Zbigniew Wasiak, Tadeusz Wojciechowski
Ć w i c z e n i e nr 1
SPRAWDZANIE GEOMETRYCZNEJ DOKŁADNOŚCI OBRABIARKI
NA PRZYKŁADZIE TOKARKI
Jednym z warunków uzyskania wysokiej dokładności i powtarzalności wymiarowo-
kształtowej przedmiotów wykonywanych drogą obróbki skrawaniem jest zachowanie odpo-
wiedniej geometrycznej dokładności obrabiarki. Celem ćwiczenia jest poznanie metod i spo-
sobów sprawdzania geometrycznej dokładności obrabiarki, zaś w praktycznej części ćwicze-
nia zostaną przeprowadzone wybrane pomiary dla uniwersalnej tokarki kłowej.
1. Wprowadzenie
Dokładność każdej maszyny, a więc i obrabiarki skrawającej do metali, określona jest
przez:
- dokładność geometryczną, przez którą rozumie się błędy wymiarowo-kształtowe i błędy
wzajemnego położenia elementów oraz zespołów maszyny,
- dokładność kinematyczną, określoną przez dokładność sprzężeń kinematycznych,
- dokładność nastawczą, określoną dokładnością mechanizmów służących do wykonywania
ruchów nastawiania wymiarowego maszyny,
- dokładność obróbki.
Niniejsza instrukcja poświęcona będzie jedynie sprawdzaniu geometrycznej dokładności
maszyn technologicznych z grupy obrabiarek. Sprawdzanie to objęte jest Polską Normą PN-
93/M-55580/01 pt.: „Dokładność geometryczna obrabiarek pracujących bez obciążenia lub w
warunkach obróbki wykańczającej”, opartą na ISO/DIS-230-1.
Sprawdzanie geometryczne dotyczy wymiaru, kształtu i położenia części składowych ma-
szyny oraz ich wzajemnych przemieszczeń (płaskość powierzchni, zgodność i przecinanie się
osi, równoległość i prostopadłość linii prostych, powierzchni płaskich w stosunku do po-
wierzchni płaskich lub każdych innych). Dotyczy ono tylko wymiarów, kształtów i ruchów
względnych, które mogą wpływać na dokładność obrabiarki i obróbkę. Wartości sprawdza-
nych wielkości muszą mieścić się w określonych granicach, zależnych od klasy dokładności
maszyny, jako że elementy wchodzące w skład podzespołów i zespołów obrabiarek są wyko-
nane z tolerancją wymiarowo-kształtową, określoną przez konstruktora. Wymaga się, by sto-
sowane przyrządy pomiarowe były co najmniej o klasę dokładniejsze od mierzonych warto-
ści.
2
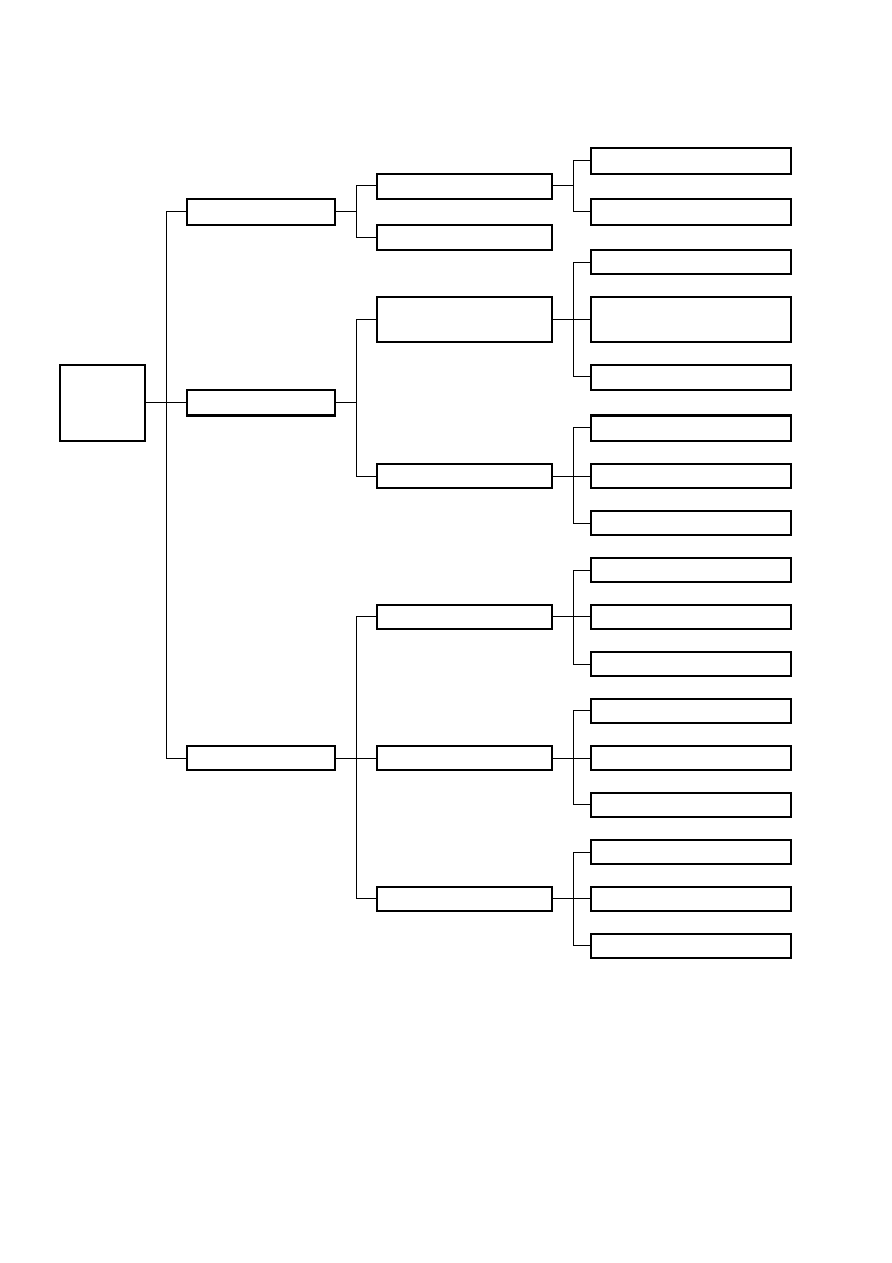
Na rys. 1 zestawiono podstawowe wielkości podlegające pomiarom przy sprawdzaniu
geometrycznej dokładności obrabiarki.
w płaszczyźnie pionowej
prostoliniowości
odchyłek kształtu
w płaszczyźnie poziomej
płaskości powierzchni
dwóch płaszczyzn
równoległości
dwóch osi lub współosio-
wości dwóch osi
Spraw-
dzanie
płaszczyzny i osi
odchyłek położenia
dwóch płaszczyzn
prostopadłości
dwóch osi
osi i płaszczyzny
promieniowego
bicia
osiowego
płaszczyzny czołowej
trajektorii do płaszczyzny
przemieszczenia
równoległości
trajektorii do osi
trajektorii do trajektorii
Rys.1. Podstawowe wielkości
podlegające pomiarom przy
sprawdzaniu geometrycznej
dokładności obrabiarki
płaszczyzny i trajektorii
prostopadłości
osi i trajektorii
dwóch trajektorii
2. Wstępne operacje sprawdzania
- przed przystąpieniem do badań obrabiarki, należy koniecznie ustawić ją na odpowiednim
fundamencie i wypoziomować. Przez wypoziomowanie uzyskuje się właściwe ustawienie
i stateczność maszyny, które ułatwiają późniejsze badania i pomiary,
- badania powinny być przeprowadzone na kompletnie zmontowanej maszynie. Demontaż
niektórych jej części może być dokonany tylko w wyjątkowych okolicznościach i zgodnie
z instrukcjami producenta,

3
- podczas kontroli geometrycznej i badań wszystkie te części (np. wrzeciona), które nor-
malnie nagrzewają się w czasie pracy maszyny, i w związku z tym zmieniają swe położe-
nie i kształt, powinny być doprowadzone do ustalonej temperatury pracy zgodnie z in-
strukcją producenta,
- kontrola geometryczna powinna być przeprowadzona na maszynie unieruchomionej albo
pracującej bez obciążenia (na biegu jałowym).
3. Metody sprawdzania
W sprawdzaniu geometrycznej dokładności obrabiarek można posługiwać się różnymi
metodami. Poniżej omówiono niektóre metody sprawdzania podstawowych wielkości zesta-
wionych na rys. 1.
3.1. Sprawdzanie odchyłek prostoliniowości
Dotyczy ono przede wszystkim prowadnic obrabiarek, po których w czasie pracy przesu-
wają się stoły, sanie lub suporty. Z zespołami tymi są połączone sztywno przedmioty obra-
biane lub narzędzia, dlatego też odchyłki prostoliniowości prowadnic wpływają bezpośrednio
na dokładność wymiarowo-kształtową obrabianych przedmiotów.
Sprawdzanie to jest tematem odrębnego ćwiczenia i nie będzie tu bliżej omawiane.
3.2. Sprawdzanie odchyłek płaskości
Powierzchnia jest uważana za płaską, jeżeli wszystkie jej punkty są zawarte pomiędzy
dwoma płaszczyznami, równoległymi do ogólnego kierunku płaszczyzny, odległymi od siebie
o wartość leżącą w granicach tolerancji płaskości.
Sprawdzanie płaskości może być przeprowadzone za pomocą: płyty pomiarowej, płyty
pomiarowej i czujnika, liniału i płytek wzorcowych, liniału oraz poziomnicy precyzyjnej i
czujnika, poziomnicy precyzyjnej jak również metodami optycznymi (autokolimatorem, ką-
townikiem optycznym i laserem). Sprawdzanie to nie będzie przeprowadzane w ramach tego
ćwiczenia, a zatem nie będzie tu również omawiane.
3.3. Sprawdzanie odchyłek równoległości linii i płaszczyzn
Dwie linie są do siebie równoległe, gdy w dowolnej płaszczyźnie do nich prostopadłej, ich
odległość jest taka sama (mieści się w granicach określonych tolerancją równoległości), co
oznacza, że jedna z tych linii jest równoległa do dwóch płaszczyzn przechodzących przez
drugą linię. Z tej drugiej części definicji korzysta się często przy sprawdzaniu równoległości
dwóch linii.
Dwie płaszczyzny uważa się za równoległe, kiedy odległości między nimi, mierzone co
najmniej w dwóch płaszczyznach prostopadłych do siebie i prostopadłych do sprawdzanych
płaszczyzn są identyczne (wykazują odchyłkę maksymalną na określonej długości nie prze-
kraczającą wartości wynikającej z przyjętej tolerancji równoległości).
4
Maksymalną odchyłkę stanowi różnica między maksymalnym a minimalnym wynikiem
uzyskanym podczas pomiarów.
Różnice te są mierzone w danych płaszczyznach (poziomej, pionowej, prostopadłej do
powierzchni badanej, przecinającej badane osie itp.) na danej długości (np. na długości „300
mm” lub „na całej powierzchni”).
W sprawdzaniu równoległości osi, same osie powinny być reprezentowane przez po-
wierzchnie walcowe o dużej dokładności kształtu, odpowiedniej gładkości i wystarczającej
długości. Jeśli to jest powierzchnia wewnętrzna, w której nie mieści się czujnik, powinno się
skorzystać z powierzchni walcowej pomocniczej w postaci trzpienia pomiarowego.
Mocowanie i centrowanie (środkowanie) trzpienia pomiarowego dokonuje się na jego
stożkowym zakończeniu, w walcowym lub stożkowym otworze przeznaczonym do osadzania
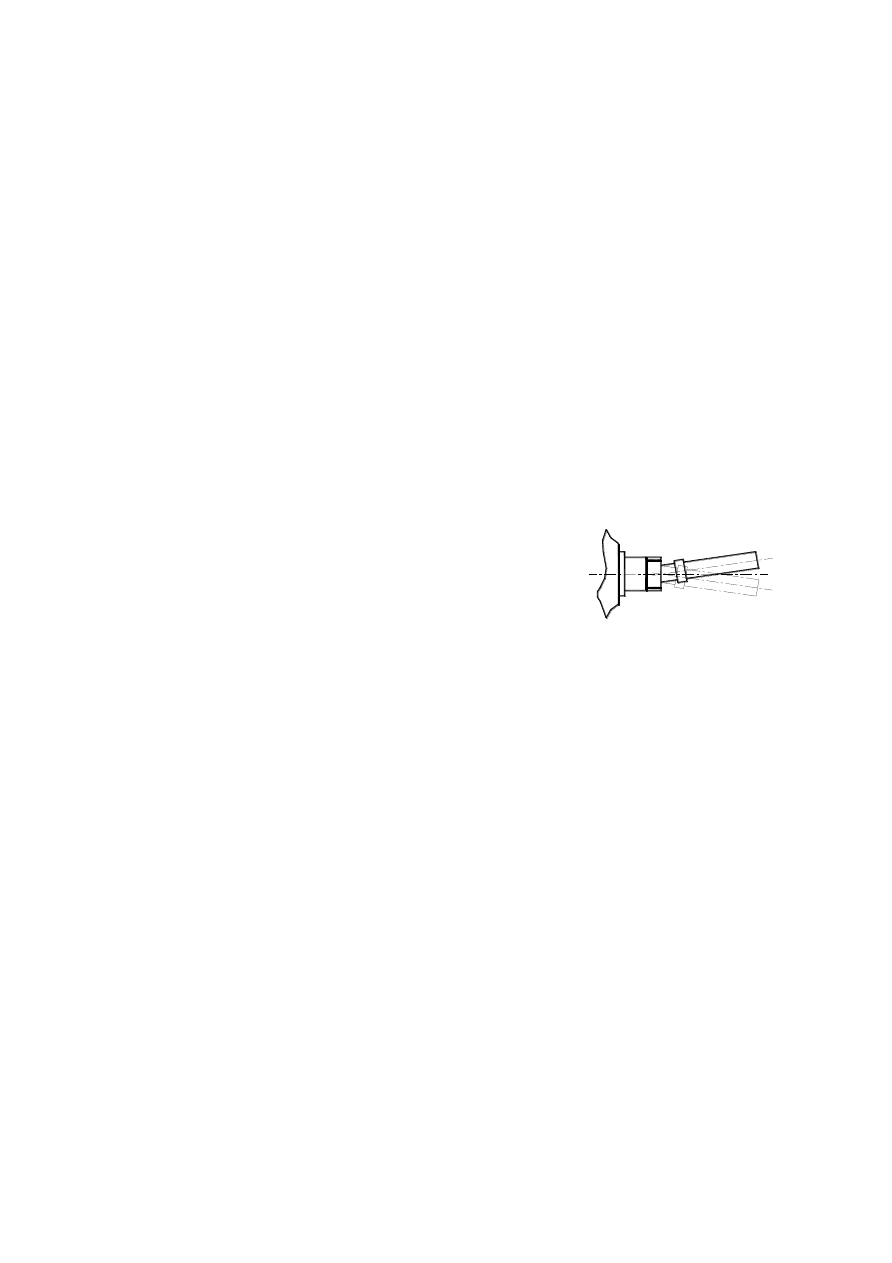
narzędzi i innego osprzętu. Zwykle nie jest możliwe osadzenie trzpienia w osi wrzeciona tak,
aby reprezentował on oś obrotu. Kiedy bowiem wrzeciono obraca się, to oś trzpienia opisuje
hiperboloidę lub powierzchnię stożkową. W płaszczyźnie pomiaru można zatem zaobserwo-
wać dwa skrajne położenia B-B’ trzpienia (patrz rys. 2).
Sprawdzanie równoległości tym sposobem (przy użyciu
trzpienia) może być przeprowadzone w dowolnym położeniu
wrzeciona, ale pomiar należy powtórzyć po obróceniu wrze-
ciona o 180
o
. Błąd równoległości w danej płaszczyźnie wyzna-
cza się jako średnią arytmetyczną obu odczytów.
Trzpień może być również ustawiony w położeniu średnim A (nazywanym „średnim poło-
żeniem bicia”). W tym przypadku sprawdzenia należy dokonać tylko w tym położeniu.
„Średnie położenie bicia” trzpienia wyznacza się w ten sposób, że w trakcie powolnego obra-
cania wrzeciona, przy jednoczesnym styku końcówki czujnika z walcową powierzchnią
przedstawiającą oś obrotu w płaszczyźnie pomiaru, obserwuje się wskazania przyrządu po-
miarowego. Wrzeciono znajduje się w średnim położeniu, jeśli wskazówka czujnika znajdzie
się w położeniu środkowym między swymi dwoma położeniami skrajnymi.
3.3.1. Sprawdzanie równoległości dwóch płaszczyzn
Powinno ono być przeprowadzane w dwóch płaszczyznach prostopadłych względem siebie
i prostopadłych w stosunku do sprawdzanych płaszczyzn. Rozróżnia się tu dwie metody
sprawdzania, a to:
- za pomocą liniału pomiarowego i czujnika oraz
- przy użyciu precyzyjnej poziomnicy.
B'
B
A
Rys.2. Schemat ustawienia
trzpienia w średnim
położeniu A
5
Wspornik
Plaszczyzna odniesienia
prowadzacy
Linial
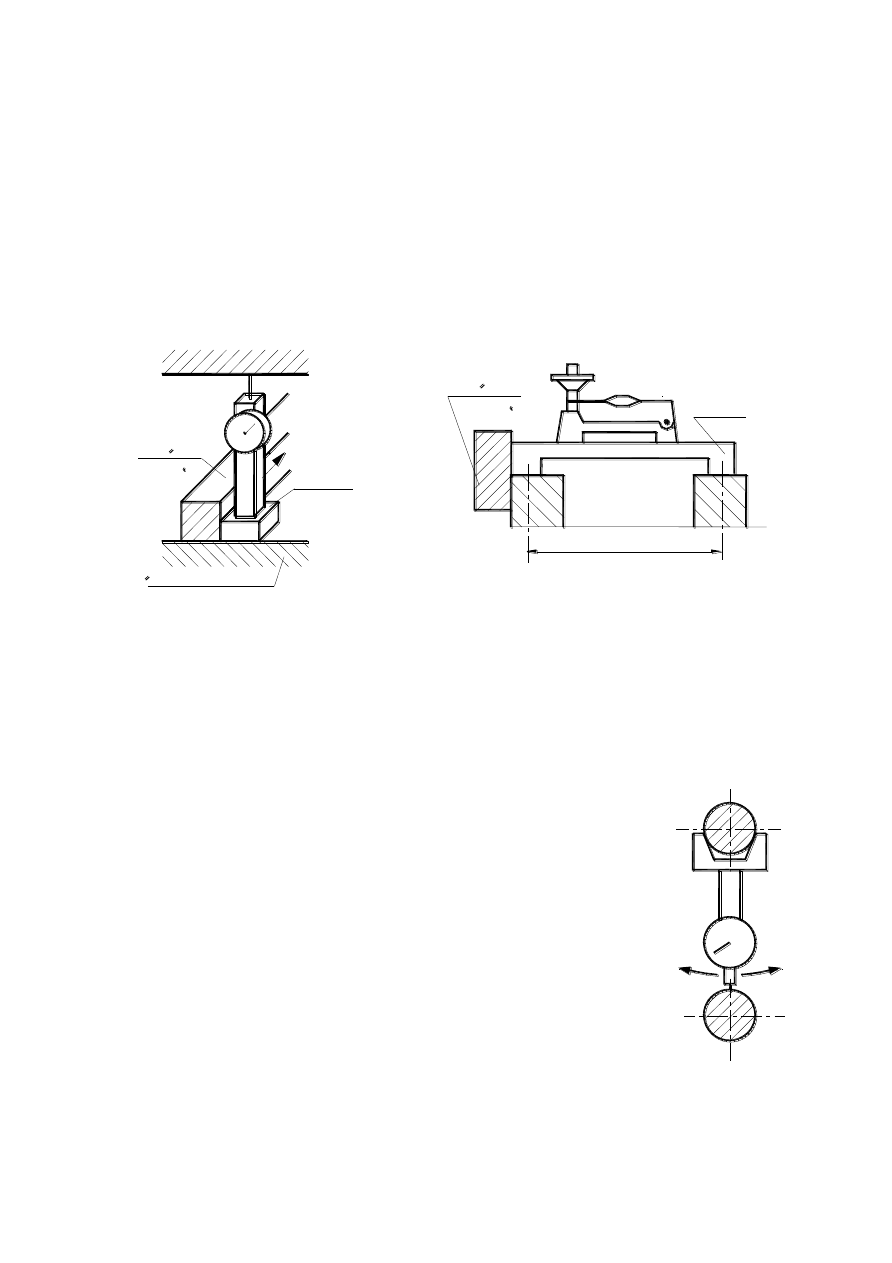
Rys.3. Sprawdzanie równoległości
dwóch płaszczyzn za pomocą li-
niału prowadzącego i czujnika
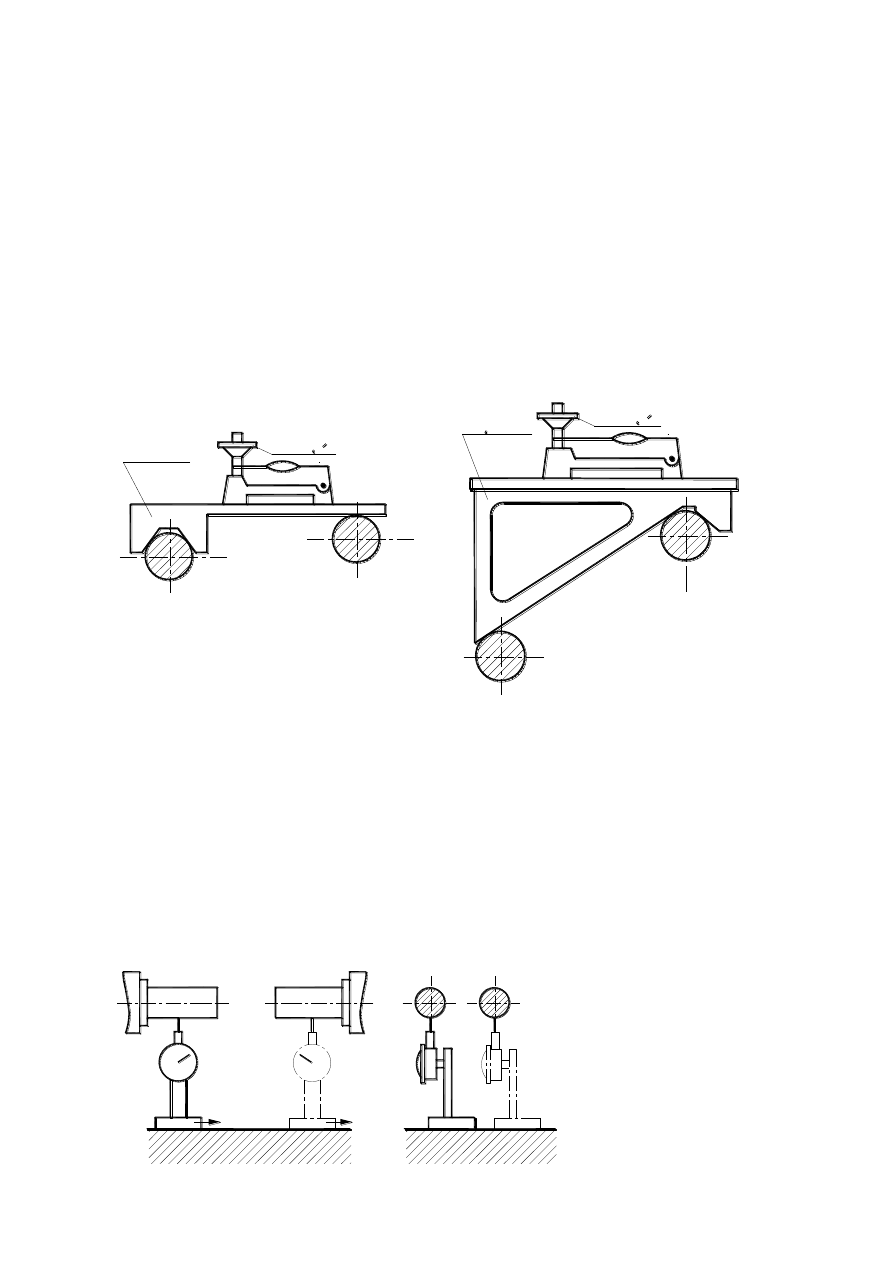
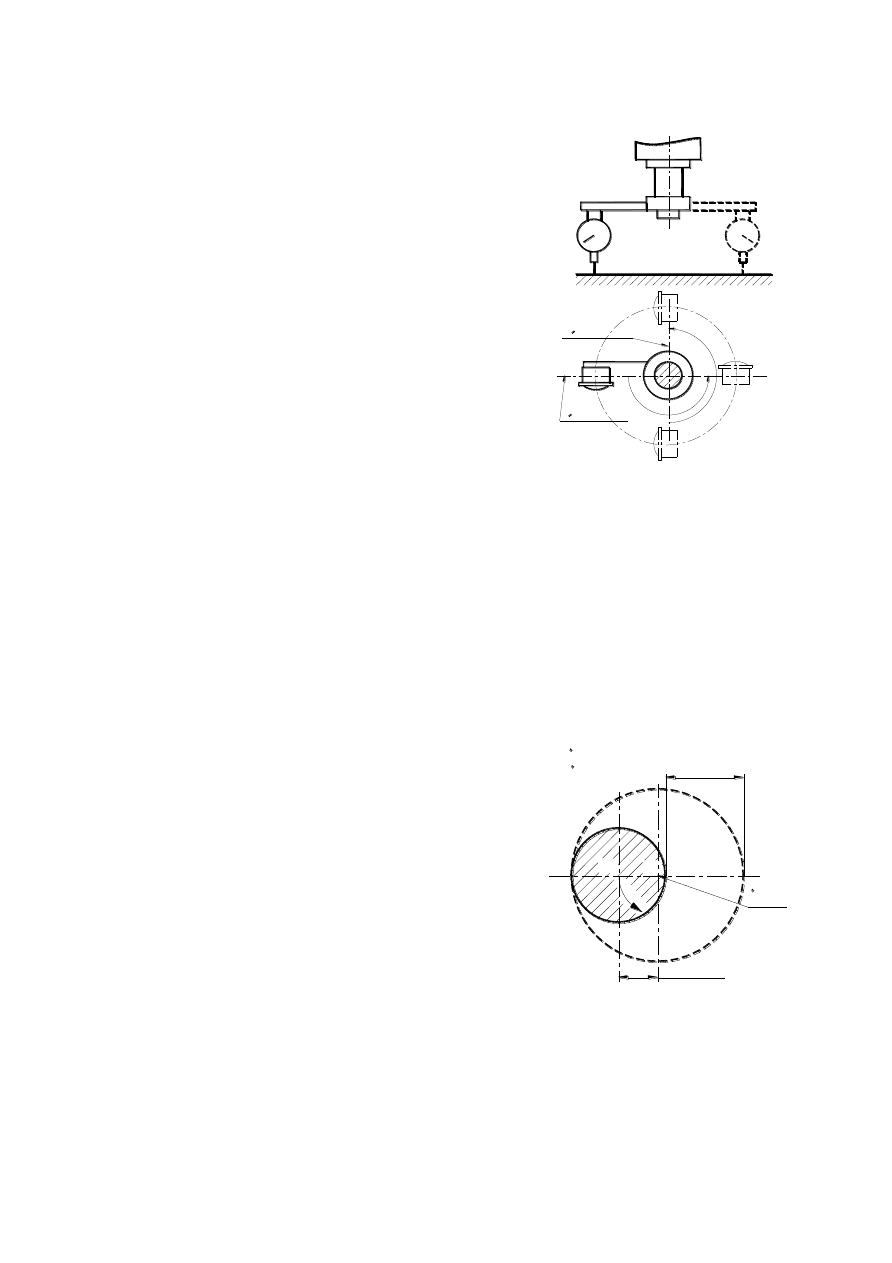
W pierwszej metodzie czujnik zegarowy (patrz rys. 3), zamocowany na wsporniku z pła-
ską podstawą, jest prowadzony stykowo po liniale i przesuwany wzdłuż jednej płaszczyzny o
podaną wartość, a końcówka pomiarowa przemieszcza się po drugiej płaszczyźnie.
W metodzie precyzyjnej poziomnicy natomiast poziomnica jest ustawiona na wsporniku,
który łączy dwie płaszczyzny porównywane. Należy przesuwać wspornik wraz z poziomnicą
wzdłuż płaszczyzn i dokonać odczytów wskazań poziomnicy. Maksymalna różnica odczytu
(kąt) określa odchyłkę równoległości kątowej, a odczyt (kąt) pomnożony przez odległość „l”
daje odchyłkę równoległości liniowej (rys.4).
3.3.2. Sprawdzanie równoległości dwóch osi
Sprawdzanie to może być wykonane na 3 sposoby:
- w płaszczyźnie przechodzącej przez obie osie,
- w płaszczyźnie odniesienia równoległej do płaszczyzny przechodzącej przez obie osie,
- za pomocą poziomnicy ustawionej w płaszczyźnie poziomej i dodat-
kowego oprzyrządowania.
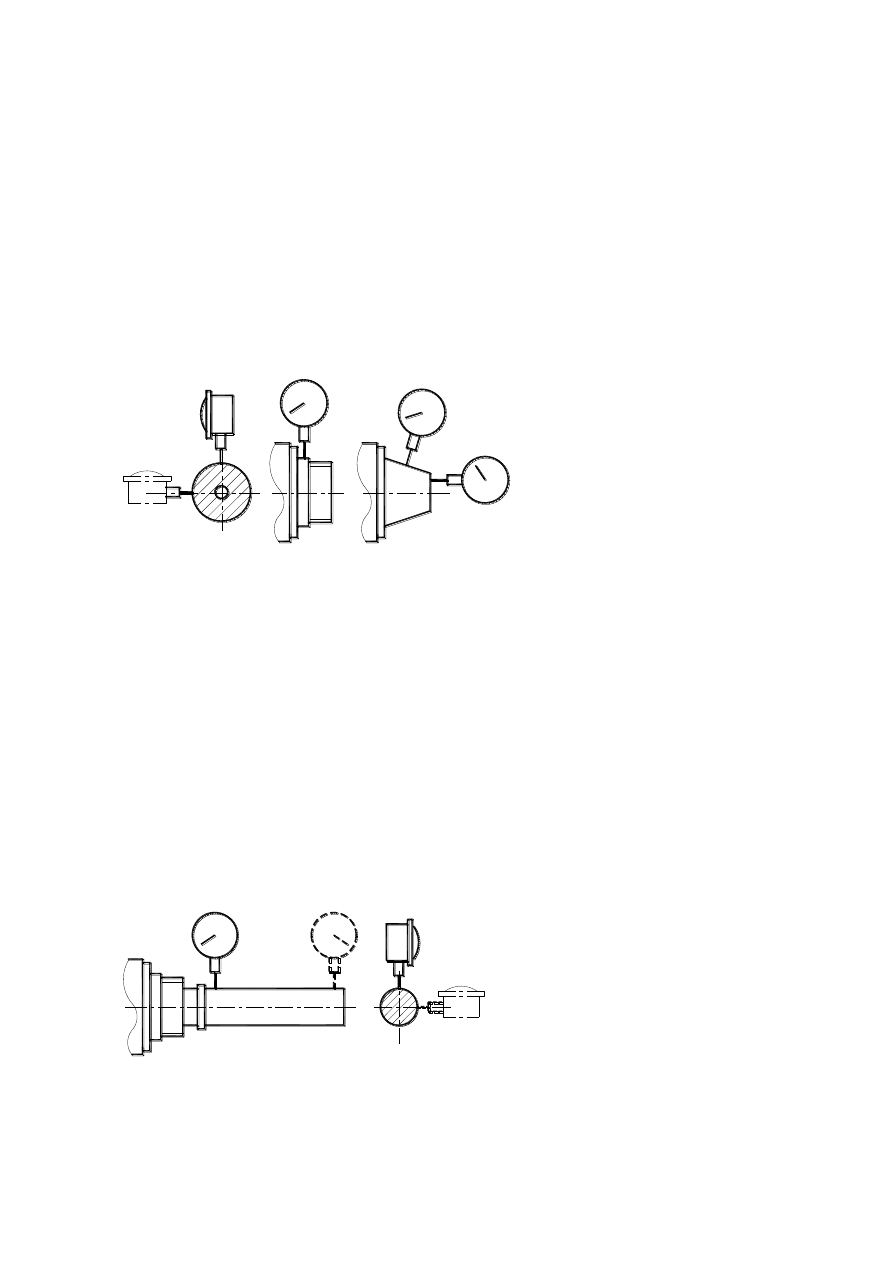
3.3.2.1. W sprawdzaniu równoległości w płaszczyźnie przechodzącej
przez obie osie przyrząd pomiarowy jest zamocowany na wsporniku o
określonym kształcie podstawy, umożliwiającym przesuwanie się wzdłuż
walca reprezentującego jedną z dwóch osi. Natomiast końcówka pomia-
rowa przesuwa się po walcu reprezentującym drugą oś.
Aby wyznaczyć odchyłkę minimalną między osiami w dowolnym
punkcie, przyrząd należy delikatnie przechylać w kierunku prostopadłym
do osi (rys.5).
3.3.2.2. Sprawdzanie równoległości dwóch osi można przeprowadzić
również korzystając z dodatkowej płaszczyzny odniesienia, w miarę
Plytka
prowadzaca
Wspornik
l
Rys.4. Sprawdzanie równoległości dwóch
płaszczyzn przy użyciu precyzyjnej po-
ziomnicy
Rys.5. Sprawdza-
nie równoległo-
ści dwóch osi w
płaszczyźnie
przechodzącej
przez obie osie
6
możliwości równoległej do płaszczyzny przechodzącej przez obie osie. Równoległość każdej
osi należy rozpatrywać oddzielnie i wyznaczyć ją w stosunku do tej powierzchni w sposób
opisany w pkt 3.3.4.
3.3.2.3. Sprawdzanie równoległości dwóch osi przy pomocy poziomnicy ustawianej w
płaszczyźnie poziomej, za pomocą dodatkowego oprzyrządowania, przeprowadza się jeśli
sprawdzane osie nie leżą w płaszczyźnie poziomej. W przypadku mniejszych kątów nachyle-
nia płaszczyzny przechodzącej przez te osie używa się klocka pomocniczego (rys.6), a przy
wyższych kątach nachylenia korzysta się z kątownika stałego lub nastawnego (rys. 7). Klocek
ten, lub kątownik, ustawia się na dwóch walcach reprezentujących osie. Pęcherzyk powietrza
poziomnicy należy ustawić na zero przy pomocy odpowiedniego pokrętła.
Poziomnicę wraz z klockiem lub kątownikiem przesuwa się wzdłuż osi o wyznaczoną dłu-
gość i dokonuje odczytów wskazań. Pomiar jest wyrażany w powiązaniu z odległością mię-
dzy dwiema osiami. Jeśli przykładowo odległość osi wynosi 300 mm, a odczyt poziomnicy
wynosi 0,06 mm/1000 mm, to odchyłka równoległości będzie wynosiła 0,06x0,3=0,018 mm.
3.3.3. Sprawdzanie równoodległości dwóch osi do płaszczyzny odniesienia
Pomiary równoodległości dwóch osi są w zasadzie pomiarami równoległości (patrz 3.3.4).
Równoodległość odnosi się do odległości między osiami a płaszczyzną odniesienia. Równo-
odległość występuje wtedy, kiedy płaszczyzna przechodząca przez osie jest równoległa do
Pokretlo
Klocek
Rys.6. Sprawdzanie równoległości dwóch
osi z pomocą poziomnicy i dodatko-
wego oprzyrządowania (klocek)
Katownik
Pokretlo
Rys.7. Sprawdzanie równole-
głości dwóch osi z pomocą
poziomnicy i kątownika
stałego
Rys.8. Schemat sprawdzania
równoodległości
dwóch osi A i B od
płaszczyzny odnie-
sienia
A
B
A
B
7
płaszczyzny odniesienia. Należy najpierw przeprowadzić pomiar sprawdzający, czy obie osie
są równoległe do płaszczyzny, a następnie, korzystając z tego samego czujnika zegarowego w
stosunku do dwóch walców reprezentujących osie, sprawdza się, czy są one w takiej samej
odległości od płaszczyzny (rys. 8).
W przypadku gdy walce te nie są identyczne, należy uwzględnić różnicę ich promieni.
3.3.3. Sprawdzanie współosiowości dwóch osi
3.3.3.1. Definicja
Uważa się, że dwie linie lub osie spełniają warunek współosiowości (pokrywają się), jeżeli
odległość między nimi mierzona w kilku miejscach na danym odcinku pomiarowym nie prze-
kracza określonej wartości, wynikającej z tolerancji współosiowości. Odległość mierzona
może znajdować się między samymi liniami albo między ich przedłużeniami. Błąd współo-
siowości jednej osi „1” w stosunku do drugiej osi „2” należy odnieść do długości odcinka, na
którym został przeprowadzony pomiar. W przypadkach szczególnych należy podać dodatko-
we informacje, np. oś „1” wyżej niż oś „2”.
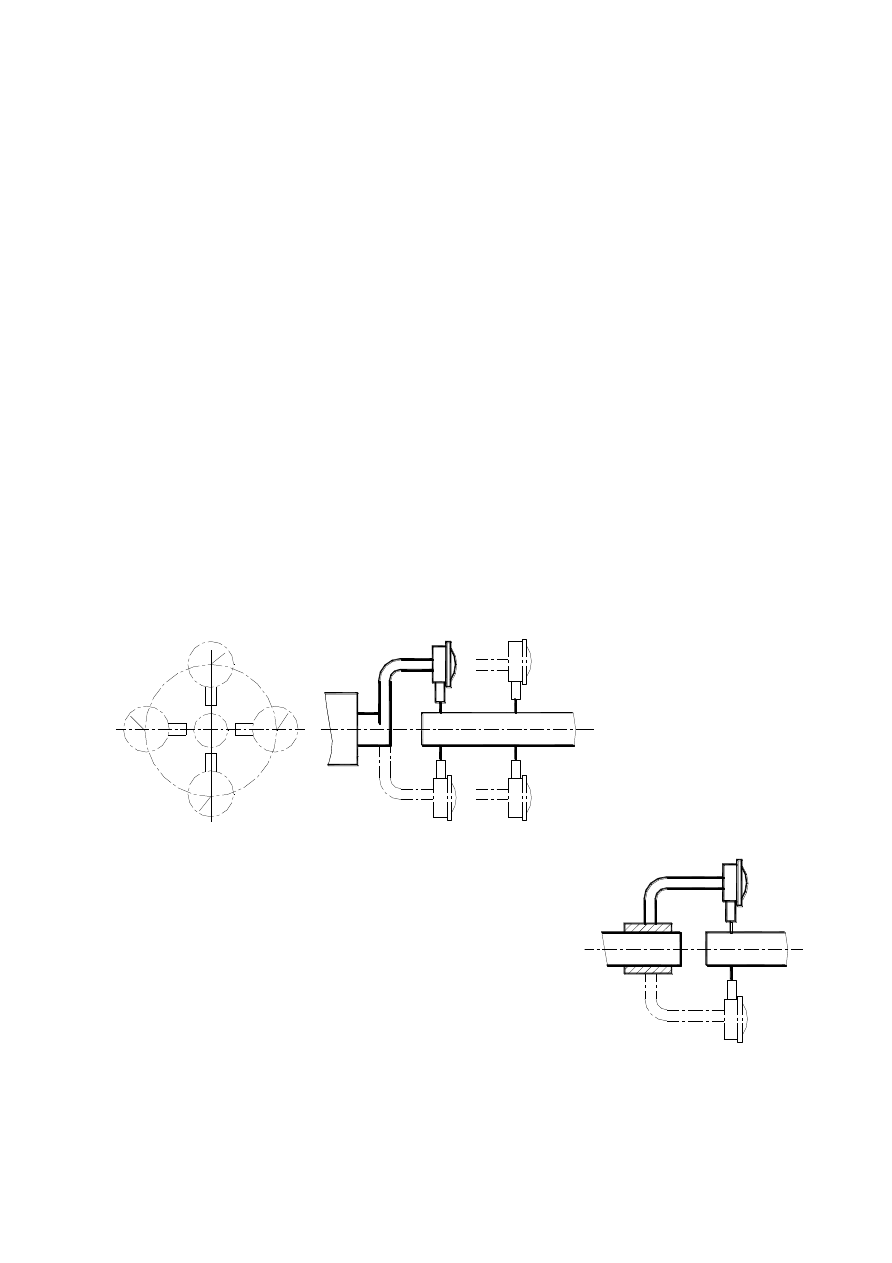
3.3.3.2. Metoda pomiaru
Przyrząd pomiarowy jest przymocowany do ramienia i obraca się o 360
0
wokół osi „1”.
Końcówka czujnika przyrządu pomiarowego przesuwa się w danym przekroju A po obwodzie
walca reprezentującego drugą oś „2” (rys.9). Ponieważ w
przekroju, wybranym do pomiaru, obie osie mogą się przeci-
nać, pomiar należy powtórzyć w drugim przekroju B. Odle-
głość pomiędzy przekrojami A i B powinna być możliwie
największa.
Jeśli błąd ma być określony w dwóch podanych płaszczy-
znach (np. płaszczyźnie H i V na rys. 9), to odchyłki odczyta-
ne w obu płaszczyznach należy zapisać oddzielnie.
W przypadku gdy jedna z dwóch osi jest osią obrotu, to
ramię podtrzymujące przyrząd pomiarowy osadza się na
trzpieniu reprezentującym oś, wokół której odbywa się obrót.
Rys.9. Sprawdzanie
współosiowości
dwóch osi 1 i 2
H
V
A
B
1
2
Rys.10. Sprawdzanie współo-
siowości dwóch osi z
pomocą przyrządu obra-
cającego się wokół osi
nieruchomej
8
Jeśli wymaga się, aby przyrząd pomiarowy obracał się wokół walca nieruchomego, to po-
winien on być osadzony na pierścieniu obracającym się z możliwie najmniejszym luzem (rys.
10).
Jeśli obie osie są osiami obrotu, to mierzony walec można sprowadzić do średniego poło-
żenia jego bicia w płaszczyźnie pomiaru (patrz punkt 3.3).
3.3.4. Sprawdzanie równoległości osi do płaszczyzny
Przyrząd pomiarowy mocuje się na wsporniku z płaską podstawą i przesuwa wzdłuż płasz-
czyzny o określony odcinek. Końcówka pomiarowa natomiast przesuwa się po walcu repre-
zentującym oś (rys. 11).
W każdym punkcie pomiaru najkrótszą odległość
ustala się przez przesuwanie przyrządu pomiarowego
w kierunku prostopadłym do osi.
W przypadku osi obracającej się, wystarczy ustawić walec reprezentujący oś w położeniu
środkowym i wykonać pomiary w dwóch położeniach skrajnych „A” i „B” (rys.12).
3.4. Sprawdzanie odchyłek prostopadłości
Dwie płaszczyzny, dwie linie proste lub linia prosta i płaszczyzna są do siebie prostopadłe,
kiedy odchyłka równoległości jednej z nich względem kątownika standardowego (reprezentu-
jący wzorzec kąta prostego), ustawionego na drugiej nie przekracza wartości wynikającej z
tolerancji prostopadłości. Sprawdzanie prostopadłości
sprowadza się zatem w praktyce do pomiaru równoległości.
3.4.1. Sprawdzanie prostopadłości dwóch płaszczyzn
Wzorcowy kątownik walcowy ustawia się na jednej z
płaszczyzn „2” (rys.13). Czujnik zegarowy przesuwa się
wzdłuż drugiej płaszczyzny „1”, dokonując odczytów w
regularnych odstępach. Następnie kątownik walcowy obra-
ca się o 180
0
i dokonuje się drugi zestaw odczytów. Z do-
konanych dwóch odczytów uzyskuje się średni obraz od-
chyłek.
Rys.11. Schemat sprawdzania rów-
noległości osi do płaszczyzny
A
B
A
B
Rys.12. Schemat spraw-
dzania równoległo-
ści obracającej się
osi do płaszczyzny
1
Katownik
wzorcowy
2
Rys.13. Sprawdzanie prostopadłości
płaszczyzn „1” i „2” z pomo-
cą wzorcowego kątownika
walcowego i czujnika
9
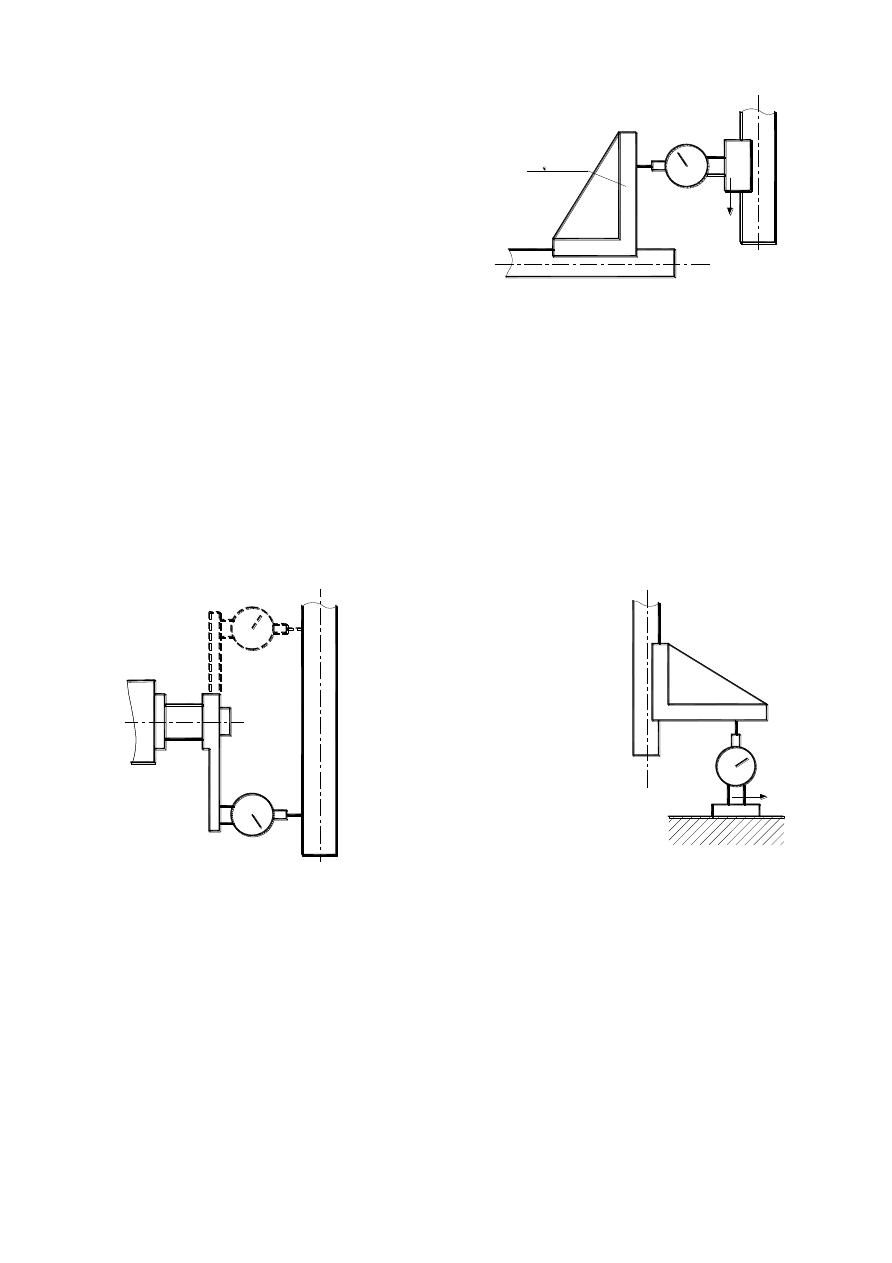
3.4.2. Sprawdzanie prostopadłości dwóch osi
Rozróżnia się tu dwa przypadki:
- obie osie są nieruchome,
- jedna z osi jest osią obrotu.
3.4.2.1. Obie osie są nieruchome
Na walcu reprezentującym jedną z dwóch osi,
np. „1” umieszcza się kątownik o odpowiednio
ukształtowanej podstawie (rys. 14). Równoległość
między wolnym ramieniem tego kątownika a dru-
gą z osi „2” sprawdza się metodą stosowaną przy sprawdzaniu równoległości (patrz pkt
3.3.4).
3.4.2.2. Jedna z osi jest osią obrotu
Czujnik zegarowy umieszcza się na ramieniu przymocowanym do trzpienia reprezentują-
cego oś obrotu, a jego końcówkę doprowadza się do styku z walcem reprezentującym drugą
oś w dwóch punktach A i B (rys.15). Różnice odczytu są wyrażane w odniesieniu do odległo-
ści AB.
Jeśli druga oś jest także osią obrotu, to walec reprezentujący tę oś ustawia się w średnim
położeniu bicia w płaszczyźnie pomiaru, posługując się metodą opisaną przy sprawdzaniu
równoległości (patrz pkt 3.3).
3.4.3. Sprawdzanie prostopadłości osi i płaszczyzny
Rozróżnia się tu również dwa przypadki:
- oś jest nieruchoma,
- oś jest osią obrotu.
3.4.3.1. Oś nieruchoma
Kątownik o odpowiednim ramieniu podstawy doprowadza się do styku z walcem reprezen-
tującym oś (rys.16). Równoległość wolnego ramienia kątownika do płaszczyzny jest spraw-
1
Katownik
2
Rys.14. Sprawdzanie prostopadłości
nieruchomych osi „1” i „2” z
pomocą kątownika i czujnika
Rys.15 Sprawdzanie prosto-
padłości dwóch osi
gdy co najmniej jedna
z nich jest osią obrotu
B
A
Rys.16. Sprawdzanie prostopa-
dłości osi nieruchomej i
płaszczyzny
10
Płaszczyzna II
dzana w dwóch prostopadłych do siebie kierunkach przy stosowaniu metody opisanej przy
sprawdzaniu równoległości (patrz pkt 3.3.1).
3.4.3.2. Oś jest osią obrotu
Ramię podtrzymujące czujnik zegarowy jest mocowa-
ne do wrzeciona „1” (rys.17), a końcówka czujnika jest
ustawiona równolegle do osi jego obrotu. Podczas obrotu
wrzeciona, czujnik zakreśla okrąg, którego płaszczyzna
jest prostopadła do osi obrotu. Sprawdzanie prostopadło-
ści osi i płaszczyzny „2” za pośrednictwem końcówki
czujnika zegarowego, sprowadza się zatem do stwierdze-
nia odchyłki równoległości między płaszczyzną obwodu,
zakreślaną przez końcówkę czujnika, a badaną płaszczy-
zną.
Odchyłka taka jest wyrażana w stosunku do średnicy
okręgu zakreślanego przez czujnik podczas jego obrotu.
Jeśli nie podaje się płaszczyzny pomiaru, to czujnik zegarowy obraca się o 360
o
i rejestruje
się największą różnicę między odczytami czujnika.
Jeśli podane są płaszczyzny pomiaru (np. płaszczyzny I i II), to dla każdej z tych płasz-
czyzn notuje się różnicę odczytów w dwóch położeniach czujnika zegarowego rozstawionych
co 180
0
.
Ta metoda pomiaru stosowana jest np. do sprawdzania prostopadłości osi wrzeciona fre-
zarki pionowej do powierzchni jej stołu.
3.5. Sprawdzanie bicia
Rozróżnia się trzy rodzaje bicia, a to:
- bicie promieniowe,
- bicie osiowe,
- bicie powierzchni czołowej.
3.5.1. Bicie promieniowe
W przypadku gdy oś geometryczna nie pokrywa
się z osią obrotu (błąd współosiowości), odległość
między tymi osiami w płaszczyźnie prostopadłej do
osi obrotu w danym punkcie nazywa się biciem pro-
mieniowym osi (rys.18).
Jeżeli nie uwzględnia się owalności, uzyskuje się podwójną wartość bicia promieniowego
osi na danym odcinku nazywaną wprost biciem (rys.18).
Rys.17. Schemat sprawdzania od-
chyłki prostopadłości osi ob-
rotowej do płaszczyzny
Plaszczyzna I
180°
Plaszczyzna II
180°
1
2
"O" - os geometryczna
O
"w" - os obrotu
w
promieniowe
Bicie
Srodek
obrotu
Bicie
Rys.18. Objaśnienie pojęć „bicie” i
„bicie promieniowe”
11
Ogólnie mierzone bicie jest wynikiem:
- bicia promieniowego osi,
- owalności średnicy,
- niedokładności łożyskowania.
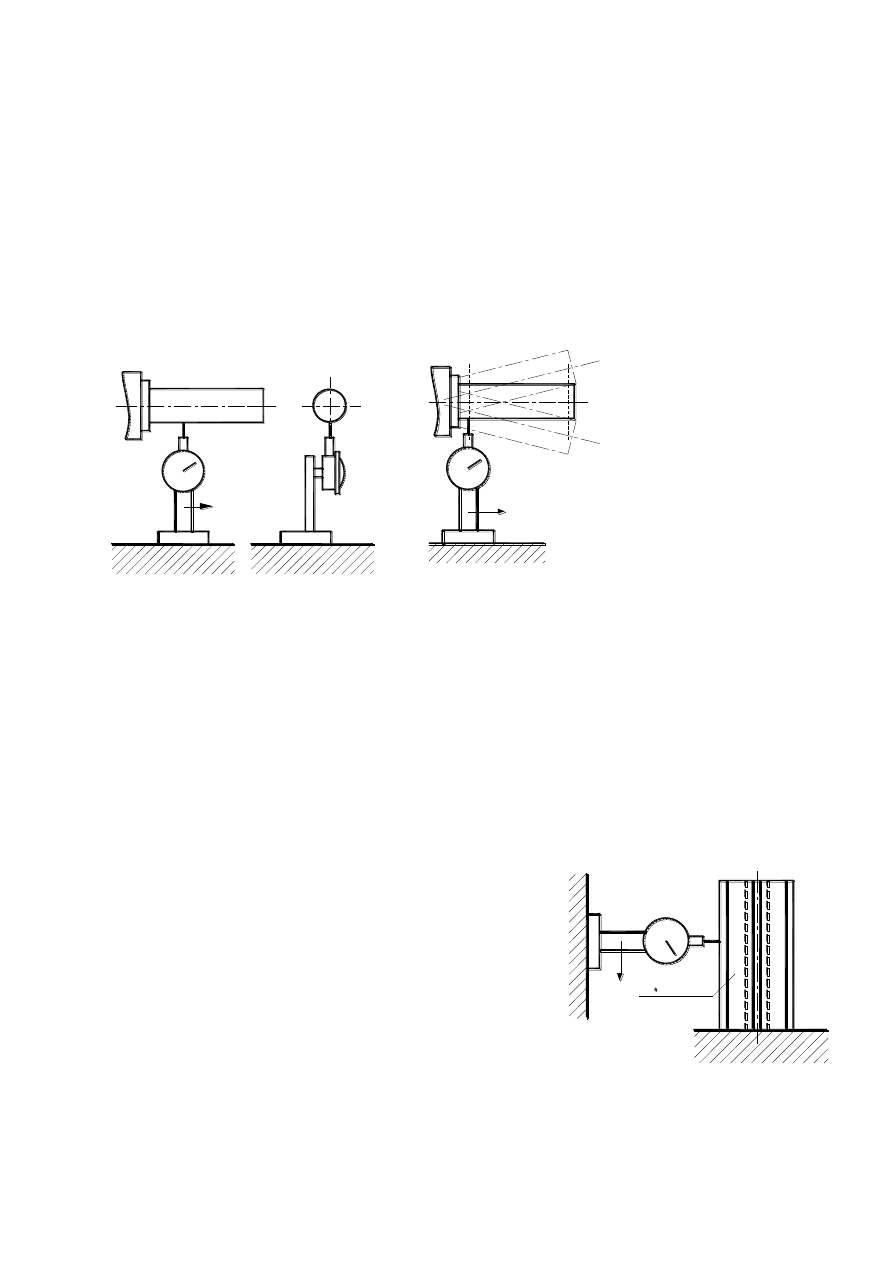
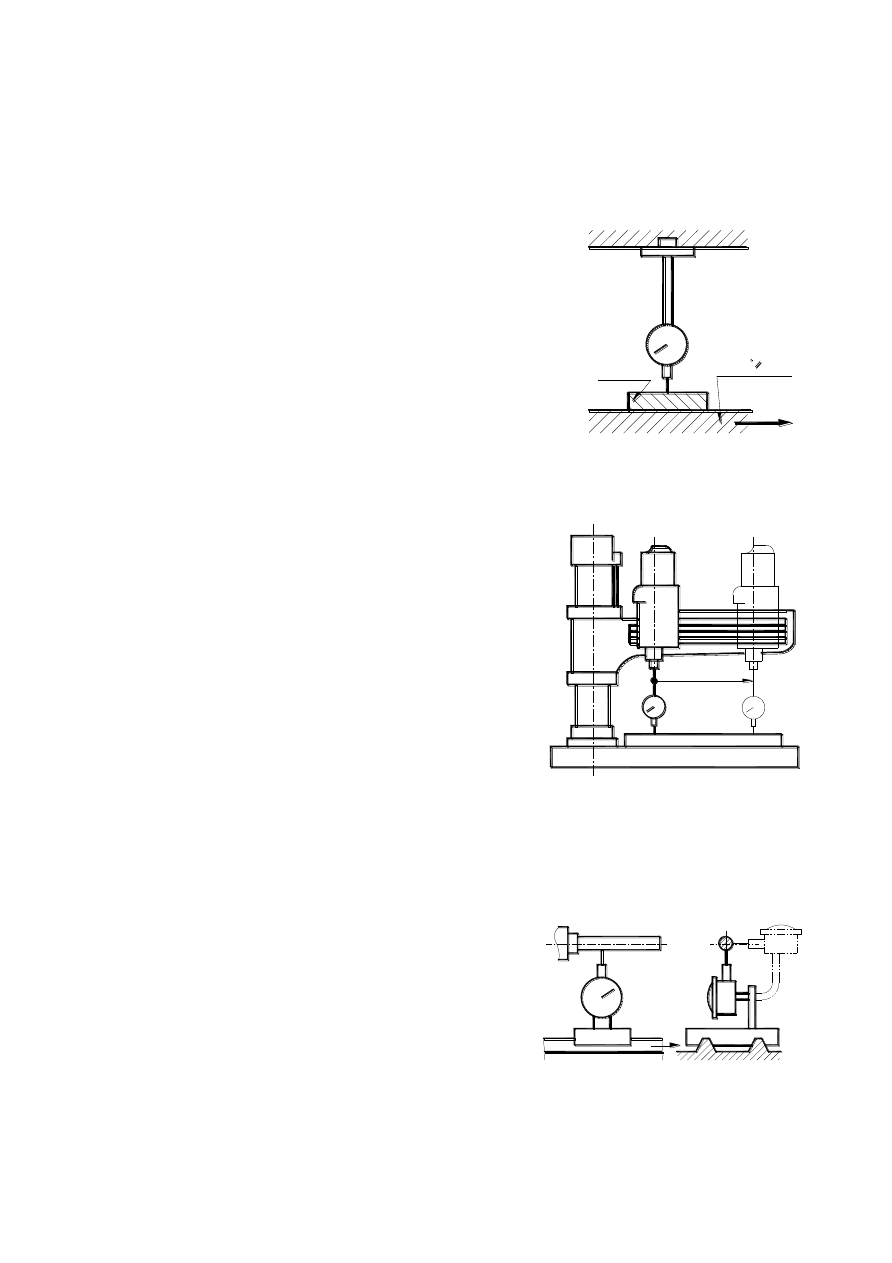
3.5.1.1. Bicie powierzchni zewnętrznej
Końcówkę czujnika zegarowego doprowadza się do styku z obracającą się powierzchnią
sprawdzaną i obserwuje się wskazania przyrządu podczas powolnego obracania wrzeciona o
jeden obrót (rys.19a). Różnica skrajnych wskazań czujnika podczas tego obrotu jest miarą bi-
cia.
Na powierzchni stożkowej końcówkę czujnika ustawia się pod kątem prostym do tworzą-
cej. Jeśli podczas obrotu wrzeciona wystąpi jakiś ruch osiowy, to średnica sprawdzanego
okręgu będzie się zmieniać. Dlatego też na powierzchniach stożkowych można mierzyć bicie
tylko wtedy, kiedy zbieżność stożka nie jest zbyt duża. W każdym przypadku należy przed-
tem mierzyć przesunięcie osiowe wrzeciona (rys.19b), a następnie odpowiednio do kąta
zbieżności stożka należy obliczyć jego ewentualny wpływ na pomiar.
3.5.1.2. Bicie powierzchni wewnętrznej
Jeśli w otworze cylindrycznym lub stożkowym nie można umieścić bezpośrednio czujnika
pomiarowego, to stosuje się trzpień pomiarowy.
Jeśli pomiary przeprowadza się tylko w jednym przekroju trzpienia, to wyznacza się poło-
żenie tylko jednego okręgu pomiarowego w stosunku do osi. Ponieważ oś trzpienia może
przecinać oś obrotu w płaszczyźnie pomiaru, to sprawdzenia należy dokonać w dwóch prze-
krojach A i B znajdujących się w podanym odstępie (rys. 20).
a
b
Rys.19. Pomiar bicia powierzch-
ni zewnętrznej: a) walco-
wej, b) stożkowej
Rys.20. Sprawdzanie bicia po-
wierzchni wewnętrznej
przy użyciu trzpienia po-
miarowego osadzonego w
otworze
C1
A
C1
C1
B
C2
12
Na przykład jeden pomiar powinien być przeprowadzony blisko obudowy trzpienia (A), a
drugi w określonej odległości od niego (B). W celu wyeliminowania błędu osadzenia trzpie-
nia w otworze, szczególnie przy otworach stożkowych, pomiary te należy powtórzyć co naj-
mniej cztery razy, za każdym razem obracając trzpień o 90
0
w stosunku do wrzeciona. Za
wynik przyjmuje się średnie arytmetyczne tych pomiarów w obu płaszczyznach. W każdym
przypadku bicie należy mierzyć w płaszczyźnie pionowej (pozycja C
1
), a następnie w płasz-
czyźnie poziomej (pozycja C
2
na rys.20).
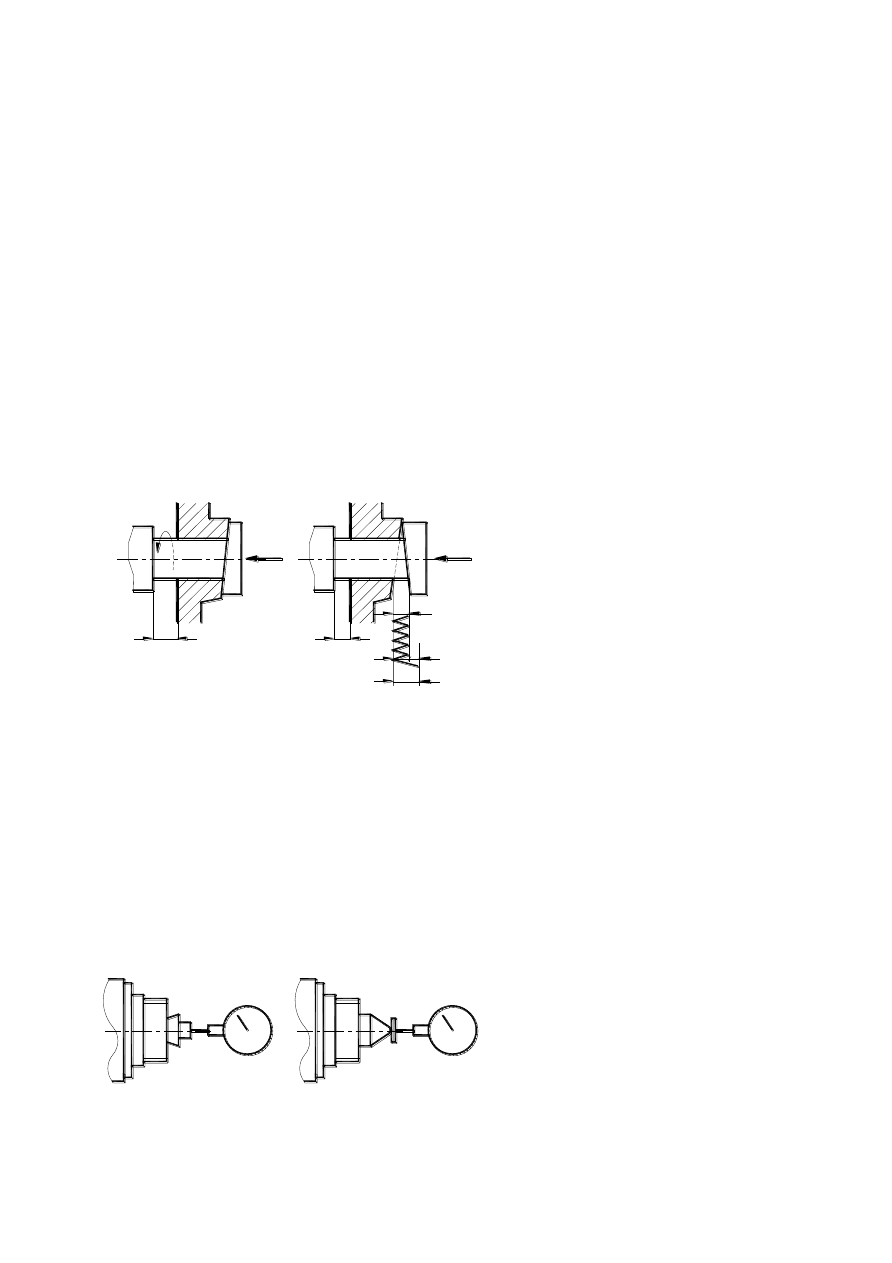
3.5.2. Bicie osiowe
Jest to zakres ruchu posuwisto-zwrotnego wzdłuż osi obracającej się części w trakcie wy-
konywania jednego pełnego obrotu, po wyeliminowaniu do minimum luzu osiowego przez
przyłożenie siły osiowej w podanym kierunku (rys. 21). Minimalny luz osiowy jest to naj-
mniejsza wartość możliwego osiowego przesunięcia części obracającej się, mierzona w czasie
spoczynku w kilkunastu położeniach względem osi obrotu (rys. 21).
W celu wyeliminowania wpływu luzu w łożyskach oporowych, należy do wrzeciona przy-
łożyć niewielką siłę w kierunku pomiaru. Końcówka czujnika zegarowego powinna być przy-
łożona w środku powierzchni czołowej i ustawiona możliwie jak najdokładniej wzdłuż osi ob-
rotu. Odczytów dokonuje się podczas ciągłego obrotu wrzeciona z niewielką prędkością,
utrzymując cały czas wymagany docisk w podanym kierunku.
Jeśli wrzeciono jest wydrążone, należy osadzić w nim krótki trzpień z płaszczyzną czoło-
wą prostopadłą do osi, o którą będzie można oprzeć zaokrągloną końcówkę czujnika zegaro-
wego (rys.22a). Można też użyć trzpienia z zakończeniem kulistym, a końcówka czujnika ze-
garowego będzie miała wtedy zakończenie płaskie (rys. 22b).
Jeśli wrzeciono ma nakiełek, można w nim osadzić kulkę stalową, która stykać się będzie z
płaską końcówką czujnika zegarowego (rys. 23).
J
P
J
j
d
j
P
Rys.21. Schemat do opisu luzu osio-
wego przy pomiarze bicia
osiowego
J – maksymalny luz osiowy,
j – minimalny luz osiowy,
d – okresowe przesunięcie osiowe
a
b
Rys.22. Pomiar bicia osiowego wydrążo-
nego wrzeciona przy użyciu: a)
krótkiego trzpienia i czujnika, b)
trzpienia zaokrąglonego i czujnika
z płaską końcówką
13
Bicie osiowe określa się jako przesunięcie osiowe graniczne wrzeciona podczas jednego
wolnego obrotu z dociskiem niewielką siłą osiową.
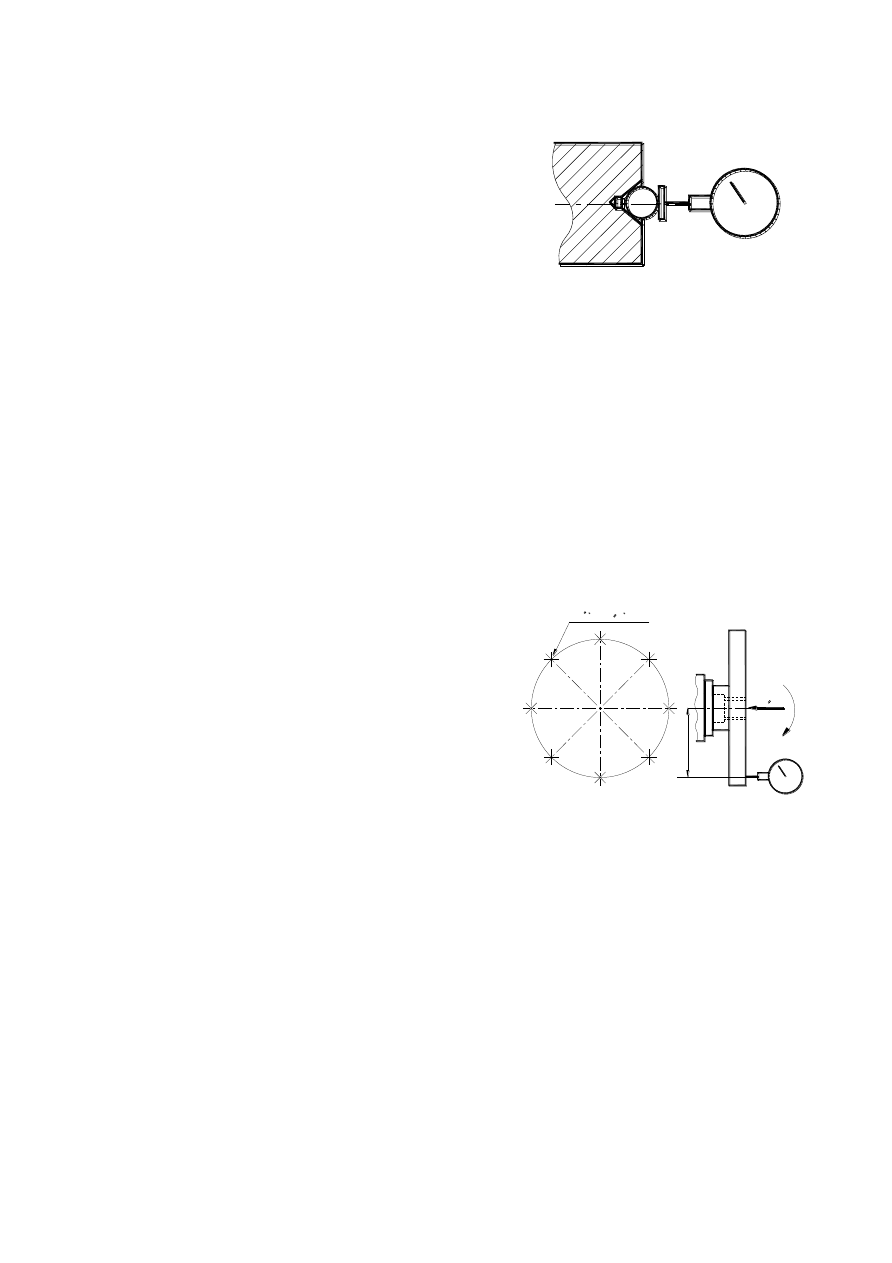
3.5.3. Bicie powierzchni czołowej
Bicie powierzchni płaskiej obracającej się wokół osi
jest biciem osiowym tej powierzchni. Bicie to jest wadą
powierzchni płaskiej, która podczas obracania się wokół
osi nie pozostaje w płaszczyźnie prostopadłej do tej osi.
Bicie to jest określone odległością między dwiema
płaszczyznami prostopadłymi do osi, w zakresie których
poruszają się punkty powierzchni podczas jej obracania. Jest ono wynikiem różnych wad po-
wierzchni oraz osi obrotu, a to:
- powierzchnia nie jest płaska,
- powierzchnia i oś obrotu nie są prostopadłe,
- występuje okresowe przesunięcie osiowe.
Ponieważ bicie czołowe ma tendencję do zwiększania się w miarę oddalania się od osi ob-
rotu, pomiary należy przeprowadzić na obwodzie odpowiadającym punktom położonym naj-
dalej od osi.
Sprawdzając bicie czołowe należy czujnik zega-
rowy przyłożyć w podanej odległości A od środka i
pod kątem prostym do powierzchni czołowej
(rys.24), a następnie wprawiając wrzeciono w powol-
ny ruch obrotowy odczytać maksymalne i minimalne
wskazania czujnika. Różnica tych wskazań jest miarą
bicia czołowego powierzchni. W trakcie obrotu nale-
ży przyłożyć niewielką siłę osiową w celu wyelimi-
nowania wpływu luzów w łożyskach oporowych.
3.6. Sprawdzanie równoległości przemieszczenia
Równoległość przemieszczenia odnosi się do położenia trajektorii poruszającej się części
maszyny względem:
- płaszczyzny (suportu lub prowadnic),
- linii prostej (osi, krawędzi przecięcia płaszczyzn),
- trajektorii punktu innej poruszającej się części maszyny.
Metody pomiaru są w zasadzie identyczne z metodami stosowanymi do badania równole-
głości linii i płaszczyzn.
Rys.23. Sprawdzanie bicia osiowe-
go z pomocą kulki osadzo-
nej w nakiełku
czujnika zegarowego
Rozne polozenia
A
1
A
osiowa
A
2
Sila
A
3
A
4
Rys.24. Sprawdzanie bicia czołowego
powierzchni płaskiej, obracają-
cej się wokół osi
14
Przyrząd pomiarowy, jeśli ma być przesuwany, powinien być zawsze zamocowany do czę-
ści poruszającej się, która w miarę możliwości powinna być napędzana w sposób naturalny,
tak aby ujawnić wpływ luzów i niedokładności prowadnic.
3.6.1. Sprawdzanie równoległości między trajektorią a płaszczyzną
Mogą być tu dwa przypadki:
- płaszczyzna znajduje się na części ruchomej,
- płaszczyzna znajduje się na części nieruchomej.
W przypadku pierwszym czujnik zegarowy jest zamoco-
wany do nieruchomej części maszyny, a jego końcówka
opiera się pod kątem prostym na sprawdzanej powierzchni.
Część poruszającą się należy przesunąć o określony odcinek
(rys.25), i odczytać różnicę wskazań czujnika na długości te-
go odcinka.
Ten typ pomiaru jest stosowany głównie na frezarkach i
szlifierkach, gdzie przedmiot obrabiany mocuje się na
stole obrabianym. Czujnik zegarowy natomiast mocuje
się najczęściej na unieruchomionej końcówce wrzeciona
jak przedstawiono to na rys.25, a stół jest przesuwany. W
ten sposób sprawdza się np. czy płaszczyzna stołu jest
równoległa do kierunku jego przesuwu (trajektorii).
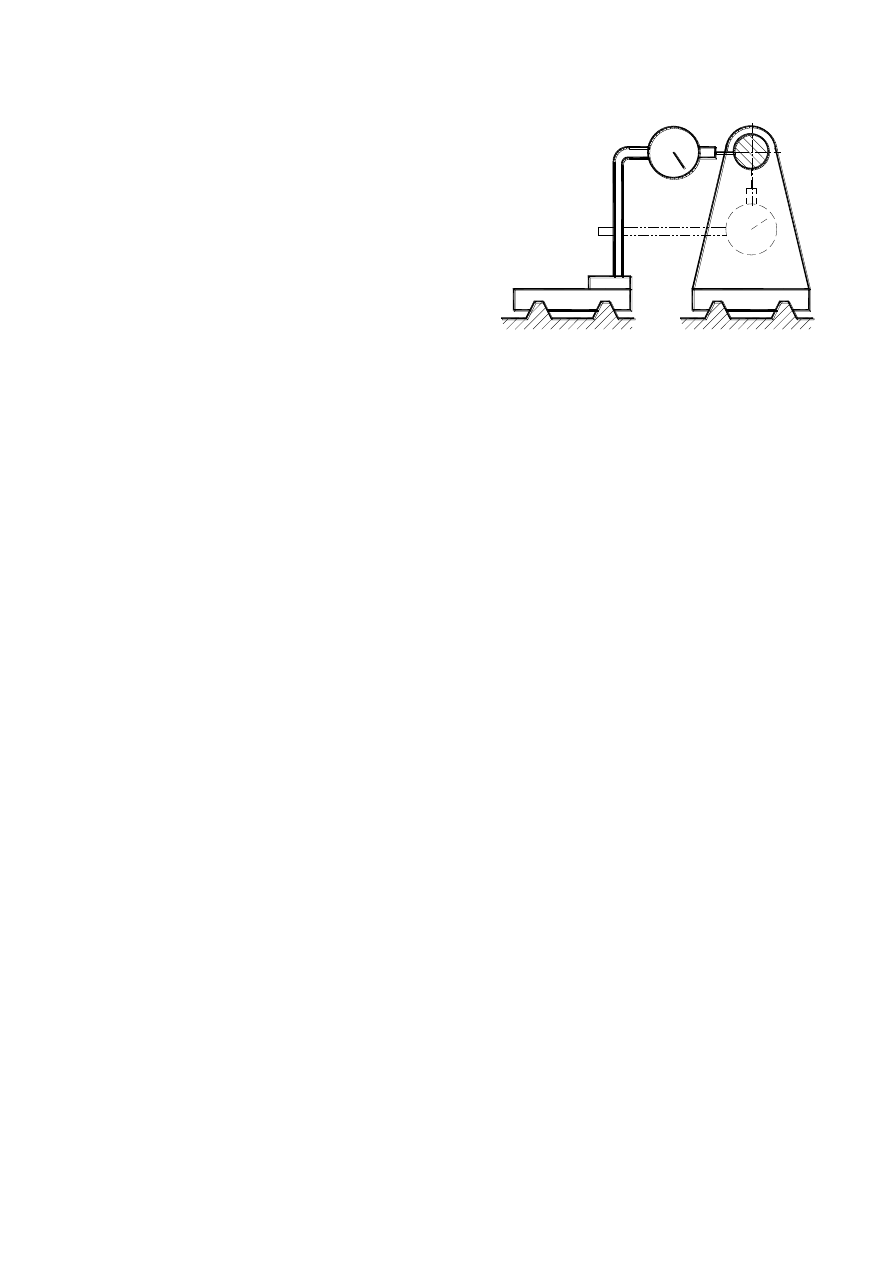
W przypadku gdy płaszczyzna znajduje się na nieru-
chomej części (np. stół wiertarki promieniowej) przyrząd
pomiarowy jest zamocowany do części ruchomej i prze-
suwany jest razem z nią o określony odcinek. Końcówka
czujnika opiera się pod kątem prostym na powierzchni i
przesuwa się po niej (rys. 26).
3.6.2. Sprawdzanie równoległości trajektorii do osi
Przyrząd pomiarowy jest zamocowany do części ru-
chomej i przesuwany o odpowiedni odcinek. Końcówka
czujnika przesuwa się po trzpieniu reprezentującym oś
(rys.27). Tam, gdzie jest oś obrotowa, trzpień ją repre-
zentujący powinien być ustawiony w „położeniu śred-
niego bicia” (patrz punkt 3.3 - rys.2). Jeśli wszystkie
płaszczyzny są równoważne, pomiar należy przeprowadzić w dwóch płaszczyznach prostopa-
dłych względem siebie.
maszyny
Stol
Listwa
Rys.25. Sprawdzanie równole-
głości stołu do trajekto-
rii jego przesuwu
Rys.26. Sprawdzanie równoległości
trajektorii przesuwu wrze-
ciennika wiertarki promie-
niowej do płaszczyzny jej
stołu
Rys.27. Sprawdzanie równoległości
trajektorii do osi
15
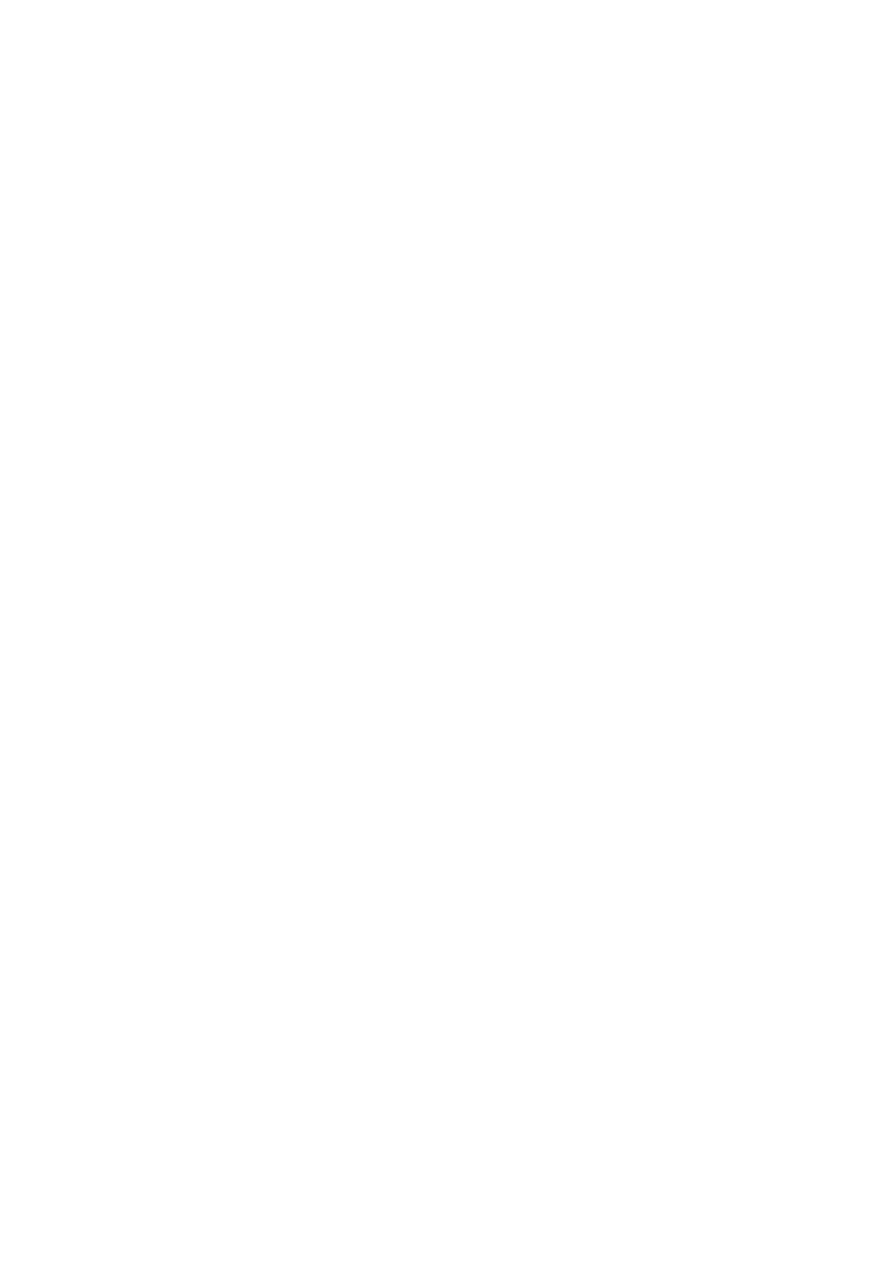
3.6.3. Sprawdzanie równoległości między dwiema trajektoriami
Czujnik zegarowy mocuje się do jed-
nej z poruszających się części maszyny
tak, aby jego końcówka opierała się w
danym punkcie na drugiej poruszającej
się części. Obie te części są przesuwane
razem, w tym samym kierunku i o ten
sam odcinek, a podczas ruchu obserwuje
się wskazania przyrządu pomiarowego
(rys.28). W przypadku gdy istotna jest równoległość trajektorii w dwóch płaszczyznach (np.
poziomej i pionowej) pomiar należy przeprowadzić w obu tych płaszczyznach.
3.7. Sprawdzanie prostopadłości przemieszczenia
Prostopadłość przemieszczenia w obrabiarkach odnosi się do kolejnych położeń punktu
ruchomej części maszyny w stosunku do:
- płaszczyzny (podstawy lub prowadnic),
- linii prostej (osi lub krawędzi przecięcia się dwóch płaszczyzn),
- trajektorii punktu innej części ruchomej.
W sprawdzaniu tym wykorzystuje się omówione już wcześniej metody pomiarowe stoso-
wane w pomiarach równoległości przemieszczenia.
4. Przebieg ćwiczenia
Przed przystąpieniem do wykonywania ćwiczenia należy:
- sprawdzić czy obrabiarka znajduje się w stanie ustalonym cieplnie,
- odłączyć obrabiarkę od sieci prądu,
- zapoznać się z czynnościami obsługi obrabiarki niezbędnymi do wykonania ćwiczenia,
- zapoznać się z oprzyrządowaniem pomiarowym do przeprowadzenia ćwiczenia,
- zapewnić czystość powierzchni wzajemnego styku obrabiarki i przyrządów pomiarowych.
Wykonać część praktyczną ćwiczenia mierząc odchyłki wielkości podane w protokole.
5. Opracowanie wyników pomiarów
Wyniki uzyskane z przeprowadzonych pomiarów należy wpisać do protokołu z badań do-
kładności geometrycznej. Na podstawie uzyskanych wyników pomiarów opracować wnioski,
w których należy:
- wskazać zaobserwowane odchylenia geometryczne przekraczające odchyłki dopuszczalne,
- podać ich wpływ na dokładność wymiarowo-kształtową wytwarzanych przedmiotów.
Poniżej zamieszczono formularz sprawozdania, który wypełnią studenci w czasie zajęć. Pro-
szę o zapoznanie się z jego treścią.
Rys.28. Sprawdzanie
równoległości
pomiędzy dwie-
ma trajektoriami
POLITECHNIKA WROCŁAWSKA Imię i Nazwisko ......................................
I n s t y t u t .................................................................
Technologii Maszyn i Automatyzacji Studia.......................................................
Rok ........................Grupa lab. ..............
Data ćwiczenia .......................................
Ć w i c z e n i e 1
SPRAWDZANIE GEOMETRYCZNEJ DOKŁADNOŚCI
OBRABIARKI SKRAWAJĄCEJ NA PRZYKŁADZIE TOKARKI
6. Protokół z badań dokładności geometrycznej
Symbol tokarki. . . . . . . . . . . . . Rozstaw kłów DC . . . . . . . . . . . . . . Średnica przelotu nad łożem - D
a
. . . . . . . . . .Nr fabryczny . . . . . . . . . . .
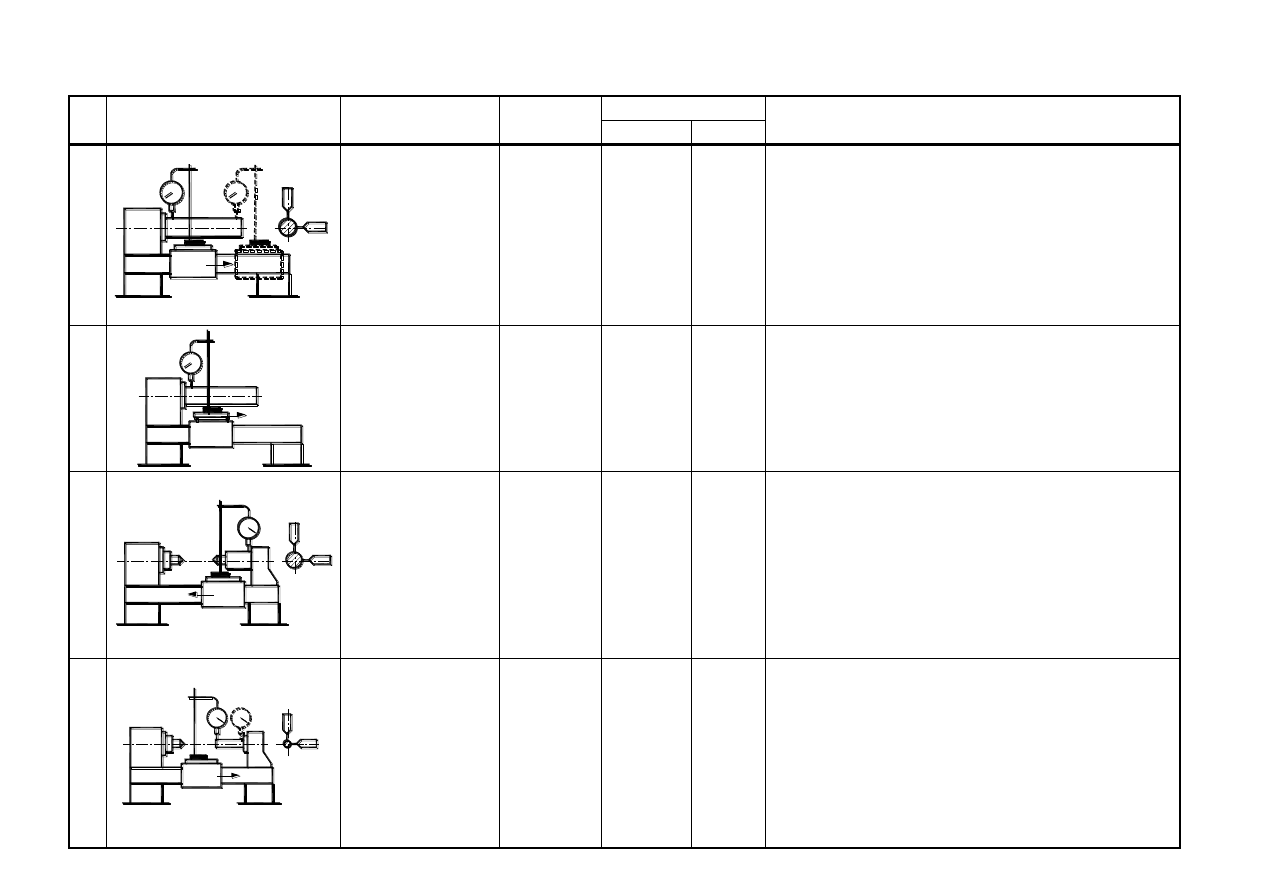
Nr
Szkic
Wielkość
sprawdzana
Przyrządy
pomiarowe
Odchyłka [mm]
Sposób pomiaru
dop.
zm.
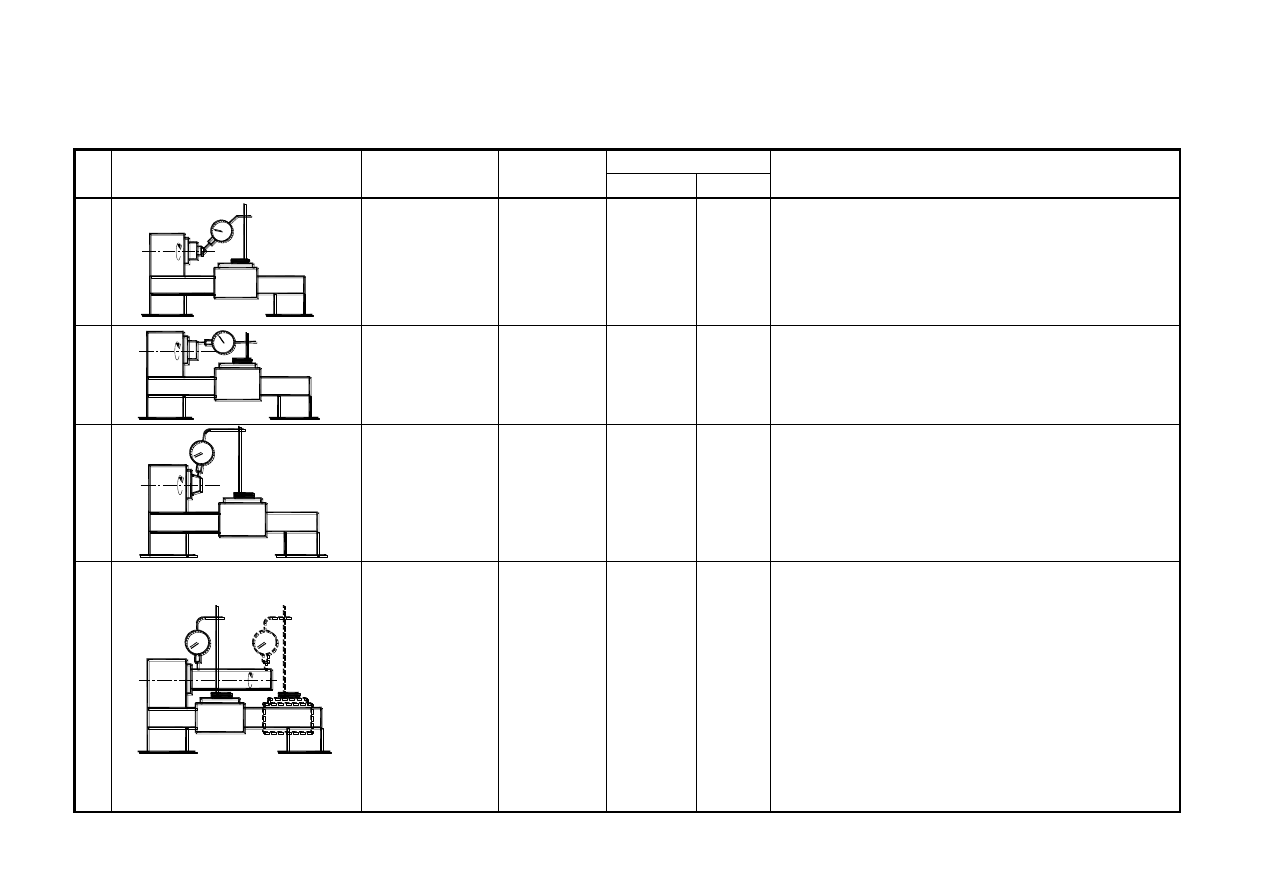
1
Pomiar bicia kła
wrzeciennika
Czujnik
o
wartości
działki ele-
mentarnej
0.001
0.015
Kieł zwykły umieścić w otworze wrzeciona, końcówkę
czujnika przystawić prostopadle do tworzącej stożka
kła; obracać wrzeciono odczytując wskazania czujnika.
Odchyłkę zmierzoną podaje się dzieląc odczytany wy-
nik przez cos
, gdzie
oznacza połowę kąta wierz-
chołkowego stożka kła.
2
Pomiar
bicia
czołowej
po-
wierzchni kołnie-
rza wrzeciona
Czujnik
o
działce ele-
mentarnej
0.001
0.02
Przystawić końcówkę czujnika prostopadle do czoło-
wej powierzchni kołnierza wrzeciona. Obracać w spo-
sób ciągły wrzeciono z niewielką prędkością odczytu-
jąc wskazania czujnika.
3
Pomiar bicia ze-
wnętrznej
po-
wierzchni centru-
jącej końcówki
wrzeciona
Czujnik
o
wartości
działki ele-
mentarnej
0.001
0.01
Przystawić końcówkę czujnika prostopadle do tworzą-
cej powierzchni centrującej końcówki wrzeciona. Ob-
racać w sposób ciągły wrzeciono z niewielką prędko-
ścią (przynajmniej o kąt 2
) odczytując wskazania
czujnika.
4
Pomiar
bicia
promieniowego
wewnętrznej
powierzchni
otworu wrzecio-
na
a)
przy
czole
wrzeciona
b) w odległości
równej D
a
/2 ale
nie większej niż
300mm
Trzpień po-
miarowy,
czujnik
o
wartości
działki ele-
mentarnej
0.001
a) 0.01
b) 0.02 na
długości
pomiaro-
wej
300mm
Osadzić trzpień w stożku wrzeciona, przystawić koń-
cówkę czujnika prostopadle do powierzchni walcowej
trzpienia; pokręcając wrzeciono o kąt co najmniej 2
odczytywać wskazania czujnika. Wykonać pomiar w
dwóch przekrojach a) i b). Powtórzyć pomiary cztero-
krotnie z każdorazową zmianą osadzenia trzpienia w
stożku wrzeciona co
/2. Odchyłkę określa średnia
arytmetyczna z otrzymanych wskazań czujnika w po-
szczególnych przekrojach trzpienia. Pomiary przepro-
wadzić w dwóch wzajemnie prostopadłych płaszczy-
znach.
2
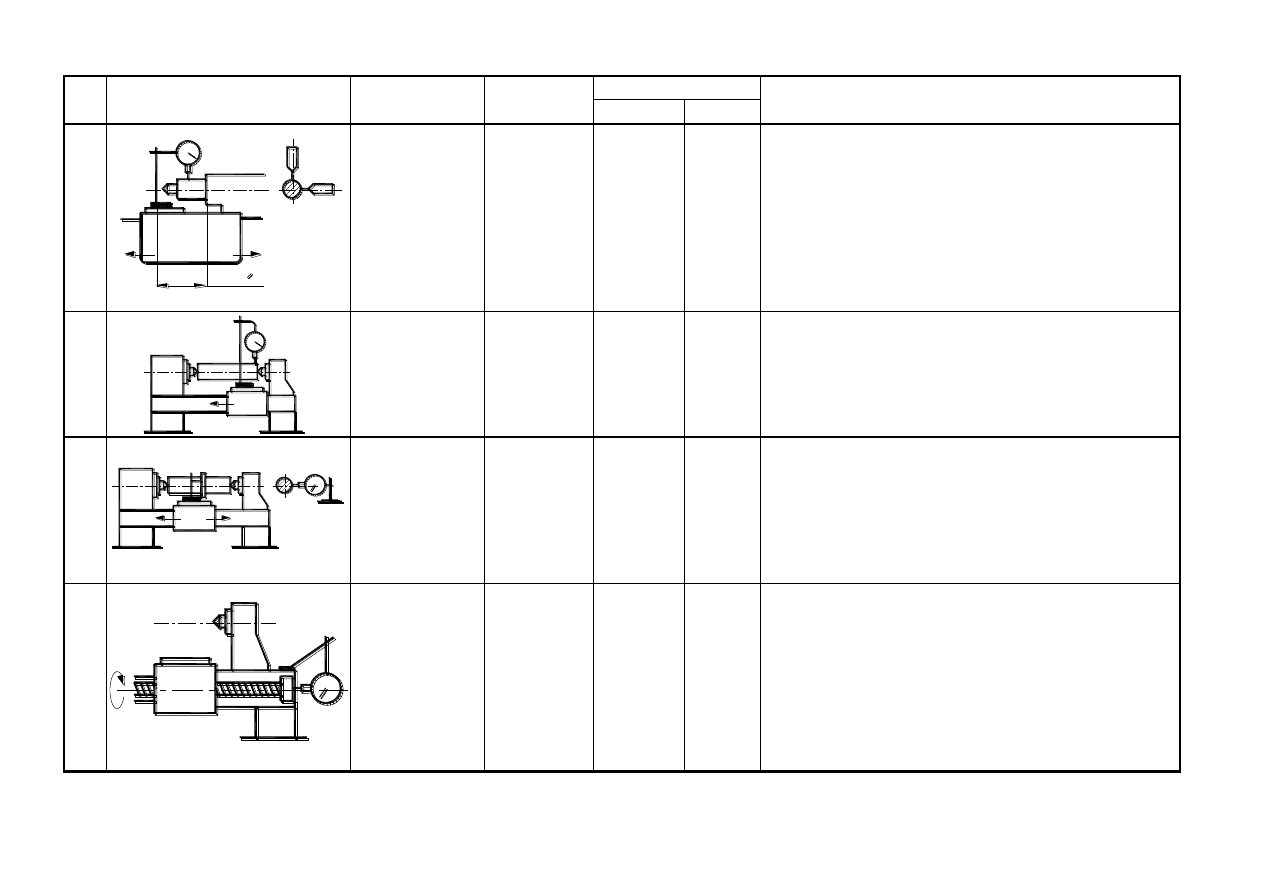
Nr
Szkic
Wielkość
sprawdzana
Przyrządy
pomiarowe
Odchyłka [mm]
Sposób pomiaru
dop.
zm.
5
b)
a)
Sprawdzenie rów-
noległości osi wrze-
ciona do przesuwu
suportu wzdłużnego
w płaszczyźnie
a) poziomej
b) pionowej
Trzpień po-
miarowy,
czujnik
o wartości
działki ele-
mentarnej
0.001
a) 0.015/300
w kierunku
do przodu
b) 0.02/300
w kierunku
do góry
Osadzić trzpień w stożku wrzeciona. Zamocować czuj-
nik na suporcie. Przystawić końcówkę czujnika w
płaszczyźnie pionowej do trzpienia; przesuwać suport
wzdłuż łoża odczytując wskazania czujnika. Obrócić
wrzeciono o kąt
i pomiar powtórzyć. Określić od-
chyłkę równoległości jako średnią arytmetyczną obu
odczytów. Pomiar powtórzyć w płaszczyźnie poziomej.
6
Sprawdzenie rów-
noległości osi wrze-
ciona do przesuwu
sań narzędziowych
w płaszczyźnie pio-
nowej
Trzpień po-
miarowy,
czujnik
o
wartości
działki ele-
mentarnej
0.001,
0.04/300
Osadzić trzpień w stożku wrzeciona i ustawić go w po-
łożeniu średniego bicia. Sanie narzędziowe ustawić
równolegle względem osi wrzeciona w płaszczyźnie
poziomej. Zamocować czujnik na saniach narzędzio-
wych. Końcówkę czujnika przystawić w płaszczyźnie
pionowej do powierzchni trzpienia. Przesuwać sanie
narzędziowe i odczytywać wskazania czujnika.
7
a)
b)
Sprawdzenie rów-
noległości przesuwu
tulei
konika
do
przesuwu suportu w
płaszczyźnie
a) poziomej
b) pionowej
Trzpień
pomiarowy,
czujnik
o
wartości
działki ele-
mentarnej
0.001,
przymiar
kreskowy
a) 0.015/100
w kierunku
do przodu
b) 0.02/100
w kierunku
do góry
Konik przykręcony do prowadnic łoża. Zablokować tu-
leję konika w maksymalnym przednim położeniu. Za-
mocować czujnik na suporcie. Przystawić końcówkę
czujnika prostopadle do tulei konika w płaszczyźnie
pionowej tuż przy korpusie konika. Przesunąć suport o
100 mm i odczytać wskazania czujnika. Pomiar powtó-
rzyć w płaszczyźnie poziomej.
8
a)
b)
Sprawdzenie równo-
ległości osi stożko-
wego otworu tulei ko-
nika do przesuwu su-
portu na długości D
a
/4
lub równej 300mm w
płaszczyźnie
a)poziomej
b) pionowej
Trzpień
pomiarowy,
czujnik
o
wartości
działki ele-
mentarnej
0.001,
a)
0.03/300
w kierun-
ku
do
przodu
b)
0.03/300
w kierun-
ku do góry
Konik przykręcony do prowadnic łoża. Tuleję konika
zablokować w tylnym położeniu. Osadzić trzpień kon-
trolny w stożku tulei konika. Zamocować czujnik na
suporcie. Przystawić końcówkę czujnika prostopadle do
trzpienia pomiarowego w płaszczyźnie pionowej tuż
przy czole trzpienia. Przesunąć suport o 300 mm i od-
czytać wskazania czujnika. Zmienić położenie trzpienia
o
i pomiar powtórzyć. Określić odchyłkę średnią.
Pomiar powtórzyć w płaszczyźnie poziomej.
3
Nr
Szkic
Wielkość
sprawdzana
Przyrządy
pomiarowe
Odchyłka [mm]
Sposób pomiaru
dop.
zm.
9
b)
a)
l=stala
Sprawdzenie
równoległości
ruchu
konika
względem ruchu
suportu wzdłuż-
nego w płasz-
czyźnie
a) poziomej
b) pionowej
Czujnik
o
wartości
działki ele-
mentarnej
0.001,
0.03
na
długości
pomiaro-
wej
500mm
dla a) i b)
Ustawić konik w skrajnym położeniu, wysunąć maksy-
malnie tuleję konika i zacisnąć. Ustawić suport wzdłuż-
ny w skrajnym prawym położeniu, zamocować podsta-
wę czujnika na suporcie. Przystawić końcówkę czujnika
do powierzchni cylindrycznej tulei w płaszczyźnie pio-
nowej w skrajnym prawym punkcie tulei. Przesuwać
suport i konik równocześnie odczytując wskazania czuj-
nika. Pomiar powtórzyć w płaszczyźnie poziomej.
10
Sprawdzenie
różnicy wysoko-
ści osi wrzecio-
na i osi konika
Trzpień po-
miarowy,
czujnik
o
działce
elementarnej
0.001,
0.04
oś
konika
wyżej niż
oś wrze-
ciona
Konik i jego tuleja zablokowane jak podczas normal-
nych warunków pracy. Umieścić trzpień pomiarowy w
kłach wrzeciona i konika. Przystawić końcówkę czujni-
ka zamocowanego na suporcie do górnej powierzchni
tworzącej trzpienia. Przesuwać suport i wykonać odczy-
ty w skrajnych położeniach trzpienia pomiarowego.
11
Sprawdzenie
prostoliniowości
przesuwu supo-
rtu wzdłużnego
w płaszczyźnie
poziomej
Trzpień po-
miarowy,
czujnik
o
wartości
działki ele-
mentarnej
0.001,
0.025
Umieścić w kłach konika i wrzeciona walec kontrolny o
długości zbliżonej do rozstawu kłów. Zamocować czuj-
nik na suporcie. Przystawić końcówkę czujnika do walca
na wysokości jego osi. Ustawić walec tak, aby wskazania
czujnika w pobliżu czół walca były jednakowe (przesu-
wając poprzecznie konik). Przesuwać suport wzdłuż po-
między czołami walca odczytując wskazania czujnika
12
Pomiar okreso-
wego bicia osio-
wego śruby po-
ciągowej spowo-
dowanego
bi-
ciem czołowych
powierzchni ło-
żysk
wzdłuż-
nych
Czujnik
o
wartości
działki ele-
mentarnej
0.001, kulka ,
płaska koń-
cówka
0.015
Włożyć kulkę w nakiełek śruby, przystawić do niej pła-
ską końcówkę czujnika, zamocowanego na prowadnicy
łoża. Obrócić śrubę o 1 obrót i dokonać odczytu wska-
zań czujnika.
7. Omówienie wyników pomiarów i wnioski
Wyszukiwarka
Podobne podstrony:
cnc w 1 spr geometr dokadnoci obr
cnc w 2 spr powtarzalnoci po zespou rob masz
Roszkowski,urządzenia i systemy wytwórcze CNC, sprawdzanie geometrysznej dokładności obrabiarki na p
Badanie dokładności geometrycznej obrabiarki CNC FV 580A z zastosowaniem testu QC10
CNC projektowanie przebiegu obr Nieznany
dokładności geometrycznej obrabiarki CNC FV 580 A
Geometryczne podstawy obróbki CNC
Badanie dokładności geometrycznej obrabiarki CNC FV 580A z zastosowaniem testu QC10
019 rozp min obr narod w spr war techn jakim winny odpowiada├Ž strzelnice garnizonowe
geometria w płaszczyźnie
GEOMETRIA
GEOMETRIA OBLICZENIOWA I
lec6a Geometric and Brightness Image Interpolation 17
więcej podobnych podstron