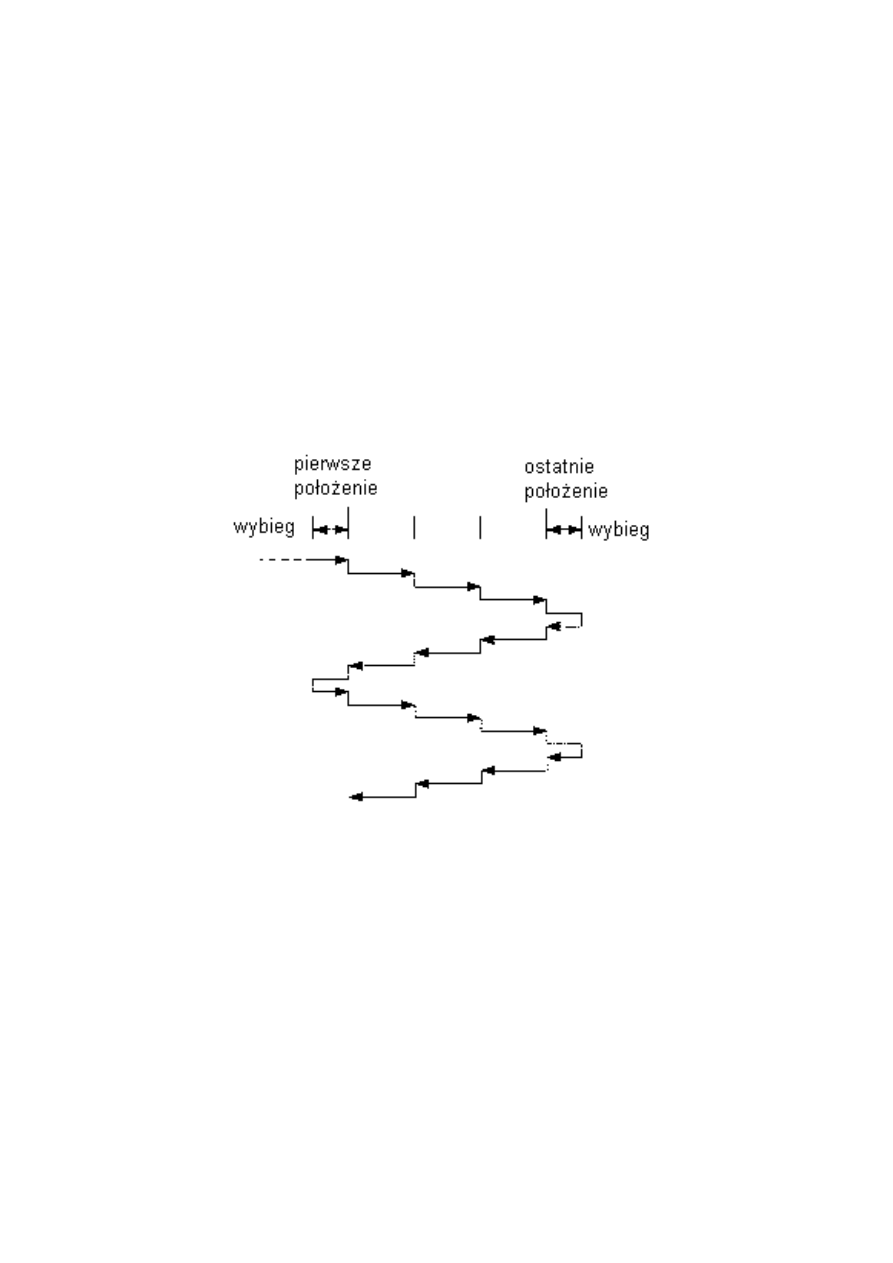
- wykonania co najmniej pięciu cykli pomiarów wg. schematu pokazanego na rys. 7, (reali-
zowany jest pomiar różnicy pomiędzy wpisanym do układu sterowania położeniem punk-
tu pomiarowego a położeniem zmierzonym za pomocą systemu laserowego),
- obróbki statystycznej wyników pomiarowych w komputerze PC dla wyznaczenia wartości
rozrzutu, luzu zwrotnego i odchyłki położenia.
Rys.7. Cykle pomiarowe
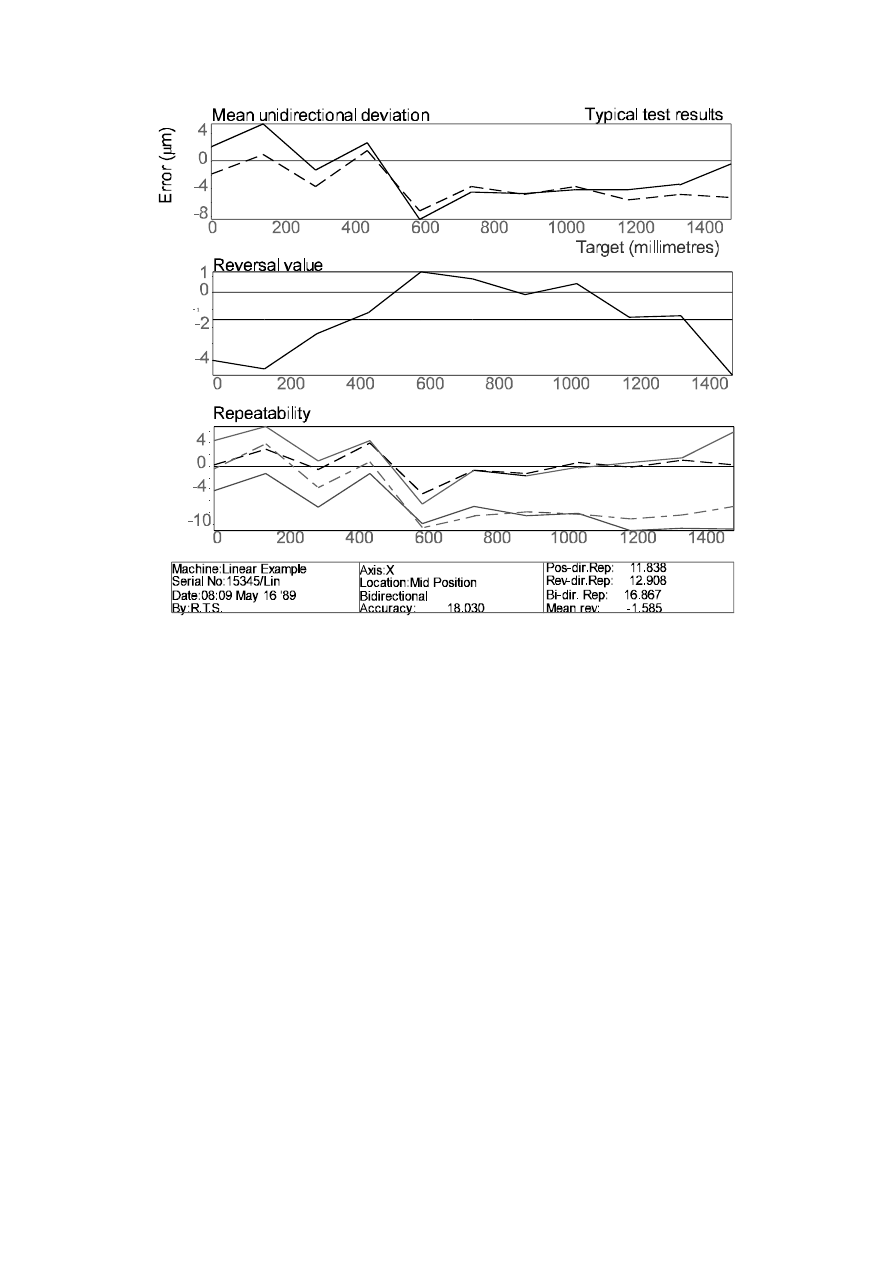
Przykład, opracowanych przez program komputerowy, rezultatów pomiarów dokład-
ności ustalania położenia pokazano na rys. 8.
8
Rys.8 Przykład rezultatów pomiarów dokładności ustalania położenia. (wykres górny : średnie odchylenie dla
położenia, środkowy: luz zwrotny, dolny: rozrzut położeń
5. Stanowisko dydaktyczne
Pomiary rozrzutu położeń, luzu zwrotnego oraz odchyłki położenia wykonywane będą
dla wybranych położeń stołu tokarki numerycznej .
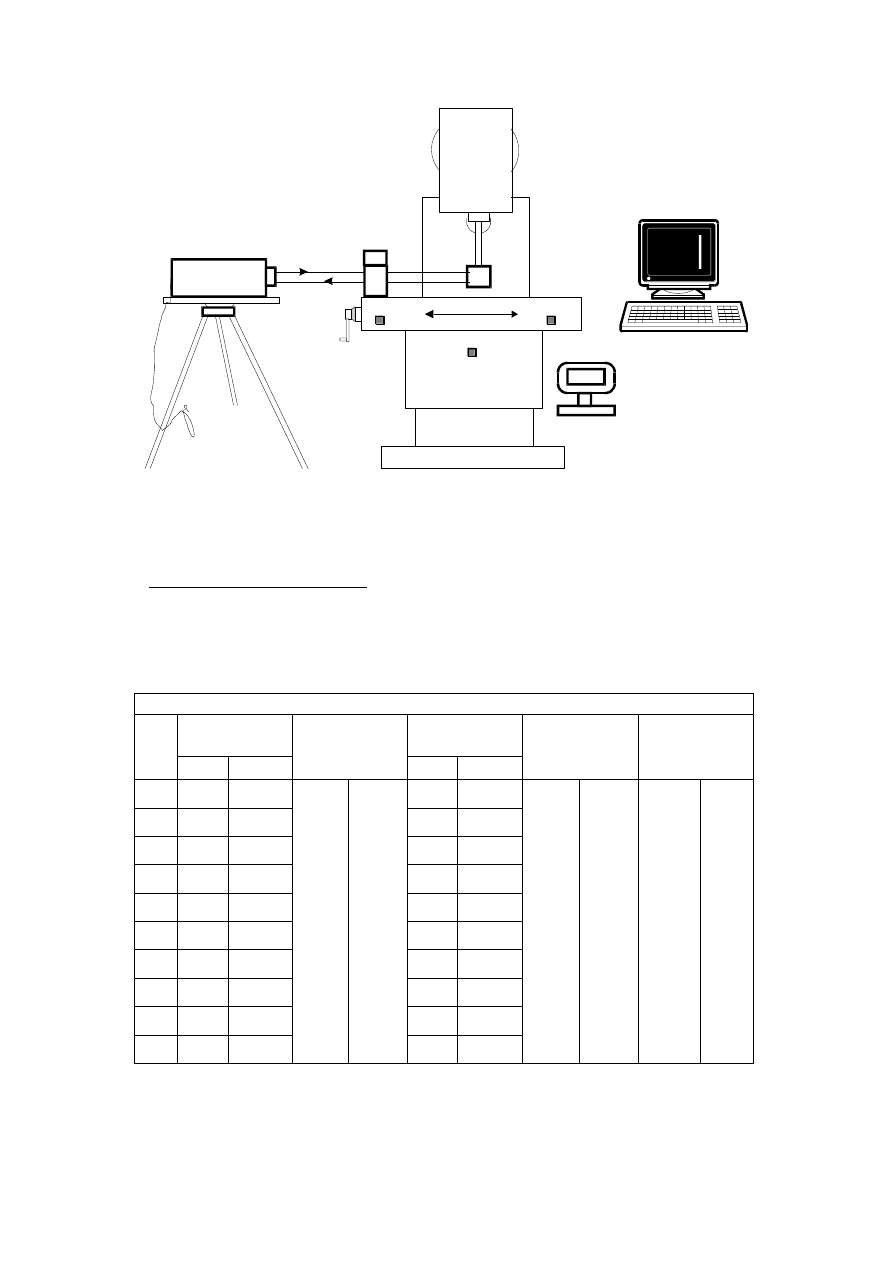
Pomiary przemieszczeń liniowych stołu frezarki wykonuje się zgodnie ze schematem
pokazanym na rys.9. Do pomiaru wykorzystuje się system laserowy w konfiguracji: głowica
laserowa, układ kompensacji, komputer z oprogramowaniem, optyka do pomiarów liniowych.
5.1. Czynności przygotowawcze
zestawienie układu pomiarowego;
ustawienie i uruchomienie głowicy laserowej,
zamocowanie interferometru liniowego na ruchomym stole maszyny, a retroreflektora
(pryzmatu) do nieruchomego zespoły maszyny np. głowicy wrzecionowej,
justowanie układów optyki liniowej na całej drodze przemieszczenia interferometru.
9
FWD
32J
Laser
Interferometr
liniowy
Pryzmat
Meteo
T1
T2
T3
Rys.9. Układ do pomiaru przemieszczeń liniowych w osi maszyny
5.2. Pomiary:
A.
Rozrzut położeń i luz zwrotny
Dla pierwszego wybranego położenia stołu wykonać 10 dojazdów lewostronnych i 10 do-
jazdów prawostronnych – zapisując wskazania systemu laserowego. Na podstawie zbioru
wyników wyznaczyć rozrzut położeń i wartość luzu zwrotnego
Położenie 1/ Położenie 2
Lp
Dojazd lewo-
stronny
Średnia
arytmetyczna
XLsr
Dojazd pra-
wostronny
Średnia
arytmetyczna
XPsr
Luz zwrotny
XLsr-XPsr
1
2
3
4
5
6
7
8
9
10
Rozrzut położeń R wyznaczyć jako R = 6*
lub w przybliżeniu jako
R = Xmax – Xmin (po odrzuceniu błędów grubych).
10
B.
Odchyłka położenia
Odchyłkę położenia wyznaczyć dla trzech położeń stołu, odpowiadających 200, 300 i 400
mm. Dla każdego z położeń stołu pomiary powtórzyć trzy razy.
,
,
,
Wartość zadana Z
200 mm
300 mm
400 mm
Wartość zmierzona M
Odchyłka Z - M
Średnia odchyłka po-
łożenia
Pomiar Nr
1
2
3
1
2
3
1
2
3
Opracował:
Wojciech Kwaśny
Zbigniew Wasiak
Wyszukiwarka
Podobne podstrony:
GN SPR 3, 7.Wykaz-po-scaleniu-i-podziele, Wykaz po scaleniu i podziele
spr całoroczny po 5kl, sprawdziany z matematyki dla klasy 5 szkoły podstawowej
spr osiagniec po kl 1
cnc w 1 spr geometr dokadnoci obr
cnc w 1 spr geometr dokadnoci obr
Sięgaj po więcej I rób karierę w zgodzie ze sobą Malwina Faliszewska fragment
Takie same wyrazy powtarzaj po wiele razy
Zerówki, Ściąga, Algorytm iteracyjny - algorytm, który uzyskuje wynik przez powtarzanie danej operac
Rob to po swojemu F26 adu, Konspekty zajęć
Masz psa to po nim sprzątaj !!!
Spr[1].po I semestrze dla kl. III, sprawdziany dla klasy III szkoły podstawowej
Rob to po swojemu F27 adu, Konspekty zajęć
3 Rozp Rady Mimnistrów z dnia 2 07 2002 w spr dopuszcz do stos w zakł gór masz i urz (2)
Rob to po swojemu F29 adu, Konspekty zajęć
spr masz poprawa
więcej podobnych podstron